Ультразвуковая сварка вредные факторы
Обновлено: 25.06.2024
Ультразвук - упругие волны с частотой колебаний от 20 кГц до 1 ГГц. Для получения ультразвуковых колебаний инструмента чаще всего применяют магнитострикционные преобразователи. Работа ультразвуковых установок основана на использовании способности железа, никеля, кобальта и их сплавов изменять длину под действием электрического или магнитного поля, а при снятии поля восстанавливать первоначальные размеры. Это явление называют магнитострикцией.
Работа ультразвукового станка заключается в следующем.
Прикрепленные файлы: 1 файл
бжд2.docx
ФГБОУ ВПО МГТУ «СТАНКИН».
Реферат на тему:
«Анализ опасных и вредных производственных факторов при работе ультразвукового станка и их влияние на человека».
Проверил: Иванова Н.А.
Москва, 2012 год.
Принцип работы ультразвукового станка.
Ультразвук - упругие волны с частотой колебаний от 20 кГц до 1 ГГц. Для получения ультразвуковых колебаний инструмента чаще всего применяют магнитострикционные преобразователи. Работа ультразвуковых установок основана на использовании способности железа, никеля, кобальта и их сплавов изменять длину под действием электрического или магнитного поля, а при снятии поля восстанавливать первоначальные размеры. Это явление называют магнитострикцией.
Работа ультразвукового станка заключается в следующем. В зону между заготовкой и вибрирующим пуансоном (инструментом), который очень близко подходит к заготовке, но не касается ее, поступает абразивный порошок, находящийся в жидкости во взвешенном состоянии. От воздействия вибратора (преобразователя) абразивные зерна с большой силой ударяются о поверхность заготовки и с большой скоростью выбивают частицы материала (стружку). Одновременно пуансон постепенно опускается в выдолбленное таким способом пространство, и процесс продолжается.
Принцип работы головки магнитострикционного преобразователя заключается в том, что через катушку возбуждения пропускается ток высокой частоты, который создает переменное магнитное поле такой же частоты, действующее на сердечник вибратора. Для лучшего использования магнитострикционных свойств вибратора создают постоянное магнитное поле двумя катушками подмагничивания и их сердечниками. Колебания, возникающие на вибраторе, передаются на трансформатор скорости, заключенный между двумя скобами, усиленные им, сообщаются инструменту. Монтажную панель устанавливают на салазки, вместе с которыми она перемещается по направляющим станины.
Универсальный настольный прошивочный ультразвуковой станок 4770 предназначен для обработки деталей из твердых и хрупких материалов: стекла, керамики, полупроводниковых материалов, камня, твердых сплавов и т. п. На станке можно выполнять круглые и фасонные отверстия и полости, вырезать заготовку, гравировать, разрезать и др. Во время работы инструмент колеблется с ультразвуковой частотой в направлении его подачи.
Рассмотрев принцип работы ультразвукового станка можно выделить следующие производственные факторы, возникающие при работе на нем:
- Из опасных физических факторов:
- Движение пуансона
- Электрический ток
- Повышенная температура поверхностей оборудования и обрабатываемых материалов
- Отлетающие частицы обрабатываемого материала и инструмента
- Шум
- Вибрация
- Ультразвук
- Магнитное поле
- Недостаточная освещенность рабочих мест
- Физические перегрузки
- Нервно-психические перегрузки
Повышенная температура поверхностей оборудования и обрабатываемых материалов.
Температура в производственных помещениях является одним из ведущих факторов, определяющих метеорологические условия производственной среды.
Высокие температуры оказывают отрицательное воздействие на здоровье человека. Работа в условиях высокой температуры сопровождается интенсивным потоотделением, что приводит к обезвоживанию организма, потере минеральных солей и водорастворимых витаминов, вызывает серьезные и стойкие изменения в деятельности сердечно-сосудистой системы, увеличивает частоту дыхания, а также оказывает влияние на функционирование других органов и систем - ослабляется внимание, ухудшается координация движений, замедляются реакции и т.д.
Эффективными средствами снижения тепловыделений являются:
покрытие нагревающихся поверхностей и парогазотрубопроводов теплоизоляционными материалами (стекловата, асбестовая мастика, асботермит и др.); герметизация оборудования; применение отражательных, теплопоглотительных и теплоотводящих экранов; устройство вентиляционных систем; использование индивидуальных средств защиты. К медико-профилактическим мероприятиям относятся: организация рационального режима труда и отдыха; обеспечение питьевого режима; повышение устойчивости к высоким температурам путем использования фармакологических средств (прием дибазола, аскорбиновой кислоты, глюкозы), вдыхания кислорода; прохождение предварительных при поступлении на работу и периодических медицинских осмотров.
Интенсивное шумовое воздействие на организм человека неблагоприятно влияет на протекание нервных процессов, способствует развитию утомления, изменениям в сердечно-сосудистой системе и появлению шумовой патологии, среди многообразных проявлений которой ведущим клиническим признаком является медленно прогрессирующее снижение слуха по типу кохлеарного неврита.
В производственных условиях источниками шума являются работающие станки и механизмы, ручные механизированные инструменты, электрические машины, компрессоры, кузнечно-прессовое, подъемно-транспортное, вспомогательное оборудование (вентиляционные установки, кондиционеры) и т.д.
Основные мероприятия по борьбе с шумом - это технические мероприятия, которые проводятся по трем главным направлениям:
- устранение причин возникновения шума или снижение его в источнике;
- ослабление шума на путях передачи;
- непосредственная защита работающих.
Наиболее эффективным средством снижения шума является замена шумных технологических операций на малошумные или полностью бесшумные, однако этот путь борьбы не всегда возможен, поэтому большое значение имеет снижение его в источнике. Снижение шума в источнике достигается путем совершенствования конструкции или схемы той части оборудования, которая производит шум, использования в конструкции материалов с пониженными акустическими свойствами, оборудования на источнике шума дополнительного звукоизолирующего устройства или ограждения, расположенного по возможности ближе к источнику.
Одним из наиболее простых технических средств борьбы с шумом на путях передачи является звукоизолирующий кожух, который может закрывать отдельный шумный узел машины.
Значительный эффект снижения шума от оборудования дает применение акустических экранов, отгораживающих шумный механизм от рабочего места или зоны обслуживания машины.
В последнее время все более широкое распространение в производстве находят технологические процессы, основанные на использовании энергии ультразвука. Ультразвук нашел также применение в медицине. В связи с ростом единичных мощностей и скоростей различных агрегатов и машин растут /ровни шума, в том числе и в ультразвуковой области частот.
Ультразвуком называют механические колебания упругой среды с частотой, превышающей верхний предел слышимости -20 кГц. Единицей измерения уровня звукового давления является дБ. Единицей измерения интенсивности ультразвука является ватт на квадратный сантиметр (Вт/см2).
Ультразвук обладает главным образом локальным действием на организм, поскольку передается при непосредственном контакте с ультразвуковым инструментом, обрабатываемыми деталями или средами, где возбуждаются ультразвуковые колебания. Ультразвуковые колебания, генерируемые ультразвуком низкочастотным промышленным оборудованием, оказывают неблагоприятное влияние на организм человека. Длительное систематическое воздействие ультразвука, распространяющегося воздушным путем, вызывает изменения нервной, сердечно-сосудистой и эндокринной систем, слухового и вестибулярного анализаторов. Наиболее характерным является наличие вегетососудистой дистонии и астенического синдрома.
Степень выраженности изменений зависит от интенсивности и длительности воздействия ультразвука и усиливается при наличии в спектре высокочастотного шума, при этом присоединяется выраженное снижение слуха. В случае продолжения контакта с ультразвуком указанные расстройства приобретают более стойкий характер.
При действии локального ультразвука возникают явления вегетативного полиневрита рук (реже ног) разной степени выраженности, вплоть до развития пареза кистей и предплечий, вегетативно-сосудистой дисфункции.
Характер изменений, возникающих в организме под воздействием ультразвука, зависит от дозы воздействия.
Малые дозы - уровень звука 80-90 дБ - дают стимулирующий эффект - микромассаж, ускорение обменных процессов. Большие дозы - уровень звука 120 и более дБ – дают поражающий эффект.
Основу профилактики неблагоприятного воздействия ультразвука на лиц, обслуживающих ультразвуковые установки, составляет гигиеническое нормирование.
Меры предупреждения неблагоприятного действия ультразвука на организм операторов технологических установок, персонала лечебно-диагностических кабинетов состоят в первую очередь в проведении мероприятий технического характера. К ним относятся создание автоматизированного ультразвукового оборудования с дистанционным управлением; использование по возможности маломощного оборудования, что способствует снижению интенсивности шума и ультразвука на рабочих местах на 20-40 дБ;
размещение оборудования в звукоизолированных помещениях или кабинетах с дистанционным управлением; оборудование звукоизолирующих устройств, кожухов, экранов из листовой стали или дюралюминия, покрытых резиной, противошумной мастикой и другими материалами.
При проектировании ультразвуковых установок целесообразно использовать рабочие частоты, наиболее удаленные от слышимого диапазона - не ниже 22 кГц.
Чтобы исключить воздействие ультразвука при контакте с жидкими и твердыми средами, необходимо устанавливать систему автоматического отключения ультразвуковых преобразователей при операциях, во время которых возможен контакт (например, загрузка и выгрузка материалов). Для защиты рук от контактного действия ультразвука рекомендуется применение специального рабочего инструмента с виброизолирующей рукояткой.
Если по производственным причинам невозможно снизить уровень интенсивности шума и ультразвука до допустимых значений, необходимо использование средств индивидуальной защиты - противошумов, резиновых перчаток с хлопчатобумажной прокладкой и др.
Длительное воздействие вибрации высоких уровней на организм человека приводит к развитию преждевременного утомления, снижению производительности труда, росту заболеваемости и нередко к возникновению профессиональной патологии - вибрационной болезни.
Вибрация - это механическое колебательное движение системы с упругими связями.
Вибрацию по способу передачи на человека (в зависимости от характера контакта с источниками вибрации) условно подразделяют на:
местную (локальную), передающуюся на руки работающего, и общую, передающуюся через опорные поверхности на тело человека в положении сидя (ягодицы) или стоя (подошвы ног). Общая вибрация в практике гигиенического нормирования обозначается как вибрация рабочих мест. В производственных условиях нередко имеет место сочетанное действие местной и общей вибрации.
Наиболее действенным средством защиты человека от вибрации является устранение непосредственно его контакта с вибрирующим оборудованием. Осуществляется это путем применения дистанционного управления, промышленных роботов, автоматизации и замены технологических операций.
Снижение неблагоприятного действия вибрации ручных механизированных инструментов на оператора достигается путем технических решений:
• уменьшением интенсивности вибрации непосредственно в источнике (за счет конструктивных усовершенствований);
• средствами внешней виброзащиты, которые представляют собой упругодемпфирующие материалы и устройства, размещенные между источником вибрации и руками человека-оператора.
В комплексе мероприятий важная роль отводится разработке и внедрению научно обоснованных режимов труда и отдыха. Например, суммарное время контакта с вибрацией не должно превышать 2/3 продолжительности рабочей смены; рекомендуется устанавливать 2 регламентируемых перерыва для активного отдыха, проведения физиопрофилактических процедур, производственной гимнастики по специальному комплексу.
Спектр электромагнитных колебаний по частоте достигает 1021 Гц. В зависимости от энергии фотонов его подразделяют на область неионизирующих и ионизирующих излучений. В гигиенической практике к неионизирующим излучениям относят также электрические и магнитные поля.
К электромагнитным полям (ЭМП) промышленной частоты (50 Гц) относят линии электропередач, открытые распределительные устройства, включающие коммутационные аппараты, устройства защиты и автоматики, измерительные приборы. Длительное действие таких полей приводит к расстройствам, которые выражаются жалобами на головную боль в височной области, вялость, расстройство сна, снижение памяти, повышенную раздражительность, апатию, боли в области сердца. А для хронического воздействия такого ЭМП характерны нарушение ритма и замедление частоты сердечных сокращений, при этом наблюдаются функциональные нарушения в центральной нервной и сердечно-сосудистой системах, в составе крови.
Сварка ультразвуковая пластика, пластмасс, металлов, полимерных материалов, алюминиевых профилей. Ультразвуковая сварка: технология, вредные факторы
![1.jpg]()
Ультразвуковая сварка металлов представляет собой процесс, в ходе которого получают неразъемное соединение в твердой фазе. Формирование ювенильных участков (в которых образуются связи) и контакт между ними происходят под воздействием специального инструмента. Он обеспечивает совместное действие относительных знакопеременных тангенциальных смещений небольшой амплитуды и сжимающей нормальной силы на заготовки. Рассмотрим далее подробнее, что собой представляет технология ультразвуковой сварки.
Механизм соединения
Малоамплитудные смещения происходят между деталями с ультразвуковой частотой. За счет них микронеровности на поверхности деталей подвергаются пластическому деформированию. Вместе с этим из зоны соединения эвакуируются загрязнения. Ультразвуковые механические колебания передаются к участку сварки от инструмента с внешней стороны заготовки. Весь процесс организуется таким образом, чтобы исключить проскальзывания приспособления и опоры по поверхностям деталей. В процессе прохождения колебаний сквозь заготовки происходит рассеивание энергии. Это обеспечивается внешним трением между поверхностями на начальной стадии сварки и внутренним трением в материале, располагающемся между опорой и инструментом после формирования участка схватывания. В соединении при этом повышается температура, что облегчает деформацию.
Специфика поведения материала
Тангенциальные перемещения между деталями и напряжения, которые вызываются ими и действуют вместе со сжатием от силы сварки, обеспечивают локализацию интенсивной пластической деформации в небольших объемах в приповерхностных слоях. Весь процесс сопровождается размельчением и механической эвакуацией оксидных пленок и прочих загрязнений. Сварка ультразвуковая обеспечивает снижение предела текучести, благодаря чему облегчается пластическая деформация.
![2.jpg]()
Особенности процесса
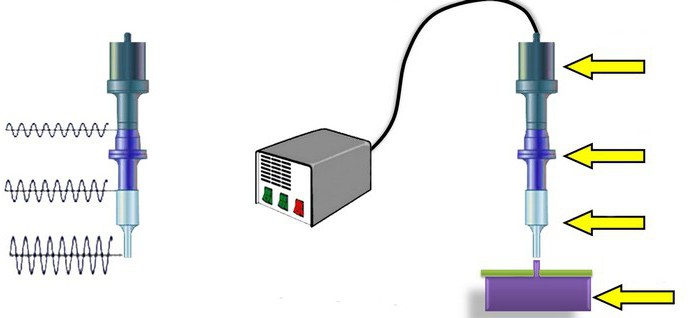
Сварка ультразвуковая способствует формированию необходимых условий для соединения. Это обеспечивается за счет механических колебаний преобразователя. Благодаря энергии вибрации создаются сложные напряжения среза, сжатия и напряжения. Пластическая деформация возникает при превышении пределов упругости материалов. Получение прочного соединения обеспечивается за счет увеличения площади непосредственного соприкосновения после эвакуации поверхностных оксидов, органических и адсорбированных пленок.
Применение УЗ
Ультразвук широко используется в научной сфере. С его помощью ученые исследуют ряд физических свойств веществ и явлений. В промышленности ультразвук применяется для обезжиривания и очистки изделий, работы с труднообрабатываемыми материалами. Кроме этого, колебания благоприятно воздействуют на кристаллизующиеся расплавы. Ультразвук обеспечивает в них дегазацию и измельчение зерна, повышение механических свойств литых материалов. Колебания способствуют снятию остаточных напряжений. Они также широко применяются для увеличения скорости медленно протекающих химических реакций. Сварка ультразвуковая может использоваться в разных целях. Колебания могут стать источником энергии для образования шовных и точечных соединений. При воздействии ультразвука на сварочную ванную при кристаллизации улучшаются механические свойства соединения за счет измельчения структуры шва и интенсивному удалению газов. За счет того, что колебания активно удаляют загрязнения, искусственные и естественные пленки, соединять можно детали, с окисленной, лакированной и пр. поверхностью. Ультразвук способствует уменьшению или устранению собственных напряжений, появляющихся при сварке. За счет колебаний можно стабилизировать составляющие структуру соединения. Это, в свою очередь, позволяет предотвратить вероятность самопроизвольной деформации конструкций впоследствии. Ультразвуковая сварка находит в последнее время все более широкое применение. Это обусловлено несомненными преимуществами этого способа соединения в сравнении с холодным и контактным методами. Особенно часто используются УЗ колебания в микроэлектронике.
![3.jpg]()
Перспективным направлением считается ультразвуковая сварка полимерных материалов. Некоторые из них невозможно соединить никаким иным методом. На промышленных предприятиях в настоящее время осуществляется ультразвуковая сварка тонкостенных алюминиевых профилей, фольги, проволоки. Особенно эффективен этот метод для соединения изделий из разнородного сырья. Ультразвуковая сварка алюминия используется в производстве бытовых приборов. Этот метод эффективен при сращивании листового сырья (никеля, меди, сплавов). Ультразвуковая сварка пластмасс нашла применение в производстве приборов оптики и тонкой механики. В настоящее время созданы и внедрены в производство машины для соединения разнообразных элементов микросхем. Приспособления оснащаются автоматическими устройствами, за счет которых существенно повышается производительность.
Мощность УЗ
Ультразвуковая сварка пластика обеспечивает неразъемное соединение за счет совместного действия высокочастотных механических колебаний и сравнительно небольшой сдавливающей силы. Этот метод имеет много общего с холодным способом. Мощность УЗ, которую можно передать через среду, будет зависеть от физических свойств последней. При превышении пределов прочности в зонах сжатия, твердый материал разрушится. В аналогичных ситуациях в жидкостях возникает кавитация, сопровождающаяся появлением мелких пузырьков и их последующим захлопыванием. Вместе с последним процессом возникают местные давления. Такое явление используется при очистке и обработке изделий.
Узлы устройств
Ультразвуковая сварка пластика осуществляется с использованием специальных машин. В них присутствуют следующие узлы:
Колебательная механическая система.
Колебательная система используется для преобразования электроэнергии в механическую для последующей ее передачи на участок соединения, концентрирования ее и получения требуемой величины скорости излучателя. В этом узле присутствуют:
Электромеханический преобразователь с обмотками. Он заключен в металлический корпус и охлаждается водой.
Трансформатор упругих колебаний.
Опора с механизмом давления.
Крепление системы осуществляется с помощью диафрагмы. Излучение ультразвука происходит только в момент сварки. Процесс происходит под воздействием колебаний, давления, приложенного под прямым углом к поверхности, и теплового эффекта.
![4.jpg]()
Возможности метода
Сварка ультразвуковая наиболее эффективна для пластичного сырья. Изделия из меди, никеля, золота, серебра и пр. могут соединяться как друг с другом, так и с другими малопластичными изделиями. С повышением твердости свариваемость ультразвуком ухудшается. Эффективно соединяются с помощью УЗ тугоплавкие изделия из вольфрама, ниобия, циркония, тантала, молибдена. Ультразвуковая сварка полимеров считается относительно новым способом. Такие изделия могут также соединяться как друг с другом, так и с другими твердыми деталями. Что касается металла, то его можно соединять со стеклом, полупроводниками, керамикой. Связывать заготовки можно и через прослойку. К примеру, стальные изделия сваривают друг с другом через алюминиевую пластику. За счет кратковременности пребывания под повышенной температурой получается высококачественное соединение разнородных изделий. Свойства сырья подвергается незначительным изменениям. Отсутствие посторонних примесей – одно из преимуществ, которым обладает ультразвуковая сварка. Вредные факторы для человека также отсутствуют. При соединении создаются благоприятные гигиенические условия. Связи изделий отличаются химической однородностью.
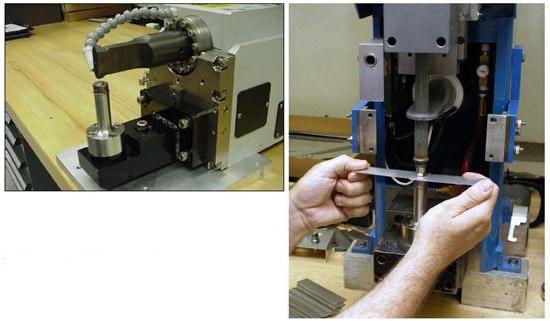
Особенности соединения
Сварка металла осуществляется, как правило, нахлесточным способом. При этом добавляется различное конструктивное оформление элементов. Сварка может осуществляться точками (одной или несколькими), непрерывным швом либо по замкнутому кругу. В некоторых случаях при предварительной формовке конца заготовки из проволоки производится тавровое соединение ее с плоскостью. Можно осуществлять ультразвуковую сварку нескольких материалов одновременно (пакетом).
![5.jpg]()
Толщина деталей
Она ограничена верхним пределом. При увеличении толщины металлической заготовки нужно применять колебания с большей амплитудой. Это позволит компенсировать потерю энергии. Увеличение амплитуды, в свою очередь, возможно до определенного предела. Ограничения связаны с вероятностью возникновения усталостных трещин, больших вмятин от инструмента. В таких случаях следует оценить, насколько целесообразна будет ультразвуковая сварка. На практике метод используется при толщине изделий от 3…4 мкм до 05…1 мм. Сварка может использоваться и для деталей с диаметром 0.01…05 мм. Толщина второго изделия может быть существенно больше первого.
Возможные проблемы
При применении метода ультразвуковой сварки необходимо учесть вероятность усталостного разрушения имеющихся соединений в изделиях. Во время процесса заготовки могут разворачиваться относительно друг друга. Как выше было сказано, на поверхности материала от инструмента остаются вмятины. Само устройство отличается ограниченным сроком службы, что обусловлено эрозией его рабочей плоскости. В отдельных точках материал изделия приваривается к инструменту. Это приводит к износу устройства. Ремонт оборудования сопровождается рядом сложностей. Они связаны с тем, что сам инструмент выступает как элемент неразборной единой конструкции узла, конфигурация и размеры которого рассчитаны точно на рабочую частоту.
![6.jpg]()
Подготовка изделий и параметры режима
Перед выполнением ультразвуковой сварки каких-либо сложных мероприятий с поверхностью деталей осуществлять не нужно. При желании можно повысить стабильность качества соединения. Для этого целесообразно только обезжирить изделие растворителем. Для соединения пластичных металлов оптимальным считается цикл с запаздыванием импульса относительно момента запуска ультразвука. При сравнительно высокой твердости изделия целесообразно дождаться небольшого нагрева, прежде чем включать УЗ.
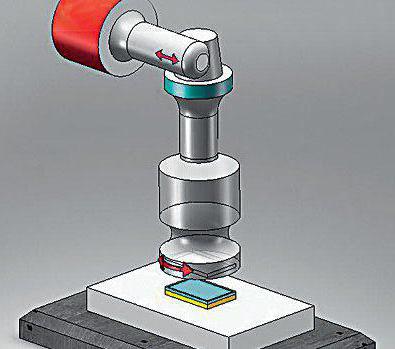
Схемы сварки
Их существует несколько. Технологические схемы УЗ сварки отличаются по характеру колебания инструмента. Они могут быть крутильными, изгибными, продольными. Также схемы различают в зависимости от пространственного положения устройства относительно поверхности свариваемой детали, а также по способу передачи сжимающих сил на изделия и конструктивными особенностями опорного элемента. Для контурного, шовного и точечного соединения используются варианты с изгибными и продольными колебаниями. Ультразвуковое воздействие может сочетаться с локальным импульсным нагревом деталей от отдельного теплового источника. В этом случае можно достичь ряда преимуществ. В первую очередь можно уменьшить амплитуду колебаний, а также силу и время их пропускания. Энергетические свойства теплового импульса и периода его наложения на ультразвук выступают как дополнительные параметры процесса.
Тепловой эффект
Ультразвуковая сварка сопровождается повышением температуры на участке соединения. Возникновение тепла обуславливается появлением трения на поверхностях контактирующих изделий, а также пластическими деформациями. Они, собственно, сопровождают формирование сварного соединения. Температура на контактном участке будет зависеть от прочностных параметров. Главным из них считается степень твердости материала. Кроме того, немалое значение имеют его теплофизические свойства: теплопроводность и теплоемкость. На температурный уровень влияет и выбранный режим сварки. Как показывает практика, появляющийся тепловой эффект не выступает как определяющее условие. Это обуславливается тем, что максимальная прочность соединений в изделиях достигается раньше, чем температура повышается до предельного уровня. Уменьшить продолжительность пропускания ультразвуковых колебаний можно, предварительно проведя подогрев деталей. Это также будет способствовать усилению прочности соединения.
![7.jpg]()
Ультразвуковая сварка в настоящее время в некоторых промышленных отраслях является незаменимым методом соединения деталей. Особенно распространен этот способ в микроэлектронике. УЗ позволяет соединять самые разные пластичные и твердые материалы. Сегодня активно ведется научная работа по усовершенствованию инструментов и технологий сварки.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Звуковая среда в четверг, и не только. Ультразвуковые аппараты как источник вредных производственных факторов. Применение ультразвука в производственной деятельности. Лечебное применение ультразвука. Е. В. Штрыкова, И. С. Плотникова, А. Е. Смирнов (№2, 20
![]()
Двадцать первый век – век атомной энергии, ядерной медицины, радиофармацевтики, нанотехнологий и ультразвука.
Ультразвук представляет собой волнообразное распространяющееся колебание частиц среды. Ультразвуковые колебания лежат за пределами восприятия человеческого уха, в акустическом диапазоне от 16 кГц до 10 9 ГГц. Ультразвук нашёл широкое применение в самых разных сферах производственной деятельности: в гидролокации, в неразрушающем контроле ультразвуковой дефектоскопии, в медицине.
Ультразвук в качестве вредного производственного фактора присутствует при проведении процессов металлизации, пайки, механической обработки и очистки деталей, сварочных работ.
Источниками ультразвука в производственных условиях являются все виды ультразвукового технологического оборудования, ультразвуковые приборы и аппаратура промышленного, медицинского, бытового назначения, генерирующие ультразвуковые колебания в диапазоне частот от 18 кГц до 100 МГц и выше. К источникам ультразвука относится также оборудование, при эксплуатации которого ультразвуковые колебания возникают как сопутствующий фактор.
Понятие «ультразвук» неотделимо от понятия «контактной среды» - среды (твёрдой, жидкой, газообразной), в которой распространяются ультразвуковые колебания при контактном способе передачи.
Существует несколько видов гигиенической классификации ультразвука:
По способу распространения ультразвуковых колебаний выделяют:
- контактный способ. В данном случае ультразвук распространяется при соприкосновении рук или других частей тела человека с источниками ультразвука, обрабатываемыми деталями, приспособлениями для их удержания, озвученными жидкостями, сканерами медицинских диагностических приборов, физиотерапевтической и хирургической ультразвуковой аппаратуры и т. д.
- воздушный способ. В данном случае ультразвук распространяется по воздуху.
2. По типу источников ультразвуковых колебаний выделяют:
3. По спектральным характеристикам ультразвуковых колебаний выделяют:
- низкочастотный ультразвук - 16÷63 кГц;
- среднечастотный ультразвук – 125÷250 кГц;
высокочастотный ультразвук – 1,0÷31,5 МГц.
4. По режиму генерирования ультразвуковых колебаний выделяют:
5. По способу излучения ультразвуковых колебаний выделяют:
- источники ультразвука с магнитострикционным генератором;
- источники ультразвука с пьезоэлектрическим генератором.
Ультразвуковые исследования проводятся на аппаратах:
- MEDISON SONOACE 9900;
- переносном аппарате LOGIQ Book XF;
- Technos Partner с конвексным датчиком;
-SIEMENS с конвексными, линейными, фазированными и кардиологическими датчиками;
- портативной ультразвуковой диагностической системе М5 с конвексным и полостным датчиками;
- SONIX SP с конвексными, линейными, фазированными и кардиологическими датчиками;
- переносном аппарате «МИНДРЕЙ» с конвексным и полостным датчиками.
В различных лечебных учреждениях проводятся самые разнообразные виды ультразвуковой диагностики органов человека: УЗИ органов брюшной полости и забрюшинного пространства, УЗИ сосудов и сердца, УЗИ молочных желёз, УЗИ щитовидной железы, УЗИ малого таза и многие другие разновидности ультразвуковой диагностики.
Благодаря малой длине волны, ультразвук способен создавать очень высокие плотности акустической энергии. Для терапевтических целей обычно применяют частоты 800 кГц. Средняя применяемая терапевтическая интенсивность ультразвука составляет около 1 Вт/см 2 и меньше. Тончайшие прослойки воздуха (в сотые доли миллиметра) препятствуют прохождению ультразвука в ткани организма.
Воздействие ультразвука на организм человека:
- механическое действие, вызываемое переменным звуковым давлением;-тепловой эффект, возникающий внутри ткани;
-физико-химическое действие.
При действии ультразвука большой интенсивности на жидкие среды возникает разрыв жидкости, называемый кавитацией, при которой образуются полости, несущие электрический заряд. Электрические заряды могут вызывать ионизацию, а также химические реакции. Результатом кавитации является деполяризация макромолекул в ультразвуковом поле. Кавитация может вызвать разрыв тканей биологических объектов, если применяют ультразвук больших интенсивностей. При использовании терапевтических дозировок кавитации внутри человеческой ткани не происходит, а происходит псевдокавитация, т. е. микромассаж тканей.
Возникновение тепла в ткани при применении ультразвука объясняют периодическим сжатием среды и превращением акустической энергии в тепловую.
Кроме теплового, ультразвук обладает и физико-химическим действием. Под влиянием ультразвука происходят различные окислительно-восстановительные процессы, например окисление йодистого калия, обесцвечивание органических красителей. При воздействии на дистиллированную воду, содержащую воздух, за счет появления псевдокавитации в отрицательной фазе звукового переменного давления образуются маленькие пузырьки газа. Из-за псевдокавитации далее возникают электрические заряды, обусловливающие явления люминесценции. Эти явления люминесценции в свою очередь являются причиной вторичных реакций, которые образуют фотохимическим путем свободные радикалы ОН, осуществляющие окисляющее действие.Вопрос о дозировке ультразвука весьма сложный, и при установлении биологической дозы предлагается исходить из химических реакций, вызываемых ультразвуком. В практике при дозировке пользуются интенсивностью ультразвука и продолжительностью воздействия. Биологический эффект в основном зависит от интенсивности ультразвука, которую определяют в Вт/см 2 с помощью ультразвуковых весов. При применении ультразвука необходимо учитывать его интенсивность в Вт/см 2 , продолжительность воздействия, последовательность и число воздействий, режим применения - непрерывный или импульсный.
В физиотерапии считают интенсивности:
- 0,1÷0,4 Вт/см 2 - малыми;
-0,5÷0,8 Вт/см 2 – средними;
- 0,9÷1,2 Вт/см 2 - большими.
Большими интенсивностями пользуются только при биологических исследованиях. При терапевтическом применении ультразвука следует проявлять большую осторожность, особенно в отношении нервной системы. Эмбриональная быстрорастущая и новообразованная ткани значительно восприимчивее к действию ультразвука, чем другие.
При применении средних интенсивностей ультразвука в клетке отмечается сильная циркуляция протоплазмы, благодаря чему изменяется проницаемость клеточной оболочки для ионов калия и кальция. Внутри «озвученных» клеток наблюдается образование амилоидных глыбок, патологических вакуолей и жировых капелек, межклеточный обмен усиливается.
Биологическое действие ультразвука на кожу исследовано довольно хорошо. Кожа как пограничная область, на которую воздействует ультразвук, может полностью отразить его, если между кожей и поверхностью излучателя имеется даже тончайший слой воздуха (0,001 мм); небольшие пузырьки воздуха, находящиеся в волосяных мешочках, препятствуют проникновению ультразвуковых колебаний в организм. Поэтому между звуковой головкой аппарата и кожей должна находиться какая-либо жидкость; обычно используют вазелиновое масло или специальный сертифицированный гель.
Выход ультразвуковых колебаний из биологической ткани в воздух может повести к сильному повышению температуры кожи и ее ожогу. Высокая температура возникает из-за полного отражения ультразвука от этой поверхности. Так, при воздействии на палец руки по стабильной методике через некоторое время возникает боль от ожога на поверхности кожи. Появляющуюся гиперемию кожи объясняют иногда тепловым воздействием ультразвука.
Ультразвук действует на костную и хрящевую ткань, а также на эндоост, надкостницу и надхрящницу. При этом необходимо учитывать значение проникновения ультразвука через пограничные поверхности, имеющие неоднородную структуру. Из-за этих граничащих поверхностей кости подвергаются повышенному тепловому и механическому воздействию. Кроме того, вследствие возникающих под воздействием ультразвука изменений может быть нарушено нормальное питание костной ткани. Характерным является медленное повреждение кости, подвергшейся воздействию ультразвука. Позже в местах утолщений могут появляться переломы костей.
Очень чувствительны к действию ультразвука яичники, семенники и паренхиматозные органы (селезенка, печень, почка). Во всех этих органах при действии ультразвука слабой интенсивности отмечается гиперемия, при большей интенсивности и длительном воздействии появляются вакуоли, кровоизлияния с последующими дегенеративными изменениями.
Многие явления, которые возникают в различных органах при действии ультразвука, объясняются раздражением нервной системы. При воздействии на нерв на первый план выступает его нагрев с понижением скорости проведения возбуждения, однако после прекращения воздействия ультразвука проводимость нерва восстанавливается. При значительных интенсивностях ультразвука резко снижается физиологическая активность нерва. При этом с помощью поляризационного микроскопа в нерве можно обнаружить местные разрушения поляризационных свойств нервных оболочек, по-видимому, в результате превышения порога кавитации.Вредные производственные факторы, возникающие при работе с ультразвуковой аппаратурой:
П.С. Минакова, А.С. Войщева, В.Р. Игнатова Анализ вредных и опасных производственных факторов при ручной дуговой сварке на рабочем месте сварщика (№4,2020)
В данной статье описаны вредные и опасные факторы, с которыми ежедневно могут сталкиваться работники при выполнении сварочных работ. Проведенное исследование позволяет утверждать, что сварочное производство содержит в себе опасность для работников. Вредные факторы, с которыми сталкиваются электрогазосварщики, в свою очередь, вызывают у них профессиональные заболевания, а также могут привести к летальному исходу. Поэтому необходима оценка воздействия вредных факторов у данных работников, а также и оценка применения средств защиты сварщиков.
Ключевые слова
Вредные и опасные производственные факторы, условия труда, защитные мероприятия, безопасность, специальная оценка условий труда, сварочное производство.
ANALYSIS OF MANUAL ARC WELDING HARMFUL AND DANGEROUS PRODUCTION FACTORS AT THE WELDER’S WORKPLACE
PhD in Education, Associate Professor, Far Eastern Federal University, Vladivostok
Far Eastern Federal University, student
Abstract
In this article, harmful and dangerous factors that workers may encounter daily when performing welding operations were described. The conducted research allows to assert that the welding operation involves the risk for workers. Harmful factors which electric and gas welders face with, in turn, cause occupational diseases in employees, and can also lead to death. Therefore, a set of measures is needed to identify and assess harmful factors in the production environment and the labor process, moreover, assessment of personal protective equipment usage is necessary.
Keyword
Harmful and dangerous production factors, working conditions, protective measures, safety, special assessment of working conditions, welding production.
В настоящее время любой технологический процесс включает в себя множество различных операций. Одной из основных операций является сварка. Работа со сваркой не всегда безопасна и имеет ряд вредных факторов, оказывающих на рабочего неблагоприятное воздействие. Изучение данной проблемы является актуальной в связи с необходимостью дополнительных мер по защите работников и обеспечению безопасности при эксплуатации сварочного оборудования.
Условия труда на каждом рабочем месте имеют свою специфику, и работник подвергается различным физическим, химическим и психофизиологическим факторам.
В первую очередь речь идет о вредных и опасных факторах. При выполнении электросварочных работ на сварщика оказывают влияние следующие потенциально вредные и опасные факторы [1]:
1) замыкание электрической цепи через тело человека;
2) повышенная загазованность воздуха рабочей зоны, содержание в воздухе вредных аэрозолей;
3) повышенная или пониженная температура воздуха рабочей зоны;
4) повышенная температура обрабатываемого материала, изделий, поверхности оборудования, расплавленный металл;
5) ультрафиолетовое и инфракрасное излучение;
6) повышенная яркость света при осуществлении процесса сварки;
7) шум и вибрация на рабочих местах;
8) выполнение сварки на значительной высоте;
9) физические и нервно-психические перегрузки;
10) выполнение работ в труднодоступных и замкнутых пространствах;
11) движущиеся транспортные средства, грузоподъемные машины, перемещаемые материалы и инструмент.
Следует выделить, что наиболее вредным фактором практически для всех способов дуговой сварки является образование и дальнейшее поступление в воздух рабочей зоны сварочных аэрозолей.
Наиболее вредные пылевыделения:
- Оксиды железа - приводят к механическому раздражению легочной ткани, хроническому отравлению, дерматозу, поражению ЦНС;
- Оксиды марганца - вызывают заболевания нервной системы, легких, печени и крови;
- Соединения кремния - разрушают легкие (появляются такие симптомы как одышка, боль в груди, сухой кашель);
- Соединения хрома - обладают накопительным эффектом в организме человека, вызывая головные боли, воспаление ЖКТ, общую слабость;
- Соединения алюминия - оказывают механическое раздражение легочной ткани, снижение гемоглобина [2].
Наиболее опасные газы, выделяющиеся при сварке:
- Оксиды азота (особенно двуокись азота) приводит к поражению дыхательной системы и органов кровообращения;
- Оксид углерода (удушающий газ) - бесцветный газ, способен накапливаться в помещении, вытесняя при этом кислород, при концентрации свыше 1 % раздражает дыхательные пути, вызывает потерю сознания, одышку, судороги и поражение нервной системы;
- Озон - имеет запах хлора, образуется при сварке в инертных газах, вызывает раздражение глаз, сухость во рту и боли в груди;
- Фтористый водород - бесцветный газ с резким запахом, воздействует на дыхательные пути и даже в мелких концентрациях вызывает раздражение слизистых оболочек [3].
Для идентификации вредных и (или) опасных производственных факторов на производстве проводится специальная оценка условий труда (СОУТ).
На одном из ж/д предприятий в Приморском крае по ремонту, текущему содержанию и техническому обслуживанию сооружений, устройств, установок, машин, механизмов, оборудования, технических и транспортных средств проведена специальная оценка условий труда в период с 29 января по 20 июня 2020 года на 55 рабочих местах, включая рабочее место электрогазосварщика.
При проведении специальной оценки условий труда на рабочем месте исследовалось воздействие:
- химических факторов;
- виброакустических факторов (шум, вибрация, инфразвук);
- параметров микроклимата;
- уровня освещенности;
- неионизирующих излучений;
- аэрозолей преимущественно фиброгенного действия (пылей) и химических веществ.
При оценке химического фактора выявлены вещества, превышающие ПДК, указанные в таблице 1.
Таблица 1
Вещества, превышающие ПДК при оценке химического фактора
Фактическое значение, мг/м3
Класс условий труда
Вещество раздражающего типа, остронаправленного действия
Марганец в сварочных аэрозолях при его содержании: до 20%
Вещество опасное для репродуктивного здоровья человека
Значение показателя 1 не соответствует норме в 1,5 раза.
Значение показателя 2 не соответствует норме в 1,2 раза.
Таким образом, класс условий труда по химическому фактору - 3.2.
При оценке условий труда по показателям тяжести трудового процесса, выявлен показатель, превышающий допустимое значение указанного в таблице 2.
Таблица 2
Показатели тяжести трудового процесса превышающие допустимое значение
Показатели тяжести трудового процесса
Периодическое, до 25% времени смены, нахождение в неудобном и (или) фиксированном положении. Нахождение в положении «стоя» до 60% времени рабочего дня (смены).
Периодическое, до 25% времени рабочего дня
(смены), пребывание в вынужденном положении
Таким образом, класс условий труда по показателям тяжести трудового процесса - 3.1.
По результатам проведения СОУТ на рабочем месте электрогазосварщика был установлен итоговый класс условий труда - 3.2. Следовательно, уровни воздействия вредных факторов способны вызвать серьезные функциональные изменения в организме электрогазосварщика, которые приводят к развитию профессиональных заболеваний.
В группу риска возникновения профессиональных заболеваний попадает каждый сварщик со стажем работы более 10 лет, даже если сварщик работает в пределах допустимой концентрации [4].
Окислы марганца оказывают негативное влияние на организм и трудоспособность работника. Если сварочный аэрозоль содержит значительное количество марганца, то, распространяясь вместе с кровью по организму, этот токсичный элемент вызывает тяжелое заболевание – марганцевую интоксикацию. Главным образом, страдает центральная нервная система. Нарушается мышечный тонус, точность, ловкость и плавность произвольных движений, развиваются вегетативные расстройства, а также повышается утомляемость, сонливость, снижается быстрота реакции, работоспособность, появляются головокружение, депрессивные, подавленные состояния.
Марганец почти невозможно вывести из организма; очень тяжело диагностировать отравление марганцем, т.к. симптомы очень общие и присущи многим заболеваниям, чаще же всего человек просто не обращает на них внимания [5]. Более длительное влияние марганца приводит к развитию паркинсонизма, при этом иногда ставится ошибочный диагноз «болезнь Паркинсона». Изменения в организме при марганцевой интоксикации необратимы.
Озон — газ, оказывающий сильное раздражающее действие на органы дыхания. Он раздражает слизистую оболочку глаз и дыхательных путей. Патологоанатомические исследования показали характерную картину отравления озоном: снижение свертываемости крови, нарушение кроветворения, обострение аллергических реакций.
Следовательно, производство должно быть заинтересовано в защите работника от вредных и опасных производственных факторов, тем самым обеспечить благоприятными условиями труда.
Для улучшения условий труда на рабочем месте сварщика необходимы следующие мероприятия:
- обеспечить работников средствами индивидуальной защиты органов дыхания, а также их регулярное использование при выполнении работ с вредными веществами;
- увеличить время регламентных перерывов для уменьшения вредного воздействия марганца в сварочной аэрозоли, назначить дополнительный отпуск;
- предусмотреть возможность механизации и автоматизации трудоемких процессов для поддержания высокого уровня работоспособности и повышения производительности труда, соблюдать рациональную организацию рабочего места и требования эргономики.
Таким образом, следование правилам гигиены труда при работе со сваркой будет способствовать эффективному созданию благоприятных условий труда, требуемой чистоты воздуха на рабочем месте электрогазосварщика. Применение систем местной и общеобменной вентиляции и применения СИЗ обеспечат более комфортные условия труда для сварщика. Правильно подобранные средства индивидуальной защиты органов дыхания и система вентиляции позволят не только сохранить здоровье работника, создать для них более подходящие условия, но и увеличить производительность труда работников.
![сварка ультразвуковая]()
Механизм соединения
Специфика поведения материала
![ультразвуковая сварка]()
Особенности процесса
Применение УЗ
![ультразвуковая сварка пластмасс]()
Мощность УЗ
Ультразвуковая сварка пластика обеспечивает неразъемное соединение за счет совместного действия высокочастотных механических колебаний и сравнительно небольшой сдавливающей силы. Этот метод имеет много общего с холодным способом. Мощность УЗ, которую можно передать через среду, будет зависеть от физических свойств последней. При превышении пределов прочности в зонах сжатия, твердый материал разрушится. В аналогичных ситуациях в жидкостях возникает кавитация, сопровождающаяся появлением мелких пузырьков и их последующим захлопыванием. Вместе с последним процессом возникают местные давления. Такое явление используется при очистке и обработке изделий.
Узлы устройств
- Источник питания.
- Колебательная механическая система.
- Аппаратура управления.
- Привод давления.
- Электромеханический преобразователь с обмотками. Он заключен в металлический корпус и охлаждается водой.
- Трансформатор упругих колебаний.
- Сварочный наконечник.
- Опора с механизмом давления.
![ультразвуковая сварка полимеров]()
Возможности метода
Особенности соединения
![ультразвуковая сварка полимерных материалов]()
Толщина деталей
Возможные проблемы
Подготовка изделий и параметры режима
![технология ультразвуковой сварки]()
Схемы сварки
Тепловой эффект
![ультразвуковая сварка вредные факторы]()
Заключение
Ультразвуковая сварка в настоящее время в некоторых промышленных отраслях является незаменимым методом соединения деталей. Особенно распространен этот способ в микроэлектронике. УЗ позволяет соединять самые разные пластичные и твердые материалы. Сегодня активно ведется научная работа по усовершенствованию инструментов и технологий сварки.
Читайте также: