Устройство для сварки пнд
Обновлено: 02.07.2024
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
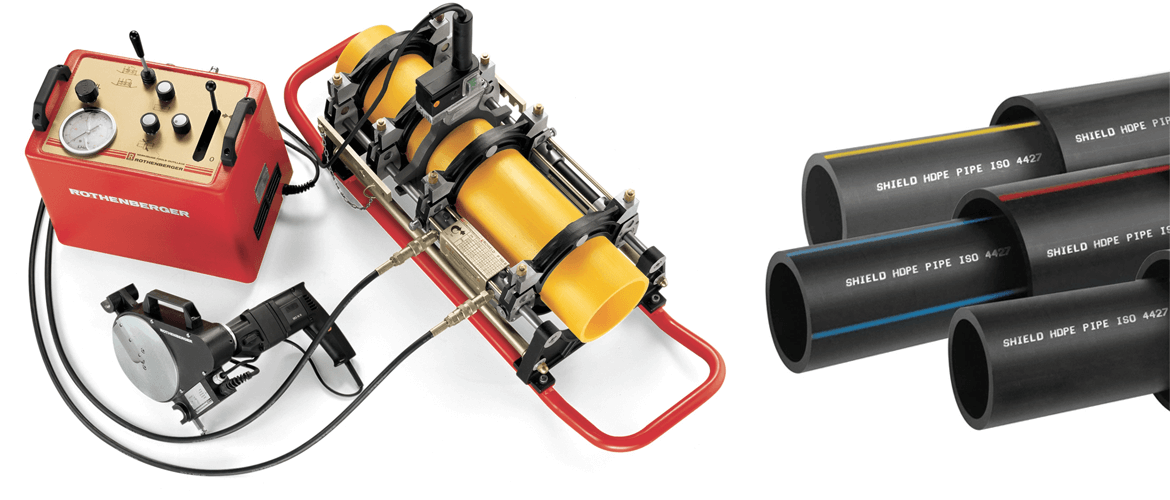
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Выбираем сварочный аппарат для полиэтиленовых труб
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
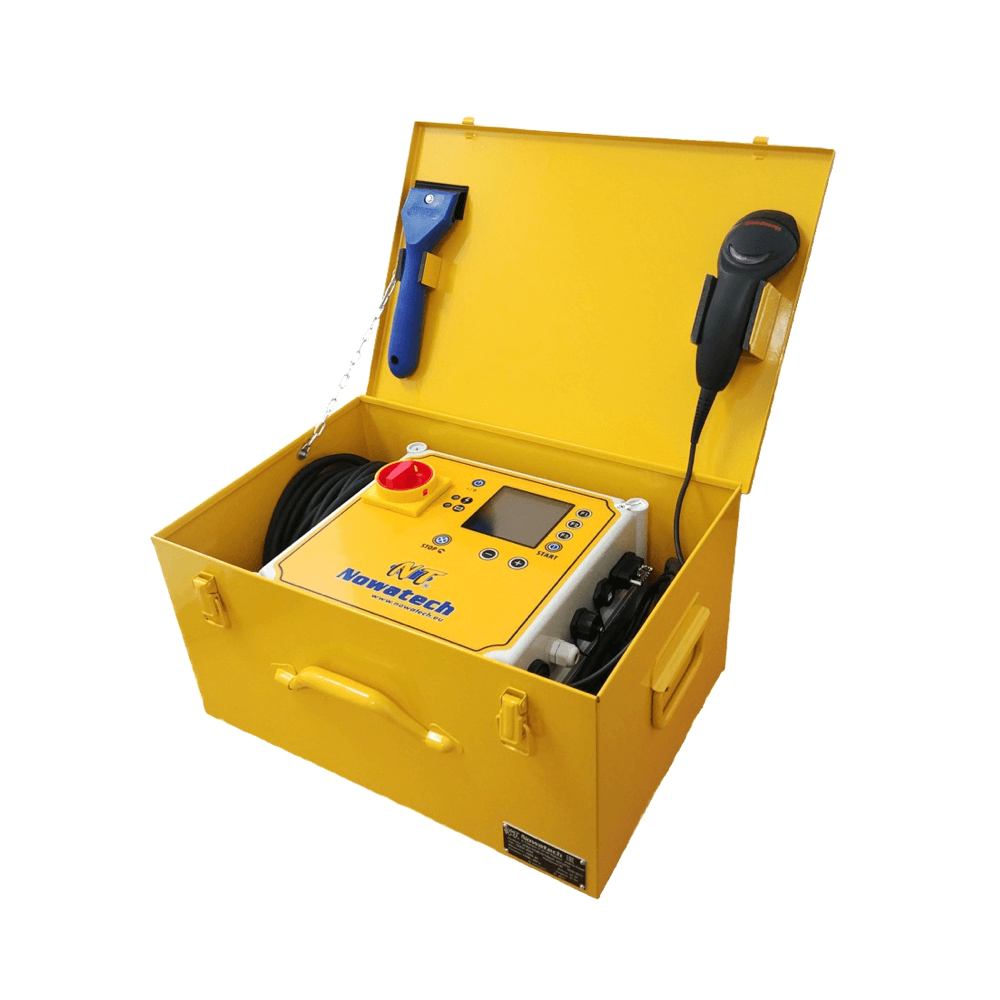
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | - |
| ZERN-800 Plus | 160 | 1,45 | - |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | - |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | - |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
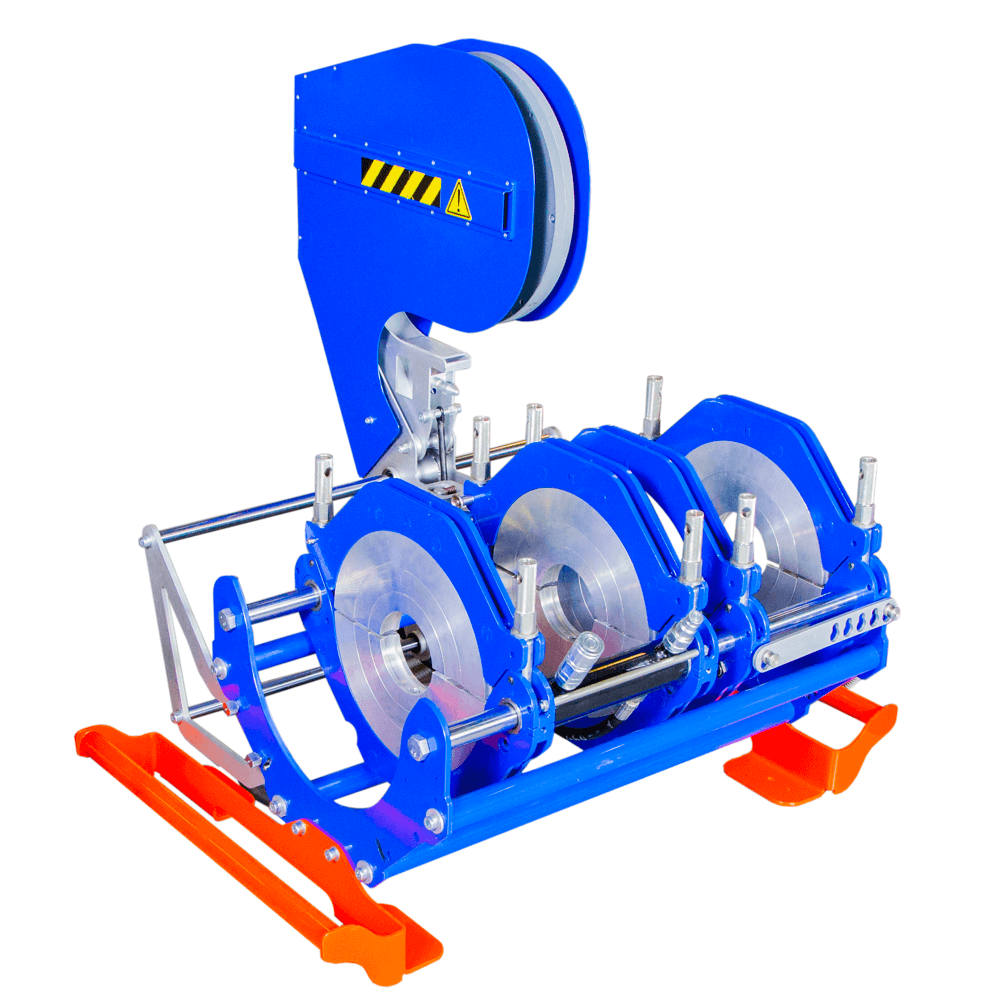
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
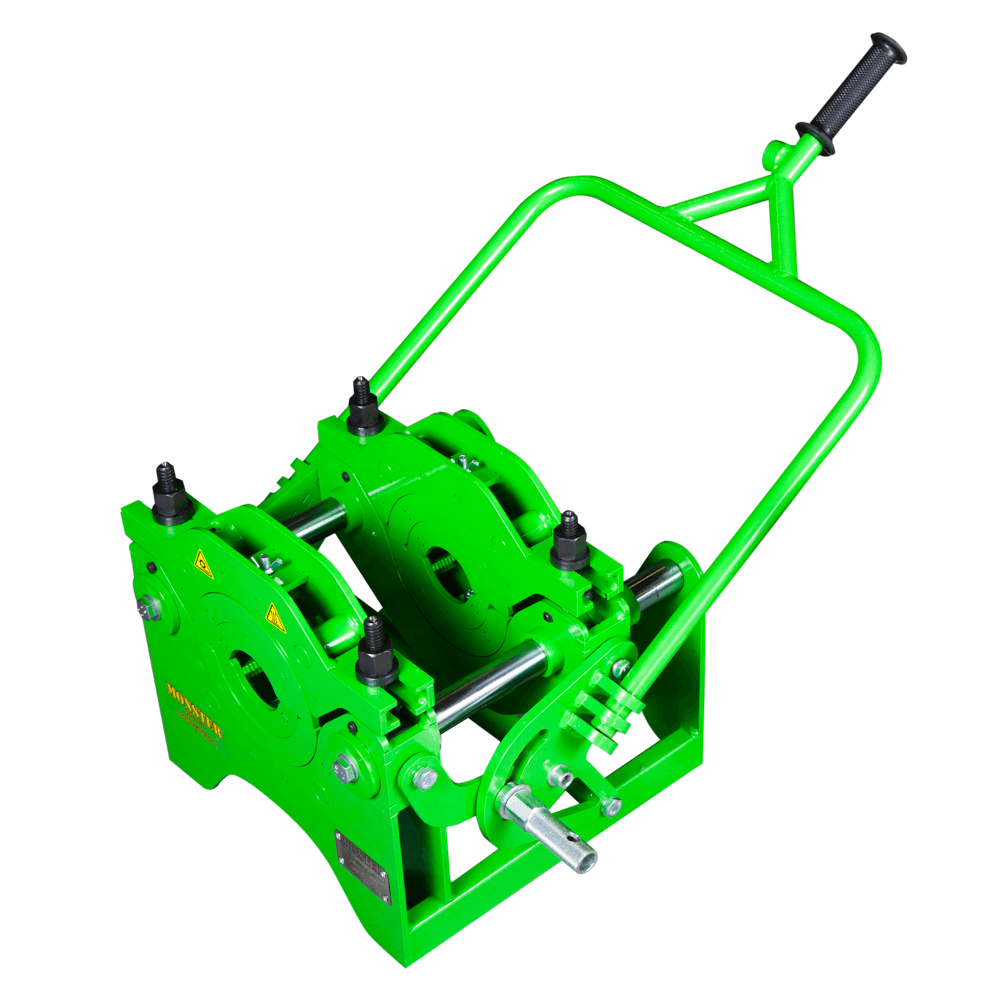
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
Выбираем аппарат для качественной сварки полиэтиленовых труб
Полиэтиленовые трубы – легкий и комфортный материал для прокладки коммуникационных систем. Для того чтобы конструкция был надежной, необходимо использовать специализированное оборудование – аппарат для сварки труб из полиэтилена. Прежде чем приобрести устройство, нужно определиться с нужной моделью и способами проведения работ.
Выбор оборудования для пайки трубопроводных систем зависит от особенностей планируемых работ и способа соединения труб.
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
- Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
- Выбор подходящих насадок и их монтаж в агрегат для пайки.
- Разогрев прибора до оптимальной температуры.
- Размещение окончаний труб на насадках и прогрев до необходимой температуры.
- Одномоментное снятие срезов и их соединение между собой. Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
При проведении крупномасштабных работ по монтажу трубопроводов необходимо заранее подготовиться и купить винтовой компрессор.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Рекомендуем ознакомиться: Трубы полипропиленовые и их размеры: как параметры влияют на эксплуатацию системы
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
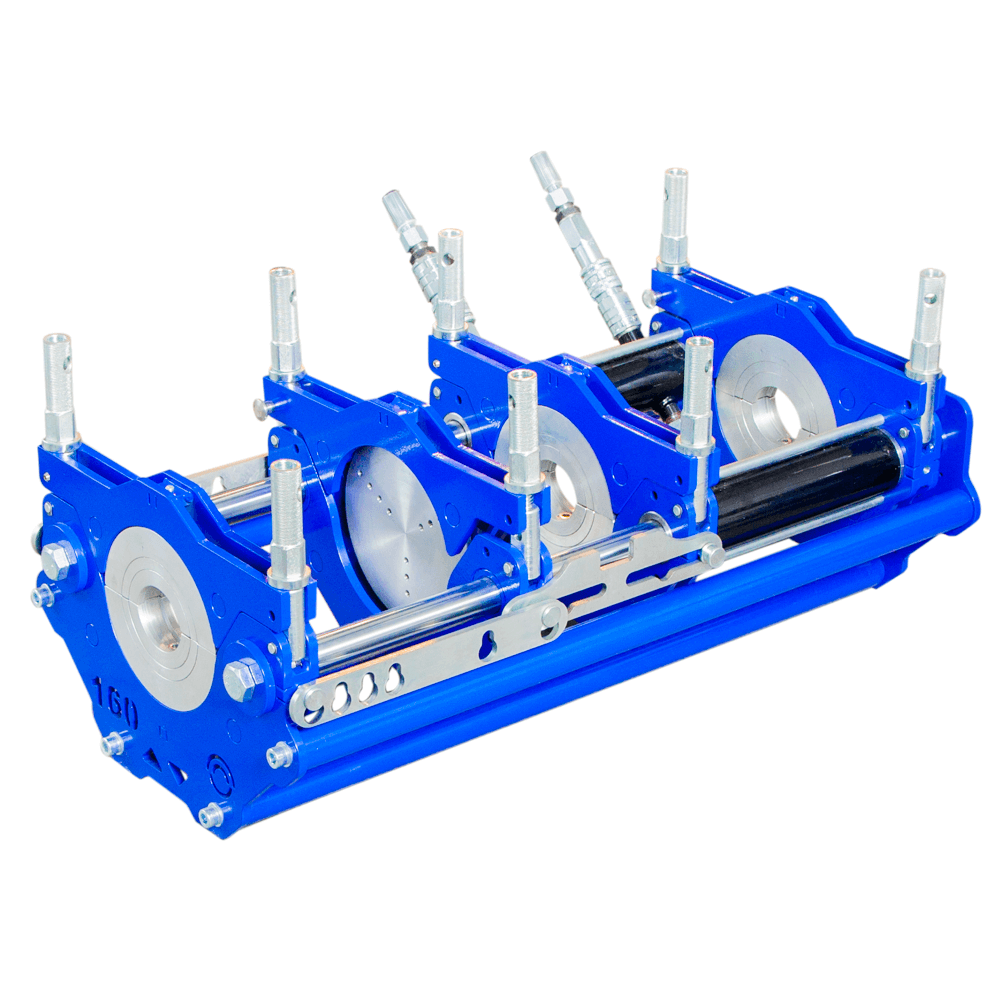
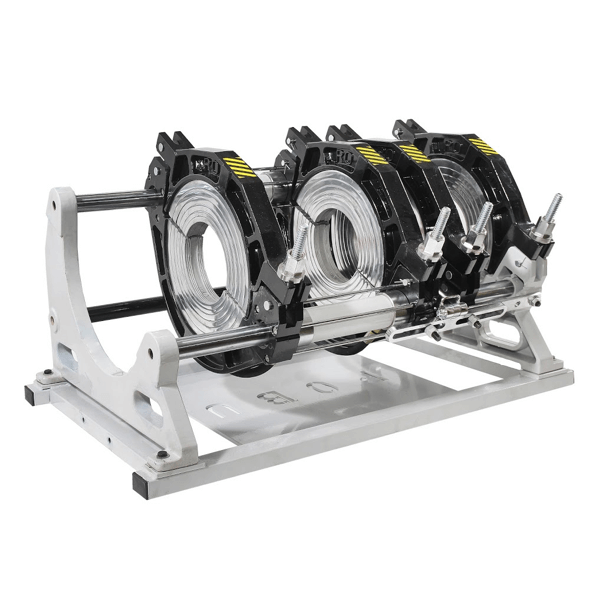
Сварочное устройство для труб ПНД (полиэтиленовые трубы низкого давления)
Такой вид устройства оснащен станиной, к которой крепятся нагреватель, торцеватель, центратор с фиксирующими элементами и привод.
Привод для устройств пайки ПНД труб бывает механический, когда работу агрегата обеспечивают прилагаемые усилия монтера, который управляет винтом или рычагом и гидравлический.
Если первый тип не подходит для пайки труб диаметр которых превышает 160 мм, то второй предназначен для пайки частей трубопровода свыше 160 мм.
Элемент накаливания в таких приборах – головка с насадками типа дорна и гильзы. Дорн осуществляет плавку изнутри трубы, а гильза расплавляет область снаружи. Насадки заблаговременно прокаливают до оптимальной температуры, затем на них надевают трубу и соединительную муфту.
После нагревания срезов, муфту и трубу соединяют и держат под давлением до полного остывания. Эта деталь дает возможность скрепления труб различных диаметров (от 4 до 200 мм).
Приборы на основе гидравлики делятся на три вида, и классифицируются по уровню автоматизации:
- Гидравлика ручного типа. Такой агрегат используют для устройства трубопроводных коммуникаций со средним и низким уровнем давления. Этапы управления и регулировка температурных режимов осуществляется вручную. Параметры плавки определяют по специальной сварочной таблице.
- Гидравлика полуавтоматического типа. Используется в соединении заготовок большого и среднего диаметра. В комплектацию входит электронный блок с функцией фиксирования температурного режима и определения давления масла в механизме привода. Сверив полученную информацию, устройство выводит ее на экран. По завершении работы выдает протокол.
Обратите внимание! В комплектацию некоторых агрегатов полуавтоматического типа не входит блок протоколирования. Его можно установить самостоятельно.
- Гидравлика автоматического типа. Обеспечивает полную автоматизацию процесса сварки без участия оператора. Управление осуществляется электронным модулем, после того, как будут заданы необходимые параметры. Аппарат самостоятельно определяет нужный температурный режим, с учетом показателей окружающей среды. По завершении работы выдает протокол с обозначением важных параметров. Автоматический способ сварки трубопровода гарантирует отсутствие дефектов шва и высокий уровень герметичности. Приборы такого типа применяют в постройке нефте- и газопроводов, где присутствует высокое давление.
Рекомендуем ознакомиться: Как провести водопровод для личного пользования и полива на даче из труб ПНД своими руками
Пайка с помощью электромуфты
Электромуфта, представляет собой фитинг с нагревателем закладного типа. Нагрев срезов труб обеспечивает спираль муфты находящейся под током. Соединение труб осуществляют путем надевания муфты на концы обеих труб.

К преимуществам сварки электромуфтой относят:
- Возможность соединения скрученных в бухты труб из термопластика большой протяженности.
- Применение на труднодоступных участках коммуникационных систем.
- Возможность использования в различных температурах (от -20 до +50).
Электрооборудование для сварки с помощью фитингов бывает двух видов:
- С ручным управлением. Сварщик самостоятельно вводит нужные параметры напряжения и время воздействия.
- Автоматизированные. Данная модель оснащена сканером для считывания штрих кодов электромуфты, что позволяет задать необходимые параметры сварки и сохранить информацию о процедуре на флеш-карте.
Особенности аппаратов для электромуфтовой сварки
Сварочные приспособления этой группы характеризуются экономичностью в плане энергопотребления и легковесностью.
Сварочный стыковой аппарат для ПНД труб
Получение прочного и долговечного соединения при сварке пластмассовых и полимерных соединений обеспечит стыковая сварка. К наиболее частому применяемому оборудованию относится сварочный стыковой аппарат. Его использование имеет свои нюансы.

Стыковая сварка
Одна из разновидностей способов соединения деталей - это стыковая сварка. С ее помощью можно обеспечить соединение различных конструкций, в том числе состоящих из полимерных материалов. В частности, это относится к сварке полиэтиленовых труб. Возможность осуществлять такие надежные соединения позволяет предназначенный для этого сварочный аппарат для стыковой сварки полиэтиленовых труб.
К сфере применения соединяемых полиэтиленовых деталей относятся трубопроводы и газопроводы, но также могут использоваться и менее громоздкие сооружения, поэтому этот метод можно применять и в быту. Возможно соединение отрезков различной длины. Результатом является получение герметичного шва. Суть способа методом оплавления заключается в соединении стыков деталей, которые предварительно были доведены до состояния вязкотекучести посредством нагретого элемента.
Когда стыковое соединение происходит методом сопротивления, то торцы деталей прижимаются специальными губками к электродам. Этот способ рекомендуется применять, когда соединению подлежат детали небольшого сечения. В обоих случаях используется оборудование для стыковой сварки. Это позволяет автоматизировать сварочный процесс и увеличить производительность.
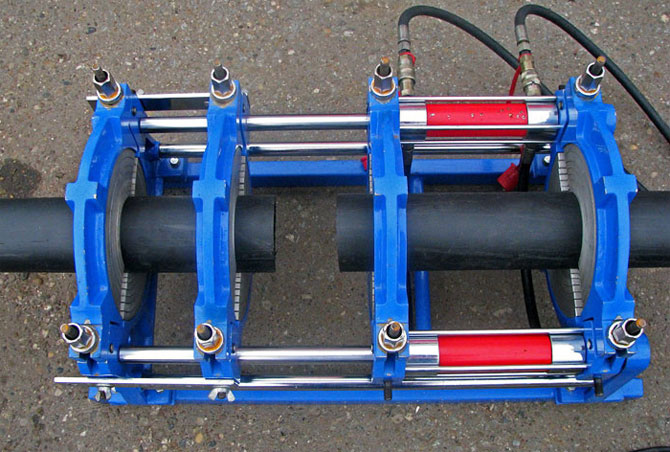
Конструкция
Перед началом соединения полимерных и пластмассовых изделий необходимо подготовить аппарат для стыковой сварки. Его конструкция состоит из таких основных деталей:
- центратор;
- нагреватель;
- торцеватель;
- привод;
- вкладыши.
Роль центратора заключается в фиксации соединяемых деталей таким образом, чтобы обеспечить их соосность. В центраторе имеются неподвижные и подвижные зажимы. Допускается лишь совсем незначительный зазор. Контроль правильной центрировки осуществляется наблюдением за показателями на шкале аппарата.
Торцеватель обеспечивает обработку срезов соединяемых элементов так, чтобы появилась возможность их полного соприкосновения. Он совмещен с центратором и устанавливается на общей с ним станине. Самый важный узел - нагреватель - это покрытая тефлоном пластина. Ее особенность состоит в том, что поверхность повторяет конфигурацию соединяемых деталей. Именно для нагревательного элемента выставляются режимы температуры и времени нагрева.
С помощью привода разогретые детали сближаются друг с другом. Существуют электрические и гидравлические приводы, а также ручные. Вкладыши будут препятствовать деформации изделий. Вкладыши относятся к сменным деталям, и применяются в зависимости диаметров соединяемых деталей.

Аппарат стыковой сварки, являющийся автоматизированным, имеет блок управления, делающий удобным выполняемую работу. Уменьшается возможность ошибочных действий при совершении сварочного процесса.
Сварка труб
Стыковую сварку можно применять к полиэтиленовым трубам, состоящими из идентичного материала и обладающими одинаковыми поперечными сечениями. Аппарат стыковой сварки ПНД труб применяется для изделий, толщина стенок которых не менее 0,5 сантиметра. Температура при сварке находится в диапазоне - от минус 15 до 45 градусов.

Перед началом процесса следует проверить овальность соединяемых труб. Она должна находиться в пределах нормы. Одинаковым должен быть диаметр и толщина стенок. Чтобы трубы были установлены в необходимом положении, требуется механическая обработка их торцов. Это можно сделать с помощью торцевателя, который в своем составе содержит аппарат для стыковой сварки ПНД труб. Обрезка осуществляется таким образом, чтобы была возможность плотного соприкосновения торцов деталей.
Виды оборудования
Сварочный аппарат для стыковой сварки может быть представлен в различных вариантах.
- Ручной. Управление происходит исключительно самим сварщиком.
- Полуавтоматический. Управляются также в большей степени оператором, но некоторые операции автоматизированы.
- Автоматический. При таком варианте функция оператора заключается в выставлении режимов сварки. Автоматическое оборудование целесообразно использовать при крупносерийном производстве.
Различие также составляют аппараты этого назначения по типу используемого привода. В аппаратах с механическим приводом требуемое давление выставляется оператором вручную. Стыковой сварочный аппарат для полиэтиленовых труб, оборудованный приводом механического типа, используется, когда предстоит соединять элементы диаметром до 250 миллиметров. Такой вид оборудования находит широкое применение.
К более хорошо оснащенным можно отнести приборы для сварки стыковочным методом, оснащенные гидравлическим приводом.

Такое устройство заставляет перемещаться узлы аппарата за счет использования энергии находящегося под давлением гидравлического масла. Происходит преобразование энергии жидкости в механическую. Используя такой вид приводов, можно осуществлять соединение полимерных труб большого диаметра.
Рекомендации по сварке
При соединении пластмассовых и полиэтиленовых деталей с помощью стыкового аппарата следует придерживаться проверенных временем рекомендаций. Не следует отклоняться от существующей технологии и грамотно осуществлять выставление режимов.
Так, например, перегрев свариваемых изделий может привести к образованию внутренних наплывов. Это приведет к нарушению передвижения жидкостей внутри трубы. Во время стыковки допускается отклонение от центрирования не более, чем на десять процентов от толщины труб. Детали не следует освобождать от зажимов, пока не произошло полное их остывание. Перед началом сварочного процесса необходимо еще раз ознакомиться с инструкцией по эксплуатации выбранного оборудования.
Интересное видео
Аппарат для электромуфтовой сварки ПНД труб
При прокладке трубопроводов из полиэтиленовых материалов регулярно требуется сваривание отдельных их участков. Среди существующих методов особое место занимает электромуфтовая сварка. Она относится к наиболее популярному виду соединения полиэтиленовых труб. Для осуществления этой технологии находит применение электромуфтовый сварочный аппарат.

Электромуфтовая сварка
Сущность электромуфтовой сварки заключается в соединении труб из пластика и полиэтилена с помощью электросварных муфт. Внутри муфты находится спираль, которая при подаче напряжения разогревается, и происходит сплавление муфты и свариваемой трубы. Существуют спирали открытые, частично скрытые и полностью закрытые. Электромуфта является основным нагревательным элементом. Надежное соединение образуется после того, как произойдет остывание и наступит кристаллизация материалов.
К достоинствам этого способа относятся:
- Возможность осуществлять процесс сварки в труднодоступных местах.
- Простота способа и его универсальность.
- Сварка сложных по конфигурации конструкций.
- Возможность соединять трубы разного давления и из различных материалов.
- Низкое потребление электричества.
- Соединение труб разного сечения.
- Высокое качество сварки.
В наличии всегда имеется большой ассортимент аппаратуры, среди которой нетрудно подобрать подходящий сварочник для электромуфтовой сварки.
Электромуфтовая сварка проходит следующие этапы:
- произвести торцевание окончаний свариваемых труб;
- снять оксидных образований с помощью скребков или специальных насадок;
- обезжирить концы соединяемых труб;
- установить муфту;
- зафиксировать трубы с помощью позиционера;
- процесс сварки;
- остывание.
При наличии овальности труб ее устраняют с помощью гидравлического выравнивателя перед тем, как установить их в позиционеры. Для того, чтобы качественно выполнить соединение этим методом, необходимо грамотно выбрать сварочный аппарат для электромуфтовой сварки.
Электромуфтовую сварку удобно применять при ремонте отдельных участков коммуникаций. Также ее можно назвать незаменимой при необходимости создания отдельных врезок. Этот способ не приводит к изменению прочности и гибкости основного материала.
Аппарат
Аппарат для муфтовой сварки полиэтиленовых труб обеспечивает монолитное соединение, устойчивое к вибрациям и ударам. Качество образуемого шва находится в зависимости от устройства конкретной модели. В зависимости от выбранного оборудования можно будет работать различных режимах - ручным или автоматическим. Имеются аппараты со смешанным режимом. С помощью такого оборудования имеется возможность управления параметрами дуги, снижения уровня шума и количества брызг.

Основными элементами конструкции являются трансформатор, регулятор напряжения, блок управления в виде микропроцессора. Помимо этого аппарат электромуфтовой сварки снабжен жидко-кристаллическим индикатором, памятью, встроенными вольтметром и омметром. Имеется выключатель с индикацией зеленого цвета. Важным элементом является регулятор температуры. Фитинги для электромуфтовой сварки играют роль соединительных деталей.
Конструктивно фитинг представляет собой полый стержень, изготовленный из полиэтилена высокой плотности, внутри которого имеется закрытая нагревательная спираль. По краям муфты расположены желобы, функция которых заключается в обеспечении плотного прилегания к поверхности трубы во время сварочного процесса. Это препятствует попаданию внутрь грязи и пыли. Функцию несущего элемента муфта не выполняет. Для этого имеется такое устройство как позиционер. Важной характеристикой при сварке является выставление соосности трубы и фитинга, а также обеспечение их надежной фиксации.

Аппарат для электромуфтовой сварки имеет возможность контроля процесса сваривания и его корректировки при необходимости в случае работы в автоматическом режиме. Все данные заносятся в специальный протокол. При его анализе можно выяснять имеющиеся недочеты. Имеется возможность изменять режим в зависимости от температуры и влажности окружающего воздуха. Начинать сварочные работы на следующем участке имеется возможность уже, установив новые данные, что будет способствовать улучшению соединения. При этом отключать источник энергии не требуется.
Процесс сварки
Аппарат для электромуфтовой сварки ПНД труб относится к универсальному виду оборудования. Надежность получаемого изделия обеспечивается плотным соединением деталей. Перед началом работы необходимо произвести подготовительные работы, заключающиеся в очистке торцов соединяемых труб и обеспечении их ровности. На торцы очищенных и обезжиренных труб следует одеть муфту и зафиксировать этот узел в позиционере. Одним из главных достоинств таких аппаратов является отсутствие необходимости предварительного прогрева.

Аппарат для сварки электросварных муфт ПНД надо подключить к электрической сети. Кабели следует подсоединить к нагревательному элементу муфты. Затем наступает время выбора необходимого режима сварки. После того, как устанавливается время и температура, аппарат можно запускать для осуществления сварочного процесса. Контроль осуществляется по виду получаемого шва и по индикаторам.
После окончания процесса необходимо произвести отключение кабелей от сети. Следует выждать некоторое время, чтобы полученный узел остыл. Это необходимо для стабилизации полученного соединения.
Выбор аппарата
Перед приобретением аппарата необходимо обратить внимание на его характеристики и возможности. Необходимо определиться, какой максимальный диаметр труб может быть подвергнут соединению с помощью этого оборудования и соответствует ли это профилю предполагаемых работ. Одним из главных параметром является величина потребляемой мощности. Важным обстоятельством служит мобильность прибора, габаритные размеры, вес и его компактность.
Читайте также: