В каких условиях производится сварка допускного стыка 2020г
Обновлено: 16.05.2024
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО "Оргэнергострой"
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям "Правил аттестации сварщиков", утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в "Правилах аттестации сварщиков".
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с "Правилами аттестации сварщиков", к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с "Правилами аттестации специалистов неразрушающего контроля", утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
"Правил технической эксплуатации электроустановок потребителей";
"Правил техники безопасности при эксплуатации электроустановок потребителей";
"Санитарных правил при проведении рентгеновской дефектоскопии", N 2191-80;
"Санитарных правил при радиоизотопной дефектоскопии", N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. - Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. - Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм, при 250 А - 25 мм, при 300 А - 50 мм. Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Группы по диаметрам труб
* Примечание: для труб свыше 426 мм аттестация технологии сварки должна проводиться по ВСН 006 "Сварка - Новая редакция".
Группы по толщине стенки
- изменение типа сварочных материалов за пределы принятого технологией прочностного класса, типа электродов, вида электродного покрытия, вида сердечника порошковой проволоки, типа и основности флюса;
- изменение числа слоев шва (в сторону уменьшения) и временного интервала между их выполнением (в сторону увеличения);
- уменьшение числа сварщиков на корневом слое шва против предусмотренного технологической инструкцией.
15.23. Аттестацию технологии ремонта дефектных стыков целесообразно проводить одновременно с аттестацией технологии сварки трубопровода преимущественно на том же стыке. При проведении аттестации технологии ремонта производят ремонт участков сварного шва длиной не менее 300 мм в потолочной части стыка. При диаметре трубы меньше 426 мм - не менее 1/6 периметра трубы. В том случае, если ремонт сварного шва выполняется теми же сварочными материалами и тем же методом сварки, которые предусмотрены аттестованной технологией, разрешается аттестовать технологию ремонта по результатам неразрушающего контроля ремонтного участка шва.
15.24. Технология сборки и сварки захлестов и другие специальные сборочно-сварочные работы должны быть аттестованы самостоятельно.
Аттестация сварщиков. Сварка допускных стыков
15.25. К аттестационным испытаниям сварщиков по аттестованной для данного объекта технологии сварки допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором России и имеющие удостоверения установленной формы.
15.26. Все сварщики до начала работ на данном объекте должны выполнить сварку допускных стыков на специально подготовленных катушках.
Сварщики, участвовавшие в аттестации технологии сварки и выполнявшие приемочный стык, признанный годным, от аттестации на допускных стыках освобождаются.
15.27. Допускной стык должен свариваться в присутствии представителей технадзора Заказчика в условиях непрерывного пооперационного контроля и последовательной оценки качества каждой операции.
Аттестационные испытания сварщика, в том числе при работе в составе бригады, назначают также в случаях, если:
15.28. Испытания образцов на излом с надрезом выполняются после радиографического контроля допускного стыка.
Образцы для испытания на излом с усилением шва должны иметь длину около 230 мм и ширину около 20 мм. Они могут быть вырезаны газовой резкой, фрезой или другим аналогичным инструментом с последующей механической обработкой. Образцы должны иметь надрезы, выполненные ножовкой в центральной части сварного шва (со стороны наружного усиления) и по бокам шва.
15.29. Если по результатам контроля допускной стык не принят, то разрешается выполнить сварку и контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытание. К повторному испытанию сварщик может быть допущен только после дополнительного обучения (тренировки) по специальной программе, согласованной с технадзором Заказчика.
15.30. Срок действия аттестационных испытаний сварщиков определяется продолжительностью строительства данного объекта, если соблюдены следующие условия:
- сварщик в течение всего этого времени выполняет только ту работу, по которой он прошел аттестационные испытания;
Если сварщик за время работы нарушает технологическую дисциплину и допускает брак в работе, представитель Заказчика имеет право отстранить его от работы и потребовать переаттестации.
Подготовка кромок и сборка стыков
15.31. Основные типы разделки кромок труб, выполняемых в монтажных условиях, приведены на рис. 4 а, б.
Подготовку кромок со стандартной разделкой (см. рис. 4а) можно выполнять как механической обработкой, так и газовой резкой с последующей зачисткой шлифмашинкой. Подготовку кромок с двухскосой разделкой (см. рис. 4б) можно выполнять только механической обработкой концов труб или патрубков. Такая разделка является предпочтительной при изготовлении трубных узлов и толстостенных труб при толщине стенки 15 мм и более.
15.32. До начала сборки на всех поступивших для сварки труб, деталях трубопроводов, арматуре мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие труб, деталей трубопроводов и арматуры их назначению.
При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, детали трубопроводов и арматура к сборке и сварке не допускаются.
В каких условиях производится сварка допускного стыка 2020г
Докипедия просит пользователей использовать в своей электронной переписке скопированные части текстов нормативных документов. Автоматически генерируемые обратные ссылки на источник информации, доставят удовольствие вашим адресатам.
9.4.11 Не допускается оставлять незаконченными сварные соединения с толщинами стенок до 10 мм включительно. В отдельных случаях, когда производственные условия не позволяют завершить сварку стыков с толщинами стенок более 10 мм, необходимо соблюдать следующие требования:
незавершенный стык следует накрыть теплоизолирующим поясом, обеспечивающим замедленное и равномерное остывание;
9.4.12 При сварке стыков труб с внутренним гладкостным покрытием должна быть обеспечена его сохранность. Допускаются прижоги покрытия на длине до 100 мм от стыка.
9.4.13 До начала сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен сварить допускной стык для труб диаметром до 1020 мм или половину стыка для труб диаметром 1020 мм включительно и более в условиях, тождественных с условиями сварки на трассе, если:
он впервые приступил к сварке магистрального трубопровода или имел перерыв в своей работе более 3 мес;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой - рисунок 9.1, а, б, в);
9.4.14 Допускной стык должен быть подвергнут визуальному и измерительному контролю, при котором сварной шов должен удовлетворять требованиям таблицы А.1.1 и таблицы А.1.2 (приложение А), а также 9.4.1 настоящего свода правил.
 | |
| 1425 × 774 пикс. Открыть в новом окне | |
9.4.15 Стык, удовлетворяющий требованиям визуального и измерительного контроля, должен быть подвергнут неразрушающему контролю, при котором сварной шов должен удовлетворять требованиям таблиц А.2.1 и А.2.2 приложения А настоящего свода правил или технологической инструкции на конкретный способ сварки.
9.4.16 Допускные стыки, выполненные ручной дуговой сваркой и прошедшие радиографический контроль, подвергаются механическим испытаниям. Образцы, вырезанные из допускного стыка, испытываются на растяжение и изгиб. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать приведенным на рисунке 9.1 и в таблице 9.2.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996 и настоящей главы.
9.4.17 Временное сопротивление сварного соединения, определенное на разрывных образцах со снятой выпуклостью, должно быть не меньше нормативного значения временного сопротивления металла труб.
9.4.18 Требования к механическим свойствам определяются проектом с учетом степени ответственности трубопровода, прочностного класса трубной стали и конкретных условий эксплуатации.
9.4.19 Сварные соединения труб диаметром от 57 до 89 мм подвергают испытаниям на растяжение по ГОСТ 6996 и сплющивание по ГОСТ 8695.
9.4.20 Если образцы, вырезанные из стыка, имеют неудовлетворительные показатели механических свойств, то испытания проводятся на удвоенном количестве образцов, вырезанных из повторно сваренного стыка; в случае получения при повторном испытании неудовлетворительных результатов бригада сварщиков или отдельный сварщик признаются не выдержавшими испытание к работе не допускаются и для допуска к сварке должны пройти переподготовку.
9.5 Специальные сварочные работы
Сварка захлестов
9.5.1 В зависимости от условий выполнения работ сварку захлестов при ликвидации технологических разрывов допускается производить по трем схемам:
схема 1 - оба конца трубопровода свободны (не засыпаны землей на длине не менее 100 диаметров), находятся в траншее (или на ее бровке) и имеют свободу перемещения, как в вертикальной, так и в горизонтальной плоскостях;
схема 2 - конец одного из стыкуемых участков трубопровода не засыпан землей на длине не менее 100 диаметров, а другой защемлен (подходит к крановому узлу, засыпан и т.п.);
В соответствии с первыми двумя схемами соединение участков трубопровода допускается осуществлять сварку одним кольцевым захлесточным стыком или вваркой катушки с выполнением двух кольцевых стыков. В соответствии с третьей схемой ликвидацию технологического разрыва допускается производить исключительно путем вварки катушки с выполнением двух кольцевых стыков при соблюдении соосности.
комбинированная технология: ручная дуговая сварка покрытыми электродами (корневой слой шва) плюс механизированная сварка самозащитной порошковой проволокой (последующие слои шва);
комбинированная технология: механизированная импульсно-дуговая сварка в среде углекислого газа плюс механизированная сварка самозащитной порошковой проволокой (последующие слои шва);
комбинированная технология: механизированная импульсно-дуговая сварка в среде углекислого газа плюс автоматическая сварка порошковой проволокой в среде защитных газов;
комбинированная технология: ручная дуговая сварка покрытыми электродами (корневой слой шва) плюс автоматическая сварка порошковой проволокой в среде защитных газов (последующие слои).
9.5.3 При установке трубной катушки для выполнения захлеста катушка должна быть изготовлена из труб того же диаметра, той же толщины и класса прочности, что и соединяемые участки трубопровода, и уложена на деревянные или инвентарные опоры (лежки) рядом с траншеей. Длина катушки должна быть не менее одного диаметра трубы. Сварка обоих стыков должна выполняться одновременно.
9.5.4 Сборку стыков захлестов разрешается выполнять с использованием наружных центраторов предпочтительно гидравлического типа. С внутренней поверхности труб должно быть удалено гладкостное покрытие на 40 мм от стыка в каждую сторону.
9.5.5 В процессе монтажа захлесточного стыка запрещается для установки требуемого зазора или обеспечения соосности труб натягивать или изгибать трубы силовыми механизмами, а также нагревать трубы за пределами зоны сварного стыка.
9.5.6 Не допускается выполнение захлестов на соединении труба плюс кривая холодного гнутья или крутоизогнутая соединительная деталь.
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
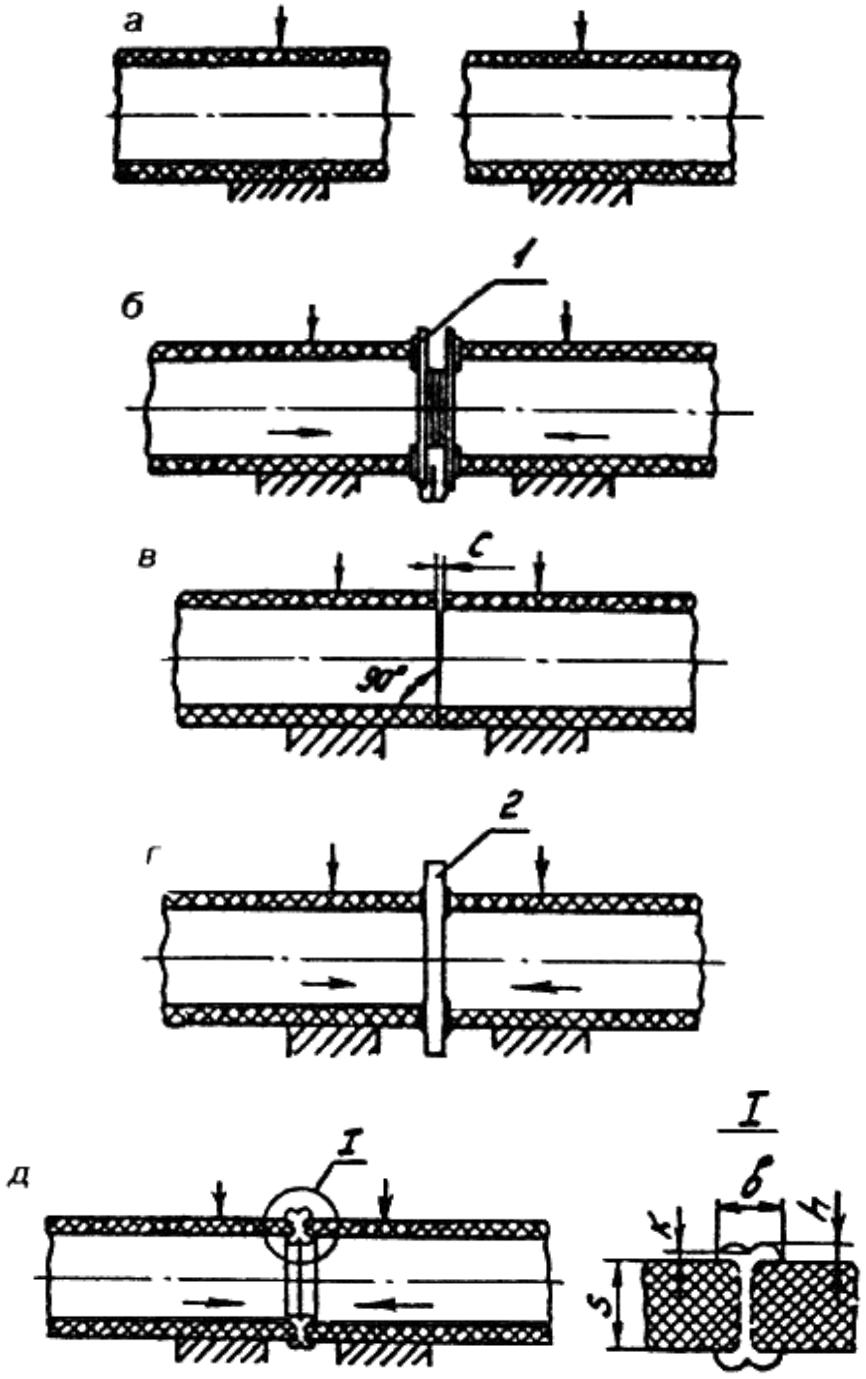 | |
| 866 × 1379 пикс. Открыть в новом окне | |
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
Читайте также: