Треск при сварке полуавтоматом
Обновлено: 28.09.2024
Какой конкретно металл ты имееш в виду? Если черный то примерно так-в нижнем положении, с "какойто матерью" и неважным внешним видом варить можно, о вертикальных швах и тем более потолочных и мечтать не приходится. В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали"крутые теоретики" и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
Уточняю:пробовал варить ЧИСТЫМ аргоном, а вообщето на фабрике варят чернуху газовой смесью 75% аргона и 15% углекислоты
Я догадываюсь на каком сайте шла дискуссия. Читал, но местные кулибины бьются головой и доказывают обратное, может просто основываясь на своём "качестве работы" .
А металл - да возмём обычный Ст3, состояние кп, сп, пс мне кажется тут роли не играет. Из хим. св-в в аргоне такие розкислители, как кремний и марганец просто насыщают ванную, т.к. не вступают с кислородом в реакцию из-за отсутствия такового. ИМХО моё мнение. Может из-за этого дефект шва и образуется.
На счет химии спорить не буду-все равно слова словами останутся. Просто при сварке вертикального шва было плохое сплавление металла, расплавленый метал проволоки скатывался не сплавляясь с основным.Или другими словами проволока, не смотря на регулировку подачи, не успевала донести шарик расплава до нужного места.
Ребята! Я не проф. Варил вольф электродом нерж, раму на велик из титана сварил. Бомба получилась.
Четыре года назад варил свой старенький жигуль полуавтоматом, газ был аргон. Поверьте при сварке нет треска дуга горит мягенько и шов ложиться отлично.
Это то, что я пробовал.
Что касается нержавейки и титана, то это понятно. Скажу большее, когда варишь титан, то тебе надо защищать ко всему прочему ещё и шов.
Что же касается чернухи, то надо будет всё таки самому попробывать.
всем хай! несколько лет подряд работаю "КОРУНД"-ми ПДГ-160-200 миг-маг. Вобщем загорелся идеей сваривать П-м цветнину,арг-я горелка приспособлена под разьем газ-проволока(в д.с только газ) Вопрос-не врубаюсь как переключать полярность? В наших магазинах про такие переключатели не знают!С уважением
http://www.lincolnel. ngle-hull/1666/
В них не предусмотрено переключение полярности. Сварка ведется только на ".. постоянным током обратной полярности."
Самому переключить конечно можно-поменяй местами провода которые идут на "массу" и разьем горелки. Только потом для нормальной работы опять перекидывать придется. А для этого крышку слева нужно снимать, а потом ставить. Одним словом гиморой. Всякие переключатели проблему не решат-контакты нужны очень мощные, а это размеры большие.
В прочем можно и по другому-силовой контакт аргонной горелки подключаеш к зажиму массы, а рукав П/А(с зафиксированной кнопкой в нажатом положении) использовать как массу. Для "попробовать" можно, но постоянно работать.
Я так понял что хочеш попробовать варить аргонной горелкой с вольфрамовым электродом.
Если варить проволокой(П/А) то только поменяй провода на массе и разьеме.
Про алюминий я знаю, но как ведёт себя метал в среде аргона?
Металл ведет себя изумительно, только вот сварка п/а - говно - подрезы основного металла, повышенное разбрызгивание.
в принципе я тоже интересовался этим вопросом. Формирование черного шва П/А в аргоне действительно несколько другое. Основная проблема была у меня-подрезы. которые невозможно было убрать никакими настройками и несколько меньшее проплавление. В остальном практически все то же самое как и в миксе. В какой-то умной книжке читал. что вот эти самые подрезы в данном случае связаны с повышенной ионизацией.
http://www.lincolnelectric.info/ru/catalogue/another/single-hull/1666/
В них не предусмотрено переключение полярности. Сварка ведется только на ".. постоянным током обратной полярности."
Самому переключить конечно можно-поменяй местами провода которые идут на "массу" и разьем горелки. Только потом для нормальной работы опять перекидывать придется. А для этого крышку слева нужно снимать, а потом ставить. Одним словом гиморой. Всякие переключатели проблему не решат-контакты нужны очень мощные, а это размеры большие.
В прочем можно и по другому-силовой контакт аргонной горелки подключаеш к зажиму массы, а рукав П/А(с зафиксированной кнопкой в нажатом положении) использовать как массу. Для "попробовать" можно, но постоянно работать.
Я так понял что хочеш попробовать варить аргонной горелкой с вольфрамовым электродом.
Если варить проволокой(П/А) то только поменяй провода на массе и разьеме.
способ"попробовать"испытал удачно но геморойно , нужен переключатель полярности !схема-то простая. горелка с в-м эл-м без водяного охлаждения
В принципе можно(если нужно) сделать "ход конем" -смонтируй еще одно гнездо (как для "массы") и соедини его с разьемом шланга. Тогда для ТИГ- старое гнездо массы это для подключения горелки, а новое гнездо "масса". И нужно добавить тумблер(две группы контактов) паралельно контактам горелки внутри аппарата для включения трансформатора сварки(группа на замыкание) и другая группа контактов на размыкание в цепь питания двигателя подачи проволоки.
Какой конкретно металл ты имееш в виду? Если черный то примерно так-в нижнем положении, с "какойто матерью" и неважным внешним видом варить можно, о вертикальных швах и тем более потолочных и мечтать не приходится. В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали"крутые теоретики" и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
Уточняю:пробовал варить ЧИСТЫМ аргоном, а вообщето на фабрике варят чернуху газовой смесью 75% аргона и 15% углекислоты
Так называемая, смесь 1. Только вот, если смесь - в баллоне, баллон катать нужно, и долго. Иначе аргон, как долее тяжелый газ, ляжет на дно, углекислота, естественно, всплывет - в результате, если баллон полный - в начале будет отличная сварка, а потом придется "болгаркой" дефектный шов вырезать и по-новой заваривать. За свой счет, в свободное от работы время. Если работодатель добрый.
В принципе можно(если нужно) сделать "ход конем" -смонтируй еще одно гнездо (как для "массы") и соедини его с разьемом шланга. Тогда для ТИГ- старое гнездо массы это для подключения горелки, а новое гнездо "масса". И нужно добавить тумблер(две группы контактов) паралельно контактам горелки внутри аппарата для включения трансформатора сварки(группа на замыкание) и другая группа контактов на размыкание в цепь питания двигателя подачи проволоки.
хотел обойтись без лишних "дырок", сначала так и думал но решил !сдаваться не собираюсь, по результату отпишусь.Успеха в труде
Ребята, расскажу Вам то, что сам вообщем то изобрел.
Варить чистым аргоном можно полу автоматом нержавейку.
Все дело в сопле. Его следует заказать токарю на выходе что бы размер был его 22 мм, у стандартных 14 идет. Тем самым защита лучше и еще, не забываем открывать подачу аргона побольше,для этого подойдет наш кислородный редуктор, еще советского образца, импортные не подойдут для этого, так как имеют выходную подачу база максимальную ниже, чем наш. Поверьте, не один километр заварил. Емкости, просто листы толщина 6-12мм, как в потолочном угловой и нахлесточный, так и вертикал, можно и поднимать и отпускать, только когда сверху вниз сложность заключается в том,что бы подобрать ток, скорость сварки и подачу проволоки.
Спорил со мной один технолог с не без известного завода Комсомолец, пока сам своими глазами не увидел швы, просто Он не хотел мне делать сопло,
Говоря,это тебе ни че не даст, заказал сам, и показал вещи!
Тот говорит,всю жизнь живу Но такое первый раз вижу. Век живи век учись, сам себе Он добавил.
Скажу честно, не у каждого это получается, металл очень капризный и с ним приходится туго, Но и его можно понять в среде аргона и привыкнуть, правда коптит конечно, Но варить друзья, МОЖНО!
Не хвалюсь, когда ушел с одного завода, где львиную долю стыков вываривал подобным способом и те кого научил, тоже ушли, теперь там используют смесь аргон кислота, долго пытались другие сварщики повторить наши результаты. Все это осталось в прошлом. Жадность фраера. По старой пословице. Завод на грани развала.
Как быстро освоить и сваривать полуавтоматом нержавейку
Сварка нержавейки полуавтоматическим аппаратом – распространенный метод создания неразъемных соединений. Ответственный процесс не из простых и для получения хорошего результата, лучше, чтобы его проводил квалифицированный специалист.
Материал, который не ржавеет
К низкоуглеродной стали добавляют различные легирующие добавки: хром – не менее12%, никель и др. Хром при взаимодействии с кислородом из воздуха, образует на поверхности очень тонкую окисную пленку, которая препятствует процессу ржавления и действию химически агрессивной среды. Поверхностный антикоррозионный слой восстанавливается при повреждении. Нержавеющая сталь имеет свои особенности:
- Малая теплопроводность препятствует отводу тепла от места сварки. В результате происходит перегрев и прожог металла, выгорание легирующих элементов.
- Низкая температура плавления снижает энергетические затраты.
- Низкая электропроводимость ведет к снижению напряжения на металле заготовки, что является причиной перегрева и образования прожогов, особенно на тонких деталях
- Большое тепловое расширение деформирует детали при нагревании.
Употребляемые расходники
Для работы с полуавтоматом потребуются основные материалы – проволока, газ или смесь газов.
Электрод заменяет проволока, которая с заданной скоростью автоматом продвигается к рабочей зоне. От грамотного выбора соответствующих материалов и настроек аппарата зависит качественное исполнение соединения.
Какой газ выбрать
Для защиты сварочной ванны от негативного влияния воздуха используют газ. Он улучшает сжигание проволоки и ее сцепление с обрабатываемой заготовкой, не вступая в реакцию с расплавленным металлом.
Различают два метода: MIG – сварка с защитой инертными газами: аргон, гелий; MAG – с активными газами: азот, кислород, оксид углерода.

Основные используемые газы: аргон (Ar), углекислый газ (CO2) – углекислота, азот (N2) и их смеси.
В среде углекислого газа сварка нержавейки полуавтоматом часто встречающийся вариант, как экономически более доступный. В этом случае шов получается корявым из-за сильного разбрызгивания металла.
При использовании аргона получается надежный шов, который имеет красивую форму. Дороговизна газа предусматривает его использование для изделий, где немаловажен внешний вид соединения. Сварка нержавейки полуавтоматом с аргоном больше всего используется в промышленности.
Каждый газ в чистом виде имеет положительные и отрицательные качества. Поэтому для более эффективного процесса используют газовые смеси в различных пропорциях. Исходя из сложности работ, необходимого результата и материальных затрат, выбирают ту или иную газовую смесь.
Наиболее употребляемый состав Ar+CO2 в пропорциях 98% на 2%, 95% на 5% соответственно. Без повышенных требований к виду шва, допускается увеличение углекислоты до 32%. Процентное соотношение зависит от толщины материала, его типа и других параметров. Сварка нержавейки в такой защитной смеси способствует хорошему растеканию расплавленного металла, улучшает структуру шва.
Иногда к аргону добавляют 1-5% кислорода – Ar+O2. Это способствует уменьшению пористости обрабатываемой поверхности и мелкокапельному переносу металла, стабилизирует дугу.
Выбор проволоки

При сварке проволока является как присадкой, так и вместе с расплавленным металлом заполняет шов. Используются два вида: порошковая и сплошного сечения с очень низким содержанием углерода и высоким – кремния, устойчивая к окисляющей среде.
Диаметр варьируется от 0,13 до 6-10мм. Для применения в быту обычно берут проволоку сечением 0,6 и 0,8мм, для производства, где работают с мощными полуавтоматичными системами – свыше 1,0мм.
Для сварки нержавейки полуавтоматом без газа используют порошковую (самозащитную) проволоку. Она представляет собой тонкую стальную трубку, заполненную флюсом. При плавлении верхнего слоя, флюс освобождается, а также предохраняет сварочную зону от окисления. Образуется много шлака, которые надо удалять.
Сплошная проволока используется для проведения процесса в газовой среде и под флюсом, при этом она должна быть идентичной обрабатываемому металлу, т.е. из нержавейки. Лучше брать проволоку с немного большим содержанием легирующих элементов, из-за их выгорания при высоких температурах.
Некоторые марки сварочной проволоки:
- 0,8х20н9г7т – содержит хром, никель и марганец;
- 0,6х19н9т – высокого качества, устойчивая к коррозии;
- 0,4х19н11м3 – хром-никелевая с добавлением кремния и молибдена для стойкости к межкристаллической коррозии.
Для уменьшения образования брызг от расплавленного металла используется проволока меньшего диаметра, чем электрод. Шов получается аккуратным, но при этом увеличивается ее расход.
Некоторые аппараты снабжены кабель-шлангом, внутри которого для доставки к сварочной зоне проходят изолированно друг от друга проволока, газ, ток – так называемый сварочный рукав.
Подготовительные работы
Перед тем, как варить полуавтоматом нержавейку, требуется провести тщательную подготовку:
- Зачистить рабочие поверхности до блеска;
- обезжирить детали ацетоном или каким-либо органическим растворителем;
- при толщине металла более 4мм обработать торцы, чтобы между ними образовалось небольшое пространство для заполнения металлом;
- прогревая детали до100, убрать лишнюю влагу;
- нагреть металл до 200, чтобы снять внутреннее напряжение.
На производстве для удаления поверхностных загрязнений: нагара, следов от смазки, ржавчины детали и проволоку протравливают раствором соляной или серной кислоты. После этого промывают горячей и холодной водой и просушивают.
Расход газовой смеси при рабочем давлении 0,2 атмосферы с помощью редуктора устанавливается в пределах 6-12м3/мин. Несоблюдение этих показателей снижает качество шва.
Регулировка силы тока и напряжения зависят от мощности аппарата.
От этих параметров зависит глубина провара, длина дуги, форма шва. С увеличением силы тока – шире наплавленный шов, а глубина проварки уменьшается.
Некоторые настройки полуавтоматического сварочного аппарата:

После того как настроена аппаратура, а также учтены все рекомендации, можно приступать непосредственно к сварке.
Во избежание появления деформации и трещин, между деталями по всей длине оставляется зазор на расширение. Детали закрепляются в тисках или другим способом и прихватываются в нескольких местах.
В начале сварки нужно смотреть на шов. Если образуются поры, увеличить подачу газа до тех пор, пока они не будут появляться. Расход газа надо настраивать на экономный режим. Чтобы качество шва при этом не пострадало.
Начинать варить надо, отступив от края 5-6мм, чтобы не допустить образования трещин. Сопло горелки должно быть расположено под углом слегка назад по направлению шва и на высоте 10-12мм над сварочным стыком.
В случае наклона угла вперед увеличивается ширина шва, а проникновение сварочной дуги уменьшается, что хорошо для тонких листов.
Скорость сварки
Скорость, с которой электрическая дуга движется вдоль места сварки, контролируется сварщиком. Слишком высокая – может вызвать много брызг и расплавление металла, при этом защитный газ не успевает выйти и образуются поры. Недостаточная скорость – причина изменения проникновения сварочной дуги в свариваемые детали.
Варить надо короткой дугой – это, когда расстояние между концом проволоки и поверхностью расплавленного металла составляет 0,5-1,5мм. Проваренный таким способом, шов имеет правильные очертания, гладкую и выпуклую поверхность.
Другой способ сварки тонких деталей – сварка с отрывом, т.е. короткими замыканиями дугового промежутка. Нажать на курок – отпустить, и так постепенно заполнить ниточным швом (валиками) место соединения.
Если аппарат имеет импульсную функцию, то лучше работать на ней. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате.
При сварке тонкой (до3мм) нержавейки полуавтоматом сопло горелки вести вдоль шва, не допуская поперечных движений. В противном случае есть вероятность выхода расплавленного металла из зоны защитной среды. Лучше выполнять сварку тонких деталей в вертикальном положении, двигаясь сверху вниз.

Если две заготовки различной толщины, то сопло держать на толстой. Мгновенным движением переместить горелку на тонкую заготовку и опять вернуться на толстую. Иначе произойдет пережог тонкого металла.
Чтобы избежать серьезных дефектов во время сварочных работ, стоит использовать керамические подкладки, которые представляют собой самоклеящуюся ленту. Они наиболее подходящие для работы с тонкими деталями, а также в неудобном пространственном положении.
Соединение нержавейки с черной сталью

Сварку таких материалов ведут при постоянном токе. Положение проволоки – строго перпендикулярное к рабочей зоне.
В составе проволоки из нержавейки должны содержаться марганец, а также никель, например, марки ESAB OK, Autrod. Специальная переходная проволока наплавляет буферный слой, который и соединяет детали.
Приваривая сталь Ст40 к нержавейке, можно использовать проволоку 08Г2С. Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Достоинства и недостатки

Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.
Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Аппарат "плюется" на больших токах. С чем связано?
Kemppi FastMig KM 400 с подающим устройством MF33. Варим сталь омедненкой 1,2. Проблема вот в чем, на малых токах сварка идет ровно. Как только увеличишь режимы - начинает "плеваться", прыгают режимы так, что иногда прожигается металл, шов неровный. В чем может быть причина? Уже поменяли все расходники, вплоть до того, что уже горелку с психу новую поставила. Вероятно в электрике дело, а в чем именно - не разберусь. Поможете?
Трудно так с ходу сообразить. Какие режимы выставляете. Сколько лет аппарату. Может подающий механизм барахлит.
А то вам тут чес на советуют.
Catherine , Не помешали бы фото ,а еще лучше видео
Что именно вы вкладываете в слово "плюется"
Ток увеличивается, а подающий (по каким-то причинам) работает неравномерно с рывками или отстает - отсюда и плевки и прожиги.
Такое было когда аппарат долгое время ( около полугода) не работал, а подающий механизм не был расслаблен ( проволока была заряжена и ролики поджаты).
Порой бывает, если проволока плохого качества и при больших токах начинается выгорание полезных веществ и происходит образование капель. Часто бывало, когда снабженцы или идиоты. Еще бывает полный от скол обмазки электрода по всей его длине, тоже по причине того, что электрод низкого качества. Причин достаточно, надо все проверять.
Еще все привыкли что полуавтоматы это бессмертные драконы на самом деле может произойти сбой в реле управления и все ставиш подачу она либо маленькая а вроде стоит много либо меняется во время сварки сама, еще иногда бывает что тумблер реле прокручивается потому что шею ему свернули короче многие привыкли и думают если он купит аппарат дорогой и все норм и даже не подумает а в его условиях сколько он будет работать без глюков и поломок они же сделаны под чистый цех а его тащат либо на стройку по ближе к цементу либо в цеху где нету магнита для уборки металл пыли с пола и еще магнит на вентилятор надо вешать на сам аппарат что бы металл пыль во внутырь не попадала из за чего схемы могут глючитть у меня так постоянно было в одном гадюшнике где все в пыли там резки было много а распускные станки сделаны не правильно по причини безалаберности начальства или упертости или самого главнного на руси фактора.
И еще не забываете про углекислоту которая может быть тоже плохого качества.
Сварщик убийца , а знаки препинания за Вас Пушкин, чтоли ставить будет? Почему пользователи должны глаза ломать, пытаясь прочитать Ваше предложение на 9 строк с одной запятой?
Варите на синергетике?
Проволока нормальная, от ребят жалоб не было на нее. Газ тоже не виноват. В общем отдала аппарат на диагностику, отпишусь потом в чем дело было. Спрашивала у сервисников - говорят с такой моделью частенько встречались подобные проблемы.
Спрашивала у сервисников - говорят с такой моделью частенько встречались подобные проблемы.
Через меня прошло много КМов.
Это надежный и не прихотливый аппарат. Его как правило берут на метало-конструкции с продолжительным режимом работы.
Электронно в подающем ломаться нечему, так как вся схема управления находится в источнике.
Источник может выдавать напряжение или нет, так что электронно он исправен, потому что на малых токах варит нормально.
Остается разобраться с причиной того, что на малых работает, а на больших плюется.
1. Плохой контакт силовой части. Чаще всего это масса заземления или плохо прижатые разъемы промежуточного кабеля между источником и подающим или массы.
2. Маловероятно, но может быть проблема с сетью. Просаживаясь меняются параметры настройки.
Борьба с косяками (Ужасная сварка, непровары и обретение новых навыков — сварка полуавтоматом)










Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял "Клапан электромагнитный (холостого хода)" от "классики").

Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.

Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.

Её я проварил полностью с двух сторон, пока настраивал полуавтомат.


Худо-бедно, но начало получаться.
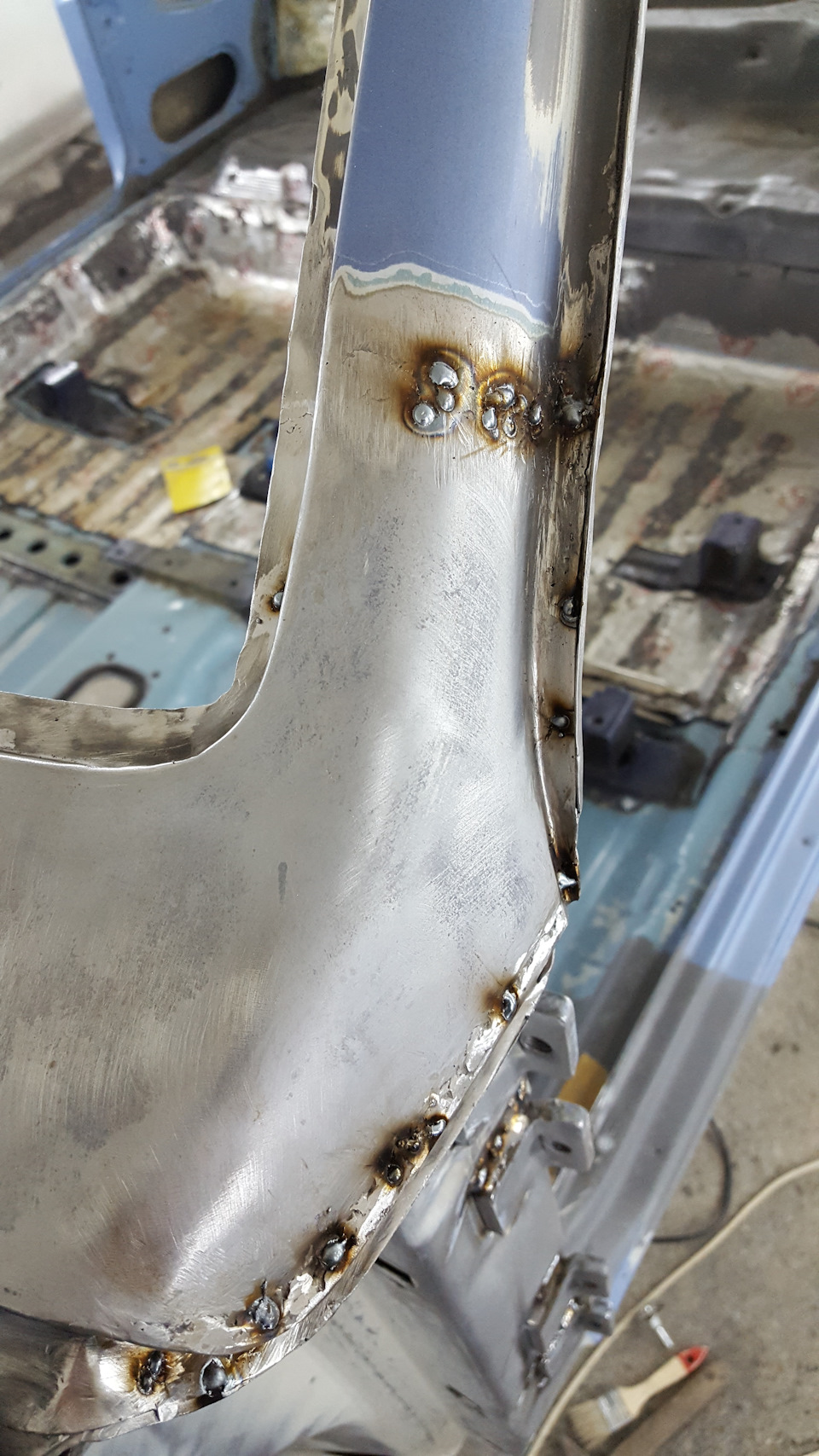
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите

Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.


Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.



Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.


Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо :(


Решил даже видео добавить, как я поварил рамку лобового)
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!
Читайте также: