Устройство машина шовной сварки
Обновлено: 11.05.2024
Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.

Шовная контактная сварка
Описание технологии шовной сварки
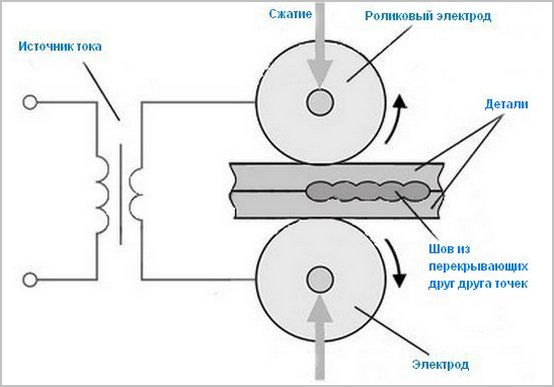
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.

Схема шовной сварки (принцип работы)
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.

Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
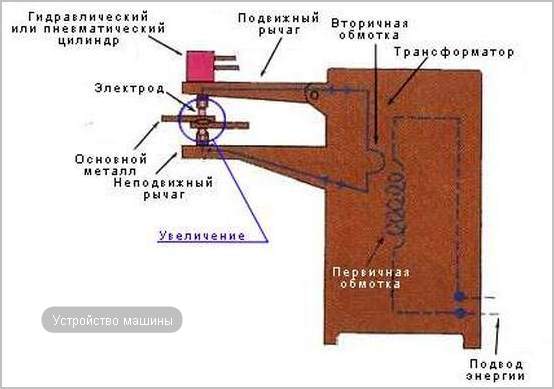
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.

Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.

Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.

Роликовый стенд для контактной сварки
Область применения
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.

Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Как получить герметичный шов
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Шовная машина (машина шовной сварки)
Конструктивными элементами шовных машин являются следующие: сварочные электроды (ролики), изготовляемые в виде дисков из бронзы различных марок. Диаметр роликов (350-450 мм) определяется назначением машины. Ширина рабочей поверхности 4-10 мм. Размеры рабочей поверхности выбирают в зависимости от толщины свариваемого металла.
Устройство подвода тока к сварочным роликам (скользящий токоподвод) — наиболее сложный элемент конструкции шовной машины. Сварочные ролики и электродные валы в процессе сварки нагружаются усилием сжатия, при этом скользящие токоподводы желательно разгрузить от этого усилия.

Рис. 14. Скользящий токоподвод машины шовной сварки
Наибольшее распространение получили именно разгруженные скользящие токоподводы, которые имеют ряд преимуществ (рис. 14): стабильное и низкое в течение всего срока службы электросопротивление, что исключает влияние степени износа скользящих контактов на силу сварочного тока; более длительный срок службы скользящих контактов вследствие постоянной компенсации износа трущихся пар электродный вал—контактные колодки и контактные колодки—токоподвод, а также вследствие наличия во внутренней герметичной полости токоподвода касторовой смазки.
В корпусе 3 токопровода помещен токоподводящий вал 7, вращающийся в подшипниках качения 4 и 5. К валу 1 прикреплен сварочный ролик 2, ток к которому подводится через шесть поджатых пружинами 6 мед нографитовых колодок 7. Усилие сжатия передается на электродный вал 1 через корпус 3 и подшипники качения 4 и 5. Внутренняя полость корпуса заполнена техническим касторовым маслом. Скользящие токоподводы такой конструкции применяют в верхних и нижних электродных устройствах шовных машин поперечной и продольной сварки.
Привод вращения сварочных роликов обеспечивает передачу крутящего момента на один или два сварочных ролика. Машины шовной сварки общего назначения используют электродвигатель ЭПУ2-1302Е и червячно-конический редуктор, связанные упругой втулочнопальцевой муфтой и установленные либо внутри корпуса машины, либо вне его. Передача крутящего момента с выходного вала редуктора на верхнее или нижнее электродные устройства обеспечивается карданным валом.
В шарошечном приводе вращения роликов, в отличие от рассмотренного выше, вращающий момент передается не на валы электродных устройств, а непосредственно на ролики путем прижатия к рабочим поверхностям роликов вращающихся шарошек, связанных с электрическими приводами вращения карданными валами. Шарошки формируют рабочие поверхности сварочных роликов, профиль которых изменяется в процессе сварки. Кроме того, шарошечный привод вращения роликов защищает их рабочие поверхности, что имеет особое значение при сварке покрытых металлов (например, при сварке освинцованных топливных баков). Необходимое усилие прижатия шарошек к роликам обеспечивается пневмогидроприводом. Материал шарошек — сталь Х12МФ.
Рис.15. Шовная машина переменного тока МШ-3207

Устройства зачистки сварочных роликов применяют для зачистки рабочих поверхностей от налипающего в процессе сварки металла, а также для формирования (протачивания) боковых поверхностей сварочных роликов в специальных шовных машинах. Зачистка рабочих поверхностей роликов осуществляется шаберами, установленными на подпружиненных рычагах. Формирование рабочих поверхностей роликов производится специальными резцами, охватывающими рабочие поверхности роликов с боков. Положение резцов относительно ролика выверяется регулировочными прокладками.
Машины шовной сварки переменного тока типов МШ-3207 (рис. 15) и МШ-3208 предназначены соответственно для поперечной и продольной сварки прочноплотным швом изделий из низкоуглеродистых и коррозионно-стойких сталей без покрытий. Машины скомпонованы по традиционной схеме, но в машинах для поперечной сварки электродные части и приводы вращения роликов расположены внутри корпуса, а для продольного — вне его.
Рис. 16. Низкочастотная шовная машина МШН-8501

Низкочастотные шовные машины отличаются наличием крупногабаритного сваточного трансформатора, который расположен внутри корпуса. Низкочастотная шовная машина типа МШН-8501 (рис. 16) предназначена для полуавтоматической поперечной сварки освинцованных топливных баков по отбортовкам из сталей обычных марок, баков из алюминиевых сплавов, низкоуглеродистых сталей без покрытия. На корпусе 6 машины установлены пневмоприводы 2 с верхним электродным устройством, пневмогидравлический преобразователь 5, соединенный с гидроприводом 4 прижатия шарошек 3 привода вращения роликов, а также устройства для зачистки и профилирования роликов. Шарошки 3 связаны с электроприводом вращения роликов карданными валами 7. Скользящий токоподвод конструктивно выполнен аналогично показанному на рис. 14. Для выверки положения нижнего ролика по высоте по мере его изнашивания служит устройство, позволяющее нижнему кронштейну перемещаться по вертикали при вращении маховика.
Особенностью конструкции машины является расположение сварочных роликов с отклонением от вертикали, чем облегчается доступ роликов к отбортовкам свариваемого изделия. К приводу вращения роликов относятся: редуктор, установленный на нем электродвигатель постоянного тока 2ПН-112; привод типа ЭТ1Е2-15; блок управления и сглаживающий дроссель, расположенные внутри корпуса машины. Машины, предназначенные для сварки топливных баков больших размеров, могут комплектоваться пантографом, позволяющим автоматизировать процесс.
Применение низкочастотных шовных машин позволяет увеличить скорость сварки в 1,5 раза по сравнению со скоростью сварки машин переменного тока. Кроме того, качество сварки покрытых сталей с неравномерной толщиной покрытия при использовании низкочастотных машин значительно лучше, чем машин переменного или постоянного тока, вследствие наличия эффекта саморегулирования. Так же, как и в точечных низкочастотных машинах, аппаратура управления шовных низкочастотных машин содержит блоки контроля гашения, запоминания полярности полуволн, датчика проводимости вентилей и другое оборудование, обеспечивающее их высокие эксплуатационные свойства.
Рис. 17. Машина шовной сварки постоянного тока МШВ-7501

Машины шовной сварки постоянного тока применяются для сварки изделий из легких сплавов, латуни, титана и легированных сталей. Шовная машина типа МШВ-7501 (рис. 17) обеспечивает сварку продольным и поперечным швами при непрерывном или шаговом вращении сварочных роликов. Машина комплектуется шкафом управления ШУ-342 и четырьмя ножными педальными кнопками. На корпусе машины установлен диафрагменный пневмопривод 5 усилия сжатия с верхним электродным устройством 4, нижний кронштейн с нижним электродным устройством 2, выносной пульт 3 управления, элементы системы охлаждения пневмо-, электрооборудования. Внутри корпуса помещен сварочный трансформатор с блоком диодов, привод вращения сварочного ролика с электромагнитной муфтой и редуктором.
При переходе с поперечной сварки на продольную заменяют нижнее электродное устройство, а верхнее поворачивают вокруг вертикальной оси на 90°. Различие в диаметрах сварочных роликов к моменту переналадки компенсируется установкой через комплект изолирующих деталей специальных вставок, поставляемых вместе с машиной.
Контактная сварка
Довольно большое распространение получила технология контактной сварки. Она может использоваться для получения изделий самого различного предназначения. Для проведения сварочных работ требуется определенное оборудование и навыки. Стоит учитывать, что при отсутствии требуемых навыков получить качественное изделие будет довольно сложно. В некоторых случаях изготовить оборудование для контактной сварки можно своими руками. Рассмотрим особенности подобного процесса подробнее.

Технология контактной сварки
Современная контактная сварка предусматривает использование электрического тока, за счет которого проводится соединение металла между собой. Рассматриваемый метод контактной сварки предусматривает формирование электрической дуги, которая расплавляет металл. При повышении температуры в зоне воздействия металл становится пластичным, за счет чего молекулы начинают соединяться между собой. К особенностям метода соединения контактной сваркой можно отнести нижеприведенные моменты:
- На мощность образующейся дуги оказывает влияние величина тока. Именно поэтому технология применяется при соединении самых различных деталей. При повышении показателя силы тока появляется возможность работать с металлам большой толщины.
- Время воздействия и сила сжатия металлов также оказывает влияние на полученный результат. Стоит учитывать, что преимущества контактной сварки заключается именно в фиксации соединяемых элементов. За счет этого существенно повышается качество получаемого шва.
В целом можно сказать, что за счет применения специального оборудования создаются точки сварки.
На сегодняшний день выделяют различные виды контактной сварки. Наибольшее распространение получили следующие:
- Шовная.
- Точечная.
- Рельефная.
- Стыковая.

Контактная шовная сварка
Управление контактной сваркой можно провести при применении специального оборудования, которое можно изготовить самостоятельно или приобрести в специализированном магазине. Стоит учитывать, что обычный сварочный аппарат в подобном случае не подходит.
Сущность процесса
Процесс контактной сварки основан на кратковременном воздействии тока различной силы. При его прохождении через металл он нагревается, за счет чего существенно повышается степень пластичности. Главными положительными особенностями можно назвать следующие моменты:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.

Точечная сварка на производстве
Сегодня контактная сварка применяется в случае конвейерного производства. Роботы могут проводить соединение металла практически без прерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Она также определяет особенности рассматриваемой технологии. Недостатки выглядят следующим образом:
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.

Точечная контактная сварка
Кроме этого, покупное оборудование характеризуется высокой стоимостью. При обслуживании могут возникнуть серьезные проблемы. При желании можно создать самодельную конструкцию, которая характеризуется высокой эффективностью.
Подготовка поверхностей
Сама технология контактной сварки предусматривает использование специального оборудования. Для того чтобы получить качественный шов следует провести подготовку соединяемых поверхностей. Среди особенностей проводимой процедуры отметим следующие моменты:
- Для начала нужно провести очистку поверхности от различных загрязнений. Использовать для этого можно абразивные материалы и специальные жидкости.
- После очистки поверхности нужно проверить, чтобы не было механических дефектов.
Как правило, на конвейере размещаются заготовки, которые не требуют подготовки. Уделять внимание состоянию металлу следует только в случае самостоятельного проведения сварочных работ.
Машины для контактной сварки
Для того чтобы повысить производительность труда следует применять специальные машины для контактной сварки. Они бывают самого различного типа, при этом стоимость предложения может существенно отличаться. Машины контактные характеризуются следующими особенностями:
- Высокая производительность.
- Есть возможность автоматизировать процесс.
- Высокий показатель качества получаемого соединения.
- Бесшумность работы.
- Высокая безопасность.

Самодельная машина для сварки
Классификация подобных устройств проводится по самым различным признакам. Примером можно назвать размеры корпуса и компоновку, диапазон мощности подаваемого тока. Установка контактной сварки может проводится в самых различных помещениях, однако должна учитываться техника безопасности. Примером можно назвать то, что устройство должно быть хорошо заземленным. Некоторые модели предусматривают питание от стандартной сети, другие нужно подключать к трехфазной.
Электроды для контактной сварки
Слабым местом рассматриваемой технологии можно назвать применение определенных электродов. Многие начинающие сварщики уделяют внимание тому, что стоимость подобных электродов относительно невысокая. К особенностям подобного стержня можно отнести нижеприведенные моменты:
- На стержень оказывается высокое механическое воздействие. Именно поэтому основа должна быть прочной.
- Применяемые материалы при изготовлении электродов должны обладать высокой электропроводностью.
- Высокая термическая стойкость достигается только при применении специальных материалов.
- Малый коэффициент теплоемкости.
- Повышенный показатель прочности на сжатие.
Подобными свойствами обладает, к примеру, медь и некоторые другие сплавы на основе подобного металла.

Сварочный аппарат с медными электродами
Все расходные материалы можно разделить на несколько основных групп:
- При контактной обработке в жестких условиях. Применять их можно для работы с хромистыми и цинковыми сплавами, а также бронзой. В состав может включаться титан и бериллий.
- Электроды, которые применяются для работы при температуре нагрева около 300 градусов Цельсия. Подходят подобные варианты исполнения для работы с медными и алюминиевыми сплавами, а также углеродистыми и низколегированными сплавами. При производстве применяются различные медные сплавы.
- Можно также встретить электроды для легких режимов эксплуатации. Примером можно назвать воздействие температуры 200 градусов Цельсия. При изготовлении основы применяется хромистая и кадмиевая бронза. Подобные варианты исполнения чаще всего применяются при роликовой контактной электрической сварке.
Подобные электроды поставляются с соответствующей маркировкой.
Дефекты сварки и контроль качества
На сегодняшний день рассматриваемая технология применяется чаще других по причине получения качественного шва и высокой производительности труда. Однако, применение неправильного оборудования и допущение ошибок может привести к появлению дефектов. Примером назовем нижеприведенные моменты:
- Металл может прожигаться насквозь.
- Появляются вмятины по причине сильного механического воздействия.
- Герметичность шва небольшая.
Контроль качества в случае конвейерного производства предусматривает применение специального оборудования. При самостоятельном проведении работы зачастую проводится лишь визуальный контроль качества, сварщик на основе своего опыта ставит вывод, касающийся прочности соединения.
Разновидности контактной сварки
Контактная электрическая сварка классифицируется по различным признакам. Наибольшее распространение получили следующие разновидности технологии:
- Точечная характеризуется тем, что после завершения процедуры не образуются трещины.
- Рельефная считается разновидностью точечной.
- Шовная также получила довольно большое распространение за счет существенного повышения качества соединения.
- Конденсаторная характеризуется высокой эффективностью.

Контактная сварка определение указывает на то, что при соединении отдельных элементов должно оказываться давление. Сварка сопротивлением может применяться только при использовании определенного оборудования.
Точечная контактная сварка
на сегодняшний день подобная технология получила широкое распространение. Самодельная контактная сварка сегодня применяется часто при проведении работы в домашних условиях. Данный метод хорош тем, что после завершения сварки не появляются трещины. К другим особенностям технологии отнесем следующие моменты:
- Принцип работы предусматривает оказание давления на поверхность. При этом оно постоянное.
- Соединение отдельных элементов проводится внахлест. Для сварки провода подобная технология не подходит.
- Перед проведением работы следует провести подготовку поверхности. Незначительные дефекты могут привести к снижению качества соединения.
Применение рассматриваемой технологии позволяет получить хорошее соединение в минимальные сроки. Бесконтактный метод предусматривает применение ручного оборудования, к примеру, инвертора.
Проводимая технология характеризуется довольно большим количеством. Последовательность действий следующая:
- Для начала проводится подготовка поверхности к проводимой работы. Стоит учитывать, что в рассматриваемом случае она должна быть не просто очищена от загрязнения и окислений, но и не иметь существенных дефектов. В противном случае формирующееся поле будет неравномерным, что существенно снизит качество соединения.
- Как правило, для прижима применяется ручное или механическое приспособление. За счет оказания давления существенно повышается интенсивность диффузии и прочность оказываемого шва.
- При локальном воздействии электрического тока формируется сварочное соединение. За счет оказания сильного давления не образуется брызг, за счет чего повышается качество шва.
После соединения металла ток отключается. Для остывания шва требуется определенное количество времени. Как правило, давление оказывается электродами. Именно поэтому уделяется больше всего внимания именно выбору подобного расходного материала.
Рельефная сварка
Как ранее было отмечено, рельефная сварка напоминает точечную. Однако, рельефно точечная технология характеризуется следующими особенностями:
- Листы помещаются с выступами между электродами, которые имеют плоскую форму.
- Для соединения отдельных элементов применяется ток с высоким показателем.
За счет применения подобной технологии качество получаемого соединения существенно повышается.
Шовная сварка
Довольно большое распространение получила технология шовной обработки. Особенностями, которыми обладает шовный метод, можно назвать нижеприведенные моменты:
- Соединение листов проводится внахлест.
- Перед проведением работы требуется подготовка поверхности. Для этого проводится очистка поверхности при применении абразива и некоторых других химических веществ. Если поверхность имеет дефекты, то проводить подобную работу не нужно.
- Для работы применяются электроды в форме роликов. Они, как правило, являются частью применяемого оборудования.
- При проведении сварочной работы электроды постоянно вращаются. За счет этого обеспечивается недлительное воздействие на поверхность, но при этом шов равномерный.
- Проводимый процесс непрерывный, за счет чего повышается качество получаемого соединения.

Шовная сварка алюминия
Рассматриваемая технология встречается сегодня крайне часто. Это связано с тем, что она позволяет получить герметичный шов, который будет характеризоваться высокой прочностью и надежностью.
Стыковая сварка
Для получения качественного соединения может применяться и стыковая технология термического воздействия. Она подходит для случая, когда соединяемые элементы имеют небольшую толщину. К особенностям этой технологии отнесем следующие моменты:
- Используется меньший показатель силы тока.
- Прочность соединения снижается.
- На момент работы соединяемые элементы должны находится в неподвижном состоянии.
Для проведения рассматриваемой работы требуется специальное оборудование. Кроме этого, требуется и специальные электроды, которые подходят для стыковой сварки.
Обозначение контактной сварки на чертеже
Рассматриваемый тип соединения применяется крайне часто в последнее время, что связано с высокой производительностью технологии. Для упрощения работы инженеров на чертежах также проводится указание рассматриваемого соединения. Как правило, отображается обычная линия, к которой подводится полка с соответствующим обозначением.
В заключение отметим, что при самостоятельном проведении точечной обработки достаточно сложно добиться высокого качества. Это связано с тем, что для работы требуется специальное оборудование. При применении автоматизированного оборудования качество соединения весьма высокое. Однако, обходится оно достаточно дорого, целесообразно проводить установку в случае массового производства.
Шовная (роликовая) сварка: технология, машины
Роликовая (шовная) сварка соединяет в нахлест детали прерывистым или непрерывным швом. Получение последнего, герметичного шва происходит при перекрытии каждой следующей точки на 22-35 % предыдущей.
Устройство шовных машин схоже с аппаратами для точечного соединения. Составляющие части данных станков:
- станина;
- механизмы вращения и сжатия;
- электроды с креплениями;
- трансформатор.
Устройство машины для шовной сварки
Станина у станков — это ровная, массивная сварная или литая конструкция, которая выполняет роль надежной подставки. Механизмы сжатия могут быть комбинированными — пневмопривод взаимодействует с электродвигателем или раздельными (электромоторным, пневматическим, педальным). Сжатие с помощью педали (ручной труд человека), проигрывает другим системам.
Электроды для шовных машин, как вы уже можете догадаться, выполнены в форме дисков, которые вращаются через редуктор или иную систему приводящую их в движение. Часть станков используется для шаговой роликовой сварки, при остановке роликов происходит подача тока на свариваемые изделия.
Сами ролики крепятся на валу, при перпендикулярной сварке, ведущим выступает верхний ролик, а при продольном соединении — ведущий уже нижний.
Практически все машины, имеют в своей конструкции — импульсный прерыватель тока. С его помощью удается получить качественную сварку деталей из нержавеющей стали и цветных металлов. Прерыватели бывают двух типов: ламповые и механические.
Шовные машины (клещи)
Помимо стационарных агрегатов на рынке встречаются переносные (подвесные) модели с клещами. В устройстве таких станков имеются: клещи, трансформатор и подвесная система с пневматическим приводом, которая передвигает клещи вдоль и проворачивает их вокруг своей оси.
Видео: принцип работы клещей шовной сварки.
Описание технологии шовной сварки
Детали ложатся одна на другую и сжимаются с особым усилием между двух роликов (электродов). После подачи тока на электроды, металл заготовок нагревается и плавится. От прокатывания деталей между роликами, получаются сварные точки, которые могут перекрывать или не перекрывать друг дружку.
Шовная сварка от видов перемещения заготовок и подачи тока подразделяется на:
- шаговую;
- непрерывную;
- прерывистую.
1. Шаговая шовная сварка. На материал идет постоянное давление, заготовки перемещаются с перерывами (пошагово), при остановке роликов подается ток. Данный способ востребован для соединения цветных и легких сплавов.
2. При непрерывной технологии получается сплошной шов — на дисковые электроды идет постоянное сжатие и ток, детали тоже в движении непрерывно.
Способ не нашел широкого применения из-за перегрева заготовок и ускоренного износа роликов. Также для эффективности процесса, требуется основательная зачистка деталей и идентичность материала и толщина свариваемых листов.
3. Прерывистая контактная шовная сварка более всего известна. Давление на ролики постоянное, перемещение материала непрерывно, а подача тока происходит импульсами (с перерывами). С помощью регулировки частоты импульсов тока и скорости движения роликов, настраивается получение герметичного шва.
Видео: контактная шовная сварка.
Машины и станки
Все машины для шовной сварки имеют дисковые ролики (электроды), бронза основной материал для их изготовления. От предназначения станка диаметр дисков может быть от 350 до 450 мм, а ширина рабочей поверхности от 4 до 10 мм.
Для двухсторонней сварки применяются агрегаты с 1, 2 и более роликами, различной конструкции.
На рынок поставляются агрегаты с мощностью от 25 до 300 кВА, которые делятся на маломощные и повышенной мощности.
К маломощным относятся станки с маркировкой АШП-25, МШМ-25М, МШМ-50 и Ш-50-1. Применяются для продольной и поперечной сварки изделий толщиной 1-2 мм.
Шовные машины большой мощности — это от 100 до 300 кВА.
Машина шовной сварки МШ-2203
Агрегат переменного тока, прессового вида. Сваривает поперечные и продольные швы, имеет регулировку давления и скорости сварки.

На рынок поставляется в 2 вариантах:
- с вылетом хобота 40 см;
- с вылетом хобота 70 см.
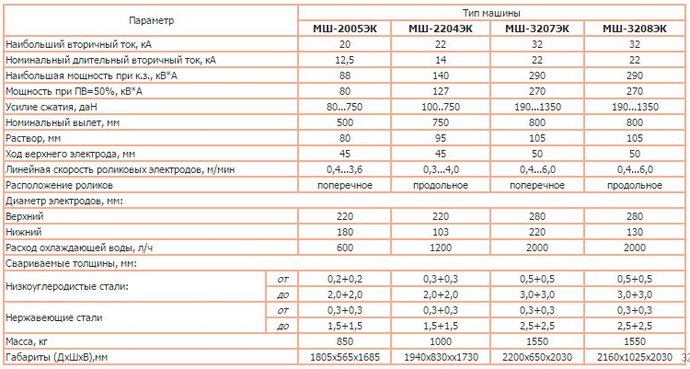
МШ-2203 работает при температуре от 0° С до 40° С в закрытых вентилируемых зданиях. Подробные технические характеристики представлены в таблице:
Основные характеристики других шовных машин смотрите в таблице ниже. В ней представлены отечественные станки с доступным интерфейсом для любого человека, с разными режимами сварки.
Роликовый стенд для сварки
Отдельные виды работ выполняют на специальных стендах или стеллажах.
Например, роликовый стенд изобрели для сварки изделий цилиндрической формы. За счет вращения заготовок, получается ровный и герметичный шов. В устройство стенда входят роликовые опоры и червячный привод для их вращения.
Видео: аппарат контактной шовной сварки цилиндрических деталей ТТ-84.
P.S. Как вы понимаете, такие машины для роликового соединения применяются в промышленных масштабах. Для личных целей, существуют другие аппараты.
Читайте также: