Ультразвуковая сварка область применения
Обновлено: 11.05.2024
Для того, чтобы соединять конструкции из полимерных материалов (например, полипропиленовые), используется ультразвуковая сварка пластмасс.
Этот метод уменьшает расходы, увеличивает эффективность и улучшает качество готового изделия, поэтому так обширно применяется в промышленности.
Эта статья написана в помощь тем, кто решил узнать о сварке ультразвуком пластмасс и ряде моментов, связанных с ней (оборудование, достоинства, недостатки).
- Как это работает?
- Как образуется шов?
- Характеристики оборудования
- Категории сварки
- + и —
- Сварочные аппараты
- Постскриптум
Как это работает?
Что такое ультразвуковая сварка пластмасс? Если по-простому, это процесс, в котором происходит превращение механических колебаний, созданных специальным оборудованием, в тепло, энергия которого образует сварочный шов.
Иными словами, происходит трансформация энергии (механическая переходит в тепловую), поэтому подобный процесс можно назвать «использованием энергии преобразования».
В процессе ультразвукового сваривания пластмасс можно выделить 2 этапа: соединения деталей и образования шва.
Первый этап представляет собой воздействие на детали на молекулярном уровне: тепло, сформировавшееся в результате трансформации механической энергии, точечно фокусируется в месте будущего скрепления материалов.
Происходит увеличение показателя движения молекул пластмассы. Из-за этого начинается оплавление и соединение элементов конструкции. Второй этап представляет собой остывание мест сварки пластмассы и формирование крепкого шва.
Так вкратце можно описать принцип работы этого метода. Подробнее этот материал приводится в следующем разделе.
УЗ сварка
Ультразвуковуая сварка пластмасс отличается от всех других видов сварки характером соединения деталей – скрепление под действием ультразвуковых колебаний и давления, приложенного к обрабатываемым поверхностям. Данный способ сваривания пластмасс был изобретен в 1958 г. группой специалистов МВТУ им. Н.Э. Баумана во главе с академиком Г.А. Николаевым. Такой метод используются для создания высоконадежных соединений и ускорения процесса сварки. ООО «СитиВелд» предоставляет услуги по ультразвуковой сварке пластмасс и пластиковых труб.
Сфера применения ультразвуковой сварки
Ультразвуковая сварка дает возможность прочно соединять плоские и объемные детали из полистирола, поликарбоната, поливинилхлорида, полипропилена, полиамида и других термопластичных полимеров. Можно также скреплять детали из комбинаций этих веществ: полусинтетические ткани, искусственную кожу и др. Ультразвуковая сварка пластмасс применяется для нужд автомобильной, электротехнической промышленности, в сельском хозяйстве, медицине и других сферах. С применением УЗС производятся не только трубопроводы, но и такие изделия, как, например, средства индивидуальной химической защиты, водяные фильтры, георешетка, фонари, автомобильные фары, резиновые перчатки и пр.
Схема процесса и конструкция сварочного аппарата
Устройство ультразвукового сварочного аппарата: 1 — акустический узел; 2 — волновод; 3 – опорный винт; 4 – детали, подлежащие свариванию; 5 — вибратор; 6 – кожух.
Ультразвуковой генератор (УЗГ) производит электроток частотой от 20 до 50 кГц, который, попадая на обмотку магнитострикционного преобразователя (вибратора), трансформируется в механические колебания. Материал, используемый для изготовления преобразователя, под воздействием переменного магнитного поля способен менять свои геометрические размеры. Вибратор соединяется с инструментом (волноводом), функция которого – увеличивать амплитуду колебаний. Волновод образует давление в зоне сварки (прижимает детали друг к другу) и передает свариваемым материалам ультразвуковые колебания. Цилиндрические инструменты проводят колебания неизменной амплитуды, а конические – усиливают ее. Поэтому размеры и форму волноводов подбирают с учетом нужного коэффициента усиления. На рисунке 1 показана кривая колебаний, подобранная с учетом того, что в зоне сварки амплитуда должна быть максимальной (одно из правил УЗС). В результате таких воздействий пластмасса размягчается и диффузирует. После отключения ультразвука детали еще некоторое время оставляют в прежнем положении для равномерного распределения материала в шве и его застывания.
Разновидности ультразвуковой сварки пластмасс
Контактная. Иногда можно выполнить сварку только на малом расстоянии от свариваемых материалов. Это объясняется большим коэффициентом затухания ультразвуковых колебаний, передающихся от оборудования, и маленьким модулем упругости. При таких условиях используют контактную сварку. С помощью нее соединяют мягкие пластмассы: полипропилен, полиэтилен, поливинилхлорид, а также тонкие (от 0,02 до 5 мм) пленки и синтетические ткани. При подобной обработке деталей рабочий торец инструмента должен иметь такую же форму и площадь, как и плоскость контакта деталей. Данная разновидность в основном предполагает соединение свариваемых деталей внахлест.
Передаточная. Получать сварной шов на большом расстоянии от поверхности ввода колебаний (10-250 мм) можно, если полимерный материал обладает большим модулем упругости и низким коэффициентом затухания колебаний. В этом случае используется передаточная ультразвуковая сварка – способ, при котором механические колебания передаются точечно или на малом участке верхней детали. Площадь сварки может сильно отличаться от площади торца волновода. Передаточную сварку используют, в основном когда требуется соединить объемные детали из жестких пластмасс: полистирола, полиметилметакрилата, капрона, полиамидов, поликарбоната. При данном способе сварки наиболее распространенными являются стыковые и тавровые соединения.
Преимущества ультразвуковой сварки
Высокая надежность. Благодаря автоматизации и технологичности процессов УЗ сварка ПВХ позволяет создать соединения, удовлетворяющие основным требованиям к прочности, герметичности и внешнему виду изделий.
Универсальность. Сварка пластика ультразвуком является эффективным методом для сваривания и мягких, и твердых пластмасс. Он позволяет соединять даже детали с загрязненной поверхностью. С помощью передаточной сварки можно создавать швы даже на большом удалении от ввода энергии, что обеспечивает возможность работы в труднодоступных местах.
Высокая производительность. Ультразвуковой метод экономит время и энергию, поскольку процесс сварки занимает всего несколько секунд. Кроме того, можно ускорять работу на объекте благодаря отсутствию каких-либо особых расходных материалов.
Экологичность. В процессе сварки не происходит выделения в атмосферу вредных для здоровья и окружающей среды летучих веществ, не требуется применение клея и растворителей. Безопасность данного метода для человека также обусловливается минимальным количеством выделяемого тепла в зоне ультразвуковой сварки.
Как образуется шов?
Работа с металлом не похожа на сварку ультразвуком. Для второй не понадобятся привычные по работе с металлом расходные материалы (проволока, стержни электродов и пр.) и высокое температурное воздействие.
Зато потребуются механическое влияние на место формирования шва и энергия ультразвуковых колебаний.
Образование колебаний начинается с подсоединения генератора к ультразвуковому сварочному аппарату для пластмассы. Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).
Следом происходит подключение колеблющегося параллельно будущем шву волновода.
Он позволяет локально сфокусировать энергию в конкретной точке и создаёт два типа давлений: статическое и динамическое. Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Первое отвечает за получение прочного шва, а второе — за достижение уровня температуры, оптимальной для работы с разными типами пластика и пластмасс.
Технически, возможности этого метода позволяют скреплять пластмассу с деталями различного состава, главное условие — чтобы материал выдерживал воздействие ультразвука.
В теории возможно соединение пластмассы с металлом, несмотря на разницу их температур плавления.
Характеристики оборудования
Перед работой рекомендуется изучить характеристики оборудования и те показатели, которые поддаются регулированию.
В соответствии с тем, какие параметры Вам нужны, Вы можете изменять следующие значения:
- Давление ультразвуковой сварки (оно же статистическое).
- Длительность импульса.
- Давление волновода на материал.
- Количество колебаний в единицу времени (частота).
- Размах колебаний торца волновода.
- Дополнительные: температурный режим прогрева материала, параметры, зависящие от характеристик самих деталей (например, размера и/или формы) и прочее.
Оборудование для сварки
Оборудование для ультразвуковой сварки имеет различные формы, но его общие черты следующие:
- кронштейн для крепления корпуса сверху;
- подставочная часть где выполняются рабочие манипуляции;
- источник питания;
- преобразовательная колебательная система;
- привод для увеличения давления;
- управляющая часть.
Источником тока может быть генератор колебаний с рабочей частотой от 18 кГц. Преобразователь изменяет электрические колебания в механические с продольным действием. Сварочный наконечник может крепиться стационарно на аппарат, и изделие необходимо подносить между ним и платформой, либо рабочий может манипулировать ручкой с наконечником перемещая его по изделию. Последний прикладывается к свариваемой поверхности всегда под прямым углом. Некоторые установки способны сваривать детали только с одной стороны, другие осуществляют двухстороннее воздействие.
Сварка может выполняться точечно, благодаря продольным колебаниям и небольшому прижиму. Второй вариант — это шовное соединение, которое выполняется на продолжительном режиме работы аппарата и изделии, перемещаемом под сварочным наконечником на роликах.
Категории сварки
Известно несколько вариантов классификаций сварки пластмасс ультразвуком. Каждая из них включает несколько пунктов. Ниже приведены наиболее популярные.
- Классификация по подаче энергии:
- Односторонняя (применяется для соединения толстостенных конструкций).
- Двусторонняя (оптимальна для тонкостенных деталей, но требует добавочного охлаждения).
- Классификация по передвижению волновода:
- Непрерывное (скорость движения волновода не изменяется со временем).
- Прерывное (движения с заранее известными временными промежутками).
- Классификация по движению вдоль шва:
- Ручное (сила, направляющая аппарат, сосредоточена в руках мастера).
- Механическое (сварочный аппарат перемещается вдоль шва автоматически, по ранее сформированным параметрам. Менее сфокусированный, чем ручной, но даёт возможность поменять направление сварного соединения).
- Классификация по типу сварки:
- Контактная (шов формируется по уложенным внахлёст конструкциям. Подходит для деталей толщиной 2 миллиметра и меньше).
- Передаточная (формирование механических колебаний проводится в установленные точки на деталях в таких количествах, чтобы гарантировать равномерное распространение волны ультразвука и, как следствие, прочность и качество соединения. Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
Достоинства ультразвуковой сварки
К преимуществам способа относятся:
- отменная прочность соединенных деталей;
- отсутствие необходимости предварительной подготовки поверхностей (шлифовка, очищение грязи и т.п.), а также зачистки шва после кристаллизации;
- внутренние напряжения шва отсутствуют на всех стадиях работы;
- внешне шов не различим;
- процесс может протекать без участия оператора;
- повышение эффективности производства за счет экономии времени сварщиков на работу;
- возможность совмещения ряда операций (с резкой металла, либо нанесением рисунка);
- при сварке ультразвуковой дополнительные расходные или соединительные элементы не требуются (клей, нитки, растворители);
- при действии волны ультразвука на человека не оказывают негативное влияние какие-либо ее составляющие;
- не требуется защитная среда (газовая);
- экономичность использования электроэнергии.
Одинаково хороши оба известных способа ультразвуковой сварки — шовный и прессовый. Первый используется для получения швов длиной менее 250 мм, второй — при точечном или контурном соединении.
Рассмотрим достоинства и недостатки ультразвуковой сварки пластмасс. К числу первых относятся:
- Не нужно приобретать расходные материалы, растворители или клей, из-за чего снижается риск неблагоприятного воздействия на организм мастера.
- Возможность соединить пластмассы любого состава.
- При правильном выставлении режима сварки шов получается почти что невидимым.
- Высокая производительность при довольно скромных затратах.
- Швы получаются устойчивыми и герметичными на деталях любого состава.
- Можно не проводить предварительную очистку поверхностей конструкций.
- Шов в принципе не может перегреться, так как тепло фокусируется точечно.
- При работе не образуются радиопомехи по причине того, что напряжение не достигает поверхности деталей.
- Сварочные работы не требуют особых условий. Достаточно обеспечения электричеством.
- Особенности оборудования позволяют проводить работы разного масштаба, от мелкого ремонта крошечных деталей и до непрерывной сваркой промышленных конструкций.
- Возможность осуществления нескольких задач одновременно. К примеру, сварка пластмасс + покрытие полимерным напылением или сварка + резка.
Сварочные аппараты
В составе аппарата для ультразвуковой сварки пластмасс выделяют:
- Инструмент для сварки.
- Волновод.
- Преобразователь (магнитострикционный или пьезокерамический).
- Опора.
- Генератор волн.
- Дополнительная комплектация (с функцией управления параметрами процесса — автоматического или ручного. Рекомендуется к приобретению для выполнения качественных работ с формированием шва максимальной прочности).
Рассмотрим строение и функции основных узлов ультразвукового сваривания более подробно.
Генератор производит волны ультразвука с заданной скоростью и в последующем трансформирует их в механическую энергию (для этого используется также и преобразователь в аппаратах с двусторонней подачей энергии) с прежней частотой.
С его помощью возможно определение способа отправки энергии ультразвука.
Исходя из его названия, преобразователь обеспечивает превращение энергии из одного вида в другой. Его присутствие в оборудовании обуславливает потребность в перманентном охлаждении (воздушном, водном).
Следующее звено в конструкции — трансформатор колебаний. Он расположен между волноводом и преобразователем, предназначен для синхронизации их работы и может увеличивать размах колебаний с торцовой части волновода.
Сам же волновод отвечает за передачу механических колебаний и формирование давления в заданных точках. Вместо него может использоваться акустический преобразователь.
Фиксацией деталей занимается опора. Иногда возможно её применение в роли ещё одного волновода.
Принцип действия и классификация
Процесс протекает в три этапа:
- нагревание элементов, взаимное проникновение материалов друг в друга в зоне контакта;
- формирование связей на молекулярном уровне;
- твердение и формирование шва.
Сварка ультразвуком по уровню автоматизации процесса разделяется на:
- Ручную. Все характеристики установки контролируются оператором, он же проводит пистолет для сварки по контуру соединения.
- Механизированную. Контроль параметров осуществляется оператором, элементы подаются на излучатель.
- Автоматическая. Используется в цехах промышленных предприятий, производится без использования рук человека.
По способу подачи энергии в зону сварки отличают одно- и двухсторонний метод.
В соответствии с характером передвижения волновода УЗС бывает:
- Импульсной. За единичное перемещение рабочая зона бомбардируется короткими импульсами.
- Непрерывной. Излучение воздействует не переставая, волновод передвигается с установленной скоростью вдоль элементов.
По характеру передачи энергии в область сваривания имеются такие режимы УЗС:
- Контактный. Подразумевает равномерное распределение энергии в объеме элементов. Используется с целью сопряжения пленок и пластиковых изделий внахлест.
- Передаточный. Колебания образуются одновременно во многих точках, волны проходят толщу элементов, освобождая энергию на участке. Применяется для создания тавровых швов и сопряжения жестких изделий из полимеров встык.
Таблица свариваемости материалов
Ультразвуковая сварка применима для пластмасс и большинства однородных и разнородных металлов. Использование для определенного материала зависит от параметров его кристаллической решетки и твердости – чем она выше, тем ниже свариваемость металлического изделия.
Возможность сопряжения материалов посредством УЗС представлена в таблице.
Ультразвуковая сварка
При ультразвуковой сварке (УЗС) необходимые условия для образования соединения создаются в результате механических колебаний ультразвукового преобразователя. Энергия вибрации создает сложные напряжения растяжения, сжатия и среза. При превышении предела упругости соединяемых материалов происходит пластическая деформация в зоне их соприкосновения. В результате пластической деформации и диспергирующего действия ультразвука происходит удаление адсорбированных пленок жидкости, газов, органических пленок и поверхностных оксидов, происходит увеличение площади непосредственного контакта, что обеспечивает получение прочного соединения.
Ультразвук находит широкое применение в науке для исследования некоторых физических явлений и свойств веществ. В промышленности ультразвуковые колебания используются для очистки и обезжиривания изделий, для обработки труднообрабатываемых материалов. Установлено благоприятное влияние ультразвуковых колебаний на кристаллизующиеся расплавы — происходит дегазация и измельчение зерна и улучшение механических характеристик литых металлов. Получены положительные эффекты при воздействии ультразвуковых колебаний с целью снятия остаточных напряжений. Широкое использование ультразвук находит с целью интенсификации многих медленнотекущих химических реакций. Известна аппаратура для контроля уровня жидкости, скоростей ее течения и т. п. Успешно используется ультразвук для контроля качества литья, сварных соединений и т. п.
В сварочной технике ультразвук может быть использован в различных целях. Воздействуя им на сварочную ванну в процессе кристаллизации, можно улучшить механические свойства сварного соединения благодаря измельчению структуры металла шва и лучшему удалению газов. Ультразвук может быть источником энергии для создания точечных и шовных соединений. Ультразвуковые колебания активно разрушают естественные и искусственные пленки, что позволяет сваривать металлы с окисленной поверхностью, покрытые слоем лака и т. п. Ультразвук уменьшает или снимает собственные напряжения, возникающие при сварке. Им можно стабилизировать структурные составляющие металла сварного соединения, устраняя возможность самопроизвольного деформирования сварных конструкций со временем.
Сварка металлов ультразвуком находит все более широкое применение, так как этот способ имеет ряд преимуществ и особенностей по сравнению с контактной и холодной сваркой. Особенно перспективна ультразвуковая сварка применительно к изделиям микроэлектроники. Весьма перспективна сварка ультразвуком пластмасс; этот метод широко используется в промышленности, так как обладает рядом особенностей, дающих возможность получить высококачественное соединение на многих пластмассах, сварка которых другими методами затруднена или невозможна.
Разработаны оборудование и технология ультразвуковой сварки металлов и пластмасс, успешно использующиеся в промышленности. За рубежом этот метод также находит применение в промышленности.
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. В принципе этот метод сварки имеет много общего с холодной сваркой сдвигом.
Колебания, возникающие в какой-либо среде и характеризующиеся упругими деформациями среды, называются упругими. Форма упругих колебаний может быть различна. Наиболее распространенной формой являются гармонические колебания, т. е. колебания, описываемые выражением
где A — смещение или деформация в данном элементе среды в момент времени t; Aм — максимальное значение смещения или деформации; ω — круговая частота колебаний; φ — начальный угол сдвига.
Упругие колебания, частота которых превышает некоторую границу, принято называть ультразвуковыми. Обычно считают, что нормальный человеческий слух не воспринимает в виде слышимого звука гармонические упругие колебания с частотой выше 17 000—20 000 Гц. В практике упругие колебания используются в диапазоне частот от 8000 Гц до мегагерц. При ультразвуковой сварке обычно используется диапазон частот 18—80 кГц.
Скорость распространения ультразвука зависит от физических свойств материала. Например, в стержне скорость распространения продольных волн определяется из следующего соотношения:
где Е — модуль упругости материала; ρ — плотность материала.
Скорость распространения звуковых волн в большинстве твердых тел колеблется в пределах 2000—6000 м/с и изменяется в зависимости от температуры, давления и интенсивности звука.
Длина волны, соответствующая данной частоте, непосредственно определяется из равенства
где c — скорость звука; f — частота.
При частоте 20 кГц длина волны в стали равна 28 см.
Интенсивность плоской продольной звуковой волны в любой среде определяется из уравнения
где А — амплитуда колебаний; f — частота колебаний; ρ — плотность среды; k — коэффициент пропорциональности; с — скорость звука в среде.
Поток энергии волны сквозь некоторую поверхность S равен
где β — угол между нормалью к площадке dS и направлением распространения волны.
Мощность ультразвука, которая может быть передана через среду, зависит от физических свойств среды; если напряжения в зонах сжатия и разрушения превысят предел прочности материала, то твердый материал будет разрушаться. В жидкостях в аналогичных случаях возникает кавитация с образованием мельчайших пузырьков паров жидкости и последующим их захлопыванием. Процесс захлопывания кавитационных пузырьков сопровождается возникновением местных давлений, превышающих 5000 кгс/см 2 . Это явление в жидкостях используется для обработки и очистки изделий.
Машины для ультразвуковой сварки состоят из следующих основных узлов: источника питания, аппаратуры управления, механической колебательной системы и привода давления.
Механическая колебательная система служит для преобразования электрической энергии в механическую, передачи этой энергии в зону сварки, концентрирования этой энергии и получения необходимой величины колебательной скорости излучателя.
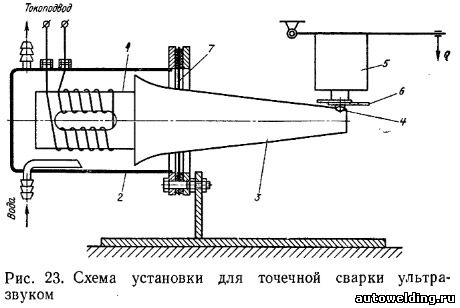
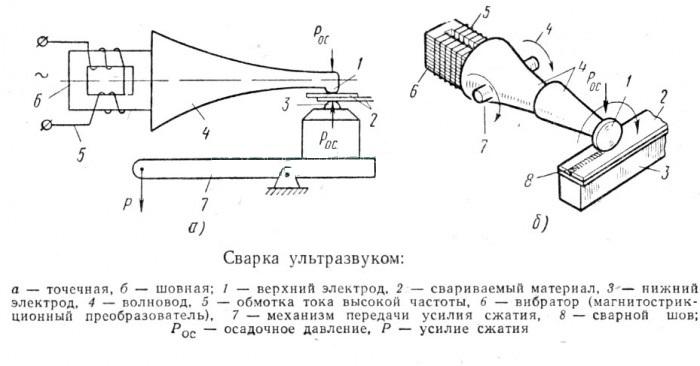
Колебательная система (рис. 23) состоит из электромеханического преобразователя 1 с обмотками, заключенного в металлический корпус 2, охлаждаемый водой; трансформатора упругих колебаний 5; сварочного наконечника 4; опоры с механизмом давления 5 и свариваемых деталей 6. Крепление колебательной системы производят с помощью диафрагмы 7. Ультразвук излучается только в момент сварки точки.
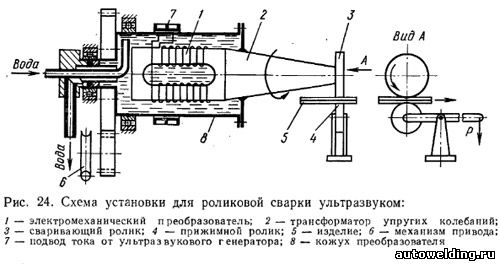
На рис. 24 показана схема шовной сварки ультразвуком, которая может быть использована для получения герметичных швов на изделии, В этой схеме сварки колебательная система приводится во вращение специальным приводом. При сварке изделие зажимается между концом вращающегося трансформатора упругих колебаний, выполненного в виде ролика, и нижним прижимным роликом. Ультразвук излучается непрерывно в процессе сварки. Элементом колебательной системы, возбуждающей упругие колебания, является электромеханический преобразователь, использующий магнитострикционный эффект. Переменное напряжение создает в обмотке преобразователя намагничивающий ток, который возбуждает переменное магнитное поле в материале преобразователя. При изменении величины напряженности магнитного поля в материале возникает периодическое изменение размеров, при этом частота упругих колебаний равна двойной частоте тока.
Изменения размеров магнитострикционных материалов незначительны. Так, для сплава К49Ф2 магнитострикционное удлинение составляет 70*10 -6 . Поэтому для увеличения амплитуды смещения и концентрации энергии колебаний, а также для передачи механических колебаний к месту сварки используют волноводы и трансформаторы упругих колебаний. Основным назначением трансформаторов упругих колебаний является увеличение амплитуды колебаний до величины, необходимой для осуществления процесса сварки. Для этой цели концентратор выполняется в виде стержня специальной формы, площадь поперечного сечения которого изменяется вдоль направления распространения колебаний по определенному закону.
Эксперименты показывают, что для целей сварки металлов достаточно иметь трансформаторы с коэффициентом усиления ~ 5, так чтобы амплитуда на конце его при холостом ходе была равна 20—30 мкм.
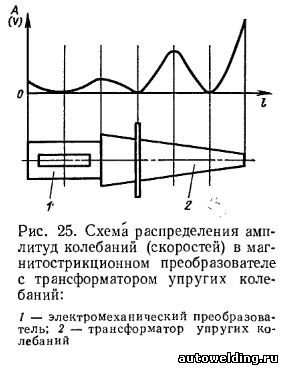
Магнитострикционный преобразователь и трансформаторы должны быть рассчитаны и изготовлены на заданную частоту ультразвукового генератора. На рис. 25 показана схема изменения амплитуды колебаний в трансформаторе упругих колебаний.
Питание электромеханических преобразователей осуществляется от источника электрической энергии — генератора с частотой колебаний тока 18—180 кГц.
Рабочая частота генератора определяется собственной частотой механической колебательной системы, выходная мощность генераторов 0,01—10,0 кВт.
Процесс ультразвуковой сварки происходит при воздействии сдвигающих высокочастотных колебаний, давления, приложенного перпендикулярно к поверхности листа, и теплового эффекта, сопровождающего процесс сварки. В результате в зоне сварной точки наблюдается небольшая пластическая деформация.
Исследование процесса образования сварного соединения при ультразвуковой сварке медных пластин толщиной 0,35 + 0,35 мм показывает, что при малом времени пропускания ультразвука (менее 0,05 с) сварка не происходит. После разъединения образцов на их поверхности непосредственно под сваривающим выступом наблюдается пятно, имеющее полированную поверхность (рис. 26, а).
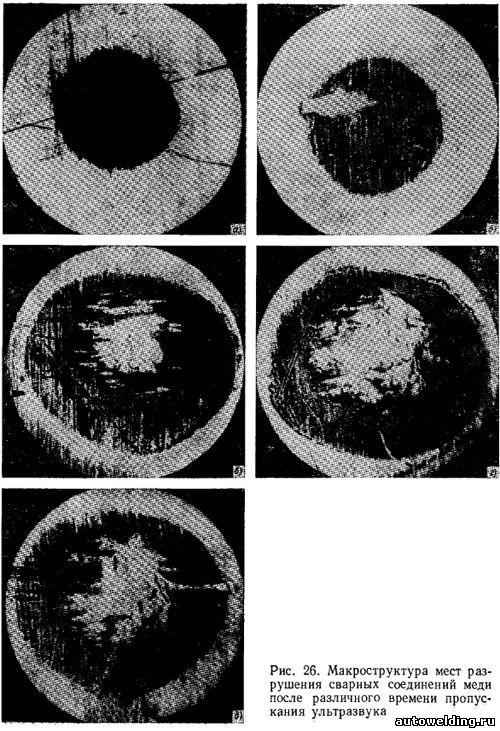
Диаметр полированного пятна возрастает при увеличении времени сварки (рис. 26, а — д). При пропускании ультразвука в течение 0,1 с в местах контакта обнаруживаются не только зашлифованные поверхности, но и вырывы металла, свидетельствующие об образовании прочных соединений, так называемых узлов схватывания. На рис. 26, б виден один узел схватывания на зашлифованной поверхности.
Пропускание ультразвука в течение 0,73 с привело к дальнейшему увеличению площади зашлифованного пятна, при этом площадь узла схватывания также возросла. Вокруг основного узла схватывания возникли отдельные небольшие участки схватывания, удлиненные в направлении ультразвуковых колебаний. С увеличением времени пропускания ультразвука > 0,73 с площадь зашлифованного участка почти не изменяется (рис. 26, г, д), но площадь узлов схватывания начинает увеличиваться более интенсивно. При пропускании ультразвука свыше 1,06 с происходит разрушение сварного соединения с вырывом точки по всему контуру.
Проведенные измерения микротвердости поверхности зашлифованного пятна и основного металла вблизи пятна показали, что микротвердость поверхностного слоя зашлифованного пятна выше (42—44 Hм), чем у основного металла (28—30 Hм). Образование полированного пятна на свариваемых поверхностях указывает на то, что оно возникло вследствие трения под действием высокочастотных колебаний соприкасающихся поверхностей непосредственно под контактным выступом.
Таким образом, процесс ультразвуковой сварки происходит под действием трения, вызванного микроскопическим возвратно-поступательным перемещением частиц на трущихся поверхностях.
В начальный момент действия ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение. На этой стадии на свариваемых поверхностях происходит разрушение окисных пленок и пленок из адсорбированных газов и жидкостей. После возникновения ювенильных поверхностей наступает вторая стадия образования сварного соединения. Процесс сухого трения переходит в чистое трение, которое сопровождается образованием узлов схватывания. Схватыванию в значительной степени способствует малая амплитуда колебаний трущихся поверхностей и возвратно-поступательный характер этих колебаний.
Металлографические исследования сварных образцов различных металлов, сваренных при повышенных давлениях, мощности и времени, не обнаружили в зоне сварки литой структуры или воздействия на металл очень высоких температур.
Микроисследования мест сварки показывают, что имеются общие зерна, принадлежащие обеим свариваемым поверхностям и пересекающие границу раздела; кроме этого, образуются общие границы между поверхностными зернами. Очевидно, в этих обоих случаях сварное соединение будет обладать прочностью, равной прочности основного металла.
Большие значения предела прочности ультразвуковых сварных соединений подтверждают то, что они образуются вследствие возникновения металлических связей в узлах схватывания, имеющих такую же прочность и природу, как и основной металл.
Тепловые процессы при сварке
Процесс ультразвуковой сварки сопровождается выделением тепла в зоне сварки. Образование тепла вызывается возникновением трения на контактных поверхностях и пластическими деформациями в металле, сопровождающими образование сварного соединения.
Температура в зоне сварки зависит от прочностных характеристик — главным образом от твердости металла и его теплофизических свойств: теплопроводности и теплоемкости, режима сварки.
Работы показали, что наблюдающееся повышение температуры не является определяющим фактором, так как максимальная прочность сварных соединений достигается ранее, чем достигается максимальная температура в контакте.
Предварительный подогрев изделия приводит к уменьшению длительности пропускания ультразвуковых колебаний и способствует увеличению прочности сварного соединения.
Прочность точечных и шовных сварных соединений
На рис. 30 показана зависимость прочности точечных соединений алюминиевых листов от продолжительности пропускания ультразвуковых колебаний и давления на точку Как видно, при малых давлениях прочность точки в значительной степени зависит от времени прохождения ультразвука. С повышением давления сварные соединения прочнее при меньшем времени прохождения ультразвука. При очень продолжительном пропускании ультразвука и большом давлении сварное соединение некачественно вследствие значительных деформаций основного металла и приваривания его к электроду.
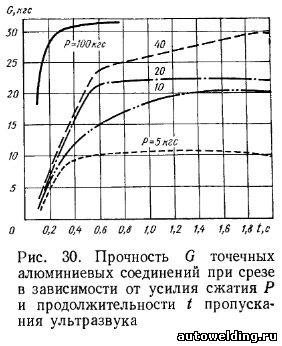
При шовной сварке прочность сварных соединений обычно выше прочности основного металла, и разрушение происходит по основному металлу.
Сварка ультразвуком позволяет соединять различные металлы; хорошо свариваются ультразвуком алюминий, медь, никель, удовлетворительно свариваются нержавеющие стали. При этом прочность сварных точечных соединений достаточно высока, разрушение соединений происходит обычно с вырывом точки по контуру как при испытаниях на срез, так и при испытаниях на отрыв.
С помощью ультразвука получены соединения на ряде тугоплавких металлов — ниобии, тантале, молибдене и вольфраме. Однако недостатком сварных соединений вольфрама и молибдена является их хрупкость.
Важным обстоятельством ультразвуковой сварки является возможность соединения различных металлов, которые обычными методами не соединяются.
Ультразвуковые сварочные машины
Ультразвуковая сварка в последнее время нашла наибольшее применение в микроэлектронике, в основном для приварки токоотводов к интегральным схемам.
Разработаны и выпускаются сериями ультразвуковые машины для сварки различных элементов микросхем оснащенные автоматическими устройствами (автоматически осуществляется подача проводников, сварка, обрезка проводников и т. п.), позволяющими в значительной степени увеличивать производительность.
Преимущества сварки ультразвуком:
- сварка осуществляется в твердом состоянии металла без существенного нагрева места сварки, что дает возможность соединять химически активные металлы или пары металлов, склонные образовывать хрупкие интерметаллические соединения в зоне сварки;
- возможность соединения тонких и ультратонких деталей, возможность приварки тонких листов и фольги к деталям неограниченной толщины, сварка пакетов из фольги;
- снижение требований к чистоте свариваемых поверхностей дает возможность проводить сварку плакированных и оксидированных поверхностей и вообще сварку металлических изделий, поверхности которых покрыты различными изоляционными пленками;
- применение небольших сдавливающих усилий (10—250 кгс), вследствие чего деформация поверхности деталей в месте их соединения незначительна (вмятина, как правило, не превышает 5—10%);
- малая мощность оборудования и несложность его конструкции (если, например, для контактной точечной сварки алюминия толщиной 1 мм необходима машина мощностью 100—150 кВ*А, то при сварке ультразвуком аналогичного соединения потребляется всего 5—2,5 кВ*А).
Область применения
Ультразвуковая сварка нашла достаточно широкое применение для соединения тонких деталей из однородных и разнородных материалов в приборостроении и радиоэлектронной промышленности. В дальнейшем можно ожидать, что этот метод будет использован при сварке металлов, образующих хрупкие интерметаллические соединения, для приварки тонких обшивок к несущей конструкции (в авиационной промышленности, автомобилестроении и ряде других отраслей промышленности).
По мере совершенствования технологического процесса и оборудования область применения ультразвуковой сварки будет непрерывно расширяться.
Ультразвуковую сварку применяют для соединения многих металлов. Наиболее легко свариваются пластичные металлы (алюминий, медь и их сплавы, серебро, никель и т.п.) как между собою, так и с твердыми малопластичными материалами.
Металлические детали могут свариваться с керамикой, стеклом, полупроводниковыми материалами (кремний, германий). Успешно свариваются тугоплавкие металлы: вольфрам, ниобий, тантал, цирконий, молибден. Можно сваривать заготовки через прослойку из третьего металла, например сталь со сталью через алюминий, а также заготовки покрытые оксидами, лаками, полимерами и т.п. Используется УЗС также для соединения пластических масс.
Качество соединений при шовной сварке определяется теми же параметрами, что и при точечной, лишь вместо времени сварки вводится скорость движения детали. При правильно выбранных режимах шовной сварки разрушающее усилие сварного соединения выше чем основного металла.
Метод ультразвуковой сварки был разработан в XX веке. Он предназначен для создания неразъемных соединений различных материалов. Для сваривания детали сдавливают друг с другом и подвергают воздействию интенсивных ультразвуковых колебаний.

Таким способом можно сваривать термопластик и большинство металлов. По сравнению с другими способами сварки, ультразвуковые установки отличаются простотой конструкции, а сам процесс — низкой себестоимостью и трудоемкостью.
Принцип действия ультразвуковой сварки и классификация
С физической точки зрения, ультразвуковая сварка проходит в три стадии:
- нагрев изделий, активизация диффузии в зоне соприкосновения;
- образование молекулярных связей между вязкотекучими поверхностными слоями
- затвердевание (кристаллизация) и образование прочного шва.
Существует несколько классификаций ультразвуковой сварки ультразвуковой сварки.
По степени автоматизации различают:
- Ручная. Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
- Механизированная. Параметры задаются оператором и поддерживаются установкой, детали подаются под излучатель.
- Автоматизированная. Применяется на массовом производстве. Участие человека исключается.

Схемы колебательных систем для сварки ультразвуком
По методу подведения энергии к рабочей зоне выделяют:
По методу движения волновода классифицируют:
- Импульсная. Работа короткими импульсами за одно перемещение волновода.
- Непрерывная. Постоянное воздействие излучателя, волновод двигается с постоянной скоростью относительно материала.
По споосбу определения количества энергии, затрачиваемой на соединение, существуют:
- по времени воздействия;
- по величине осадки;
- по величине зазора;
- по кинетической сотавляющей.
В последнем случае количество энергии определяется предельной амплитудой смещания опоры.
По способу подачи энергии в рабочую зону различают следующие режимы ультразвуковой сварки:
- Контактная. Энергия распределяется равномерно по всему сечению детали. Позволяет сваривать детали до 1,5 толщиной. Применяется для сваривания внахлест мягких пластиков и пленок.
- Передаточная. В случае высоких значений модуля упругости колебания возбуждаются в нескольких точках. Волна распространяется внутри изделия и высвобождает свою энергию в зоне соединения. Используется для тавровых швов и соединений встык жестких пластиков.
Схема точечной ультразвуковой сварки Схема установки для роликовой сварки ультразвуком
Способ подачи энергии колебаний в зону контакта заготовок определяется модулем упругости материала и коэффициентом затухания механических колебаний на ультразвуковых частотах.
Суть получения швов ультразвуком
Процесс сварки ультразвуком для пластиков и металлов имеет общие физические основы, но существенно различается по параметрам.
Для ультразвуковой сварки металлов требуется нагрев до высоких температур и приложение больших усилий сжатия. Для пластиков можно обойтись намного меньшими значениями этих параметров. Схема установки ультразвуковой сварки пластика также существенно проще.
Последовательность действий следующая
- Подключают генератор ультразвука.
- Ультразвук, проходя через конвертер, преобразуется в продольные механические колебания волновода.
- Волновод подсоединяется перпендикулярно плоскости шва и передает заготовкам колебательную энергию.
- Механическая энергия преобразуется в волновую, что обуславливает интенсивный нагрев области соприкосновения волновода и заготовки.
- В нагретом поверхностном слое возрастает текучесть.
- Динамическое усилие, прикладываемое со стороны излучателя, способствует нагреву зоны крнтакта.
- Статическое усилие, приложенное в том же направлении — перпендикулярно поверхности контакта, понуждает к образованию прочные связи.

Сварной шов после ультразвуковой сварки
Таким методом удается соединять ультразвуком даже разные по своему строению материалы, такие как металлические сплавы и пластики.
При этом разница в температурах плавления может быть многократной.
Преимущества
Анализируя особенности ультразвукового сварочного производства, нельзя не отметить следующие его достоинства:
- не требуется защитная газовая среда;
- нет нужды в тщательной механической зачистке зоны сварки;
- нет ограничений по форме деталей;
- экологичность и ничтожный объем выделяющихся вредных веществ;
- небольшие температуры нагрева по сравнению с другими способами;
- не требуются сварочные материалы;
- высокая производительность, сравнимая только с контактной сваркой — доли секунды.
- низкие затраты энергии.
Полученный шов имеет эстетичный внешний вид и редко нуждается в дополнительной обработке.
Недостатки
Существуют у способа и минусы:
- Размер заготовки ограничен 25-30 см. На больших расстояниях волны рассеиваются и поглощаются материалом.
- Невозможность сварки деталей большой толщины.
- Чувствительность к влажности.
Сочетание достоинств и недостатков метода позволяет применять его в самых различных производствах.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения. Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться. Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Работа с металлическими деталями
Высокой эффективностью отличается применение ультразвуковой сварки к деталям небольших размеров. Особенно удачно применяют метод в микроэлектронике и приборостроении.
Соединение металлов проходит при существенно более низких температурах, чем при использовании «горячих» сварочных технологий, таких, так электродуговая или газовая сварка. Это открывает широкие возможности для быстрого и надежного соединения компонентов, чувствительных к перегреву.
Кроме того, метод способен сварить пары металлов, с трудом соединяемые другими способами: Cu+Al, Al+ Ni и т.д.
Прочностные характеристики шва достигают 70% от значений для исходного сплава.
Метод также позволяет сваривать металл, пластик, керамику, композиты, стекло в любых комбинациях. Применим он и к тугоплавким сплавам.
Преимущества и недостатки при работе с пластиками
При работе с пластмассами существуют следующие достоинства метода:
- высокая производительность;
- низкая себестоимость операции;
- герметичность швов на толстостенных заготовках;
- отсутствие необходимости в подготовке поверхности;
- отсутствие перегрева;
- отсутствие электрических наводок и электромагнитного излучения;
- совместимость операции с другими операциями технологического процесса, напыления, разреза в других плоскостях и т.п.;
- универсальность по типам пластиков;
- отсутствие расходных материалов и химикатов.
- эстетичность и малозаметность шва.

Ультразвуковая сварка пластмасс
Выделяют и недостатки:
- Малая мощность излучателя заставляет подводить энергию с двух сторон.
- Сложность контроля качества шва.
Качество соединения стильно зависит от точности подбора и стабильности параметров установки во время работы.
Особенности сваривания полимеров с использованием ультразвука
Для соединения пластмасс ультразвуком используется специализированное оборудование. Его основные компоненты следующие:
- Рама, на которой закреплены все основные узлы и детали.
- Блок питания.
- Система управления.
- Генератор ультразвука
- Привод давления.
- Преобразователь колебаний.
- Сварочная головка.
В промышленных моделях существует также рабочий стол с механизмом подачи деталей.
Используемое оборудование
Учитывая высокую стоимость аппарата УЗ-сварки, многие домашние мастера подумывают о самостоятельном изготовлении установки. К сожалению, это не сварочный трансформатор и даже не выпрямитель, и для проектирования и создания аппарата потребуются серьезные знания и навыки в области акустики и электроники. Кроме того, для изготовления деталей излучателя и волновода нужны станки высокого класса точности, недоступные в домашних условиях.

Пресс для ультразвуковой сварки
Оборудование для ультразвуковой сварки разделяют на три категории:
- точеное;
- шовное;
- шовно–шаговое.
Диапазон мощности — 50 ватт до 2 киловатт, рабочая частота в районе 20-22 килогерц
Основной узел установки ультразвуковой сварки — генератор колебаний и преобразователь электрических колебаний в механические той же частоты.
Механические колебания ультразвукового генератора преобразуются магнитострикционным преобразователем. Для отведения излишнего тепла используется водяная система охлаждения
Волновой трансформатор согласует параметры взаимодействия преобразователя и волновода. Он повышает частоту колебаний на выходе волновода.
Волновод транспортирует энергетический поток к месту сваривания. На его рабочем окончании смонтирована сменная сварочная головка. Ее геометрические параметры выбирают, исходя из материала заготовки, его толщины и вида шва. Так, для приваривания выводов микросхем берут головку, заканчивающуюся тонким жалом.

Опорная рама служит для размещения всех узлов и деталей. На ней также монтируется механизм перемещения заготовки или головки волновода.
Параметры сварочного оборудования
Чтобы получить прочный и долговечный шов, необходимо точно рассчитать и тщательно соблюдать параметры работы аппарата. Они зависят от типа материала заготовок, его толщины, требований к прочности шва. Точная настройка параметров для каждого нового изделия проводится в лабораторных условиях, с многократными испытаниями на разрушение соединения. Наилучшее сочетание параметров фиксируется и используется в производственном процессе.
К основным параметрам относят:
- Амплитуда колебаний. Определяет поток энергии и время операции.
- Усилие прижима. От него зависит прочность шва.
- Частота работы генератора.
- Статическое давление. Определяется амплитудой механических колебаний.
- Продолжительность и скважность импульсов. Также определяет продолжительность операции.
К вспомогательным параметрам относят температуру начального прогрева для заготовок большой толщины, возвышение сварной головки над заготовкой и некоторые другие.

Установка для точечной сварки ультразвуком
Выделение тепла при сварке ультразвуком
Тепло, выделяющееся при проведении сварочных работ, образуется вследствие пластических деформаций, а также механического трения свариваемых поверхностей. Температура нагрева не является неизменной, она определяется физико-механическими характеристиками: твердостью, теплоемкостью и теплопроводностью. Влияет также и пространственная конфигурация заготовок. Влияние этого тепла на протекание технологического процесса незначительно.
Возможности ультразвука
Использование ультразвука дает возможность прочно и долговечно соединять различные, даже сильно отличающиеся друг от друга материалы толщиной от нескольких микрон до нескольких миллиметров. При использовании ультразвука к минимуму сводятся искажения формы свариваемых заготовок.
Использование точечных швов дает возможность с высокой скоростью выполнить соединение на больших площадях. Шаг точек подбирается исходя из толщины заготовок и требований к прочности шва. В областях изделия, подвергающихся высоким напряжениям, шаг уменьшают. Применение роликовых насадок на излучатель позволяет выполнять сплошные герметичные швы любой конфигурации. Такие соединения применяются в упаковочных изделиях и надувных конструкциях.
Листовые и пленочные заготовки соединяют внахлест. Для заготовок в форме стрежней применяют тавровые швы.
Ограничены возможности метода по работе со сверхтонкими материалами. Вследствие высокой скорости работы, экологической безопасности и обеспечения нормальных условий труду персонала, популярность ультразвука продолжает расти.
Сферы использования ультразвуковой сварки
Области применения ультразвука для создания сварных соединений определяются исходя из характерных особенностей технологии:
- соединяемые материалы должны быть пластичными;
- их размеры ограничены, прежде всего — толщина;
- температура нагрева намного ниже, чем при использовании «горячих» сварочных технологий.
Применение ультразвуковой сварки в производстве стройматериалов Использование ультразвуковой швейной машины
Технология проучила широкое распространение в следующих областях:
- приборостроение;
- электроника;
- производство пластиковых оболочек;
- выпуск пластмассовых изделий.
Применяется метод и в других отраслях для присоединения малогабаритных деталей к крупным.
Ограничения
Основное ограничение, накладываемое на применимость технологии – это размер свариваемых заготовок. Он ограничен 25-30 см. Это обуславливается малой мощностью генератора и высоким затуханием и рассеянием ультразвуковых колебаний в твердой среде. При прямом увеличении мощности и амплитуды колебаний потребуется непропорциональное увеличение размеров установки и потребляемой мощности. Это сведет на нет все экономические преимущества метода.
Кроме того, материалы, свариваемые ультразвуком, должны иметь минимальную влажность, причем ка на поверхности, таки по всему объему. Если этого невозможно добиться, то следует использовать другие технологии.

Процесс ультразвуковой сварки металла
Использование сваривания ультразвуком не имеет экономического смысла и для толстостенных изделий.
Как использовать ультразвуковую сварку

Виды и способы сварки
Ультразвуковая сварка не предполагает плавления металла. Этим она выгодно отличается от газовой, электродуговой и контактной. Данное преимущество особенно востребовано при производстве мелких изделий, например микросхем.

Кратко об ультразвуке
Механическое воздействие на твердую, жидкую или газообразную среду приводит к возникновению в ней области сжатия, распространяющейся во все стороны за счет упругих сил.
Серия таких волн образует звук. В процессе их распространения частицы среды совершают механические колебания вдоль направления движения импульса.
Данное явление характеризуется 2 физическими величинами:
- Количеством волн, проходящих через точку среды за единицу времени (частотой). Эта величина определяет тон звука.
- Амплитудой колебаний частиц. Зависит от интенсивности излучения (силы звука).
Приставка «ультра» означает, что частота колебаний превышает порог слышимости человека (18 кГц).
За счет чего происходит сварка
Заготовки сращиваются под влиянием 3 факторов:
Последний применяют только в отношении толстостенных заготовок и материалов с повышенной твердостью.
Принцип действия
Сварка ультразвуком основана на явлении рекомбинации. Оно заключается в разрыве одних жестких связей между атомами и молекулами твердого тела и возникновении других. Интенсивность процесса растет с увеличением амплитуды колебаний частиц. В «горячих» технологиях сваривания им для этого сообщают тепловую энергию, в данном методе – воздействуют звуком.
Слияние материалов происходит в следующем порядке:
- Производимые звукогенератором волны «раскачивают» молекулы одной из заготовок.
- Жесткие связи между некоторыми из них разрушаются.
- Одновременно возникают новые с молекулами второй заготовки. Этому способствует оказываемое на изделие давление.
Выделение тепла во время процесса
В зоне соединения наблюдается нагрев заготовок. Он обусловлен следующими причинами:
Тепло выделяется в количестве несоизмеримо меньшем, чем при газовой или электродуговой сварке. К нему чувствительны только наиболее тонкие заготовки. Для работы с ними сварочный аппарат оснащают системой охлаждения. В большинстве случаев ее приходится применять при 2-сторонней сварке.
Трение соединяемых поверхностей одна о другую приводит к разрушению оксидных и прочих пленок. Эта особенность позволяет исключить из технологического процесса предварительную зачистку заготовок, хотя она все же остается желательной. Образованию поверхностной окисной пленки наиболее подвержен алюминий.
Виды УЗС
Данная методика включает в себя несколько направлений. Они отличаются видом оборудования, способом применения ультразвука и пр.
Прерывная и непрерывная
Непрерывная технология предполагает безостановочное движение рабочего органа вдоль области соединения с неизменной скоростью и постоянным воздействием ультразвука. Образуется сплошной герметичный шов, востребованный, например, при изготовлении надувных изделий или пластиковой упаковки.
В прерывистом методе рабочий орган тоже движется равномерно, но звук излучается короткими импульсами.
Точечная сварка
Выставив излучатель в нужную позицию, производят импульс. Затем смещают рабочий орган на некоторый шаг, прижимают к деталям и снова активируют ультразвуковой генератор.
.jpg)
Точечная сварка позволяет быстро выполнить соединение на большой площади. Расстояние между точками определяется требуемой прочностью шва.
Роликовая сварка
Используется автоматизированное оборудование. Детали перемещаются между роликами, один из которых является излучателем.

Данный способ обеспечивает высокие точность и качество соединения.
Сварка по контуру
Детали соединяют по замкнутой линии любой конфигурации. По способу подачи энергии различают 2 разновидности сварки:
- Контактную. Предполагает равномерное распределение импульса по всему поперечному сечению заготовки. Метод используют для соединения внахлест пленок и деталей толщиной до 1,5 мм из мягкой пластмассы.
- Передаточную. Применяют для соединения жесткого пластика с высокими модулем упругости и коэффициентом затухания ультразвуковых колебаний. Импульс генерируется в нескольких точках.
Применение сварки ультразвуком
Данный метод создания неразъемных соединений используется при производстве:
- Деталей и схем электроники. Формируют полупроводниковые p-n переходы, подсоединяют выводы микросхем и т.д.
- Игрушек.
- Упаковки.
- Товаров широкого потребления с тонкостенными элементами. Например, с помощью УЗС изготавливают оправы очков.
- Аккумуляторов, батареек.
- Фреонопроводов в холодильных камерах.
- Медицинских изделий.
- Автомобильных узлов.
Также данный метод применяют для устройства электрических и теплопроводных соединений.
Возможности ультразвуковых волн
Метод позволяет соединять заготовки из следующих материалов:
Минимальная толщина изделия составляет 1 мкм. Например, в микроэлектронике методами УЗС к проволоке приваривают фольгу.
Ультразвук позволяет соединять разнородные материалы, например металл и стекло. Распространяясь по изделию, волны проникают в любые места, в т.ч. наиболее труднодоступные.
Установленные ограничения
Соединяют заготовки со следующими параметрами:
- Толщиной до 1,5-2 мм.
- Размерами не более 25-30 см.
Ограничения обусловлены затуханием звуковых колебаний в материале. Применение метода для соединения крупногабаритных заготовок является экономически нецелесообразным из-за непропорционального увеличения мощности оборудования.
Прочность получаемых швов
Сопротивление разрыву в зоне соединения достигает 70% величины, свойственной основному материалу. Для этого следует подобрать оптимальные параметры процесса.

Используемое в работе оборудование
Машина для УЗС состоит из следующих компонентов:
- Генератора ультразвука.
- Трансформатора упругих колебаний (бустера).
- Волновода (сонотрода). Может снабжаться наконечником.
- Опоры (наковальни).
- Охлаждающей установки.
- Блока питания.
Дополнительные узлы (присутствуют на некоторых моделях):
Оборудование делится на:
- Механизированное. Машина поддерживает параметры на заданном пользователем уровне, специальное устройство подает деталь под наконечник.
- Автоматизированное. Применяется на крупносерийном производстве. Участие оператора не требуется, все операции, в т.ч. выбор и ввод параметров, машина выполняет самостоятельно.
- Ручное. Исполнитель сам контролирует параметры процесса и ведет наконечник волновода вдоль шва. Выпускаются переносные модели.
Мощность аппаратов для УЗС составляет 100-1500 Вт.
Изменяемые параметры
Перед началом работы в настройках задают следующие величины:
В некоторых случаях дополнительно вводят:
- Температуру предварительного нагрева заготовок.
- Высоту установки наконечника.
Оптимальное значение каждого параметра устанавливают в лаборатории опытным путем. Варят пробные образцы на разных настройках, затем подвергают их испытаниям на прочность. Комбинацию, давшую наиболее стойкое соединение, переносят на производство.
Как работают сварочные машины
Принцип действия оборудования выглядит так:
- Блок питания преобразует сетевой ток в высокочастотный. Обработка осуществляется в 2 этапа. Сначала выпрямитель превращает сигнал в постоянный, затем инвертор (электронный узел под управлением микросхемы) – в переменный с заданной частотой. Показатель в десятки кГц обеспечивают быстропереключающиеся транзисторы.
- В генераторе ультразвука пьезоэлектрический преобразователь превращает ток в механические колебания той же частоты. Стандартом являются 20 или 40 кГц, реже используют 60. В исследовательской практике частоту повышают до 180 (кГц).
- Трансформатор упругих волн увеличивает амплитуду колебаний в 5 раз. Для сваривания материалов она должна достигать 10-15 мкм. Трансформатор может дополняться концентратором.
- Импульс передается по волноводу к заготовке.
При 2-сторонней сварке опора, на которой лежат детали, выступает в роли второго волновода.
Инструкция: как вести процесс ультразвуковой сварки
Оператор действует в следующем порядке:
- Включает машину.
- Фиксирует одну из заготовок на опоре.
- Устанавливает в проектное положение привариваемую деталь. Их может быть несколько.
- Опускает на заготовки пресс со сварочным наконечником.
- Подает команду на генерацию импульса.
- Поднимает пресс.
- Визуально оценивает качество шва.
Непрерывная сварка производится в том же порядке, только после опускания пресса оператор активирует роликовый механизм для перемещения деталей под наконечником.
Волновод ручного аппарата снабжен пистолетом. Оператор прижимает его к заготовке и нажатием курка активирует генератор. Оптимальное усилие подбирают опытным путем.
Особенности работы с металлами
Соединение металлических заготовок должно совершаться при повышенных температуре и давлении. Поэтому перед сваркой их подвергают индукционному нагреву, а на прессе устанавливают следующее прижимное усилие (кгс):
- для алюминиевых деталей толщиной 0,1 мм – 7-15;
- для титановых размером 0,2 мм – 40.
Метод позволяет соединять тугоплавкие сплавы, а также пары металлов, плохо совместимые при других способах сваривания. Например, алюминий с медью или никелем.
Полимеры и иные материалы
Соединение пластмасс и композитов производят без предварительного нагрева. На прессе устанавливается относительно небольшое прижимное усилие. Например, для сварки полиэтиленовой пленки толщиной 0,02 мм оно составляет 1,5 кгс.

Если используется металлизированная версия материала, усилие повышают до 15 (кгс).
Плюсы ультразвуковой сварки
К достоинствам метода относят:
- Высокую скорость. Операция длится менее 3 секунд, что сравнимо только с контактной сваркой.
- Низкие энергозатраты.
- Отсутствие потребности в расходных материалах. Не нужны присадочный материал, флюс или защитный газ, как в электродуговой технологии.
- Отсутствие деформаций. Обусловлено низкой температурой нагрева.
- Высокое качество шва. Прочность сочетается с аккуратным внешним видом – отсутствуют валик и окалина. В зоне соединения образуются зерна небольшого размера, что придает стыку пластичность.
- Возможность соединять детали любой конфигурации.
- Отсутствие вредных для здоровья испарений.
- Низкие требования к квалификации сварщика.
- Возможность соединять заготовки без зачистки поверхности. Требуется только обезжиривание.
- Малую допустимую толщину детали – до 1 мкм.
- Широкий перечень соединяемых материалов.
- Возможность сваривать разнородные вещества.
- Отсутствие электромагнитного излучения и наводок, вызванных протеканием тока в детали.
Недостатки УЗС
К недостаткам технологии относят:
- Ограничения по размеру заготовок.
- Высокую стоимость оборудования.
- Чувствительность к влажности.
- Следы от прижатого с большим усилием инструмента. Остаются на пластике и других мягких материалах.
С развитием технологий стоимость оборудования снижается.
Ограничения по толщине в некоторых случаях удается преодолеть за счет придания заготовке особой формы. В результате возникает эффект акустической линзы: волны не рассеиваются, а фокусируются в нужной точке.
Частые дефекты
В большинстве случаев приходится сталкиваться со следующими нарушениями:
- Подрезами. Представляют собой канавки вдоль шва.
- Непроваром.
- Свищами. Представляют собой трубчатые полости в материале, образованные выходящим газом.
- Прожогами.
Подрезы образуются в мягких материалах из-за сильного давления наконечника. Сечение детали в этом месте уменьшается, а с ним и прочность. Кроме того, канавка служит концентратором напряжения, что повышает вероятность разрушения. Для предотвращения появления подрезов требуется качественно заточить рабочий торец волновода или наконечника.
Свищи появляются при заваривании банок с жидким продуктом. Об их наличии свидетельствует туман, окружающий стык в процессе обработки. Причиной является «ультразвуковой ветер» – движение воздуха от излучателя, вытесняющее жидкость из емкости. Необходимо подобрать оптимальную комбинацию параметров в соответствии с вязкостью продукта.
Непроваренные участки появляются при заниженной интенсивности излучения, не соответствующей размерам заготовок. В большинстве случаев подобные дефекты возникают при сваривании деталей с разной толщиной стенки. Интенсивность излучения настраивают на минимальный размер. Когда волновод подходит к более толстому участку, ее оказывается недостаточно. Требуется изменить конструкцию изделия либо применить программируемую машину с возможностью регулировки параметров в процессе выполнения шва.
Прожоги возникают по следующим причинам:
- неправильная настройка системы охлаждения;
- прилипание размягченного полимера к волноводу.
Опытным путем было установлено, что наиболее качественные швы получаются при наличии насечек или накатки на торце наконечника. Выступы необходимо скруглить, чтобы избежать внедрения инструмента в материал.
Полезная литература
Для освоения УЗС рекомендуется ознакомиться со следующими источниками:
- В. Ю. Вероман, А. Б. Аренков: «Ультразвуковая обработка материалов».
- И. Г. Хорбенко: «Ультразвук в машиностроении».
- И. Д. Клеткин, В. П. Полухин и др.: «Ультразвуковая сварка при изготовлении одежды».
Полезно иметь справочники с указанием оптимальных параметров для разных условий сварки.
Читайте также: