Генератор сварочный гд 4006у2 электрическая схема
Обновлено: 28.09.2024
Генератор сварочный типа ГД-4006У2 предназначен для питания одного сварочного поста при ручной дуговой сварке, наплавке и резке металлов постоянным током. ГД-4006У2:
ГД — генератор для дуговой сварки;
40 — номинальный сварочный ток, десятки А;
06 — номер модификации;
У2 — климатическое исполнение и категория размещения по ГОСТ
15150-69.
Условия эксплуатации
Температура окружающей среды от минус 45 до 40°С.
Относительная влажность воздуха не более 80% при температуре 15°С.
Степень защиты IР22 по ГОСТ 14254-96.
Требования техники безопасности по ГОСТ 12.3.003-86.
Генератор соответствует требованиям ТУ 3441-003-16516326-99.
Нормативно-технический документ
Технические характеристики
Номинальный сварочный ток при ПН=60%, А — 400 Максимальный сварочный ток, А, при ПН, %, не менее: 35 — 430 100 — 310 Минимальный сварочный ток, А, не более — 60 Номинальная продолжительность цикла сварки, мин — 5 Пределы регулирования сварочного тока, А, в диапазоне: малых токов — 60-170 средних токов — 160-350 больших токов — 300-450 Номинальное рабочее напряжение, В — 36 Напряжение ХХ, В — 70-90 Номинальная частота вращения, мин — 1 — 1800 Направление вращения со стороны привода — По часовой стрелке Мощность на валу при максимальном сварочном токе, кВт (л. с.), не менее — 25 (34) КПД в номинальном режиме, %, не менее — 74 Масса, кг, не более — 225
Гарантийный срок — 2 года со дня ввода генератора в эксплуатацию, но не позднее 6 мес с момента выпуска генераторов.
Конструкция и принцип действия

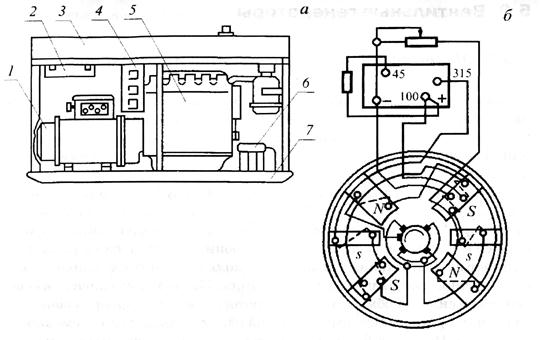
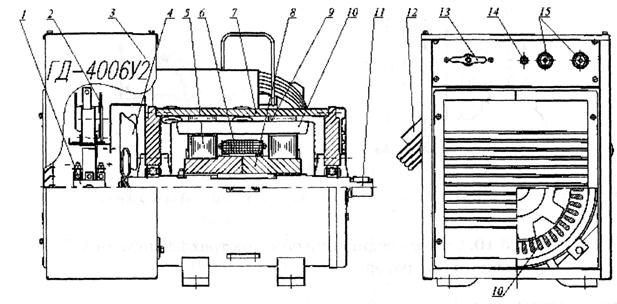
Общий вид, габаритные и установочные размеры сварочного генератора ГД-4006У2 исполнения 00:
1 — регулятор сварочного тока;
2 — переходный фланец;
3 — пакетный выключатель;
4 — таблица диапазонов;
5 — переключатель;
6 — сварочные зажимы

Электрическая принципиальная схема сварочного генератора ГД-4006У2:
SA1 — пакетный выключатель;
G1 — синхронный индукторный генератор;
TV1 — трансформатор напряжения;
ТA1 — трансформатор тока;
VD1 — выпрямительный блок;
SA2 — переключатель;
A1 — тиристорный регулятор тока;
VD2-VD5 — диоды;
RU1 — варистор;
R р 1 — подстроечный резистор (нихром на фарфоровом цилиндре);
R2 — переменный резистор;
R3 — постоянный резистор;
XT1 — клеммная колодка на 5 контактов;
XT2 — клеммная колодка на 2 контакта;
XT3 и XT4 — сварочные зажимы
В комплект поставки входят: сварочный генератор, эластичная и пальцевая полумуфта (только для исполнения 01) — щиток электросварщика с запасным светофильтром, электрододержатель, выносной регулятор тока с проводом длиной 20 м, диод Д248Б, эксплуатационная документация (паспорт, техническое описание и руководство по эксплуатации).
Сварочные генераторы

Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
Коллекторные сварочные генераторы
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф — магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 — J св R г, где U2 — выходное напряжение на клеммах генератора при нагрузке; Jсв — сварочный ток; Rг — суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора.
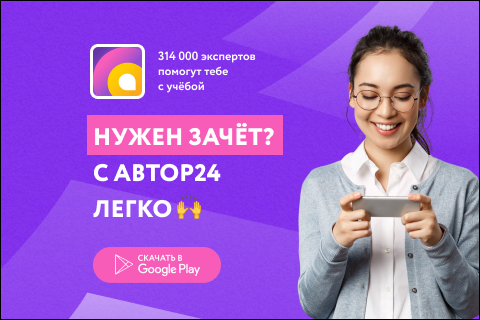
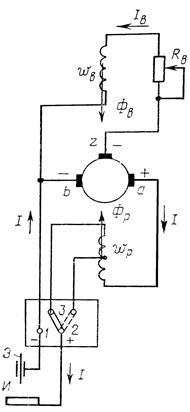
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
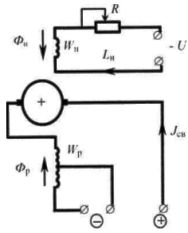
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков — ступень больших токов.

Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
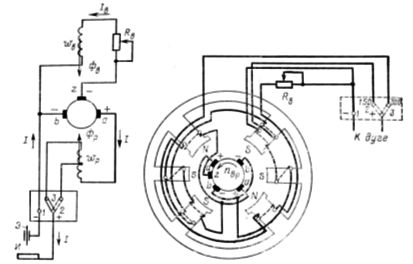
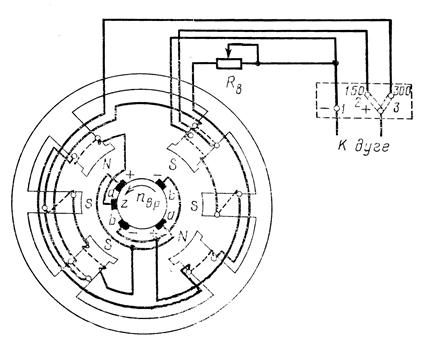
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением
В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками.
Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.

Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Вентильные сварочные генераторы
Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
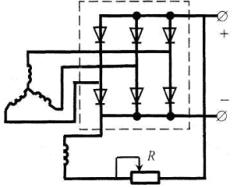
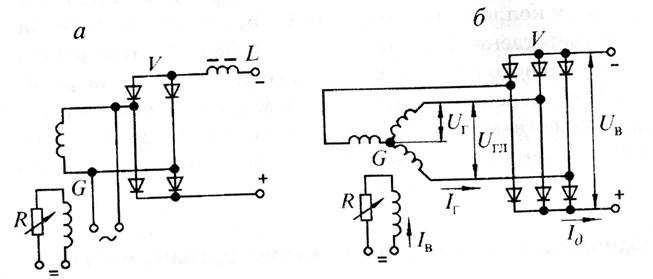
Рис. 3. Схема вентильного генератора с самовозбуждением
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная.
Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
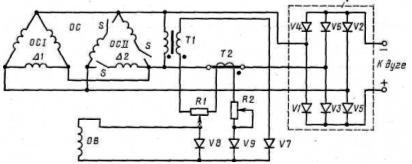
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
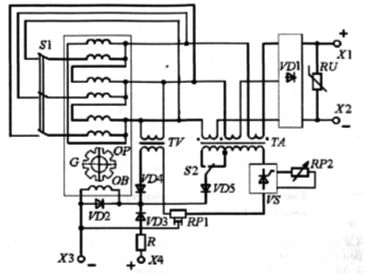
Рис. 5. Принципиальная схема сварочного генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х. На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР.
Формирование искусственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением. Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage 500.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Генератор с самовозбуждением и размагничивающей обмоткой
Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением.
В коллекторных генераторах, кроме основных полюсов и обмоток, есть ещё 2 дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка z, которая располагается между двумя основными щетками a и b. При анализе работы данного генератора необходимо учитывать магнитный поток Фя, создаваемый сварочным током, протекающим по виткам якорной обмотки, так называемый поток реакции якоря.
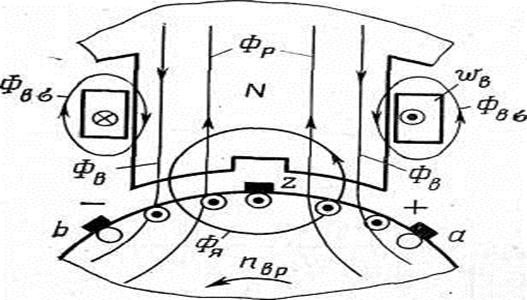
Картина распределения магнитных потоков под полюсом полярности N четырехполюсного генератора
Из рисунка видно, что под одной половиной полюсов силовые линии поля якоря усиливают намагничивающий поток Фн. а под другой - ослабляют его. В целом подмагничивающее действие потока реакции якоря компенсируется его размагничивающим действием. Поэтому при анализе работы генераторов с независимым возбуждением влияние потока реакции якоря не учитывалось.
В генераторах с самовозбуждением параметры обмотки якоря и размагничивающей обмотки подобраны так, что под одной половиной полюсов (между щетками b—z) магнитный поток размагничивающей обмотки компенсируется потоком реакции якоря. В результате напряжение на щетках b-z будет определяться только половиной магнитного потока намагничивающей обмотки.
Таким образом, напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.
Это позволяет заключить, что регулировка режима в коллекторных генераторах с самовозбуждением такая же. как и в генераторах с независимым возбуждением.
Особенность генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора.
Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов. При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Агрегат АДД-303 с коллекторным генератором
Появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный
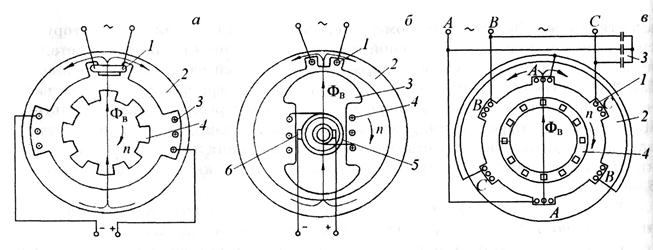
Конструкции генераторов переменного тока:
а — индукторного, б — синхронного, в — асинхронного
В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
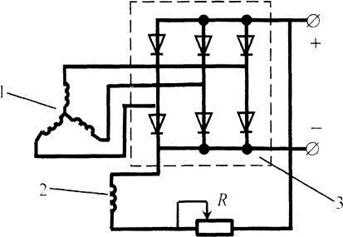
Схема вентильного генератора с самовозбуждением
Схемы однофазного и трехфазного вентильных генераторов с независимым возбуждением
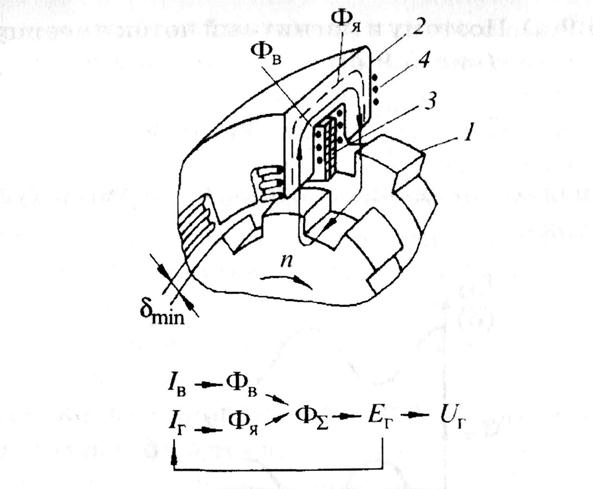
Конструктивная схема и связь параметров индукторного генератора
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора.
Следовательно. ЭДС, наводимая этим потоком, тоже переменная. Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора. Значительно можно улучшить и динамические характеристики.
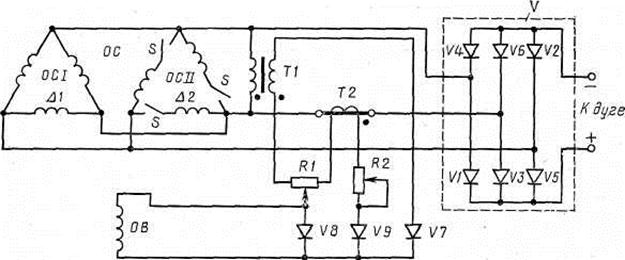
Принципиальная электрическая схема вентильного генератора типа ГД-312 с самовозбуждением
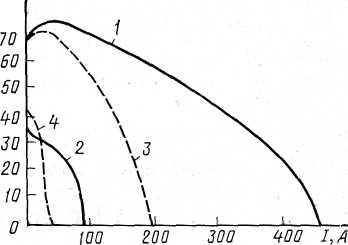
ВСХ генератора ГД-312
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току.
Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ
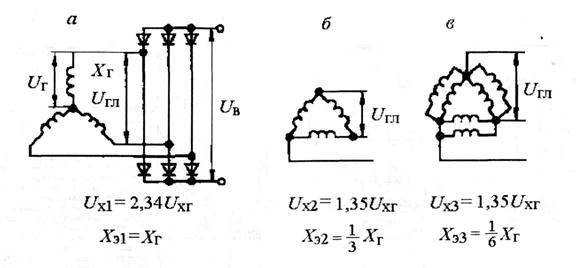
Схемы соединения обмоток трехфазного индукторного генератора
Вентильный генератор ГД-4006
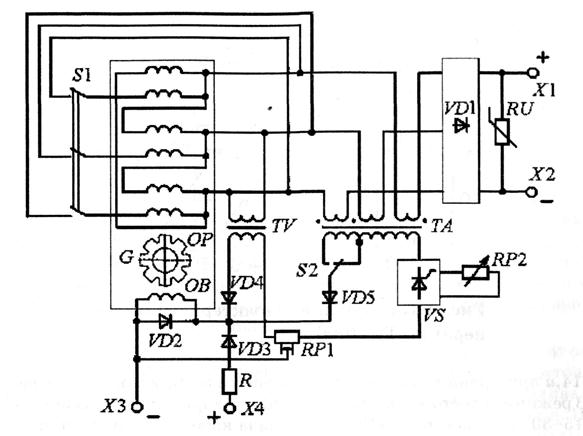
Принципиальная схема генератора ГД-4006
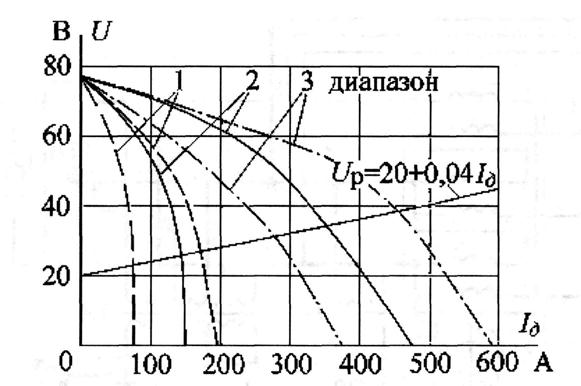
ВСХ генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х.
На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР
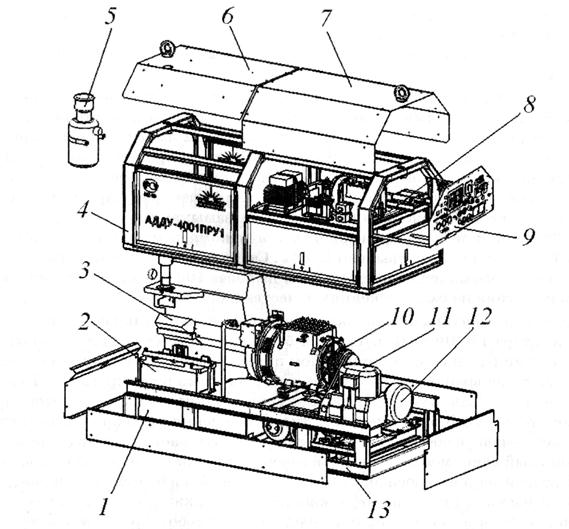
Устройство агрегата АДДУ-4001ПР
Формирование исскуственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением.
Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage500.
Инверторные источники питания.
Инвертирование в преобразовательной технике – это преобразование постоянного напряжения в переменное.
Инверторы сварочных источников питания выполняются на силовых тиристорах и транзисторах. Тиристорные инверторы проигрывают транзисторным по максимальной частоте преобразования (на порядок) и соответственно по массогабаритным показателям. Поэтому в производстве сварочных ИП они в настоящее время почти полностью вытеснены транзисторными инверторами.
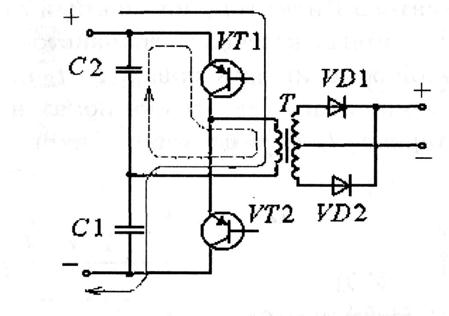
Рассмотрим одну из широко применяемых схем транзисторного инвертирования.
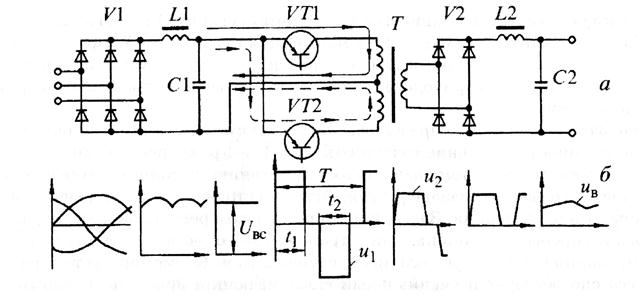
Выпрямитель V1 преобразует напряжение сети (~380В, 50Гц) в постоянное, неравномерность которого сглаживается фильтром L1—С1. Инвертор на транзисторах VT1-VT2 преобразует постоянное напряжение в переменное высокочастотное (~ 50 кГц). Далее напряжение (~ 380 В) понижается трансформатором Т до сварочного ( 80 В), выпрямляется выпрямителем V2 и сглаживается фильтром L2-C2. Поскольку трансформируется переменный ток большой частоты, то трансформатор изготавливается не с железным, а с ферритовым сердечником, что снижает его вес примерно в 10 раз. Поскольку частота трансформируемого тока большая, то сокращается длительность переходных процессов с n*10 -2 с до 10 -3 с и менее.
В настоящее время основную часть инверторного оборудования для сварочного производства составляют ИП с высокочастотными трансформаторами, поскольку условия электробезопасности при ручной сварке и сварке шланговыми полуавтоматами, а также при плазменной резке требуют гальванической развязки вторичной цепи от силовой сети.
Регулировка режима (получение падающей вольтамперной характеристики и регулировка вторичного напряжения на жёсткой характеристике) как правило осуществляется путём изменения частоты.
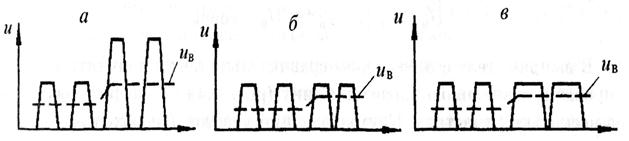
Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины (в) импульсов
Для получения падающей характеристики вводится обратная связь по току: с его увеличением автоматически снижается частота, что влечет уменьшение выходного напряжения. Для стабилизации выходного напряжения на жестких характеристиках вводится обратная связь по напряжению.
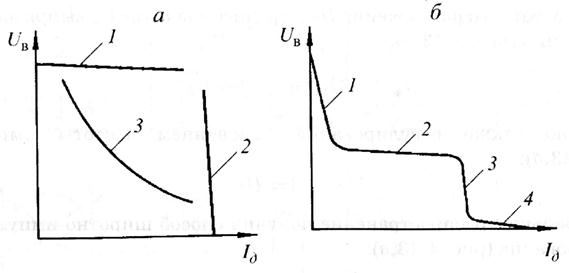
Внешние характеристики выпрямителей с инвертором
В 80-х годах и до середины 90-х годов инверторные выпрямители выпускались небольшой мощности (до 160 А), для работы на монтаже и для бытовых нужд. В середине 90-х появилось новое поколение так называемых полевых транзисторов, способных выдерживать большие токи. Это позволило приступить к выпуску промышленных инверторов на токи 300-500 А.
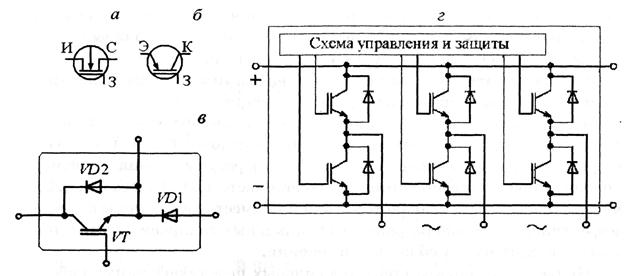
Современные переключающие приборы: МОП-транзистор (а); биполярный транзистор с изолированным затвором (б); транзисторно-диодный модуль — чоппер (в); силовой модуль с оптимизированным управлением и комплексной внутренней защитой (г)
В сварочных ИП с силовыми транзисторами используется несколько схем инвертирования.
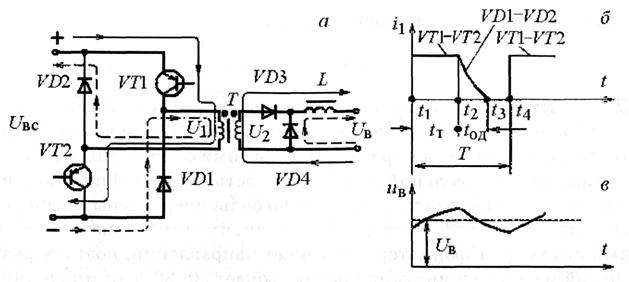
Однотактный преобразователь с прямым включением диода
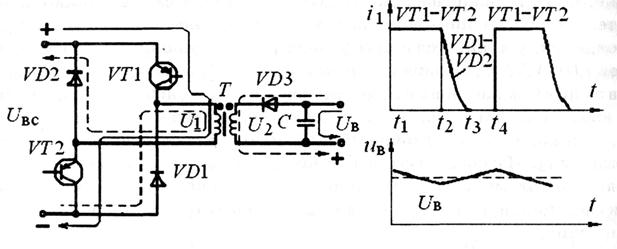
Однотактный преобразователь с обратным включением диода
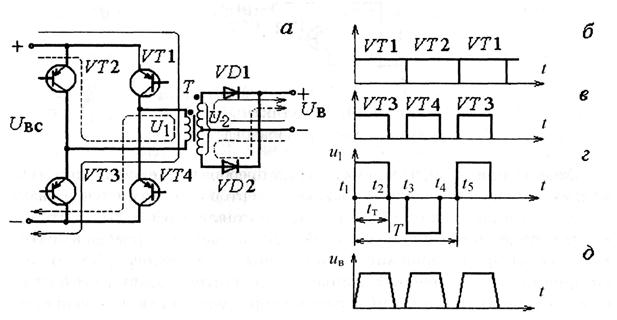
Двухтактный мостовой преобразователь
Двухтактный полумостовой преобразователь
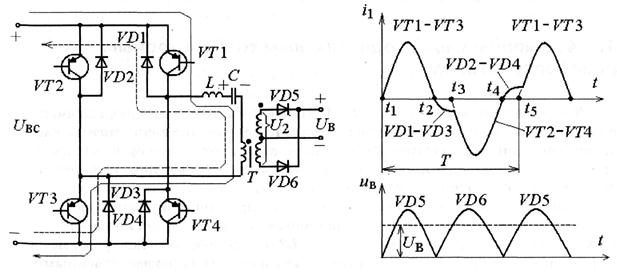
Резонансный двухтактный мостовой преобразователь
Реальные силовые схемы инверторных ИП могут существенно отличаться от типовых.
Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф - магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 - J св R г, где U2 - выходное напряжение на клеммах генератора при нагрузке; Jсв - сварочный ток; Rг - суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Особенности устройства и работы сварочных генераторов
Причина эффективности технологии сваривания металлов кроется в молекулярном сцеплении между материалами, что делает их соединение крепким и надёжным. Эта методика применяется в разных сферах деятельности от микроэлектроники до изготовления крупногабаритных конструкций. Чтобы швы получились долговечными и прочными, для их скрепления используется специальный аппарат. Устройство сварочного генератора позволяет применять такие агрегаты в строительстве, для ремонта автомобилей, монтажа нефтепроводов и т. д.

Типы сварочных генераторов
Приобретая такую технику, следует осознавать, что она предназначена для производства определенного объема электричества, которое нужно для сварки. В связи с этим все конкретные требования потребителя должны совпадать с эксплуатационными возможностями оборудования. В противном случае его эффективная работа невозможна. В зависимости от технических и функциональных характеристик, выделяют следующие типы сварочных генераторов:
- Трансформаторы – удобные в работе и компактные агрегаты, выдающие переменный ток и отличающиеся доступной стоимостью.
- Выпрямители – станции, предназначенные для производства постоянного тока. Это оборудование используется для получения качественных сварочных швов и обработки деталей из нержавеющей стали.
- Инверторы – устройства с функцией высокоточной настройки рабочих параметров. Чаще всего применяются для сваривания в автоматическом или аргонодуговом режиме.
Также в продаже имеются сварочные генераторы, классифицируемые по виду используемого топлива на:
Эти установки характеризуются небольшой мощностью и доступной ценой. Они непригодны для длительных работ в сложных условиях, но считаются наилучшим решением для периодического применения в быту. Отличаются оптимальными габаритами и малым весом, при работе производят мало шума, не загрязняют окружающую среду.
Главные характеристики таких агрегатов – высокая надежность в эксплуатации и солидный спектр мощностей. Благодаря этому дизельные установки отличаются значительным рабочим ресурсом и возможностью функционирования при низкой температуре, а, следовательно, и более высокой рыночной стоимостью. Но их эксплуатация обходится значительно дешевле, чем оборудования, работающего на бензине.
Эксплуатация
Достижение максимально возможной производительности устройств и продление их срока службы зависят от правильной эксплуатации, будь то сварочный генератор своими руками или же промышленный бензогенератор и сварочный инвертор.
Особенности использования сварочных станций в первую очередь зависят от их формата. Это могут быть промышленные, бытовые или профессиональные устройства.
Использование оборудования первого типа на крупном или промышленном производстве предполагает наличие у прибора широкого спектра возможностей, позволяющих осуществлять ручную, полуавтоматическую, и др. виды сварки.
Для работы генератора промышленного типа требуется правильное обслуживание. Ответственность за это несут настройщики и инженеры-технологи. Последние кроме всего прочего разрабатывают уникальные способы соединения.
Формат использования бытовых агрегатов существенно отличается от промышленного. Обычное место проведения работ с применением таких генераторов – дача, гараж, мастерская.
Самым распространенным методом сварки является ручная. Конечно, в идеальном случае владелец указанного аппарата – опытный сварщик. Тем не менее довольно часто профессионалом человек становится уже после приобретения агрегата.

Подключение дизельного генератора.
При использования генератора необходимо соблюдать несколько простых правил:
- использовать устройство следует на горизонтальной плоскости;
- в качестве первых свариваемых деталей лучше использовать заготовки толщиной от трех миллиметров;
- научиться правильно держать дугу и не прожигать изделия;
- не полагаться на удачу в работе с аппаратом, а тщательно ознакомиться с инструкцией, содержащей весь необходимый объем информации;
- отдельное внимание необходимо уделить технике безопасности;
- лучше не эксплуатировать агрегат в запыленных помещениях, так как генераторы «не любят» грязь.
Работая с инверторным сварочным аппаратом, важно учитывать специфику его подключения к генератору. В случае неправильного выбора станции инвертор может выйти из строя. В данном случае даже учет только лишь мощности, как уже было отмечено ранее, не решает вопрос совместимости.
Характеристики сварочных генераторов

Помимо вышеперечисленных критериев, существует еще ряд важных характеристик, которые напрямую влияют на работу сварочных генераторов. Во-первых, это мощность. Данный показатель указывается производителем в прилагаемом техпаспорте в кВт или кВа. Специалисты рекомендуют подбирать агрегат с определенным запасом мощности, поскольку никогда не известно, какие задачи по сварке понадобится выполнить в будущем.
Во-вторых, защита от пыли и влажности. Современные требования безопасности категорически запрещают работу на бытовых и профессиональных сварочных генераторах в условиях проливного дождя, поскольку велик риск заработать электрический шок и испортить оборудование. Именно поэтому большинство станций имеет класс защиты от «одиночных капель и крупных частиц дождя», также встречаются установки с защитой от «косого дождя».
В-третьих, ремонтопригодность. Прежде чем начать беседу с продавцом о всех прелестях определенной модели, рационально узнать, – где, кем и на каких условиях оказывается техническая поддержка и проводится гарантийный ремонт. Важным критерием является и комплектация. Если оборудование предназначено для ручной переноски, оно должно оснащаться соответствующим чемоданчиком. Также стоит обратить внимание на следующие показатели:
- тип и стартовая сила тока;
- рабочее и холостое напряжение;
- диаметр электродов;
- продолжительность включения;
- рабочая температура;
- вес, размер, транспортабельность.
Работа сварочного генератора
Практически всегда выгоднее приобрести именно сварочный генератор, а не автономную станцию и отдельно установку для сварки. Ведь часто случается так, что топливный агрегат не обеспечивает работу сварочного аппарата по причине нехватки мощности. А вот генератор для сварки рассчитан на определенную мощность и эксплуатацию в широком спектре температур, что при правильном подборе гарантирует отличное качество созданных швов.
Также немаловажен факт, что подобные установки предназначены для обработки разных металлов в различных, порой сложных климатических условиях. Кроме того, именно в автономных системах предусмотрены разнообразные защитные функции, микропроцессорное управление и возможность автоматической отладки напряжения. Благодаря этому такое оборудование отличается универсальностью, высокой производительностью и безопасностью.
Как сделать своими руками?
Генератор для сварки можно сделать самостоятельно. В этих целях лучше использовать отдельное помещение, например, мастерскую или гараж.
Первым элементом, с которого следует начать изготовление, является рама. В ее качестве отлично подойдет уголок размерами сорок на сорок миллиметров. После того, как будет отрезана нужная длина с помощью болгарки, в нем просверливаются отверстия под мотор и генератор. Указанные элементы закрепляются на раме болтами.
Стоит отметить, что в данной ситуации можно собрать сварочный аппарат из автомобильного генератора.
Далее следует установка колес к основанию рамы, чтобы обеспечить возможность удобного перемещения. Закрепить колеса можно с помощью сварки или же на болтах.

Особенности сварочных генераторов.
Принцип работы устройства основан на передачи от мотора генератору вращающего момента, в результате чего формирует ток.
Данная схема лежит в основе работы каждого устройства.
Работать агрегат способен и без бензогенератора. На генератор может подаваться и сетевое напряжение, преобразуемое в последствии в необходимый ток для сварки.
Как видите, сделать сварочный генератор самостоятельно не составит труда. Также изготовить сварочный аппарат возможно и из лабораторного автотрансформатора.
Схемы сварочных генераторов

Современная промышленная индустрия предлагает широкий ассортимент моделей этих установок. Схемы сварочных генераторов, определяющие принципы их функционирования и управления, выполняются в различных модификациях и отличаются внешними характеристиками. Сегодня практически все известные производители используют собственные наработки в данной сфере.
Такой подход весьма полезен для конечных потребителей, поскольку обеспечивает возможность выбрать продукцию не только с учетом планируемых работ, но и по бюджету. В настоящее время наибольшим спросом пользуется оборудование, функционирующее по типу независимого или самовозбуждения и следующим схемам:
- универсальная;
- с падающей характеристикой;
- с жесткой или пологопадающей характеристикой.
На что обратить внимание во время выбора?
Выбирая генератор для сварочного аппарата, важно учитывать некоторые параметры устройств. Например, ранее уже говорилось о несовместимости бензогенератора с инверторами высокой мощности. Данный момент связан с невозможностью таких агрегатов компенсировать скачки напряжения.
Так как же подобрать генератор для сварочного инвертора? В данном вопросе есть свои нюансы, требующие выполнения грамотного расчета мощности прибора. В инверторном типе она равняется максимально потребляемой. Однако стоит ее брать с небольшим запасом в двадцать или тридцать процентов от общей производительности станции.
Таким образом, чтобы узнать какой генератор потянет то или иное оборудование, следует умножить напряжение на дуге на максимальный потребляемый ток. Отмеченные величины обычно приводятся в инструкции по эксплуатации.
Значение, полученное в результате расчета следует разделить на коэффициент полезного действия. Данная величина и является максимальным напряжением, позволяющим выбрать бензиновый генератор.
Даже с учетом большого запаса по мощности, лучше выбрать прибор инверторного типа. Энергия, производимая подобным аппаратом, более качественна и отличается меньшими колебаниями мощности, что является важным критерием в сварке.
Ремонт сварочного генератора
Несмотря на то, что сварочный генератор отличается высокими техническими характеристиками и степенью надежности, иногда, как и все электромеханическое оборудование, он ломается. Причины выхода аппарата из строя могут быть разными: некачественное топливо, ненадлежащее обслуживание, некорректно установленный режим работы и т.д.
Чтобы избежать неожиданного отказа сварочного генератора и последующей остановки работ на объекте, необходимо своевременно проводить его техническое обслуживание и по возможности устранять выявленные неисправности. Как правило, к каждому аппарату прилагается инструкция, в которой подробно описываются самые распространенные проблемы и методы их решения.
Однако самостоятельный ремонт сварочного генератора требует определенных познаний в сферах электрики и механики. Если таковых не имеется, лучше остановиться на стандартном профилактическом обслуживании, а все остальное доверить профессионалам сервисных центров. Подобное распределение ответственности, несомненно, позволит увеличить срок службы сварочного генератора от любого производителя. Типичные работы по устранению дефектов можно разделить на две основные группы:
Обычно предусматривает периодическую проверку и при необходимости замену поршневых колец. Срок непрерывной эксплуатации данных элементов сварочного генератора указывается в инструкции. Поэтому если при разборе двигателя выявляется изношенность этих запчастей, их следует заменить. Дальнейшая пригодность к службе или необходимость смены смазки для двигателя и свечи также определяется путем визуального осмотра;
Чаще всего такие работы заключаются в замене истертых токосъемных щёток и перематывании обмоток в ситуации межвиткового замыкания. Даже если выявлен износ только одной щетки, обязательно меняют сразу обе. Именно для этого типовой ремнабор комплектуется парой запасных. Еще одним распространённым дефектом является поломка валовых подшипников или их прокрутка внутри корпуса. Подобные неисправности сварочного генератора сопровождаются ощутимым шумом и повышенной температурой.
Принцип действия
Механизм действия любого электрогенератора заключается в преобразовании механической энергии вращения ротора (или якоря) в электрическую благодаря наведению в обмотках электродвижущей силы (ЭДС).
Источником энергии вращения может быть любое устройство — другой электродвигатель, двигатель внутреннего сгорания, да хоть и мускульная сила.

Как правило, под сварочным генератором подразумевают комплексное энергетическое устройство, состоящее из бензинового или дизельного двигателя и собственно механизма выработки электроэнергии строго заданных параметров. В совокупности они и представляют собой сварочный аппарат.
Читайте также: