Грунт после сварки авто
Обновлено: 02.07.2024

В комментариях ко второй части были заданы вопросы в отношении следующего текста:
>
В связи с тем, что часто встречаю на разных форумах, посвященных ремонту авто, и в БЖ здесь, решил расширенно ответить на вопрос применения грунтов, в том числе "сварочных", при восстановительном ремонте.
Начнем со "сварочных" грунтов.
Сварочный грунт — это средство антикорозийной обработки на основе цинка, меди и некоторых других металлов, обладающее токопроводящими свойствами и свойствами флюса (средство улучшаюшее качество сварки).
Однако, в обиходе за сварочные грунты принимают грунты, как правило, исполненные на основе однокомпонентных эпоксидных смол с содержанием металла в сухом остатке от 80%.
Примерами таких грунтов, на цинковой основе, могу служить:
Hi-Gear EPOXY “ZN•PRIMER™”
Liqui Moly Zink Spray
"Сварочными" такие грунты назвали в связи с их токопроводностью и возможностью использования при сварочных работ по кузову.
Большинство кузовных мастеров используют такие грунты во всех видах сварки, не вдаваясь в подробности.
Однако, основное назначение таких грунтов — для защиты металлических поверхностей, сварных швов и соединений от электрохимической коррозии. И они ни в коей мере не являются флюсами. Т.е. они используются после проведения сварочных работ!
С советского времени в нашей стране действует отраслевой стандарт ОСТ 92-1152-75 "Сварка и пайка. Подготовка поверхности деталей под сварку и пайку. Обработка сварочных единиц после сварки и пайки".
В разделе 1.6 указано, что при местной подготовке деталей, подлежащих сварке плавлением (прим. автора: MMA/MIG/MAG/TIG) торцы и участки поверхности кромок подлежат зачистке шириной не менее 20 мм от торца или края разделки с обоих сторон. При контактной точечной сварке зачищаются участи с обеих стороной на ширину от 10 мм. А при наличии на поверхности деталей ЛКП (лакокрасочного покрытия), клейм и иных загрязнений, зачистке подлежат участки шириной от 40 мм.
В разделе 1.11 указано, что защитные покрытия методом окрашивания, цинкования фосфатирования и т.п. производятся после проведения сварочных работ. Если нанесение защитных покрытий после сварочных работ невозможно, тогда защитные покрытия наносятся заранее с зачисткой кромок деталей и прилегающих к ним поверхностей на ширину не менее 20 мм.
Требования к удалению с поверхности свариваемых деталей защитных покрытий связано с их негативным воздействием на качество сварного шва.
В частности:
Фосфатный слой — обладает плохой токопроводностью, осложняет розжиг и горение дуги, порождает пористость шва.
ЛКП — не проводят ток, а в условиях сварки MMA/MIG/MAG/TIG, когда температура сварочной дуги достигает 7000С и выше, компоненты ЛКП активно кипят и выгорают, что порождает пористость шва, включение в сварной шов несгораемых остатков, отравление сварщика ядовитыми парами. Также возможно горение на большой прощади изделия (пожар) и температурный отпуск (ослабление) металла.
цинкование — в условиях сварки MMA/MIG/MAG/TIG, когда температура сварочной дуги достигает 7000С и выше, цинк и его оксид активно кипят и испаряются, что порождает пористость шва, и вызывает сильные отравления у сварщика, т.к. пары цинка сильнотоксичны.
Пример последствий (визуально наблюдаемых) можно увидеть здесь:
Обратите внимание на фрагмент с 0:35 секунды. Там прекрасно видно, что происходит с цинковым покрытием с обратной стороны детали — оно выгорает с образованием белого налёта оксида цинка.
Есть расхожее мнение, что этот белесый налет защищает по краям сварной шов или сварную точку.
К сожалению это не так по следующим причинам:
1. Оксид цинка — пассивный химический элемент, т.е. он может вступить в реакцию только с кислотами и некоторыми сильными щелочами. С молекулами воды и кислорода он не реагирует.
2. Налет не образует сплошной защитной плёнки на поверхности стали, а значит к ней имеет доступ вода и кослород.
3. Налёт оксида цинка имеет пористую структуру, т.е. способен накапливать и удерживать воду, т.к. по сути это цинковая ржавчина.
В случае сварки по цинковому грунту ситуация осложняется следующими моментами:
1. Слой грунта толще, следовательно больше цинка и негативного воздействия на шов.
2. Слой не такой плотный как оцинковка, что негативно влияет на рассеивание дуги.
3. Добавляются, хоть и в малой степени продукты горения эпоксидных смол.
Откуда же пошло мнение о том, что цинк- или медь-наполненные грунты следует использовать при сварке кузовных деталей?
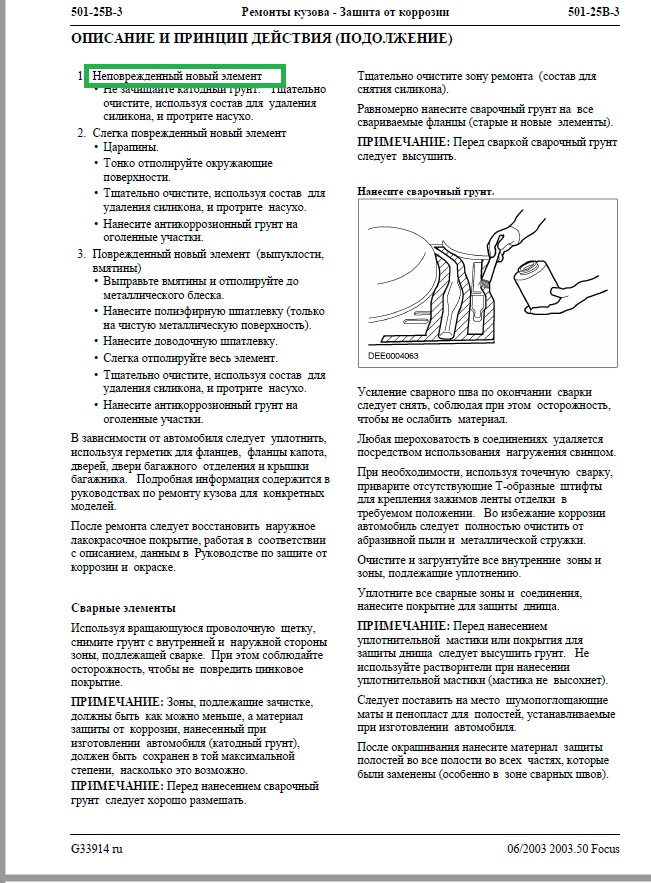
Дело в том, что в официальных руководствах по кузовному ремонту от ряда автопроизводителей указано на необходимость нанесения антикоррозийных средств на сопрягаемые
поверхности перед сваркой.
Например:

Однако, мало кто обращает внимание на то, в этих рекомендациях указан только один метод сварки — точечная контактная сварка (выделено зеленым), а сварка в среде защитного газа (MIG/MAG/MIG/TIG) невозможна (выделено красным). А кроме того, речь идет о полной замене кузовных элементов на новые.
Подобные рекомендации есть у Ford Motor Company:
Однако и тут идет речь о контактной точечной сварке поскольку это приоритетный вариант ремонта. И буквально на следующей странице мы видим:

Таким образом "сварочные" грунты могут использоваться только при одном виде сварочных работ по кузову — при контактной точечной сварке.
Чем же отличается процесс контактной точечной сварки от сварки от сварка в среде защитного газа (MIG/MAG/MIG/TIG)?
Ответ на это вопрос хорошо виден на примере следующих видеороликов:
1. Процесс контактной точечной сварки
По сути, в процессе такой сварки нет открытой электрической дуги. Разогрев металла осуществляется за счёт его сопротивления току высокой силы (более 10000А). Сплавление двух деталей происходит за счёт диффузии (взаимопроникновения) их металла под давлением, создаваемом сварочными клещами.
В таких условиях цинковое покрытие не горит, а плавится и сплавляется с основным металлом, выступая как легирующий компонент.
2. Процесс электродуговой сварки.
Данный процесс характеризуется высокими температурами, переносом расплавленного металла со сварочного электрода в сварочную ванну, выгоранию любых покрытий на свариваемых поверхностях и вокруг шва/сварной точки.
Обучайщая информация для тех, кому это интересно:
23 октября 2017 Метки: ремонт , кузовной ремонт , сварка , сварочный грунт , цинкование , сварка оцинковки
Сварочный грунт. Особенности применения

Состав, напоминающий сварочный грунт впервые начали применять в 1920‑х годах на заводах компании Ford. В дальнейшем, такой состав использовали и при производстве самолётов.
Сварочный грунт наносится перед сваркой на «голый» металл сопрягаемых поверхностей, куда невозможно будет добраться и сделать антикоррозионную защиту после соединения и сваривания деталей. Его особенность в том, что он сохраняет свои защитные свойства даже после нагрева свариваемых деталей, вокруг зоны сварки.
В этой статье мы рассмотрим некоторые особенности его применения и рекомендации, которые дают производители автомобилей.
Из чего состоит и как действует сварочный грунт?

Сварочные грунты могут продаваться в аэрозольных баллончиках или в простой таре для нанесения кистью. При правильном нанесении разницы в создаваемой защите нет. Более популярны сварочные грунты в аэрозольных баллончиках.
У разных производителей эти грунты имеют разный состав. Большинство грунтов содержат цинк. Есть, также, сварочные грунты с содержанием меди (U‑ POL , которые очень хвалят). Хорошие грунты содержат высокий процент этих металлов (до 95%).
Эти металлы используются, так как они более активны, чем сталь и взаимодействует с кислородом, образуя оксиды этих металлов, которые защищают сталь от распространения коррозии. Получается гальваническая защита стали в месте грунтования.
Можно ли варить прямо по грунту?
Изначально сварочный грунт использовался при применении контактной сварки. Идея такова, чтобы обработать сопрягаемые места деталей этим грунтом после чего соединить их при помощи контактной сварки. В этом случае, грунт хорошо проводит сварочный ток и остаётся в месте соединения.
В дальнейшем этот грунт стали применять и при сварке полуавтоматом ( MIG / MAG ). Однако, при применении с полуавтоматом есть некоторые тонкости. Рассмотрим некоторые факты.
- Некоторые автопроизводители (к примеру, Honda) предупреждает, что при сварке полуавтоматом поверх цинкообогощённого грунта качество и прочность сварочного соединения снижается. Сейчас применяется высокоуглеродистая высокопрочная сталь. Honda стала изучать влияние грунта с цинком на такую сталь. Они обнаружили, что цинк влияет на сварочный процесс, в особенности когда нанесено много цинкосодержащего грунта в зону сварки. Компания Honda рекомендует при использовании сварки MIG / MAG , чтобы зона сварки оставалась чистой, без каких-либо грунтов, а уже после сварки защитить шов от коррозии надлежащим образом.
- Другим аргументом против использования сварочного грунта непосредственно в зоне сварки является то, что он испаряется, так как температура в зоне сварки достигает около 1400 градусов по Цельсию. В технических характеристиках сварочных грунтов указывается максимальная температура использования в 500 градусов по Цельсию. Испаряясь, грунт выделяет высокотоксичные вещества, что без вентиляции и специального респиратора может нанести вред здоровью.
- Профессиональные сварщики знают, что оцинкованное покрытие лучше удалить перед сваркой, так как оно может влиять на прочность сварного шва, а цинкосодержащие грунты, получается, вносят в зону сварки снова цинк, не считая дополнительных добавок грунта (к примеру, биндера), которые не лучшим образом влияют на качество сварки.
Многие мастера, применяющие сварочный грунт при сварке полуавтоматом, грунтуют весь «голый» металл в местах сопряжения панелей, а в зоне сварки счищают покрытие. Таким образом, сварочный грунт выполняет свою главную функцию. Он защищает места, к которым после сварки невозможно добраться для обработки антикоррозионными средствами, при этом выдерживает высокую температуру вокруг зоны сварки, не отслаиваясь и не испаряясь. Сварочный шов (или отдельные стежки или точки) можно обработать надлежащим образом после окончания сварки.
Нанесение грунта
Перед применением нужно, чтобы металл был чистым и обезжиренным. Для улучшения адгезии, на металле должны быть риски ( P120-P240 ). Вне зависимости от того, будете Вы варить прямо по грунту или будете его использовать только вокруг зоны сварки, слой грунта должен наноситься очень тонкий. Обычно наносится 2 тонких ровных слоя, с межслойной сушкой после нанесения первого слоя. Распылять нужно на расстоянии 25–30 см. При близком распылении слой может получиться слишком толстым. Через 10–20 минут после нанесения грунта, можно начинать сварку.
Эффективность сварочного грунта
Сварочные грунты разных производителей не один раз тестировались независимыми специалистами, чтобы определить их эффективность.
Тестирования на антикоррозионные свойства обычно осуществляются воздействием многократных распылений водно-солевого состава на защищённую поверхность. Такие воздействия проводятся в течение нескольких недель. Большинство сварочных грунтов показали свою эффективность.
Кислотный грунт для автомобиля, когда применять и как наносить

Когда речь идёт о кислотном грунте, звучат такие названия, как фосфатирующий, травящий, реактивный грунт. В этой статье рассмотрим, есть ли какое-либо отличие этих продуктов или это разные названия одного и того же вида грунта. Разберёмся, когда применяется и как «работает» кислотный грунт и в чём отличие однокомпонентных и двухкомпонентных кислотных составов.
Кислотный грунт является первичным грунтом, как и эпоксидный и наносится на чистый металл (см. статью “кислоиный или эпоксидный грунт, какой выбрать”). Кислотный грунт, протравливая металл, очищает его и немного изменяет поверхность для улучшения дальнейшей адгезии наполняющего грунта, а также обеспечивает преобразование мелкой ржавчины. Травящий грунт не убирает, но останавливает коррозию от распространения. Важно максимально тщательно удалить всю ржавчину. На остатки, которые невозможно убрать, и воздействует кислотный грунт.
Содержание:
Кислотный, фосфатирующий, травящий или реактивный грунт?
Все эти названия, так или иначе, обозначают грунт, в составе которого есть кислота. На английском языке существует три разных названия кислотных грунтов, которые указываются также и на упаковках, продающихся в России. Etch или etching primer – травящий грунт, self etch/etching primer – травящий грунт, имеющий ингредиенты, которые сразу после действия кислоты въедаются в металл, создавая антикоррозионную защиту, wash primer – реактивный грунт, который также содержит кислоту и, по теории, предназначен для нанесения на новый металл, не содержащий старой шпаклёвки и краски, для повышения адгезии (в особенности цветных металлов, к примеру аллюминия).
Некоторые кислотные грунты недостаточно «сильные», чтобы действовать на сталь. Нужно смотреть технические характеристики продукта.
У разных производителей разные формулы грунтов и инструкции по применению. Первоначально, травящие грунты не содержали компонентов, повышающих корозионную защиту и, тем более, наполнителей, заполняющих мелкие неровности. Сейчас можно встретить кислотные грунты разных производителей, которые содержат и антикоррозионные добавки и могут быть одновременно наполняющими. Чаще всего, всё же, хороший кислотный грунт способен химически действовать на любой металл, подготавливая его для следующего слоя наполняющего грунта, а также преобразует небольшое количество трудно счищаемой ржавчины и пассивирует поверхность металла, делая его не активным к окислению, а следовательно к коррозии.
Реактивный грунт (Wash primer)
Реактивный грунт (Wash primer) и кислотные грунты похожи по своему действию. Wash primer наносится только на чистый металл. Он не заполняет риски и мелкие неровности и требует обязательного нанесения поверх него акрилового грунта. Wash primer – это ортофосфорная кислоты в растворе поливинилбутирального полимера, изопропилового спирта и других ингредиентов. Такой грунт наносится тонким слоем, создавая сухую плёнку, толщиной 8–13 микрон. Этот грунт делает процесс покраски более эффективным и добавляет металлу антикоррозионные свойства. В дальнейшем, при эксплуатации, даже при незначительном повреждении лакокрасочного слоя, металл, обработанный реактивным грунтом не будет ржаветь.
Этот грунт пассивирует металл перед нанесением наполняющего грунта. Поверхность металла становится неактивной к кислороду, содержащемуся в воздухе и воде. Создаётся очень тонкая плёнка, он переходит в пассивное состояние, и тормозятся процессы коррозии. Также, создаётся хорошее основание для нанесения следующего слоя наполняющего грунта.
Wash primer обычно рекомендуют наносить на алюминий и другие металлы для улучшения адгезии с последующим покрытием. На алюминии и оцинкованном металле, без подготовки этим праймером, покрытие плохо держится.
Однокомпонентный кислотный грунт
Однокомпонентный кислотный грунт не требует добавления активатора. Такой грунт продаётся как для нанесения краскопультом, так и в баллончиках.

Кислотный грунт не содержит наполнителей и при высыхании даёт очень тонкий слой.
Достаточно одного тонкого слоя. Нанесение толстого слоя или нескольких тонких слоёв однокомпонентного кислотного грунта не сделает его более эффективным.
Нужно помнить, что любой однокомпонентный продукт находится в не стабильном (не затвердевшем) состоянии и может оказывать действие на следующий слой покрытия. Сразу после высыхания кислотный грунт должен быть покрыт двухкомпонентным (с отвердителем) акриловым наполняющим грунтом.
Двухкомпонентный кислотный грунт
Двухкомпонентный кислотный грунт необходимо смешать с активатором, чтобы использовать.
Кислотный грунт с активатором наносится 1 слоем. Он не является самостоятельным полноценным грунтом. Вторичный (акриловый) грунт наносится следующим слоем, через 15–20 минут.
Из опыта можно сказать, что двухкомпонентные кислотные грунты лучше преобразовывают остатки ржавчины, оставшейся после чистки и дают лучшую защиту от коррозии.
Из чего состоит кислотный грунт?
Кислотный грунт – это прозрачный состав, с оттенком серого или светло зелёного цветов.
Как было уже сказано, состав кислотных грунтов может отличаться друг от друга, в зависимости от производителя и иметь разные пропорции.
Базовым полимером обычно служит поливинилбутираль, также в составе присутствует фосфорная (ортофосфорная) кислота (небольшое количество), изопропиловый спирт, хромат цинка (или фосфат цинка), тальк (около 2%) и другие добавки.
Хромат цинка – это компонент, повышающий коррозионную защиту металла. В травящем грунте ортофосфорная кислота вступает в реакцию с металлом, тогда как хромат цинка химически не взаимодействует с металлом. По сути, хромат цинка может добавляться в грунты с различными полимерами, такие как эпоксидный, полиуретановый. Он добавляет антикоррозионные свойства продукту, в который добавлен.
В некоторых странах химический реактив хромат цинка запрещён из-за высокой токсичности, поэтому в грунте содержатся другие компоненты подобного действия.
Кислотный грунт, применение
- Оригинальные панели на заводе оцинковываются и наносят покрытие электроосаждением, чтобы обеспечить защиту от коррозии. При ремонте поверхности, прошлифованные до металла теряют защитные свойства. Таким образом, чтобы гарантировать отличные антикоррозионные свойства, необходимо наносить травящий грунт.
- При наличии небольшого количества не счищаемой ржавчины также можно применять кислотный грунт.
- При наличии конструкции или детали с чистым металлом и труднодоступными для абразивной обработки местами можно, для подготовки к нанесению последующего слоя акрилового грунта применить кислотный грунт. Перед грунтованием вторичным грунтом и покраской цветных металлов рекомендуется повышать адгезию реактивным грунтом (wash primer).
“ Конкурентом” кислотного грунта является эпоксидный грунт. О различиях этих грунтов и тонкостях применения можете прочитать статью.
Нанесение кислотного грунта
- Важно тщательно взболтать и перемешать грунт перед применением.
- Распылять грунт нужно при температуре от +10 до +32 градусов по Цельсию.

- Перед нанесением фосфатирующего грунта нужно особенно тщательно обезжирить поверхность. Лучше это делать в резиновых перчатках, чтобы случайно не оставить отпечатков.
- Для создания хорошей адгезии с металлом нужно наносить мокрый слой кислотного грунта.
- Лучше, чтобы толщина плёнки не превышала 8 микрон, иначе адгезия ухудшается. Обычно достаточно одного мокрого слоя.
- По технологии, кислотный грунт эффективен на «голом» металле. Попадание небольшого количества этого грунта на старую краску или шпаклёвку не создаст проблемы.
- После нанесения кислотного грунта нужно подождать примерно 10–20 минут пока грунт высохнет, и наносить вторичный грунт.
- Перед нанесением акрилового наполняющего грунта не требуется шлифования.
Можно ли наносить краску на кислотный грунт?
Основным правилом является то, что кислотный грунт нужно покрывать сверху вторичным акриловым грунтом, который после высыхания нужно подготовить к покраске шлифованием.
Если на однокомпонентный кислотный грунт наносить слой краски, то одной из проблем может стать действие жёлтого пигмента грунта на краску. Он может повлиять на цвет краски.
Ограничения
На кислотный грунт нельзя наносить шпаклёвку и эпоксидный грунт (см. статью “можно ли наносить эпоксидный грунт на кислотный”).
Нанесение шпаклевки на “голый” металл кузова автомобиля

В этой небольшой статье я затрону тему нанесения шпаклевки на «голый» металл автомобиля.
Новички в кузовном ремонте часто спрашивают, как нужно правильно наносить автомобильную шпаклевку. Можно ли шпаклевать «голый» металл кузова или сначала нужно загрунтовать ремонтную область. Также, возникает вопрос нанесения шпаклевки на старую краску кузовной панели.

Итак, разберёмся в этом вопросе. По технологии шпаклевания кузова автомобиля, шпаклевка должна наноситься на чистый металл, подготовленный для шпаклевания наждачной бумагой. Можно использовать шлифовальную бумагу с градацией абразива P80-P120 . При зачистки, к примеру, проволочной наcадкой, поверхность может сгладиться. Шлифование металла создаст риски (царапины), за которые шпаклевка будет держаться. Можно сразу счищать старую краску эксцентриковой шлифмашинкой, с соответствующим шлифовальным кругом.
Зачищается область, превышающая границы повреждения (с запасом).
Нужно ли грунтовать перед шпаклеванием?
Единственный грунт, который можно применять перед шпаклеванием, это эпоксидный грунт. Делается это, в случае, если кузов долгое время восстанавливается. Обычно так делают реставраторы, у которых машина стоит долгое время (иногда несколько недель и даже месяцев) в мастерской. В воздухе, как известно, есть влага. При длительном воздействии воздуха, даже в гараже, под крышей, металл окисляется и, в дальнейшем, может появиться коррозия. Если с металлом производились сварочные работы, то его также лучше покрыть эпоксидным грунтом, предварительно зачистив шов и убрав окалину.
Некоторые официальные сервисные центры дорогих автомобилей также применяют эпоксидный грунт при ремонте для дополнительной гарантированной защиты от ржавчины.
Наносить шпаклёвку на эпоксидный грунт можно до момента полного затвердевания. Происходит химическая связь грунта и шпаклёвки. Эпоксидный грунт полностью затвердевает длительное время (см. инструкцию к конкретному грунту). Нужно, чтобы грунт хорошо просох несколько часов, а потом можно наносить шпаклёвку. Перед этим нужно подготовить грунт абразивом, но не протирать его до металла, иначе теряется смысл защиты.
Сами производители автомобильных шпаклёвок допускают при обычном кузовном ремонте наносить шпаклёвку на «голый» металл. Металл должен быть без следов ржавчины.
Можно ли шпаклевать по старой краске?
Это ещё один спорный момент. При нанесении шпаклёвки на старую заводскую краску, металл будет дополнительно защищён этой краской. В этом случае, краску нужно подготовить к шпаклеванию, отшлифовав шлифовальной бумагой с абразивом P120 .
Если краска не заводская, то не известно, что под ней и какого она качества. Поэтому, разумно будет зачистить не заводскую краску до голого металла.
Читайте также: