Устройство ограничения напряжения холостого хода сварочного трансформатора
Обновлено: 21.05.2024
Многие сварочные трансформаторы на холостом ходу имеют напряжение на вторичной обмотке 40В и более. При сварке в особо опасных помещениях это напряжение является опасным для сварщика. Поэтому необходимо ограничить напряжение холостого хода при разорванной цепи сварочной дуги. Устройство ограничения должно обладать высоким быстродействием.
Общая информация
Электросварочная аппаратура принадлежит к оборудованию повышенной опасности, так как при ее эксплуатации не исключается прикосновение сварщика к рабочему электроду аппарата. В случае работы во влажных местах с электродами под напряжением 40-80 В даже во время холостого хода сварочного трансформатора это может привести к несчастному случаю. Были случаи поражения электрическим током сварщиков, попадавших под напряжение холостого хода сварочного оборудования.
Постоянный ток по своему поражающему действию примерно в 3-5 раз безопаснее, чем переменный ток частотой от 15 до 400 Гц. Поэтому при ручной дуговой сварке покрытыми электродами на постоянном токе применение ограничителей напряжения холостого хода не обязательно. Если сварку на постоянном токе выполняют в условиях повышенной опасности поражения электрическим током, электросварщиков кроме спецодежды должны обеспечивать диэлектрическими перчатками, галошами или ковриками, а при вероятности соприкосновения с металлом свариваемой конструкции - наколенниками и наплечниками.
Повышенная опасность поражения электрическим током характерна в таких случаях.
помещение или рабочее место ограничивает свободу движений, из-за чего рабочий должен выполнять сварку в неудобном положении (на коленях, сидя, лежа и т. д.);
мокрое, влажное (относительная влажность 75% при температуре 20 °С) или нагретое помещение (температура воздуха выше 30 °С), где влажность или конденсат влаги существенно снижают сопротивление кожи и тела человека, изолирующие свойства вспомогательных средств и средств индивидуальной защиты.
Замкнутыми пространствами (помещениями) считают пространства, ограниченные поверхностями, имеющие люки (лазы), с размерами, препятствующими свободному и быстрому проходу через них работающих и затрудняющими естественный воздухообмен; труднодоступными следует считать такие пространства (помещения), в которых ввиду малых размеров затруднено выполнение работ, а естественный воздухообмен недостаточен.
Промышленность наладила выпуск ограничителей напряжения холостого хода для сварочных трансформаторов различных модификаций.
Трансформаторный ограничитель напряжения холостого хода (ТОН) обеспечивает автоматическое снижение напряжения на электродах электросварочного аппарата с 60~80 В до 6-12 В после угасания дуги. При соприкосновении рабочего электрода со сварочной поверхностью ограничитель автоматически восстанавливает рабочее (повышенное) напряжение на электродах для стойкого зажигания дуги и выполнения сварки.
Современный ограничитель напряжения холостого хода должен отвечать всем требованиям, выдвигаемым к подобным защитным аппаратам. Он обеспечивает: проверку исправности самого защитного устройства, прекращение работы сварочного трансформатора при потере работоспособности ТОН; ограничение напряжения на вторичной обмотке сварочного трансформатора во время холостого хода до безопасного уровня с фиксированной (не более 1 с) выдержкой времени после размыкания сварной цепи; стойкое зажигание сварочной дуги в начале сварки; сигнализацию в аварийных ситуациях в случае, если напряжение холостого хода сварочного трансформатора более 12 В при разъединенных электродах, или когда есть нарушение целостности сварочной цепи (обратного проводника изделие - сварочный трансформатор). ТОН позволяет снизить расход электроэнергии при холостом ходе сварочного трансформатора.
Ограничитель напряжения холостого хода дополнительно может быть оснащен стабилизатором сварочной дуги, который значительно расширяет функциональные возможности сварочного трансформатора.
Стабилизатор сварочной дуги обеспечивает:
аргонно-дуговую сварку алюминия и его сплавов плавящимися электродами на переменном токе;
сварку плавящимися электродами, предназначенными как для переменного, так и для постоянного тока;
стойкое зажигание сварочной дуги в неблагоприятных условиях (наличие на поверхности изделия шлака, ржавчины, окалины);
повышенное качество сварного шва;
уменьшение разбрызгивания металла при сварке.
По своим эксплуатационным показателям сварочный трансформатор переменного тока, оснащенный ограничителем напряжения холостого хода и стабилизатором дуги, практически отвечает аналогичным показателям более дорогих источников постоянного тока. Применение сварочных трансформаторов вместе с ограничителями напряжения холостого хода существенно улучшает условия труда персонала, особенно если сварочные работы выполняются на сравнительно большом удалении от места расположения сварочных трансформаторов. Например, при строительстве и реконструкции зданий сварочные работы часто выполняются на лесах, на крышах, то есть в условиях, когда персоналу трудно делать частые включения/отключения сварочных трансформаторов. В таких условиях сварочные трансформаторы намного дольше работают на холостом ходу и потребляют значительное количество электроэнергии только вследствие неудобства их отключения. В случае установления ограничителя напряжения холостого хода необходимость в оперативном отключении сварочного трансформатора отпадает. Достаточно только "разорвать" сварную цепь, закрепить рабочий электрод, и можно вести подготовку к сварочным работам. На время проведения подготовительных работ (замена электродов, перестановка свариваемых изделий) в сварочном трансформаторе будет отсутствовать ток холостого хода индуктивного происхождения, который вызывает значительные потери мощности на первичной обмотке трансформатора и кабеля питания. То есть установка ТОН является энергосберегающей мерой, так как при существующих ценах на электроэнергию экономия средств в год будет довольно значительной.
Устройство ограничения напряжения холостого хода сварочного трансформатора
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек - не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом - питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
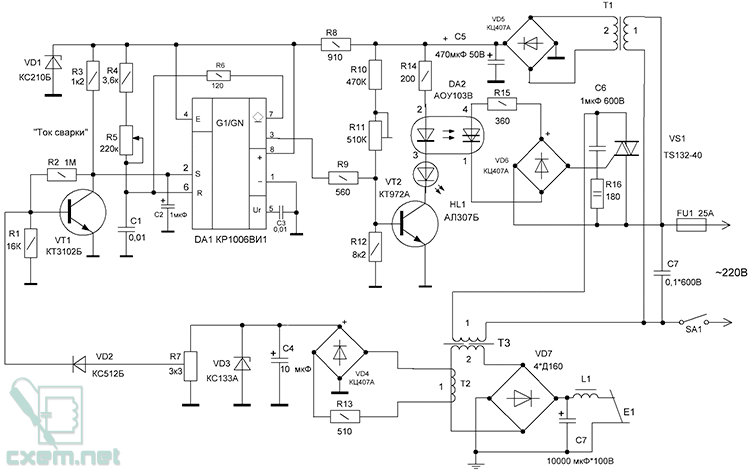
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. "Радио" №8,1984 г. стр.55-56.
Изготовление малогабаритного сварочного трансформатора
Перед радиолюбителем или любым мастером самоделкиным встаёт вопрос, где взять сварочный трансформатор, для работ часто возникающих на даче и дома, которые необходимо устранить при помощи сварочных работ. Сварочный аппарат вы можете сделать сами. Изготовление сварочного трансформатора сделано по методике написанной ранее Изготовление трансформатора для РА
Предъявляемые требования к данному трансформатору должны быть следующие:
- быть малогабаритным и легко переносным
- мало потребляющим ток, когда не производится сварка или резка.
- возможность производить сварку переменным током.
- обеспечить использование для сварки часто встречающихся марок электродов
- по возможности получить, как можно больший выбор диаметров применяемых электродов, как для сварки так и резки металла.
Все эти требования продиктованы не возможностью создать что-то, а теми условиями, с которыми приходится сталкиваться большинству радиолюбителей и тем, кто занимается конструированием.
Для получения среднего по весу сердечника будущего вашего сварочного трансформатора использованы пластины шириной в 200 мм от трансформаторных подстанций с масляным охлаждением и длиной 1,60 м.
Сечение окна трансформатора 150 cм. квадратных для первичной обмотки трансформатора необходимо использовать провод диаметром от 2,0-3,0 мм более нет смысла наматывать, так как остальное увеличение диаметра не добавит вам большого тока в первичной обмотке, а вот вес у вас прибавится.
Для вторичных обмоток трансформатора необходимо использовать все, что есть у вас под рукой. Желательно использовать только то, что обладает достаточной гибкостью при намотке. Хорошо себя зарекомендовала медная шина сечением от 2х8 мм до 2х16 мм, 2х18 мм, 2х20 мм, жила от гибких кабелей сечением 18, 20 квадратных мм в резиновой изоляции. Более другие сечения достаточно жесткие и трудно наматываемые на трансформаторы такого вида.
Прежде всего каждому надо определится под какой электрод или под какие диаметры электродов вам необходимо делать ваш варочный трансформатор, от этого будет зависеть и вес и ток. Мы будем исходить из того что вы хотите охватить как можно больше часто встречающихся диаметров электродов и чтобы не быть "привязанными" к одному диаметру электрода.
Для регулировки тока вашего трансформатора произведена регулировка по предварительно подобранным виткам первичной обмотки рис1.
Для намотки для сетевой обмотки трансформатора использован провод - 2,5 мм, для вторичной обмотки была использована медная шина сечением - 2 х 12 мм. В первичной обмотки трансформатора намотано - 250 витков, при этом ток холостого хода - 1,5 А. (ток первичной обмотки вашего трансформатора). После получения тока в 1 ампер необходимо домотать сетевую обмотку для получения тока в 100 mА.
Все это нам необходимо для того, чтобы наш сварочный трансформатор при включении в сеть 220V потреблял малый ток.
Ток выбран из расчета 100 mA, это во первых небольшой ток и пока вы готовитесь к сварке ваш счетчик намотает совсем мало, вся основная нагрузка только на время сварки или резки. Это хорошая экономия ваших денег особенно в это нестабильное время.
Для вторичной обмотки надо ориентироваться на напряжение 40-50 вольт. Количество витков не приводится, так как все зависит от имеющегося у вас материала.
На этом отводе с током в 1А (резка) вы будете производить резку металла электродом в 4 мм и с несколько худшими характеристиками электродом в 5 мм. Электродом в 3 мм можно производить резку с применением добавочного сопротивления применяемого сварщиками, так как при резке из-за большого тока после сгорания электрода на 50% сам электрод краснеет, что приводит к прилипанию в случае кратковременного прекращения работы.
Для сварки под диаметры в 5, 4, 3 мм надо ориентироваться на ток под электрод диаметром в 3мм. Почему ориентироваться на электрод диаметром 3мм - это самый рапостраненный электрод для работ с более тонкими металлами и часто применяемый радиолюбителями для разного вида сварок своих конструкций.
В качестве переключателя можно использовать любой переключатель способный выдержать ток до 20А.
В следствии большого тока при применении электродов 4, 5 мм и долгой работе с электродами диаметром 3 мм необходимо не забывать давать вашему сварочному отдохнуть.
Для сварки используются стандартные или самодельные держатели электродов, которые несложно сделать каждому. Для хорошего контакта с массой при сварке применена самодельная струбцина, к которой прикреплен провод "массы".
Устройство автоматического отключения напряжения холостого хода при разрыве сварочной цепи
Условия выполнения электросварочных работ на большинстве промышленных предприятий относятся, с точки эрения адектробезопасности, к условиям с повышенной опасностью или особо опасным. Напряжение холостого хода сварочного трансформатора, достигающее 60—76 В, в помещениях С токопровдящим полом, в емкостях, туннелях, коллекторах является опасным, прикосновение к электроду оголенным участком тела может привести к тяжелым последствиям. В связи с этим «Правила устройства электроустановок» и «Правила технической эксплуатации электроустановок потребителей» требуют применения в подобных случаях устройств, обеспечивающих автоматическое отключение напряжения холостого хода сварочного трансформатора или ограничения напряжения холостого хода до 12 В с выдержкой не более 0,5 с.
Выполняя эти требования, на многих предприятиях внедряют релейные устройства ограничения напряжения холостого хода сварочного трансформатора. Недостатками таких устройств являются низкое быстродействие, малая надежность, неудобство подключения, а в большинстве случаев и невозможность применения их для сварочных трансформаторов без регулирующего дросселя. В предлагаемой конструкции эти недостатки отсутствуют.
Описываемое устройство предназначено для автоматического ограничения напряжения холостого хода сварочного трансформатора до 6—10 В с заданной выдержкой времени в интервале от нуля до 12 с. Оно состоит из четырех основных узлов (рис. 1): триггера Шмитта (транзисторы Т2 и Т3), ждущего блокинг-генератора (транзистор Т4), реле времени (транзистор Т1) и узла коммутации первичной обмотки сварочного трансформатора (тиристоры Д19, Д20). Напряжение питания устройства подается со вторичной обмотки трансформатора Тр2.
Принцип работы устройства основан на неоднозначности напряжений срабатывания и отпускания триггера Шмитта.
При включении питания первичная обмотка сварочного трансформатора Тр3 подключается к сети через цепочку R20C5 или R20C5C6. Напряжение на выводах разомкнутой вторичной обмотки сварочного трансформатора составляет 6—10 В. Напряжение со вторичной обмотки трансформатора, выпрямленное диодами Д1—Д4, подается на вход электронного устройства. При этом транзисторы Т1 и Т2 открыты, транзистор Т3 закрыт. Ждущий блокинг-генератор не генерирует.
При замыкании сварочной цепи напряжение на выводах вторичной обмотки сварочного трансформатора уменьшается почти до нуля, так как первичная обмотка трансформатора подключена к сети через RC цепь, имеющую большое сопротивление. Напряжение па базе транзистора Т2 становится меньше напряжения отпускания триггера Шмидта. Транзистор Т2 закрывается, а Т3 открывается. Коллекторный ток транзистора T3 создает падение напряжения па делителе R13R14, достаточное для возбуждения блокинг-генератора. Последний начинает генерировать сигнал с частотой около 1 кГц.
Положительные импульсы со вторичной обмотки трансформатора Тр2 через цепочки Д17R18 и Д18R19 подаются на управляющие электроды тиристоров Д19 и д20, обеспечивая их открывание в начале положительного для каждого из них полупериода сетевого напряжения. Через открытые тиристоры на первичную обмотку сварочного трансформатора практически полается полное напряжение сети. На его вторичной обмотке появляется напряжение, равное 20—50 В, которого достаточно для поддержания сварочной дуги, но недостаточно для срабатывания триггера Шмитта.
После окончания процесса сварки при размыкании сварочной цепи напряжение на выводах вторичной обмотки сварочного трансформатора возрастает до 60— 76 В. Падение напряжения на резисторе R3 увеличивается и становится достаточным для пробоя стабилитрона Д5. Транзистор Т1 закрывается. Конденсатор С2, зашунтированный открытым транзистором Т1, начинает заряжаться через резисторы R5—R7. При достижении на конденсаторе С2 напряжения, большего, чем падение напряжения на резисторе R9, срабатывает триггер Шмитта. Транзистор Т2 открывается, а Т3 закрывается. Это приводит к срыву генерации блокинг-генератора. Исчезают управляющие импульсы тиристоров Д19 и Д20. Тиристоры закрываются. Напряжение на первичную обмотку сварочного трансформатора подается только через цепь R20C5 (R20C5C6). Устройство возвращается в исходное состояние. Конденсатор С2 быстро разряжается через открытый транзистор T1.
Резисторы Rl—R3 вместе с конденсатором С1 выполняют роль фильтра входного напряжения. Одновременно резисторы R1—R3 являются балластными для стабилитронов Д7 и Д8. Резистором R3 регулируют напряжение на входе устройства, при котором начинается отсчет времени выдержки на понижение напряжения на вторичной обмотке сварочного трансформатора после разрыва сварочной цепи. Диод Д6 ограничивает напряжение на базе транзистора T1. Диоды Д9 и Д10 обеспечивают развязку триггера по двум входам. Стабилитрон Д11 стабилизирует напряжение питания устройства. Резисторы R18, R19 компенсируют разброс параметров цепи управления тиристоров Д19 и Д20.
Выдержку времени регулируют переменным резистором R6.
Если используется сварочный трансформатор с переключателем на большие и малые токи (например ТД-300, ТД-500), следует учесть, что при переключении изменяется индуктивное сопротивление трансформатора, приведенное к его первичной обмотке. Следовательно, для получения напряжения холостого хода при разомкнутой вторичной цепи и закрытых тиристорах в пределах 6— 10 В, надо изменить параметры RC цепи, шунтирующей тиристоры (переключателем В2). При работе сварочного трансформатора в положении переключателя «Малые токи» переключатель В2 должен быть разомкнут, в положении «Большие токи» — замкнут.
Контроль напряжения питающей сети и на первичной обмотке сварочного трансформатора производится индикаторными лампами Л1 и Л2.
Детали и конструкция. В устройстве применены постоянные резисторы МЛТ, переменные СП-0,5, конденсаторы ЭМ, К50-6, МБМ. Конденсаторы С5 и С6 — МБГЧ с рабочим напряжением 400 В, но можно использовать и другие типы конденсаторов с рабочим напряжением 600 В.
Трансформатор Tpl выполнен на сердечнике Ш16X25. Первичная обмотка содержит 6070 витков провода ПЭЛ 0,1, вторичная — 200 витков провода ПЭЛ 0,44. В качестве трансформатора Tpl может быть применен любой трансформатор 380/12 В мощностью не менее 8 ВА.
Выходной трансформатор Тр2 намотан проводом ПЭЛ 0,23 на сердечнике Ш16Х15. Обмотка 1 содер жит 50 витков, 2 — 35 витков, 3 и 4 — по 150 витков. При намотке трансформатора Тр2 особое внимание следует обратить на качество изоляции обмоток 3 и 4 между собой и относительно остальных обмоток.
Транзисторы T1—-T3 могут быть МП37А, МП37Б. При этом в качестве диода Д9 следует применять кремниевый диод (например, серии Д220 или Д226). Транзистор Т4 может быть любой из серий П214—П217. Его устанавливают на радиатор, изготовленный из полоски меди размером 40X25X2,5 мм.
Тиристоры Д19 и Д20—Т160 (не ниже 6 кл.) устанавливаются на стандартные семиреберные радиаторы.
Устройство выполнено в виде переносной приставки к сварочному трансформатору. Ее размер — 280X250X200 мм. К питающей сети приставку подключают кабелем с унифицированным разъемом. Монтаж электронной части устройства выполнен на печатной плате из фольгированного гетинакса размером 214X82 мм (рис. 2).
На верхней панели устройства устанавливают переключатели В1 и В2, регулятор выдержки времени, индикаторные лампы и предохранитель Пр1. Для охлаждения тиристоров в верхней и нижней панелях корпуса имеются вентиляционные отверстия. На боковой поверхности корпуса установлен унифицированный разъем для подключения сварочного трансформатора и два зажима для соединения входа устройства со вторичной обмоткой сварочного трансформатора.
Налаживание. Тщательно проверив правильность монтажа, размыкают цепь коллектора транзистора Т4 (отсоединив один из выводов обмотки 1 трансформатора Тр2). Движок подстроенного резистора R3 устанавливают в левое по схеме положение. На вход подают переменное напряжение 70 В и измеряют напряжение на стабилитронах Д7 и Д8. Оно должно составлять примерно 1,5 В. Затем отключают напряжение 70 В и подают напряжение питания устройства (12 В).
Для определения напряжения срабатывания и отпускания триггера используют источник регулируемого напряжения постоянного тока (на рис. 3 показан утолщенными линиями). Плавно увеличивая выходное напряжение источника, контролируют падение напряжения на резисторе R13 и на части делителя. Напряжение срабатывания и отпускания триггера определяют по показанию прибора ИП1 в момент резкого изменения показания вольтметра ИП2. Напряжение отпускания триггера должно быть на 0,1—0,3 В больше напряжения стабилизации стабилитронов Д7, Д8. Напряжение отпускания должно быть меньше этой величины на 0,3— 0,5 В. Подстройка чувствительности входа триггера производится подбором резистора R9.
После подбора резистора R9 вспомогательные цепи исключают и на вход устройства подают регулируемое переменное напряжение 10—20 В (например, через ЛАТр) и проводят измерения в следующем порядке.
Рис. 3. Подключение дополнительных элементов при определении напряжения срабатывания и отпускания триггера Шмитта
При кратковременном замыкании выводов эмиттера и коллектора транзистора Т2 напряжение на резисторе R13 должно скачком установиться близким к нулю и сохраняться после размыканий выводов.
Постепенно снижая напряжение на входе устройства, определяют напряжение, при котором напряжение на резисторе R13 скачком возрастет и установится на уровне 1—1,2 В. Это напряжение (на входе устройства) находится в пределах 4—6 В.
Перемещая движок подстроечного резистора R3 вправо по схеме добиваются, чтобы транзистор Т1 полностью закрылся при напряжении на входе, равном 50 В. Затем уменьшают напряжение на входе устройства до нуля.
Подсоединяют цепь коллектора транзистора Т4 и подбором резистора R15 устанавливают такой ток базы транзистора Т4, чтобы амплитуда импульсов на выходных обмотках трансформатора блокинг-генератора была достаточна для надежного открывания тиристоров. Следует стремиться к использованию резистора R15 с возможно большим сопротивлением. Налаживание блокинг-генератора следует производить только при подключенных к выходным обмоткам блокинг-трансформатора управляющих переходов тиристоров или резисторов сопротивлением 150 Ом.
Проверку открывания тиристоров производят, предварительно отсоединив от них цепь напряжением 380 В. Для проверки используют простой пробник, состоящий из батареи напряжением 4,5 В и лампы накаливания (МН3,5Х0,28). При подаче управляющих импульсов на управляющие электроды тиристоров, включенных встречно, лампа пробника должна загораться при подсоединении к аноду и катоду любого из тиристоров выводов пробника любой полярности.
Для подбора емкостей конденсаторов С5 и С6 в разрыв первичной цепи сварочного трансформатора, переключатель токов которого установлен в положении «Малые токи», включают RC цепочку и измеряют напряжение на выводах разомкнутой вторичной обмотки сварочного трансформатора. При постоянном сопротивлении резистора R20 подбирают конденсатор такой емкости которая бы обеспечила получение на выводах разомкнутой вторичной обмотки сварочного трансформатора напряжения, на 10—20% превышающего напряжение, определенное ранее (4—6 В).
Ограничитель напряжения холостого хода
Без сварочных работ невозможно представить промышленное производство. Однако хотя технологии сварки используются давно, эксплуатация сварочного оборудования не всегда безопасна. Анализ несчастных случаев, произошедших во время выполнения электросварочных работ, свидетельствует о пренебрежении работниками элементарными требованиями по организации безопасных условий труда сварщика. Наибольшую потенциальную опасность представляет ручная дуговая сварка переменным током в условиях повышенной опасности без использования ограничителей напряжения холостого хода.
Н. ФЕДОРЕНКО, главный государственный инспектор Киевской государственной инспекции по промышленной безопасности и охране труда
На снимках:
общий вид электросварочных трансформаторов
переменного и постоянного тока.
Устройство ограничения холостого хода сварочного трансформатора

Чтобы сварочный аппарат работал без перебоев, безопасно применяется агрегат, который ограничивает холостой ход напряжения (снижается подача тока на электрод во время отсутствия контакта – момента образования сварочной дуги).
Строение агрегата
Рассматриваемый аппарат выполняется в виде навесной конструкции на трансформаторе. Кроме того, устройство может крепиться отдельно к вертикальной поверхности, к стене монтажными скобами. Имеется два отсека: коммутации и электроники. Так, в отделе электроники установлены все печатные платы агрегата, электронные компоненты. Во втором отсеке установлена клеммная колодка с предохранителями.
Отдел электроники закрыт крышкой, на которой установлен индикатор «Контроль» — с помощью шайб для пломбирования. Отдел коммутации закрыт крышкой, на внутренней части которой изображается схема, на основании которой устройство подключается к сварочному агрегату.

Как работает
Агрегат может работать в трех режимах :
- режим холостого хода;
- режим сварки;
- режим контроля исправности прибора.
Если ограничитель холостого хода ОНТ-1 работает на режиме сварки, то с управляющего узла подается напряжение на первичную обмотку трансформатора тогда, когда замыкается электрод и образуется сварочная дуга. Затем происходит снижение напряжения на вторичной обмотке до 12 вольт. Контроль можно активировать с помощью специальной кнопки.
Кроме того, ограничитель может имитировать неисправность устройства, когда на выходе подается не 12 вольт, а полное, рабочее напряжение. При подаче максимального напряжения, подается аварийный сигнал, который указывает на то, что агрегат не исправлен. Сварочные работы нужно прекратить до полного устранения поломки.
Ограничитель напряжения работает при максимальной мощности в 5 киловатт. При замыкании цепи сварки момент составляет 0,02 сек. Аппарат работает при переменном токе. Приобрести аппарат можно по адресу г. Белгород Тел. (4722)40-00-70
Ограничитель напряжения холостого хода сварочных трансформаторов Советский патент 1990 года по МПК B23K9/10
Описание патента на изобретение SU1539016A1
Изобретение относится к сварочной технике, в частности к устройствам снижения напряжения холостого хода сварочных трансформаторов, применяющихся для ручной дуговой сварки.
Цель изобретения — повышение устойчивости и надежности работы устройства
На чертеже показана схема ограничителя напряжения холостого хода сварочных трансформаторов.
Ограничитель содержит тиристорный коммутатор 1, включенный в цепь питания сварочного трансформатора 2,
источник 3 оперативного напряжения, связанный со сварочным трансформатором 2, блок 4 управления тиристорным коммутатором 1, блок 5 логики, к выходу которого подключен вход блока 4 управления и обмотка реле 6 переключателя 7 режима работы, трансформатор 8 тока в сварочной цепи, вторичная обмотка 9 которого имеет выводы 10, 11 и среднюю точку 12. Выводы 10, 11 обмотки 9 подключены к входу блока 5 логики, замыкающий контакт 13 реле 7 переключателя режима работы подключен между средней
точкой 12 обмотки 9 и выводом 10. Кроме того, показаны электрод 14 и свариваемая деталь 15. Тиристорный коммутатор 1 может быть выполнен в виде одного симистора или двух параллельно включенных тиристоров или симисторов, Источник 3 оперативного напряжения предназначен для создания пониженного напряжения в сварочной цепи в режиме дежурного холостого хода, когда тиристорный коммутатор 1 закрыт. В качестве источника 3 оперативного напряжения может быть использован генератор высокой частоты подключенный к первичной или вторичной обмотке сварочного трансформатор 2, или к входу тиристорного коммутатора 1, или система импульсно-фазово го управления тиристориым коммутатором 1. Блок 4 управления тиристорным коммутатором 1 может быть выполнен в виде вспомогательного тиристора или симистора, или оптрона, или импульсного генератора. Блок 5 логики позволяет формировать на своем выходе напряжение в том случае, когда на его входе имеется напряжение величиной, большей порога срабатывания блока 5 логики, а также поддерживать напряжение на своем выходе в течение 1 с после исчезновения напряжения на входе. Трансформатор 8 тока представляет собой датчик короткого замыкания сварочной цепи, необходимый для определения момента начала возбуждения сварочной дуги.
Ограничитель напряжения работает следующим образом.
Режим дежурного холостого хода. При подаче напряжения питания на схему тиристорный коммутатор 1 закрыт. Напряжение в сварочной- цепи создается источником 3 оперативного напряжения. Контакт 13 разомкнут, так как на обмотку б не подается напряжение .
Возбуждение дуги. При касании электродом 14 свариваемой детали 15 замыкается сварочная цепь, по пей протекает ток малой величины, который индуктирует во вторичной обмотке 9 трансформатора тока 8 напряжение, подаваемое с зажимов 10, 11 на вход блока 5 логики. Если напряжение на входе блока 5 логики больше порога срабатывания, то на выходе блока 5 логики появляется напряжение, которое подается на вход блока 4 управле
пня и обмотку 6 реле переключателя
7режима работы. На выходе блока 4 управления также появится напряжение, которое отпирает тиристорный коммутатор 1. На сварочный трансформатор
2 подается напряжение сети и в сварочной иепи создается ток, необходимый для нормального процесса сварки.
8это же время замкнется контакт 13 и часть обмотки 9 между выводами 10 и 12 будет замкнута накоротко. По этой части обмотки 9 будет протекать ток размагничивания сердечника трансформатора тока 8. На вход блока логики 5 подается напряжение теперь только с части обмотки 9, находящейся между выводом 11 и средней точкой 12. Из-за большого тока в сварочной цепи этого напряжения достаточно для удержания блока логики 5 во включенном состоянии. При размыкании сварочной цепи между электродом 14 и свариваемой деталью образуется дуга.
В процессе сварки схема остается в том же состоянии, т.е. контакт 13 замкнут, часть обмотки 9 между выводом 10 и средней точкой 12 замкнута накоротко. Напряжение на вход блока логики 5 подается только с выводов 11 и 12 обмотки 9.
Холостой ход. Возникает при обрыве сварочной дуги по окончанию процесса сварки. Ток в сварочной цепи исчезает, напряжение на входе блока логики 5 становится равным нущо, однако на выходе блока 5 логики напряжение сохраняется за счет выдержки времени в течение 1 с. Напряжение в сварочной цепи в этот период увеличивается до 65-75 В. Если повторного возбуждения дуги не последовало, то через 1 с после обрыва дуги исчезает напряжение на выходе блока 5 логики. На выходе блока 4 управления также исчезает напряжение и тиристорный коммутатор 1 запирается, разрывая цепь питания сварочного трансформатора 2. Напряжение в сварочной цепи уменьшается до малой величины, определяемой источником 3 оперативного напряжения. Одновременно при исчезновении напряжения на выходе блока 5 логики уменьшается до нуля ток через обмотку 6 реле переключателя 7 режима и контакт 13 размыкается, подключая к входу блока 5 логики всю вторичную обмотку 9 трансформатора 8 тока. Устройство переходит в дежурный
режим холостого хода, когда в сварочной цепи напряжение создается источником 3 оперативного напряжения.
По сравнению с базовым объектом предлагаемый ограничитель напряжения имеет более простое схемное решение, обеспечивает стабильность и надежность возбуждения дуги.
Ограничитель напряжения холостого хода сварочных трансформаторов, содержащий тиристорный коммутатор, включенный в цепь питания сварочного трансформатора, источник оперативного напряжения, связанный со свароч0
ным трансформатором, блок управления тиристорным коммутатором, блок логики, выход которого связан с входом блока управления, трансформатор тока в сварочной цепи, вторичная обмотка которого подключена к входу блока логики, и переключатель режима работы в виде реле с замыкающим контактом, отличающийся тем, что, с целью повышения устойчивости и надежности работы, вторичная обмотка трансформатора тока выполнена со средней точкой, обмотка реле подключена к выходу блока логики, а замыкающий контакт реле подключен между средней точкой и одним из выводов вторичной обмотки трансформатора тока.Похожие патенты SU1539016A1
- Пенкин С.П.
- Кротова Л.Н.
- Кайзер В.Л.
- Пенкин И.С.
- Горунов Н.Н.
- Москвичев Е.И.
- Тимофеев С.И.
- Балакин Станислав Викторович
- Кареев Александр Евгеньевич
- Ликаренко Анатолий Григорьевич
- Духовная Нина Моисеевна
- Тонкошкур Сергей Львович
- Мирошкин Петр Петрович
- Вахмянин Юрий Филиппович
- Мельник Василий Миронович
- Кукушкин Анатолий Афанасьевич
- Мыльников Виктор Алексеевич
- Розеншток Борис Яковлевич
- Лебедев Владимир Александрович
- Семенов Александр Ильич
- Мошкин Венедикт Феофанович
- Гаркалюк Радимир Иванович
- Мозок Валентин Максимович
- Пичак Владимир Григорьевич
- Углев Игорь Сергеевич
- Ветчинкин Борис Александрович
- Карасев Владимир Викторович
- Вассин Вадим Михайлович
- Житников Николай Павлович
- Сычев Вальтер Васильевич
- Цыбульский Александр Тимофеевич
- Шушин Владимир Александрович
- Сенчук Борис Макарович
- Сенчук Алексей Борисович
- Козлов Владимир Александрович
- Пентегов Игорь Владимирович
- Дыменко Владимир Васильевич
- Шатан Александр Федорович
- Болотько Виктор Иванович
Иллюстрации к изобретению SU 1 539 016 A1
Реферат патента 1990 года Ограничитель напряжения холостого хода сварочных трансформаторов
Изобретение относится к сварочной технике, в частности к устройствам снижения напряжения холостого хода сварочных трансформаторов, применяющихся для ручной дуговой сварки. Цель изобретения — повышение устойчивости и надежности работы устройства. Устройство содержит тиристорный коммутатор, источник оперативного напряжения, блок управления тиристорным коммутатором, блок логики, переключатель режима работы и трансформатор тока. При холостом ходе вторичная обмотка трансформатора тока полностью подключена на вход блока логики, а при протекании тока сварки часть ее витков шунтируется. Стабильность и надежность возбуждения дуги повышаются путем выполнения вторичной обмотки трансформатора тока со средней точкой, включения обмотки реле переключателя режимов работы на выход блока логики, подключения замыкающего контакта реле переключателя режимов к средней точке вторичной обмотки трансформатора тока и к одному из выводов вторичной обмотки. Таким образом, используется одна обмотка трансформатора тока для размагничивания собственного магнитопровода и фиксации момента замыкания сварочной цепи устройства. 1 ил.Читайте также: