Ультразвуковая сварка является разновидностью методов сварки
Обновлено: 21.09.2024
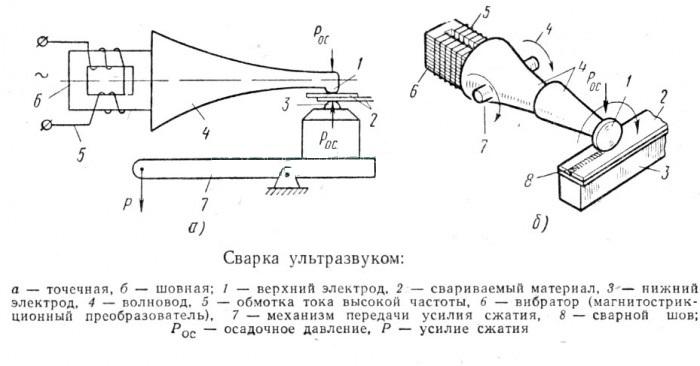
При ультразвуковой сварке (УЗС) необходимые условия для образования соединения создаются в результате механических колебаний ультразвукового преобразователя. Энергия вибрации создает сложные напряжения растяжения, сжатия и среза. При превышении предела упругости соединяемых материалов происходит пластическая деформация в зоне их соприкосновения. В результате пластической деформации и диспергирующего действия ультразвука происходит удаление адсорбированных пленок жидкости, газов, органических пленок и поверхностных оксидов, происходит увеличение площади непосредственного контакта, что обеспечивает получение прочного соединения.
Ультразвук находит широкое применение в науке для исследования некоторых физических явлений и свойств веществ. В промышленности ультразвуковые колебания используются для очистки и обезжиривания изделий, для обработки труднообрабатываемых материалов. Установлено благоприятное влияние ультразвуковых колебаний на кристаллизующиеся расплавы — происходит дегазация и измельчение зерна и улучшение механических характеристик литых металлов. Получены положительные эффекты при воздействии ультразвуковых колебаний с целью снятия остаточных напряжений. Широкое использование ультразвук находит с целью интенсификации многих медленнотекущих химических реакций. Известна аппаратура для контроля уровня жидкости, скоростей ее течения и т. п. Успешно используется ультразвук для контроля качества литья, сварных соединений и т. п.
В сварочной технике ультразвук может быть использован в различных целях. Воздействуя им на сварочную ванну в процессе кристаллизации, можно улучшить механические свойства сварного соединения благодаря измельчению структуры металла шва и лучшему удалению газов. Ультразвук может быть источником энергии для создания точечных и шовных соединений. Ультразвуковые колебания активно разрушают естественные и искусственные пленки, что позволяет сваривать металлы с окисленной поверхностью, покрытые слоем лака и т. п. Ультразвук уменьшает или снимает собственные напряжения, возникающие при сварке. Им можно стабилизировать структурные составляющие металла сварного соединения, устраняя возможность самопроизвольного деформирования сварных конструкций со временем.
Сварка металлов ультразвуком находит все более широкое применение, так как этот способ имеет ряд преимуществ и особенностей по сравнению с контактной и холодной сваркой. Особенно перспективна ультразвуковая сварка применительно к изделиям микроэлектроники. Весьма перспективна сварка ультразвуком пластмасс; этот метод широко используется в промышленности, так как обладает рядом особенностей, дающих возможность получить высококачественное соединение на многих пластмассах, сварка которых другими методами затруднена или невозможна.
Разработаны оборудование и технология ультразвуковой сварки металлов и пластмасс, успешно использующиеся в промышленности. За рубежом этот метод также находит применение в промышленности.
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. В принципе этот метод сварки имеет много общего с холодной сваркой сдвигом.
Колебания, возникающие в какой-либо среде и характеризующиеся упругими деформациями среды, называются упругими. Форма упругих колебаний может быть различна. Наиболее распространенной формой являются гармонические колебания, т. е. колебания, описываемые выражением
где A — смещение или деформация в данном элементе среды в момент времени t; Aм — максимальное значение смещения или деформации; ω — круговая частота колебаний; φ — начальный угол сдвига.
Упругие колебания, частота которых превышает некоторую границу, принято называть ультразвуковыми. Обычно считают, что нормальный человеческий слух не воспринимает в виде слышимого звука гармонические упругие колебания с частотой выше 17 000—20 000 Гц. В практике упругие колебания используются в диапазоне частот от 8000 Гц до мегагерц. При ультразвуковой сварке обычно используется диапазон частот 18—80 кГц.
Скорость распространения ультразвука зависит от физических свойств материала. Например, в стержне скорость распространения продольных волн определяется из следующего соотношения:
где Е — модуль упругости материала; ρ — плотность материала.
Скорость распространения звуковых волн в большинстве твердых тел колеблется в пределах 2000—6000 м/с и изменяется в зависимости от температуры, давления и интенсивности звука.
Длина волны, соответствующая данной частоте, непосредственно определяется из равенства
где c — скорость звука; f — частота.
При частоте 20 кГц длина волны в стали равна 28 см.
Интенсивность плоской продольной звуковой волны в любой среде определяется из уравнения
где А — амплитуда колебаний; f — частота колебаний; ρ — плотность среды; k — коэффициент пропорциональности; с — скорость звука в среде.
Поток энергии волны сквозь некоторую поверхность S равен
где β — угол между нормалью к площадке dS и направлением распространения волны.
Мощность ультразвука, которая может быть передана через среду, зависит от физических свойств среды; если напряжения в зонах сжатия и разрушения превысят предел прочности материала, то твердый материал будет разрушаться. В жидкостях в аналогичных случаях возникает кавитация с образованием мельчайших пузырьков паров жидкости и последующим их захлопыванием. Процесс захлопывания кавитационных пузырьков сопровождается возникновением местных давлений, превышающих 5000 кгс/см 2 . Это явление в жидкостях используется для обработки и очистки изделий.
Машины для ультразвуковой сварки состоят из следующих основных узлов: источника питания, аппаратуры управления, механической колебательной системы и привода давления.
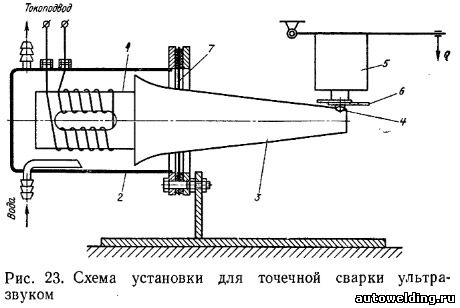
Механическая колебательная система служит для преобразования электрической энергии в механическую, передачи этой энергии в зону сварки, концентрирования этой энергии и получения необходимой величины колебательной скорости излучателя.
Колебательная система (рис. 23) состоит из электромеханического преобразователя 1 с обмотками, заключенного в металлический корпус 2, охлаждаемый водой; трансформатора упругих колебаний 5; сварочного наконечника 4; опоры с механизмом давления 5 и свариваемых деталей 6. Крепление колебательной системы производят с помощью диафрагмы 7. Ультразвук излучается только в момент сварки точки.
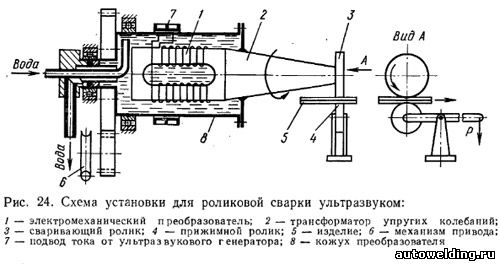
На рис. 24 показана схема шовной сварки ультразвуком, которая может быть использована для получения герметичных швов на изделии, В этой схеме сварки колебательная система приводится во вращение специальным приводом. При сварке изделие зажимается между концом вращающегося трансформатора упругих колебаний, выполненного в виде ролика, и нижним прижимным роликом. Ультразвук излучается непрерывно в процессе сварки. Элементом колебательной системы, возбуждающей упругие колебания, является электромеханический преобразователь, использующий магнитострикционный эффект. Переменное напряжение создает в обмотке преобразователя намагничивающий ток, который возбуждает переменное магнитное поле в материале преобразователя. При изменении величины напряженности магнитного поля в материале возникает периодическое изменение размеров, при этом частота упругих колебаний равна двойной частоте тока.
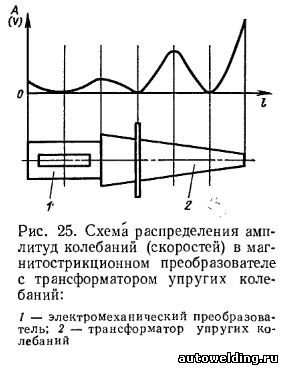
Изменения размеров магнитострикционных материалов незначительны. Так, для сплава К49Ф2 магнитострикционное удлинение составляет 70*10 -6 . Поэтому для увеличения амплитуды смещения и концентрации энергии колебаний, а также для передачи механических колебаний к месту сварки используют волноводы и трансформаторы упругих колебаний. Основным назначением трансформаторов упругих колебаний является увеличение амплитуды колебаний до величины, необходимой для осуществления процесса сварки. Для этой цели концентратор выполняется в виде стержня специальной формы, площадь поперечного сечения которого изменяется вдоль направления распространения колебаний по определенному закону.
Эксперименты показывают, что для целей сварки металлов достаточно иметь трансформаторы с коэффициентом усиления ~ 5, так чтобы амплитуда на конце его при холостом ходе была равна 20—30 мкм.
Магнитострикционный преобразователь и трансформаторы должны быть рассчитаны и изготовлены на заданную частоту ультразвукового генератора. На рис. 25 показана схема изменения амплитуды колебаний в трансформаторе упругих колебаний.
Питание электромеханических преобразователей осуществляется от источника электрической энергии — генератора с частотой колебаний тока 18—180 кГц.
Рабочая частота генератора определяется собственной частотой механической колебательной системы, выходная мощность генераторов 0,01—10,0 кВт.
Процесс ультразвуковой сварки происходит при воздействии сдвигающих высокочастотных колебаний, давления, приложенного перпендикулярно к поверхности листа, и теплового эффекта, сопровождающего процесс сварки. В результате в зоне сварной точки наблюдается небольшая пластическая деформация.
Исследование процесса образования сварного соединения при ультразвуковой сварке медных пластин толщиной 0,35 + 0,35 мм показывает, что при малом времени пропускания ультразвука (менее 0,05 с) сварка не происходит. После разъединения образцов на их поверхности непосредственно под сваривающим выступом наблюдается пятно, имеющее полированную поверхность (рис. 26, а).
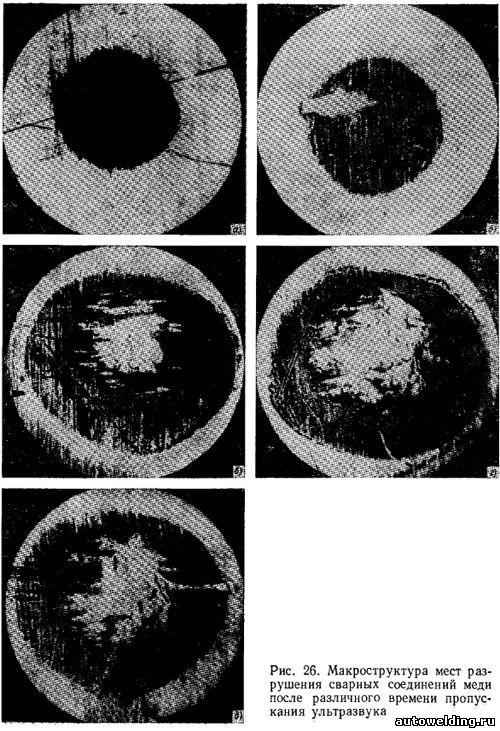
Диаметр полированного пятна возрастает при увеличении времени сварки (рис. 26, а — д). При пропускании ультразвука в течение 0,1 с в местах контакта обнаруживаются не только зашлифованные поверхности, но и вырывы металла, свидетельствующие об образовании прочных соединений, так называемых узлов схватывания. На рис. 26, б виден один узел схватывания на зашлифованной поверхности.
Пропускание ультразвука в течение 0,73 с привело к дальнейшему увеличению площади зашлифованного пятна, при этом площадь узла схватывания также возросла. Вокруг основного узла схватывания возникли отдельные небольшие участки схватывания, удлиненные в направлении ультразвуковых колебаний. С увеличением времени пропускания ультразвука > 0,73 с площадь зашлифованного участка почти не изменяется (рис. 26, г, д), но площадь узлов схватывания начинает увеличиваться более интенсивно. При пропускании ультразвука свыше 1,06 с происходит разрушение сварного соединения с вырывом точки по всему контуру.
Проведенные измерения микротвердости поверхности зашлифованного пятна и основного металла вблизи пятна показали, что микротвердость поверхностного слоя зашлифованного пятна выше (42—44 Hм), чем у основного металла (28—30 Hм). Образование полированного пятна на свариваемых поверхностях указывает на то, что оно возникло вследствие трения под действием высокочастотных колебаний соприкасающихся поверхностей непосредственно под контактным выступом.
Таким образом, процесс ультразвуковой сварки происходит под действием трения, вызванного микроскопическим возвратно-поступательным перемещением частиц на трущихся поверхностях.
В начальный момент действия ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение. На этой стадии на свариваемых поверхностях происходит разрушение окисных пленок и пленок из адсорбированных газов и жидкостей. После возникновения ювенильных поверхностей наступает вторая стадия образования сварного соединения. Процесс сухого трения переходит в чистое трение, которое сопровождается образованием узлов схватывания. Схватыванию в значительной степени способствует малая амплитуда колебаний трущихся поверхностей и возвратно-поступательный характер этих колебаний.
Металлографические исследования сварных образцов различных металлов, сваренных при повышенных давлениях, мощности и времени, не обнаружили в зоне сварки литой структуры или воздействия на металл очень высоких температур.
Микроисследования мест сварки показывают, что имеются общие зерна, принадлежащие обеим свариваемым поверхностям и пересекающие границу раздела; кроме этого, образуются общие границы между поверхностными зернами. Очевидно, в этих обоих случаях сварное соединение будет обладать прочностью, равной прочности основного металла.
Большие значения предела прочности ультразвуковых сварных соединений подтверждают то, что они образуются вследствие возникновения металлических связей в узлах схватывания, имеющих такую же прочность и природу, как и основной металл.
Тепловые процессы при сварке
Процесс ультразвуковой сварки сопровождается выделением тепла в зоне сварки. Образование тепла вызывается возникновением трения на контактных поверхностях и пластическими деформациями в металле, сопровождающими образование сварного соединения.
Температура в зоне сварки зависит от прочностных характеристик — главным образом от твердости металла и его теплофизических свойств: теплопроводности и теплоемкости, режима сварки.
Работы показали, что наблюдающееся повышение температуры не является определяющим фактором, так как максимальная прочность сварных соединений достигается ранее, чем достигается максимальная температура в контакте.
Предварительный подогрев изделия приводит к уменьшению длительности пропускания ультразвуковых колебаний и способствует увеличению прочности сварного соединения.
Прочность точечных и шовных сварных соединений
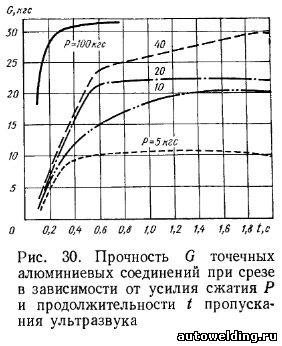
На рис. 30 показана зависимость прочности точечных соединений алюминиевых листов от продолжительности пропускания ультразвуковых колебаний и давления на точку Как видно, при малых давлениях прочность точки в значительной степени зависит от времени прохождения ультразвука. С повышением давления сварные соединения прочнее при меньшем времени прохождения ультразвука. При очень продолжительном пропускании ультразвука и большом давлении сварное соединение некачественно вследствие значительных деформаций основного металла и приваривания его к электроду.
При шовной сварке прочность сварных соединений обычно выше прочности основного металла, и разрушение происходит по основному металлу.
Сварка ультразвуком позволяет соединять различные металлы; хорошо свариваются ультразвуком алюминий, медь, никель, удовлетворительно свариваются нержавеющие стали. При этом прочность сварных точечных соединений достаточно высока, разрушение соединений происходит обычно с вырывом точки по контуру как при испытаниях на срез, так и при испытаниях на отрыв.
С помощью ультразвука получены соединения на ряде тугоплавких металлов — ниобии, тантале, молибдене и вольфраме. Однако недостатком сварных соединений вольфрама и молибдена является их хрупкость.
Важным обстоятельством ультразвуковой сварки является возможность соединения различных металлов, которые обычными методами не соединяются.
Ультразвуковые сварочные машины
Ультразвуковая сварка в последнее время нашла наибольшее применение в микроэлектронике, в основном для приварки токоотводов к интегральным схемам.
Разработаны и выпускаются сериями ультразвуковые машины для сварки различных элементов микросхем оснащенные автоматическими устройствами (автоматически осуществляется подача проводников, сварка, обрезка проводников и т. п.), позволяющими в значительной степени увеличивать производительность.
Преимущества сварки ультразвуком:
- сварка осуществляется в твердом состоянии металла без существенного нагрева места сварки, что дает возможность соединять химически активные металлы или пары металлов, склонные образовывать хрупкие интерметаллические соединения в зоне сварки;
- возможность соединения тонких и ультратонких деталей, возможность приварки тонких листов и фольги к деталям неограниченной толщины, сварка пакетов из фольги;
- снижение требований к чистоте свариваемых поверхностей дает возможность проводить сварку плакированных и оксидированных поверхностей и вообще сварку металлических изделий, поверхности которых покрыты различными изоляционными пленками;
- применение небольших сдавливающих усилий (10—250 кгс), вследствие чего деформация поверхности деталей в месте их соединения незначительна (вмятина, как правило, не превышает 5—10%);
- малая мощность оборудования и несложность его конструкции (если, например, для контактной точечной сварки алюминия толщиной 1 мм необходима машина мощностью 100—150 кВ*А, то при сварке ультразвуком аналогичного соединения потребляется всего 5—2,5 кВ*А).
Область применения
Ультразвуковая сварка нашла достаточно широкое применение для соединения тонких деталей из однородных и разнородных материалов в приборостроении и радиоэлектронной промышленности. В дальнейшем можно ожидать, что этот метод будет использован при сварке металлов, образующих хрупкие интерметаллические соединения, для приварки тонких обшивок к несущей конструкции (в авиационной промышленности, автомобилестроении и ряде других отраслей промышленности).
По мере совершенствования технологического процесса и оборудования область применения ультразвуковой сварки будет непрерывно расширяться.
Ультразвуковую сварку применяют для соединения многих металлов. Наиболее легко свариваются пластичные металлы (алюминий, медь и их сплавы, серебро, никель и т.п.) как между собою, так и с твердыми малопластичными материалами.
Металлические детали могут свариваться с керамикой, стеклом, полупроводниковыми материалами (кремний, германий). Успешно свариваются тугоплавкие металлы: вольфрам, ниобий, тантал, цирконий, молибден. Можно сваривать заготовки через прослойку из третьего металла, например сталь со сталью через алюминий, а также заготовки покрытые оксидами, лаками, полимерами и т.п. Используется УЗС также для соединения пластических масс.
Качество соединений при шовной сварке определяется теми же параметрами, что и при точечной, лишь вместо времени сварки вводится скорость движения детали. При правильно выбранных режимах шовной сварки разрушающее усилие сварного соединения выше чем основного металла.
Как варить давлением

Виды и способы сварки
Традиционные методы сварки основаны на расплавлении кромок соединяемых деталей, в результате чего между ними устанавливаются прочные межатомные связи. В отличие от них, сварка давлением предусматривает наличие внешней силы, которая прикладывается к месту соединения и вызывает пластическую деформацию. Таким способом можно сваривать разные металлы, сплавы, пластмассу, стекло и другие материалы.

Принцип сварки давлением
При наличии длительного контакта между двумя физическими телами в месте их соприкосновения начинается внедрение атомов одного элемента в другой. Такие процессы происходят медленно, но при повышении в зоне контакта температуры или давления, а также при их совместном действии интенсивность диффузии возрастает и получается прочная связь.
Этот принцип используют при выполнении сварки давлением. При этом соединении в диффузной зоне получается высокая равномерность составляющих, поэтому такого понятия, как сварной шов, почти не существует.
Две соединяемые детали при комнатной температуре сдавливают при помощи специального оборудования, чтобы началось диффузное внедрение одного материала в другой. Особенно эффективен такой способ сваривания для деталей из меди, алюминия, нержавеющей стали. Вдоль стыка происходит пластическая деформация, в результате чего получается прочное соединение.
Чтобы ускорить процесс сварки и получить еще более надежные связи, проводится местный нагрев, но он является только сопутствующим фактором, а соединение происходит за счет пластической деформации.
Специфические черты
Источником тепла при проведении такого вида сварки выступают специальные печи, электрический или индукционный ток, химические реакции. При таком соединении с частичным нагревом сначала места соприкосновения немного оплавляют и только затем сжимают. При сдавливании часть металла и шлак незначительно выходят за пределы места контакта и образуют «грат».

Обязательные условия качественного соединения деталей таким способом:
- очистка места контакта от окалины, масляных отложений и других загрязнений;
- постепенное увеличение нагрузки, чтобы сначала деформировался приконтактный слой, а затем начинался процесс диффузии;
- обеспечение равномерной внешней температуры, это особенно важно для легкоплавких материалов, при этом повышать ее необязательно;
- склонность соединяемых металлов к образованию прочных химических связей одного с другим.
Настройки аппарата при сварке давлением
Выбор режима сварки, т.е. ее способа, настройки используемого оборудования и т.д., зависит от физических характеристик соединяемых деталей, а иногда и от их конструкции.
При выполнении электроконтактной сварки основными параметрами являются:
- сила и плотность тока;
- время его протекания;
- усилие сжатия.
Если сварка стыковая, то важна установочная длина (расстояние от электрода до торца детали).
В процессе контактной сварки существует такое явление, как шунтирование – часть тока минует зону проведения работ и протекает по детали. В случае применения стыкового метода шунтирование происходит только в деталях, имеющих замкнутый контур.

Когда выполняется точеная сварка, шунтирование тока наблюдается в ранее выполненных точках или в местах случайных контактов деталей. Это приводит к тому, что в зоне соединения недостаточный ток, поэтому ядро точки получается меньшего размера.
Условно принято разделять технологические процессы на «жесткие» и «мягкие». В первом случае они характеризуются небольшим временем протекания тока (0,1-1,5 секунды), поэтому заготовка сильно не нагревается. Давление электродов при этом требуется большое. Данный метод подходит для работы с алюминиевыми, медными сплавами, легированными сталями, чтобы сохранить их антикоррозионные характеристики.
Для «мягкого режима» характерно плавное нагревание заготовок, и для этого требуется более длительное протекание тока (от 0,5 до 3 секунд). Он используется при работе со склонными к закалке сталями. Надо учитывать, что за счет образования карбида хрома в соединяемых элементах происходит обеднение этим элементом.
Контактная сварка позволяет соединять детали из большинства металлов.
Для обеспечения прочного соединения в нем не должно быть:
- неоднородностей, в литой и переходной зоне соединения структура материала должна быть плотной и сплошной;
- разупрочнения детали в месте соединения и образования хрупких структур;
- снижения коррозионной устойчивости;
- деформации деталей, она допускается в заданных пределах.
Особенности свариваемости металлических сплавов
Если для сваривания металла требуются несложные установки, а работа выполнятся в широком диапазоне параметров, то он обладает хорошей свариваемостью и наоборот. Этот показатель не является постоянным, и по мере усовершенствования технологий и оборудования свариваемость будет улучшаться.

На свариваемость материалов оказывают влияние разные факторы:
- температура плавления;
- тепло- и электропроводность;
- изменение прочности и коэффициента расширения с ростом температуры;
- твердость.
Чем ниже электро- и теплопроводность, тем меньше требуется ток и снижается электрическая мощность, расходуемая на нагрев заготовок. Прочные материалы для деформации требуют большого усилия, твердые перед соединением надо обязательно прогревать. При высоком коэффициенте расширения большая усадка, что ведет к появлению трещин и раковин.
Особенности некоторых металлов и сплавов:
- низкоуглеродистые стали хорошо соединяются контактной сваркой, не склонны к образованию трещин, их прочность практически не снижается, а сварной шов пластичный;
- углеродистые – склонны к закалке, поэтому работают с ними на «мягких» режимах, пластичность и прочность соединении повышают путем термической обработки;
- нержавеющие – обладают высоким сопротивлением, поэтому используются небольшие токи, работу выполняют в «жестком» режиме;
- жаропрочные – в нагретом состоянии прочные, поэтому для сварки требуется большое давление и длительная подача тока, чтобы снизить давление осадки, зону сварки предварительно прогревают;
- титановые сплавы – при их нагревании происходит увеличение пластичности, поэтому требуются небольшие давления, работа выполняется с высокой интенсивностью и при больших токах, высокой скорости осадки и небольшом временном воздействии;
- медные – для их сварки требуются большие токи и низкая длительность их протекания;
- алюминиевые и магниевые – работу выполняют кратковременными импульсами тока большой величины, давления аналогичные тем, что используют при сварке низкоуглеродистых сталей.
Необходимое для работы оборудование
Для проведения термомеханической сварки часто используют горячештамповочные машины. Их особенность в наличии встроенного индукционного нагревателя, поэтому заготовки прогреваются непосредственно в месте проведения работ, и их не надо переносить от печи.
В остальных случаях применяют гидравлические или механические прессы, выбор делают в зависимости от пластичности материалов. Осадку выполняют в модернизированных штампах. В них нет матрицы, вместо нее используется прижим заготовок по линии соединения.
Разновидности сварочных работ
Существует такие виды сварки давлением:
- Механическая. Соединение выполнятся за счет сдавливания заготовок, это такие виды, как холодная, ультразвуковая, сварка взрывом и трением.
- Термомеханическая. В этом случае одновременно применяется усилие и местный нагрев: электроконтактный, газопрессованный и диффузионный методы.
Холодный метод
Соединение деталей происходит только за счет их сжатия. Создаются усилия, превышающие значения текучести материала, в результате чего происходит сваривание. Этот вариант эффективен в том случае, когда в привычном состоянии металл имеет высокую пластичность.

В процессе сдавливания происходит диффузия одного материала в другой, выделяется тепло, поэтому после сварки заготовки охлаждают. Шов получается прочный, в нем нет внутренних напряжений и негативных последствий, возникающих при перегревании материала. Такой метод подходит для соединения сплавов, в составе которых есть титан, никель, медь.
Эффективность этого способа сварки небольшая, и для его реализации требуется специальное дорогое оборудование.
Электроконтактная сварка
Сначала электрическим током нагревают соединяемые детали, а затем их сдавливают.
Контактная сварка бывает:
- Шовная. Используются вращающиеся дисковые электроды, ток подается непрерывно или импульсно. Соединение получается сплошное, используют для сваривания герметичных емкостей, толщина стенок которых до 3 мм.
- Точечная. Детали укладывают внахлест. Ток передают по цилиндрическим электродам, они располагаются с одной или с обеих сторон. Электроды охлаждают водой, чтобы внутренний слой металла расплавился, а наружный сделался пластичным, после чего заготовки сдавливают. Применяют для деталей (сетки каркасы, листы и т.д.) толщиной до 3 см.
- Стыковая. Соединение деталей происходит по всей площади контакта. Электроды-губки имеют подвижный и неподвижный контакты. При появлении жидкого слоя давление не снимают и выполняют осадку. Применяют для сварки труб, рельсов и других заготовок круглого, квадратного, шестигранного сечения.
- Рельефная. На заготовках имеются отштампованный выступы, к которым прикладывают усилие и ток. Применение широких электродов позволяет одновременно сваривать до 20 точек. Таким способом к листам крепят болты, гайки, создают герметичные соединения, длина которых не более 10 см.
Диффузионный метод
Выполняют местный нагрев заготовок до 0,5-0,7 температуры их плавления. Затем прикладывают усилие 0,5 МПа на протяжении от 2 минут до нескольких часов. В результате на атомном уровне происходит обмен частичками между соединяемыми деталями, этот процесс называется диффузионная сварка.
В вакууме или среде защитного газа можно соединять металлы с неметаллами, если материалы устойчивы к воздействию кислорода, сварку выполняют на открытом воздухе. Получается монолитный высокопрочный шов. При равных условиях в этом случае затраты энергии в 4-6 раз меньше, чем при контактной сварке. В основном метод используют на высокоточных производствах.
Сварка трением
Одна заготовка остается неподвижной, а вторая находится в зажиме, совершающем вращательные и поступательные движения. За счет трения выделяется тепло.

Сначала детали сжимают, потом начинают вращать; когда температура в месте контакта достигнет 980-1300 °C, вращение останавливают, а сжатие продолжают. Метод простой, надежный и высокопроизводительный. Сварка трением позволяет соединять изделия из разнородных материалов.
Ультразвуковой способ
Пластическая деформация деталей происходит под действием ультразвуковых колебаний и небольших усилий. Чтобы процесс ускорить, может выполняться незначительный нагрев. За счет усилия и ультразвука сначала разрушают оксидную пленку, а потом выполняют соединение.
Подходит для работы с тугоплавкими материалами, пластмассой, полимерной тканью и т.д.
Незаменимый метод для сваривания ультратонких заготовок, но для деталей толще 3 мм не подходит.
Особенности сварки трубопроводов
Особенность данного вида сварки труб под давлением в том, что шов не прямолинейный, а кольцевой или круговой. При разработке технологии учитывают толщину стенок и то, чтобы шов получился герметичным.
Сварка давлением отвечает всем условиям. В этом случае используют простые приспособления и специальный инструмент, позволяющие равномерно прижимать кромки соединяемых тонкостенных трубопроводов. Качество сварного контакта зависит от подготовки свариваемых поверхностей. Если все сделано правильно, то получается прочное и надежное соединение, можно сваривать и разнородные металлы.

Возможна ли резка давлением
Резка давлением используется при выполнении надсечек, перфорации и биговки. Этот метод эффективен в случае работы с нетвердыми материалами, когда не требуется высокая скорость работы и давление ограничено. Между ножом и валом противодавления происходит прямой контакт. При повышении давления износ ножа увеличивается прямо пропорционально.
Если требуется высокая производительность, то используют оборудование ножничного типа.
Плюсы и минусы сварки с помощью давления
Есть несколько разновидностей сварки давлением, и каждая из них имеет как преимущества, так и недостатки.
Преимущества холодной сварки:
- поверхности деталей не нагреваются;
- работа выполняется быстро;
- после проведения работ практически нет грязи;
- не требуются особые навыки оператора.
Недостаток в том, что при выполнении таких работ могут сильно меняться размеры деталей, особенно это касается такого метода сварки, как ковка.
Преимущества сварки трением:
- для выполнения работ требуется небольшая мощность;
- металл нагревается до невысокой температуры;
- сварка выполняется быстро.
Недостаток в том, что в области шва детали повреждаются. Одна из них должна быть круглой формы, чтобы она могла ввинчиваться во вторую, которая плоская.
Преимущества сварки взрывом:
- заготовка нагревается на короткое время;
- шов обладает высокой прочностью;
- работа выполняется быстро.
Для выполнения такой сварки нужны специальные места, это связано с образованием взрывной волны, поэтому и техника безопасности должна быть соответствующей.
Достоинства диффузионного метода:
- подходит для соединения разных металлов, при этом толщина заготовок также может не совпадать;
- шов не требует дальнейшей обработки;
- расход энергии небольшой.
Для выполнения таких работ понадобится соответствующая квалификация сварщика и специальное оборудование.
Преимущества контактной сварки:
- прочный и аккуратный шов;
- работа выполняется быстро.
Для выполнения сварочных работ таким методом понадобятся сложные аппараты.
Существующие способы сварки давлением позволяют соединять детали, когда это невозможно сделать классическими видами плавления. Они отличаются меньшими затратами энергии, а большинство из них имеют простое техническое решение, что делает такую сварку популярной, и на многих производствах она вытесняет традиционные технологии.
Особенности электрошлаковой сварки

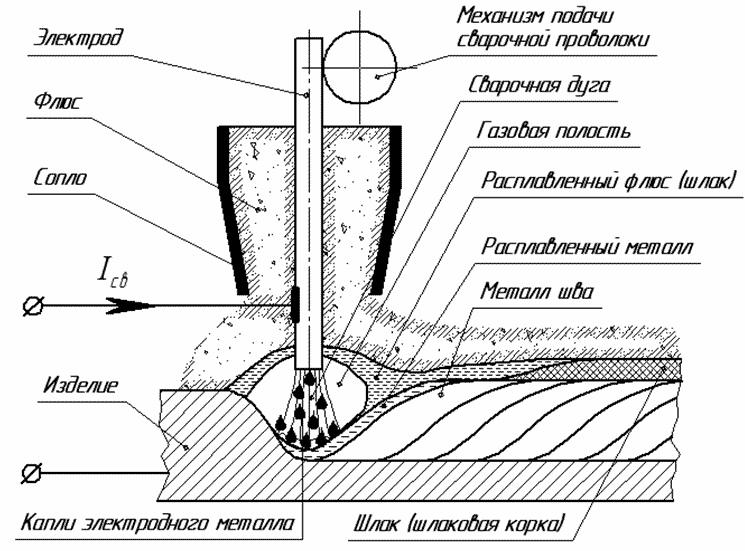
Электрошлаковая сварка (ЭШС) применяется для массового вертикального соединения металлических деталей. Способ при невысокой себестоимости помогает получать качественные швы. Флюс защищает расплавленный материал от окисления, способствует лучшему прогреву металла. Плавящийся электрод или присадочная проволока являются легирующим компонентом.
Отсутствие дуги – главный отличительный признак этого метода. Электроэнергия передается шлаку, считающемуся проводником. Это способствует выделению нужного для расплавления тепла. Перед началом работы специальный электрод помещают в емкость с побочными продуктами. Способ сварки имеет такие особенности:
- большое расстояние между деталями, расположенными вертикально;
- отсутствие контакта сварочной ванны с кислородом (вся площадь остается под шлаком);
- небольшой расход флюса, легирование соединения плавящимся электродом;
- длительное пребывание шва в жидком состоянии, способствующее испарению газов.
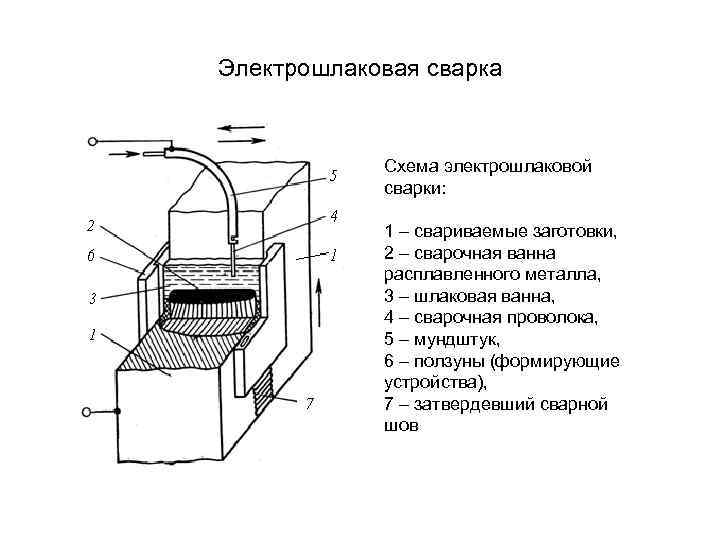
Суть процесса
Сущность технологии заключается в передаче тока шлаку, а от него – электроду и кромкам деталей. Стабильность процесса обеспечивается постоянной температурой, которая может достигать 1900-2000 °C.
Большая часть тепла попадает в сварочную ванну, далее энергия поступает к краям деталей.
Основные схемы
Электрошлаковый метод используют не только для соединения деталей, но и для отлива, наплавки. Сварку выполняют плавящимися электродами или мундштуками, присадочными прутками большого диаметра. Существует 6 основных схем работы, которые можно увидеть на изображении.
Стоит рассмотреть особенности каждого варианта:
- Первые 2 способа считаются самыми распространенными. Их применяют для соединения заготовок высотой 2-4,5 см с помощью присадки диаметром 3 мм.
- Третья схема может использоваться для сварки более массивных конструкций. Толщина каждой детали может достигать 12 см.
- Четвертый вариант отличается высокой производительностью.
- Пятая схема относится к категории узконаправленных методов. Ее используют при работе с низколегированными сталями. Высота листа может достигать 10 см.
- Шестая схема предназначена для создания габаритных конструкций без дальнейшей термической обработки. Толщина свариваемых заготовок может составлять до 6 см. Способ помогает получить прочный однородный шов.
Типы сварных швов и соединений
Технология ЭШС позволяет варить детали, находящиеся в разных пространственных положениях. Самыми используемыми считаются следующие виды швов:
- Стыковые соединения. Между деталями оставляют небольшое расстояние, что считается главной особенностью электрошлаковой технологии. Порядок разделки кромок и формирования сварных швов регулируется ГОСТ 15164. При сварке встык разных по толщине деталей утончают более толстый край. Допускается приваривание металлической пластины к менее массивной заготовке.
- Тавровые и угловые соединения. Применяются реже, чем стыковые. При использовании плавящегося мундштука сварные кромки разделывают K- или V-образным способом.
- Прямолинейные соединения. Выполняются в вертикальном положении. Допускается небольшой наклон.
- Кольцевые швы. Используются при работе со сферическими или цилиндрическими заготовками.
Сферы применения
Технология считается узкоспециализированной. Ее применяют в судо- и автомобилестроении, создании мостов и других массивных конструкций. С помощью ЭШС сваривают опорные элементы прокатных станков, вес которых достигает 100 т. Технология может применяться при электрошлаковом переплаве. Ток в этом случае поступает не к присадочной проволоке, а к расплавляемому материалу. ЭШС не используют для:
- работы с тонкостенными элементами, которые под шлаком полностью расплавляются;
- формирования разнонаправленных соединений;
- сварки слишком массивных деталей, которые невозможно охватить ползунами.
Типы электрошлаковой сварки
Способы различаются видами присадочных материалов и способами их подачи.
С электродными проволоками
Материал выбирают с учетом типа сварочного аппарата, характеристик соединяемых металлов. Проволока поступает в пространство между деталями медленно. Ее подают сверху вниз, следуя за передвигающимися электродами.
С электродами большого сечения
В процессе сварки используются круглые или прямоугольные элементы увеличенного диаметра. Их придвигают к зазору по мере формирования расплава. В отличие от проволоки, электроды увеличенного сечения быстро образуют большой объем шовного материала.
С плавящимся мундштуком
Технология объединяет 2 предыдущих способа. Токопроводящие пластины устанавливают в положение, способствующее быстрому нагреву флюса. По направляющему мундштуку в сварочную ванну поступает проволока. Способ предназначен для формирования криволинейных соединений.
Подготовительные работы
Сварку начинают с выбора присадочных материалов и оборудования. После этого подготавливают детали к соединению.
Выбор сварочных материалов
Типы используемых для ЭШС проволок можно изучить с помощью таблицы:
Выбор режимов
Главными показателями являются:
- сила тока, I;
- снижение напряжения между шлаковой ванной и электродом, U;
- скорость поступления проволоки, Vе;
- скорость ведения электрода, Vсв;
- глубина шлаковой ванны, h;
- вылет проволоки, L;
- скорость колебаний электрода, Vk;
- число стержней, n;
- сечение электрода.
Для расчета силы тока применяют формулу I=(0,22Ve 90)n 1,2(Vсв 0,48Vп)ab, где a и b – высота и ширина заготовок. Скорость подачи присадки составляет: Vе= VсвF/S. Показатели Vk, L, h являются постоянными.
Выбор количества электродных проволок
Параметр зависит от габаритов свариваемых заготовок. Если толщина не превышает 5 см, работают с 1 проволокой. 2 электрода требуются, когда параметр составляет 5-12 см. При сварке более массивных элементов применяют 3 проволоки.
Подготовка изделий
Перед началом работы торцы деталей очищают от ржавчины, оксидной пленки. Для этого используют специальные шлифовальные машины. Кромкам придают нужные формы и размеры. Рекомендуют устанавливать детали с клиновидным зазором, увеличивающимся кверху. Угол раскрытия выбирают с учетом способа сварки и фиксации заготовок. Показатель чаще всего составляет 1-2°. Детали закрепляют планками или скобами, привариваемыми вдоль стыка. После завершения сварки фиксаторы срезают газоплазменным способом.
Технология электрошлаковой сварки
Процесс расплавления кромок деталей начинается после подачи флюса в сварочную ванну. Обрабатываемая область нагревается до нужной температуры. Существуют 2 метода создания шлаковой ванны:
- Твердый старт. Плавление начинается за счет горения электрической дуги. Нужные характеристики ванны поддерживают, подсыпая шлак.
- Жидкий старт. В рабочую зону подают расплавленный флюс. Материал предварительно нагревают в печи.
При использовании первого метода наблюдается повышенный расход электроэнергии из-за необходимости увеличения силы тока. Дно планки нужно засыпать металлическим порошком, требующимся для возбуждения дуги. В процессе нужно контролировать состояние расходных материалов, регулярно добавлять их.
Применяемое оборудование
Чаще всего для сварки электрошлаковым методом используют станок А535. Он работает с переменным током, подходит для создания продольных или кольцевых швов шириной не более 30 см. Аппарат имеет такие технические характеристики:
- толщина свариваемых заготовок – до 45 см;
- способ питания – подключение к сети 380 В;
- число электродов – 3;
- частота тока – 50 Гц;
- диаметр присадочной проволоки – 3 мм.
Реже используется станок А550. Сварка ведется тем же способом, что и при работе с предыдущим агрегатом. Однако технические характеристики станков несколько отличаются. В А550 устанавливают высоту хода автоматических ползунов, зависящую от толщины деталей.
Контроль качества
Появление дефектов ухудшает качество сварного соединения, делая его менее прочным. Для обнаружения недостатков предназначены специальные методы.
Характерные дефекты
При работе по технологии ЭШС сварные соединения могут приобретать такие недостатки:
- Горячие трещины. Возникают при работе с любыми видами сталей. Однако наиболее подвержены трещинам высокоуглеродистые сплавы. Способствует появлению дефектов и высокая скорость сварки при жесткой фиксации деталей.
- Холодные трещины. Появляются при соединении заготовок из среднелегированных сталей с ферритовой присадкой. Предотвратить появление дефектов помогает уменьшение глубины ванны, равномерный провар соединения.
- Иные дефекты. К ним относятся посторонние включения, поры, непровары. Появляются при несоблюдении правил сварки.
Способы контроля сварных швов
Соединения, получаемые в результате ЭШС, требуют комплексного исследования. Применяют такие методы контроля:
Преимущества и недостатки
К положительным качествам технологии относятся:
- Защищенность металла от окисления. Нет необходимости использовать аргон или другой газ.
- Равномерный разогрев, медленное остывание деталей. Повышение температуры начинается с флюсового слоя. Шлаковое покрытие поддерживает стабильный уровень нагрева. Это положительно влияет на качество шва.
- Минимальное влияние силы тока на процесс формирования соединения. Прогрев происходит не из-за дуги, а благодаря шлаку. Расплавление не прекращается после отключения станка от электросети.
- Возможность сваривания толстых деталей за 1 проход. Необходимость формирования многослойных швов отсутствует. При использовании 2 электродов можно соединять заготовки толщиной более 20 см.
- Минимальный расход шлака. Объем материала не превышает 5% от массы металла. Затрачивается небольшое количество энергии. Потери, свойственные другим технологиям сварки, отсутствуют.
- Высокий КПД. При минимальных денежных вложениях можно выполнять объемные сварочные работы.
- Автоматизация большей части сварочных процессов.
- Сокращение длительности подготовительного этапа. Необязательно разделывать кромки. Зазор между деталями заполняется расплавом.
К недостаткам метода можно отнести:
- невозможность формирования некоторых видов швов (способом ЭШС выполняют лишь вертикальные или подобные им соединения);
- непрерывность процесса;
- зернистость корневого слоя, снижающая прочность шва.
Дополнительная информация
Параметры шва (ширину, глубину, внешний вид) можно менять, используя тот или иной режим. Главными факторами считаются:
- места установки электродов;
- скорость ведения сварки;
- число электродов;
- электрические параметры.
Дополнительные величины должны устанавливаться в соответствии с основными. Малейшие изменения отражаются на свойствах шва. При небольшой удельной силе тока электрошлаковая сварка протекает стабильно. С ее помощью можно соединять стержни с металлическими листами.
Как использовать ультразвуковую сварку

Ультразвуковая сварка не предполагает плавления металла. Этим она выгодно отличается от газовой, электродуговой и контактной. Данное преимущество особенно востребовано при производстве мелких изделий, например микросхем.

Кратко об ультразвуке
Механическое воздействие на твердую, жидкую или газообразную среду приводит к возникновению в ней области сжатия, распространяющейся во все стороны за счет упругих сил.
Серия таких волн образует звук. В процессе их распространения частицы среды совершают механические колебания вдоль направления движения импульса.
Данное явление характеризуется 2 физическими величинами:
- Количеством волн, проходящих через точку среды за единицу времени (частотой). Эта величина определяет тон звука.
- Амплитудой колебаний частиц. Зависит от интенсивности излучения (силы звука).
Приставка «ультра» означает, что частота колебаний превышает порог слышимости человека (18 кГц).
За счет чего происходит сварка
Заготовки сращиваются под влиянием 3 факторов:
Последний применяют только в отношении толстостенных заготовок и материалов с повышенной твердостью.
Принцип действия
Сварка ультразвуком основана на явлении рекомбинации. Оно заключается в разрыве одних жестких связей между атомами и молекулами твердого тела и возникновении других. Интенсивность процесса растет с увеличением амплитуды колебаний частиц. В «горячих» технологиях сваривания им для этого сообщают тепловую энергию, в данном методе – воздействуют звуком.
Слияние материалов происходит в следующем порядке:
- Производимые звукогенератором волны «раскачивают» молекулы одной из заготовок.
- Жесткие связи между некоторыми из них разрушаются.
- Одновременно возникают новые с молекулами второй заготовки. Этому способствует оказываемое на изделие давление.
Выделение тепла во время процесса
В зоне соединения наблюдается нагрев заготовок. Он обусловлен следующими причинами:
Тепло выделяется в количестве несоизмеримо меньшем, чем при газовой или электродуговой сварке. К нему чувствительны только наиболее тонкие заготовки. Для работы с ними сварочный аппарат оснащают системой охлаждения. В большинстве случаев ее приходится применять при 2-сторонней сварке.
Трение соединяемых поверхностей одна о другую приводит к разрушению оксидных и прочих пленок. Эта особенность позволяет исключить из технологического процесса предварительную зачистку заготовок, хотя она все же остается желательной. Образованию поверхностной окисной пленки наиболее подвержен алюминий.
Виды УЗС
Данная методика включает в себя несколько направлений. Они отличаются видом оборудования, способом применения ультразвука и пр.
Прерывная и непрерывная
Непрерывная технология предполагает безостановочное движение рабочего органа вдоль области соединения с неизменной скоростью и постоянным воздействием ультразвука. Образуется сплошной герметичный шов, востребованный, например, при изготовлении надувных изделий или пластиковой упаковки.
В прерывистом методе рабочий орган тоже движется равномерно, но звук излучается короткими импульсами.
Точечная сварка
Выставив излучатель в нужную позицию, производят импульс. Затем смещают рабочий орган на некоторый шаг, прижимают к деталям и снова активируют ультразвуковой генератор.
.jpg)
Точечная сварка позволяет быстро выполнить соединение на большой площади. Расстояние между точками определяется требуемой прочностью шва.
Роликовая сварка
Используется автоматизированное оборудование. Детали перемещаются между роликами, один из которых является излучателем.

Данный способ обеспечивает высокие точность и качество соединения.
Сварка по контуру
Детали соединяют по замкнутой линии любой конфигурации. По способу подачи энергии различают 2 разновидности сварки:
- Контактную. Предполагает равномерное распределение импульса по всему поперечному сечению заготовки. Метод используют для соединения внахлест пленок и деталей толщиной до 1,5 мм из мягкой пластмассы.
- Передаточную. Применяют для соединения жесткого пластика с высокими модулем упругости и коэффициентом затухания ультразвуковых колебаний. Импульс генерируется в нескольких точках.
Применение сварки ультразвуком
Данный метод создания неразъемных соединений используется при производстве:
- Деталей и схем электроники. Формируют полупроводниковые p-n переходы, подсоединяют выводы микросхем и т.д.
- Игрушек.
- Упаковки.
- Товаров широкого потребления с тонкостенными элементами. Например, с помощью УЗС изготавливают оправы очков.
- Аккумуляторов, батареек.
- Фреонопроводов в холодильных камерах.
- Медицинских изделий.
- Автомобильных узлов.
Также данный метод применяют для устройства электрических и теплопроводных соединений.
Возможности ультразвуковых волн
Метод позволяет соединять заготовки из следующих материалов:
Минимальная толщина изделия составляет 1 мкм. Например, в микроэлектронике методами УЗС к проволоке приваривают фольгу.
Ультразвук позволяет соединять разнородные материалы, например металл и стекло. Распространяясь по изделию, волны проникают в любые места, в т.ч. наиболее труднодоступные.
Установленные ограничения
Соединяют заготовки со следующими параметрами:
- Толщиной до 1,5-2 мм.
- Размерами не более 25-30 см.
Ограничения обусловлены затуханием звуковых колебаний в материале. Применение метода для соединения крупногабаритных заготовок является экономически нецелесообразным из-за непропорционального увеличения мощности оборудования.
Прочность получаемых швов
Сопротивление разрыву в зоне соединения достигает 70% величины, свойственной основному материалу. Для этого следует подобрать оптимальные параметры процесса.

Используемое в работе оборудование
Машина для УЗС состоит из следующих компонентов:
- Генератора ультразвука.
- Трансформатора упругих колебаний (бустера).
- Волновода (сонотрода). Может снабжаться наконечником.
- Опоры (наковальни).
- Охлаждающей установки.
- Блока питания.
Дополнительные узлы (присутствуют на некоторых моделях):
Оборудование делится на:
- Механизированное. Машина поддерживает параметры на заданном пользователем уровне, специальное устройство подает деталь под наконечник.
- Автоматизированное. Применяется на крупносерийном производстве. Участие оператора не требуется, все операции, в т.ч. выбор и ввод параметров, машина выполняет самостоятельно.
- Ручное. Исполнитель сам контролирует параметры процесса и ведет наконечник волновода вдоль шва. Выпускаются переносные модели.
Мощность аппаратов для УЗС составляет 100-1500 Вт.
Изменяемые параметры
Перед началом работы в настройках задают следующие величины:
В некоторых случаях дополнительно вводят:
- Температуру предварительного нагрева заготовок.
- Высоту установки наконечника.
Оптимальное значение каждого параметра устанавливают в лаборатории опытным путем. Варят пробные образцы на разных настройках, затем подвергают их испытаниям на прочность. Комбинацию, давшую наиболее стойкое соединение, переносят на производство.
Как работают сварочные машины
Принцип действия оборудования выглядит так:
- Блок питания преобразует сетевой ток в высокочастотный. Обработка осуществляется в 2 этапа. Сначала выпрямитель превращает сигнал в постоянный, затем инвертор (электронный узел под управлением микросхемы) – в переменный с заданной частотой. Показатель в десятки кГц обеспечивают быстропереключающиеся транзисторы.
- В генераторе ультразвука пьезоэлектрический преобразователь превращает ток в механические колебания той же частоты. Стандартом являются 20 или 40 кГц, реже используют 60. В исследовательской практике частоту повышают до 180 (кГц).
- Трансформатор упругих волн увеличивает амплитуду колебаний в 5 раз. Для сваривания материалов она должна достигать 10-15 мкм. Трансформатор может дополняться концентратором.
- Импульс передается по волноводу к заготовке.
При 2-сторонней сварке опора, на которой лежат детали, выступает в роли второго волновода.
Инструкция: как вести процесс ультразвуковой сварки
Оператор действует в следующем порядке:
- Включает машину.
- Фиксирует одну из заготовок на опоре.
- Устанавливает в проектное положение привариваемую деталь. Их может быть несколько.
- Опускает на заготовки пресс со сварочным наконечником.
- Подает команду на генерацию импульса.
- Поднимает пресс.
- Визуально оценивает качество шва.
Непрерывная сварка производится в том же порядке, только после опускания пресса оператор активирует роликовый механизм для перемещения деталей под наконечником.
Волновод ручного аппарата снабжен пистолетом. Оператор прижимает его к заготовке и нажатием курка активирует генератор. Оптимальное усилие подбирают опытным путем.
Особенности работы с металлами
Соединение металлических заготовок должно совершаться при повышенных температуре и давлении. Поэтому перед сваркой их подвергают индукционному нагреву, а на прессе устанавливают следующее прижимное усилие (кгс):
- для алюминиевых деталей толщиной 0,1 мм – 7-15;
- для титановых размером 0,2 мм – 40.
Метод позволяет соединять тугоплавкие сплавы, а также пары металлов, плохо совместимые при других способах сваривания. Например, алюминий с медью или никелем.
Полимеры и иные материалы
Соединение пластмасс и композитов производят без предварительного нагрева. На прессе устанавливается относительно небольшое прижимное усилие. Например, для сварки полиэтиленовой пленки толщиной 0,02 мм оно составляет 1,5 кгс.

Если используется металлизированная версия материала, усилие повышают до 15 (кгс).
Плюсы ультразвуковой сварки
К достоинствам метода относят:
- Высокую скорость. Операция длится менее 3 секунд, что сравнимо только с контактной сваркой.
- Низкие энергозатраты.
- Отсутствие потребности в расходных материалах. Не нужны присадочный материал, флюс или защитный газ, как в электродуговой технологии.
- Отсутствие деформаций. Обусловлено низкой температурой нагрева.
- Высокое качество шва. Прочность сочетается с аккуратным внешним видом – отсутствуют валик и окалина. В зоне соединения образуются зерна небольшого размера, что придает стыку пластичность.
- Возможность соединять детали любой конфигурации.
- Отсутствие вредных для здоровья испарений.
- Низкие требования к квалификации сварщика.
- Возможность соединять заготовки без зачистки поверхности. Требуется только обезжиривание.
- Малую допустимую толщину детали – до 1 мкм.
- Широкий перечень соединяемых материалов.
- Возможность сваривать разнородные вещества.
- Отсутствие электромагнитного излучения и наводок, вызванных протеканием тока в детали.
Недостатки УЗС
К недостаткам технологии относят:
- Ограничения по размеру заготовок.
- Высокую стоимость оборудования.
- Чувствительность к влажности.
- Следы от прижатого с большим усилием инструмента. Остаются на пластике и других мягких материалах.
С развитием технологий стоимость оборудования снижается.
Ограничения по толщине в некоторых случаях удается преодолеть за счет придания заготовке особой формы. В результате возникает эффект акустической линзы: волны не рассеиваются, а фокусируются в нужной точке.
Частые дефекты
В большинстве случаев приходится сталкиваться со следующими нарушениями:
- Подрезами. Представляют собой канавки вдоль шва.
- Непроваром.
- Свищами. Представляют собой трубчатые полости в материале, образованные выходящим газом.
- Прожогами.
Подрезы образуются в мягких материалах из-за сильного давления наконечника. Сечение детали в этом месте уменьшается, а с ним и прочность. Кроме того, канавка служит концентратором напряжения, что повышает вероятность разрушения. Для предотвращения появления подрезов требуется качественно заточить рабочий торец волновода или наконечника.
Свищи появляются при заваривании банок с жидким продуктом. Об их наличии свидетельствует туман, окружающий стык в процессе обработки. Причиной является «ультразвуковой ветер» – движение воздуха от излучателя, вытесняющее жидкость из емкости. Необходимо подобрать оптимальную комбинацию параметров в соответствии с вязкостью продукта.
Непроваренные участки появляются при заниженной интенсивности излучения, не соответствующей размерам заготовок. В большинстве случаев подобные дефекты возникают при сваривании деталей с разной толщиной стенки. Интенсивность излучения настраивают на минимальный размер. Когда волновод подходит к более толстому участку, ее оказывается недостаточно. Требуется изменить конструкцию изделия либо применить программируемую машину с возможностью регулировки параметров в процессе выполнения шва.
Прожоги возникают по следующим причинам:
- неправильная настройка системы охлаждения;
- прилипание размягченного полимера к волноводу.
Опытным путем было установлено, что наиболее качественные швы получаются при наличии насечек или накатки на торце наконечника. Выступы необходимо скруглить, чтобы избежать внедрения инструмента в материал.
Полезная литература
Для освоения УЗС рекомендуется ознакомиться со следующими источниками:
- В. Ю. Вероман, А. Б. Аренков: «Ультразвуковая обработка материалов».
- И. Г. Хорбенко: «Ультразвук в машиностроении».
- И. Д. Клеткин, В. П. Полухин и др.: «Ультразвуковая сварка при изготовлении одежды».
Полезно иметь справочники с указанием оптимальных параметров для разных условий сварки.
Читайте также: