В каких случаях выполняется послойный визуальный контроль в процессе сварки
Обновлено: 13.05.2024
- чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, влаги, масла и т.п.), подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков материала.
При сборке деталей под сварку визуально необходимо контролировать:
- правильность установки подкладных пластин (колец);
- правильность установки временных технологических креплений;
- правильность сборки и крепления деталей в сборочных приспособлениях;
- правильность расположения и количество прихваток, и их качество;
- правильность установки приспособлений для поддува защитного газа;
- правильность нанесения активирующего флюса и защитной флюс-пасты;
- наличие защитного покрытия от брызг расплавленного металла на поверхности деталей из аустенитных сталей, свариваемых ручной дуговой и полуавтоматической (автоматической) сваркой плавящимся электродом в среде защитного газа;
- чистоту кромок и прилегающих к ним поверхностей деталей.
Измерительный контроль соединений, собранных под сварку, включает проверку:
- размеров швов приварки временных технологических креплений;
- размера перекрытия деталей в нахлесточном соединении;
- размеров (длина, высота) прихваток и их расположение по длине (периметру) соединения;
- размера зазора в замке расплавляемой проволочной вставки;
- размера перелома осей цилиндрических деталей трубы и плоскостей плоских деталей (листов);
- размера несоосности осей штуцера и отверстия в корпусе (трубе);
- размера несовпадения (отклонения) осей в угловых соединениях труб;
- размеров ширины зоны нанесения защитного покрытия на поверхностях деталей;
Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20% деталей и соединений из числа представленных к приемке.
При выявлении отклонений от требований рабочих чертежей, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля должен быть увеличен вдвое для группы однотипных деталей (соединений). Детали, забракованные при контроле, подлежат исправлению.
Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами, проводится на каждой детали, подвергавшейся резке.
Порядок выполнения визуального и измерительного контроля сварных соединений (наплавок)
Визуальный и измерительный контроль сварных соединений (наплавок) выполняется при производстве сварочных (наплавочных) работ и на стадии приемо-сдаточного контроля готовых сварных соединений. В случае, если контролируется многослойное сварное соединение, визуальный контроль и регистрация его результатов могут проводиться после выполнения каждого слоя.
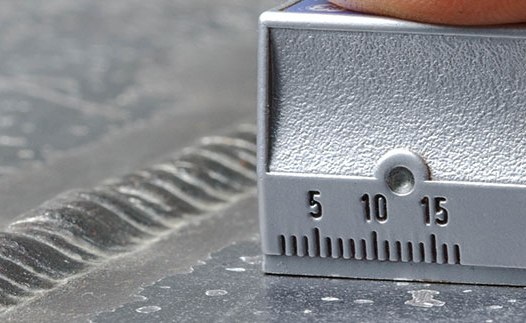
Послойный визуальный контроль в процессе сварки выполняется с целью выявления недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин, несплавлений, грубой чешуйчатости, западаний между валиками, наплывов) в каждом слое (валике) шва.
Таблица 2. Контролируемые параметры и средства измерений при подготовке деталей под сборку
Визуальный и измерительный контроль: с этого начинается дефектоскопия сварных соединений
Из всех методов НК визуальный и измерительный контроль (сокращённо – ВИК) по праву считается базовым, ключевым. Во-первых, потому что он фигурирует в руководящей документации по всем категориям опасных производственных объектов и технических устройств. Ни один иной вид НК не может похвастать такой широкой областью применения. И, во-вторых, к той же ультразвуковой или радиационной дефектоскопии приступают строго после того, как объект благополучно проходит ВИК. Это первый рубеж защиты от явного брака.
- именно это обозначение употребляется в РД 03-606-03 (инструкция отменена с 01.01.2021 года, но продолжает применяться в качестве методического источника), СТО Газпром 2-2.3-251-2008, РД-25.160.10-КТН-016-15;
- собственно, сам процесс состоит как раз из двух частей – а) визуального осмотра невооружённым взглядом либо с увеличительными приборами и б) измерения конкретных геометрических параметров при помощи специальных инструментов. Эти операции выполняются параллельно либо поочерёдно. Визуальный и измерительный контроль сварного соединения нельзя сводить к простому осмотру. Это довольно жёсткая проверка геометрии, качества обработки поверхности и прочих параметров по очень чётким критериям, прописанным в инструкции.

Какие задачи решает визуальный и измерительный контроль
- подтвердить соответствие изделий и заготовок положениям ТУ, стандартов, конструкторской документации;
- выявить деформацию, расслоения, забоины, прожоги, закаты, раковины, подрезы, свищи, наплывы, трещины и иные дефекты, а также следы коррозии и эрозии. Визуальный и измерительный контроль способен обнаруживать также дефекты, оставшиеся после рубки металла, флюсовые, шлаковые, окисные, вольфрамовые включения, завороты корки, прокатные плены, пузыри, рябизну и многое другое;
- измерить их протяжённость, глубину, ширину раскрытия и оценить степень их допустимости;
- проверить геометрические параметры, соосное расположение деталей под сварку, угол между ними, зазоры между ними, смещение кромок;
- после удаления дефекта – убедиться, что выборка дефектного участка и последующая заварка соответствуют нормативным требованиям.
Общая схема проведения визуального и измерительного контроля
- Изучение документации (стандарты, правила, методические рекомендации, техкарты, заявка или заказ-наряд). Определение норм браковки.
- Зачистка поверхности от брызг металла, шлака, следов ржавчины, влаги, пятен масла, пыли и иных загрязнений, мешающих нормальному осмотру. Если нужно произвести визуальный и измерительный контроль сварных соединений сосудов или иного оборудования под избыточным давлением, то его предварительно выводят из эксплуатации. Сбрасывают давление, дренируют рабочую среду, охлаждают. Изоляцию в зоне осмотра тоже убирают. При необходимости доводят шероховатость до приемлемых значения. Они зависят от того, какой метод дефектоскопии будет выполняться после ВИК. Для УЗК, например, Ra 6,3. Для ПВК – Ra 3,2. Для самого ВИК достаточным считается Ra 12,5 мкм (Rz 80 мкм).
- Собственно осмотр и измерение проверяемых параметров. На каждом объекте свой перечень. В случае с деталями под сварку, например, проверяют смещение кромок, перекрытие элементов (в нахлёсточных соединениях), смещение проволочной вставки с внутренней стороны, катеты швов приварки, длину прихваток, расстояние между ними и т.д. Визуальный и измерительный контроль сварных соединений предполагает проверку их ширины, высоты, выпуклости и вогнутости обратной стороны, глубины подреза, чешуйчатости, западания между валиками, корня шва, усиления и пр. Типичные изображения дефектов содержатся в инструкциях, учебных пособиях, специальных фотоальбомах. Кроме того, правильной идентификации и измерению дефектов уделяют большое внимание в учебных центрах. Так, у деталей под сборку смотрят, в первую очередь, перпендикулярность, толщину и ширину подкладок, угол и глубину скоса кромок. Дополнительно обращают внимание на маркировку заготовок. Отдельная история – ВИК труб, где нужно проверить наружный диаметр, толщину стенки, овальность, кривизну, длину и пр. А есть ещё литьё, поковки, листовой металлопрокат. Везде своя специфика.
- Анализ результатов, заполнение и подписание акта визуального и измерительного контроля (заключения, протокола). Фактические значения размерных показателей сравниваются с нормами, на основании чего принимается решение о допуске/браковке. В акте указывается номер заявки (либо заказ-наряда), наименование, габариты и номер объекта, шифр руководящего документа, ФИО и номер квалификационного удостоверения дефектоскописта и данные руководителя. В записи дефектов должны содержаться сведения об их размерах, ориентации, местоположении. Информацию дополнительно вносят в журналы учёта.
- При необходимости – нанесение записей на самом объекте для сварщиков/монтажников/слесарей, которые будут производить ремонт.

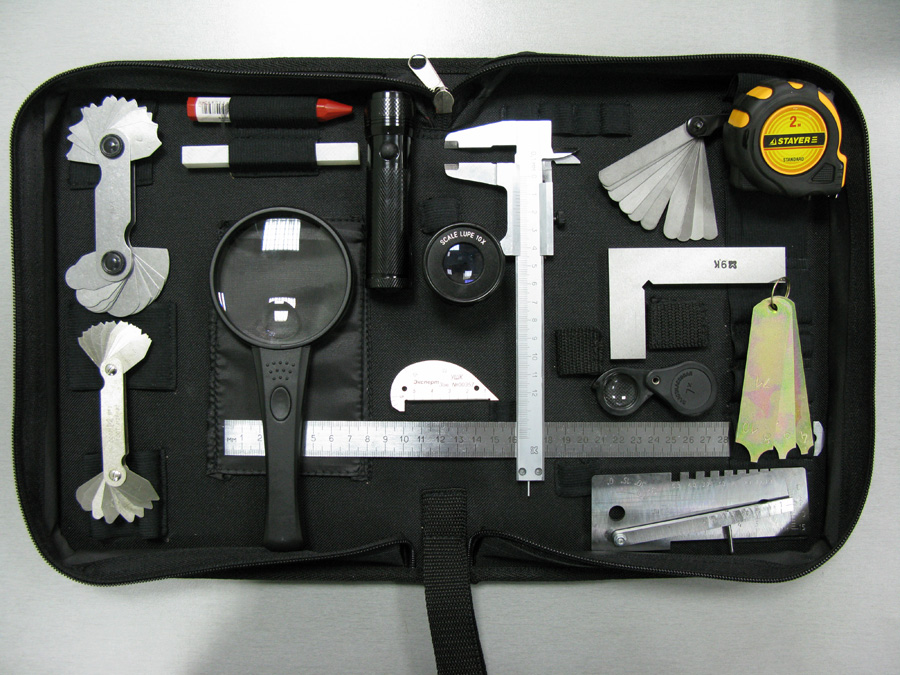
Инструменты и принадлежности для визуального и измерительного контроля

Инструменты для визуального и измерительного контроля деталей и сварных соединений в обязательном порядке проходят поверку и/или калибровку. Инвентарь периодически направляется для обслуживания в аккредитованные метрологические центры и подлежит внесению в Государственный реестр средств измерений (СИ). Испытательная лаборатория должна располагать паспортами, свидетельствами, сертификатами и иной документацией, подтверждающей точность используемых СИ.
Выбор конкретных шаблонов, образцов и прочих принадлежностей определяется положениями технологических карт и руководящей документации.
Для визуального и измерительного контроля применяются также видеоэндоскопы, жёсткие бороскопы и гибкие оптические фиброскопы. Это, по сути, отдельное направление – телеинспекция труднодоступных ниш, отверстий, скрытых механизмов, коммуникаций и пр. Благодаря управляемой артикуляции можно доставить зонд с камерой даже к самым потаённым местам сложного промышленного оборудования, ограждающих конструкций, инженерных систем и т.д.
Современные технические эндоскопы записывают фото и видео в HD-качестве. Файлы сохраняются на SD-карту, плюс доступны для просмотра в режиме реального времени. Для этого многие модели оснащены встроенными дисплеями. Контроль с видеоэндоскопами в полной мере может считаться как визуальным, так и измерительным. При наличии специальной насадки некоторые модели умеют определять расстояние между отдельными элементами изображения, их длину, ширину и диаметр.
Обычный ВИК требует свободного доступа к объекту. Как минимум, одностороннего, но в идеале – и с внутренней стороны (например, при обследовании кольцевых сварных соединений). При использовании систем телеинспекции можно произвести осмотр даже самых потаённых участков, не демонтируя при этом большое количество устройств и механизмов.
Сообщество специалистов ВИК
Одним из достоинств визуального и измерительного контроля сварных швов считается его доступность. Обучение персонала занимает меньше времени. Меньше формул, расчётов, «лаконичнее» теоретическая и практическая подготовка. И в сравнении с УЗК, где нужно много сил тратить на настройку дефектоскопа, и в сравнении с рентгеном, где нужно правильно подбирать фокусное расстояние, время экспозиции, режимы проявки и пр. Однако для проведения ВИК и уж тем более для разработки технологических карт с оформлением заключений необходимо пройти аттестацию согласно СДАНК-02-2021 или СНК ОПО РОНКТД-02-2021 (в зависимости от того, в какой Системе НК нужно подтвердить компетенцию, чтобы зайти на объект заказчика). Как и в других видах НК, предусмотрено три квалификационных уровня – I, II и III, которые присваиваются по итогам экзаменов.
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, подконтрольных Госгортехнадзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
II. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящая Инструкция базируется на терминах и определениях, приведенных в правилах безопасности, утвержденных Госгортехнадзором России (далее - Правила), а также использует термины и определения, приведенные в приложении А.
III. ОБЩИЕ ПОЛОЖЕНИЯ
3.1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
3.2. Визуальный и измерительный контроль материалов на стадии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических условий (далее - ТУ), конструкторской документации и Правил.
3.3. Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3.4. Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3.5. Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба) и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил.
3.6. Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3.7. Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполняют с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3.8. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3.9. Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, НД и Правил.
3.10. Визуальный и измерительный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11. Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответствии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей проектно-технологическую подготовку производства работ по контролю.
Примечание . Допускается разработку настоящих документов производить в составе ПТД.
3.12. Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13. Визуальный и измерительный контроль следует проводить всех доступных для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3.14. Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20-кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2 - 7-кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - лупы до 20-кратного увеличения.
3.15. Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16. Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17. Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18. Визуальный и измерительный контроль материалов, сварных соединений (наплавок), подлежащих термической обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежат полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3.19. Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3.20. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детали - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцовых и нахлесточных сварных соединений и соединений вварки труб в трубные доски, выполненных дуговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) - для сварных соединений, выполненных электрошлаковой сваркой.
3.21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями ПТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV. КВАЛИФИКАЦИЯ ПЕРСОНАЛА
V. ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ*
* Толщиномеры (ультразвуковые, вихретоковые и пр.) относятся к средствам соответствующего вида контроля (ультразвукового, вихретокового и пр.), и использующие их специалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
5.1. При визуальном и измерительном контроле применяют:
лупы, в том числе измерительные;
линейки измерительные металлические;
угольники поверочные 90° лекальные;
штангенциркули, штангенрейсмусы и штангенглубиномеры;
угломеры с нониусом;
стенкомеры и толщиномеры индикаторные;
нутромеры микрометрические и индикаторные;
шаблоны, в том числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.;
плоскопараллельные концевые меры длины с набором специальных принадлежностей;
штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного контроля при условии наличия соответствующих инструкций, методик их применения. Примерный перечень средств визуального и измерительного контроля приведен в приложении Д.
5.2. Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
5.3. Погрешность измерений при измерительном контроле не должна превышать величин, указанных в табл. 1, если в рабочих чертежах не предусмотрены другие требования.
5.4. Для определения шероховатости и волнистости поверхности следует применять профилографы-профилометры, аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
5.5. Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается нормативной технической документацией (НД) на соответствующие приборы и инструменты.
I . ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производстве нн ых объектах, подконтрольных Госгорте хн адзору России.
II . ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
III . ОБЩИЕ ПОЛОЖЕНИЯ
3 . 1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
3 . 2 . Визуальный и измерительный контроль материалов на стад ии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических услови й (далее - Т У), конструкторской документации и Правил.
3 . 3 . Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов , деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3 . 4 . Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3 . 5 . Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба) и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил .
3 . 6 . Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3 . 7 . Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполн яю т с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3 . 8 . Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностн ы х трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошносте й и дефектов формы швов; проверки геометрических размеров сварных шв ов и допустимости в ы явлен ны х деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3 . 9 . Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, Н Д и Правил.
3 . 10 . Визуальный и измерит е льный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11 . Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответств ии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей прое кт но-технологическ ую подготовку производства работ по контролю.
3.12 . Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13 . Визуа ль ный и измерительный контроль следует проводить всех доступ ны х для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3 . 14 . Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20 -кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2 - 7 -кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - л упы до 20 -кратного увеличения.
3 . 15 . Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16 . Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, бр ы зг мета л ла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17 . Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18 . Визуальный и измерительный контро ль материалов, сварных соединений (наплавок), по дл ежащих термическо й обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежат полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3 . 19 . Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3 . 20 . При визуа ль ном и измерите ль ном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее номинальной толщины стенки детал и - для стыковых соединений, в ы пол н ен ны х дуго в о й и эл е кт р онн о-л у чев о й сваркой, электроконтактной сваркой оплавлением , сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм , а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцовых и нах л есточн ы х сварных соединений и соединений вварки труб в трубные доски, выполненны х д уговой и электронно-лучевой сваркой;
3 . 21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями П ТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV . КВАЛИФИКАЦИЯ ПЕРСОНАЛА
V . ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ *
* Тол щи номеры (ультразвуковые, вихрето к ов ы е и пр.) относятся к средствам соот в етствующего вида контроля (ультразвукового, вихретоково г о и пр.), и использующие их сп е циалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
лупы, в т ом числе измерительные;
угольники поверочные 90 ° лекальные;
штангенциркули, штангенрейсмус ы и штангенглубиномер ы ;
стен к омер ы и толщиномеры индикаторные;
шаблоны, в т ом числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.;
5 . 2 . Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
5 . 3 . Погрешность измерений при измерительном контроле не должна превышать величин, указанных в табл. 1 , если в рабочих чертежах не предусмотрены другие требования.
5 . 4 . Для определения шероховатости и волнистости поверхности следует применять профилограф ы -проф и лометр ы , аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
5 . 5 . Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается нормативной технической документацией (НД) на соответствующие приборы и инструменты.
Визуальный контроль сварных швов: суть проведения и поэтапный порядок

По мере совершенствования технологий выполнения сварочных работ снижаются риски образования разного рода дефектов и отклонений от нормативных параметров. Тем не менее полностью исключить риски получения некачественных соединений не позволяют даже автоматические и роботизированные аппараты для сварки. Поэтому, независимо от примененной технологии производства сварочных операций, после ее исполнения реализуется процедура комплексной проверки качества швов. Метод визуального контроля является начальным этапом в рамках общего процесса сварочной дефектовки.
Основные положения
Контроль сварочных соединений следует понимать как технологическую процедуру, которая может выполняться на разных этапах производственного процесса, но в любом случае его следует осуществлять в соответствии с нормативными указаниями. К основным принципам данной операции относятся:
Принципы и задачи метода
Суть данного метода контроля заключается в исследовании поверхностей целевых объектов путем внешнего осмотра. На начальном уровне оператор изучает зону сварного шва, используя собственное зрение, но могут применяться и специальные технические устройства. Например, оптические приборы дают возможность исследования поверхностей в условиях приближения и акцентирования зоны путем светового излучения. Это дает возможность не просто визуального контроля, но и фиксации определенных параметров уже выявленного дефекта.
В результате осмотра должна сформироваться дефектологическая карта с указанием мест повреждения, изъянов и отклонений в месте сварного соединения. На основе полученных данных производится доработка шва или утилизация детали в зависимости от возможностей восстановления участка.
Целевые дефекты для выявления

К основным дефектам и отклонениям сварного шва, которые выявляются при внешнем контроле, относятся:
- Непровары. Неплотность или частичное несхождение поверхностей двух деталей из-за недостаточно расплавленных кромок.
- Вогнутости. Напротив, был допущен чрезмерный проплав корня сварного шва, в результате чего деформировалась структура основы. В данном случае визуальный контроль лишь фиксирует факт наличия дефекта, а его характеристики выявляются методами внутреннего неразрушающего контроля.
- Подрезы. Углубление, идущее по линии сплава. Допускается из-за неправильного направления дуги при сварке или по причине внешнего механического повреждения.
- Выпуклости. Обычно формируются из-за неправильной подачи защитной газовой смеси или при нарушении температурного режима в ходе расплава.
Применяемый инструмент контроля
На базовом уровне применяются простейшие средства визуального осмотра, среди которых лупы, штангенциркули, линейки и угольники. К специализированным аппаратам для профессионального контроля можно отнести вихретоковые и ультразвуковые толщиномеры, которые дают представление о размерных параметрах дефектов.
Широко применяются при визуальном контроле и шаблоны, по которым и без конкретных замеров можно определить отклонения характеристик шва от нормативных значений. Таким способом сравнения обычно определяются формы зазоров, кромок и собранных деталей для последующего соединения. Специально для определения степени волнистости и шероховатости поверхности задействуют профилографы-профилометры.

Особенности лазерного визуального контроля
И человеческое зрение, и возможности оптических приборов имеют свои ограничения при исследовании поверхностей с повышенной точностью наблюдения. Наиболее же эффективным средством глубинного визуального контроля сварных соединений является система лазерного сканирования с высокоточной камерой. Такие аппараты позволяют делать трехмерные графические снимки участков наблюдения с моментальным вычислением погрешностей шва. То есть в режиме оперативного анализа составляет карта дефектов в виде компьютерной модели.
Причем устройство не просто дает необходимый перечень исходных параметров для последующего анализа, а в зависимости от заложенных алгоритмов обработки данных может самостоятельно классифицировать соединение на основе геометрических показателей, вида дефекта и т. д. Модуль сканирования с микропроцессором выносит решение о возможностях дальнейшего использования детали с учетом тяжести обнаруженных отклонений от нормы.
Подготовка места проведения контроля
Согласно нормативам, работы производятся на стационарном участке, снабженном специальными платформами, стендами и столами для размещения исследуемого объекта и оборудования. Нередко контроль осуществляется в пределах производственного участка, что обусловлено минимизацией логистических издержек при перемещении деталей от непосредственного места выполнения сварки до зоны контроля. В этом случае особое внимание уделяется ограждениям от участка, где выполняются технологические операции. Место для исследования подбирается и с учетом санитарно-экологической обстановки, что особенно касается предприятий химической и металлургической промышленности.
Чем лучше освещен рабочий участок, тем точнее будет результаты визуально-измерительного контроля сварных швов. Освещение должно быть достаточно ярким для надежного исследования контролируемой поверхности, но не превышать в показателе интенсивности свечения 500 Лк.
Подготовка к выполнению осмотра

Независимо от типа и характеристик исследуемого объекта, его поверхности должны быть соответствующим образом зачищены. Удалению подлежат любые инородные покрытия, не входящие в естественную структуру шва. Это касается окалины, краски, грязи, следов ржавчины и оставшегося после сварки шлака. Не всегда к контролю допускаются и объекты, поверхности которых имеют цвета побежалости. Если контролируемая поверхность относится к частям работающего оборудования, то агрегат необходимо остановить на время исследований.
Как правило, это относится к технологическому оборудованию, прошедшему ремонт сваркой. Речь идет о системах вентиляции, охлаждения, компрессорных установках и т. д. Особое внимание при подготовке отводится инструментальному комплекту визуального контроля и расходным материалам, которые будут задействоваться в ходе работы. Инструменты должны быть соответствующим образом настроены, откалиброваны, проверены на работоспособность и точность показаний.
Порядок проведения входного контроля
Первый этап внешнего контроля в рамках производственного процесса, который ставит целью проверку заготовок и деталей перед сборочными операциями. На этой стадии выявляются трещины, закаты, забоины, расслоения и раковины сварных швов, которые несовместимы с требованиями дальнейших технологических операций. Согласно инструкции по визуальному контролю на этапе входного осмотра, длина участков, которые можно проверять без вспомогательного оборудования, может составлять не более 100 мм.
В ином случае задействуются измерительные приборы, позволяющие в поточном режиме фиксировать геометрические параметры дефектов. К слову, помимо непосредственно сварных швов, на этом этапе может оцениваться состояние кромок деталей, которые еще будут собираться посредством сварки.

Учет контролируемых параметров после сварки
Основной этап работ по визуальному осмотру деталей, который производится после завершения сборки конструкций путем термической сварки. Основным объектом исследования является наплавка в виде готового соединения. Как правило, производится послойный визуальный контроль сварных швов с фиксацией поверхностных дефектов. Если нет возможности точного выявления и оценки параметров свищей, трещин и признаков разрушения валика шва, то выполняется внутренний анализ структуры с подключением радиационной или ультразвуковой аппаратуры.
Измеряемые параметры при контроле
С точки зрения требований к технологической сборке металлических деталей и конструкций, в большей степени важна не фиксация самого факта наличия дефекта, а его размерные показатели. В соответствии с инструкцией по визуальному и измерительному контролю, при комплексном исследовании должны регистрироваться следующие величины:
- Ширина, длина и глубина шва.
- Размер выпуклости шва.
- Параметры сколов, трещин и раковин.
- Глубина подреза.
- Катет углового шва.
- Длина несплошностей.
В индивидуальном порядке согласно проектным предписаниям может составляться и карта взаимного расположения швов. К примеру, соблюдение определенной дистанции между точками соединений нередко является условием обеспечения надежности всей конструкции, поэтому учет промежутков рассматривается как одна из первостепенных величин контроля.

Контроль в рамках мероприятий по устранению дефектов
В процессе ремонта дефектных швов и при восстановлении поврежденной структуры металлических деталей также выполняются контролирующие операции, к целям которых относится:
- Отслеживание полноты устранения дефекта.
- Выявление новых дефектов, вызванных применением средств коррекции структуры шва.
- Контроль общей формы дефектного участка.
- Контроль чистоты участка – в частности, отслеживание загрязнений места соединения маслом, продуктами коррозии, технической пылью и т.д.
Также визуальный метод контроля позволяет удерживать в нормативных рамках параметры механических операций, требующихся для исправления структуры сварного соединения. В частности, контролируется глубина выборки дефектного шва, ширина зоны зачистки, величина разделки кромок, углы скосов и т.д.
Данные контроля заносятся в специальный журнал учета, после чего составляется документация в виде акта, протокола или заключения по итогам проведенного обследования. При выполнении визуального контроля качества на поверхности целевого участка также ставится маркировка с указанием результатов проведенной проверки. Например, это может быть клеймо с допуском к дальнейшим технологическим операциям в рамках производственного процесса. В ином случае заготовка отправляется на ремонт или доработку.
Заключение
Технологии организации и проведения контрольно-проверочных операций применительно к твердотельным деталям и материалам постоянно совершенствуются, позволяя без повреждений объекта исследования выявлять его мельчайшие дефекты. Тем не менее до сих пор активно применяются простейшие способы визуального осмотра, существенно ограниченные в возможностях точечного контроля.
Данная практика действительно несравнима по степени эффективности с современными средствами неразрушающегося внутреннего анализа тех же сварных швов. Но, как отмечается в инструкции по визуальному и измерительному контролю, внешний осмотр затрагивает лишь наиболее выраженные дефекты поверхности, часть которых можно ликвидировать без применения специализированных аппаратов и расходных материалов. Иными словами, с минимальными затратами на организацию контрольно-технических мероприятий выявляется наиболее грубый брак. Далее заготовка отправляется на следующие этапы более точного контроля, требующего применения специализированных магнитных, рентгеновских и ультразвуковых аппаратов, которые нецелесообразно использовать при первичном контроле явных поверхностных дефектов.
Читайте также: