В каком электромагнитном поле производится сварка твч пластмасс
Обновлено: 20.05.2024
В отличие от металлов пластмассы не содержат свободных зарядов, не проводят электрический ток и относятся к идеальным диэлектрикам. Сварка током высокой частоты (ТВЧ) пластмасс основана на особенностях их поведения в электрическом поле конденсатора. В диэлектриках имеются так называемые связанные заряды, т.е. заряды, связанные внутренними силами (как, например, силы взаимодействия между ядром и электронами в нейтральном атоме).
Эти заряды будут ориентироваться в электрическом поле конденсатора так, что часть, несущая положительный заряд, повернётся в сторону отрицательно заряженной обкладки конденсатора, а часть, несущая отрицательный заряд, - в противоположную сторону. Однако они не смогут разойтись на большие расстояния, так как этому препятствуют силы взаимодействия между ними.
Таким образом, связанные заряды – это всегда пары равных по величине и противоположных по знаку зарядов. Такие пары называются диполями, а явление смещения заряженных частиц диэлектрика во внешнем электрическом поле называется поляризацией диэлектрика.
В результате поляризации на границе диэлектрика появляются нескомпенсированные связанные заряды. На границе с положительно заряженной обкладкой конденсатора появляется отрицательный связанный заряд, а на границе с отрицательно заряженной обкладкой – положительный связанный заряд. Различают несколько видов поляризации: электронную, ионную, дипольную и др.
На рис.5.1, а показано, как происходит электронная поляризация атома, имеющего положительное ядро и один электрон, вращающийся вокруг ядра по круговой орбите.

Рис.5.1. Схемы поляризации диэлектриков: а – электронная; б - дипольная
При помещении такого атома в электрическое поле конденсатора ядро будет испытывать действие силы, вынуждающей его смещаться к отрицательно заряженной обкладке конденсатора, а электрон – действие такой же силы, но направленной в обратную сторону. Под действием этих сил атом деформируется и центр орбиты электрона будут смещен относительно ядра.
Ионная поляризация характерна для веществ, имеющих кристаллическую решетку (например, поваренная соль NaCl), в узлах которой в чередующемся порядке расположены положительные и отрицательные ионы. Под действием электрического поля решетка деформируется из-за смещения ионов к обкладкам противоположного заряда.
Наибольший интерес для понимания сущности сварки ТВЧ представляет механизм поляризации материалов, имеющих готовые диполи – полярные молекулы – даже при отсутствии электрического поля. Примером могут служить макромолекулы поливинилхлорида, состоящие из звеньев «–СН2–СНСl–» (рис.5.2).

Рис.5.2. Структурная формула звена макромолекулы поливинилхлорида
Несимметричность строения обуславливает смещение центра отрицательного заряда к атому углерода, связанному с хлором, т.е. звено представляет собой микродиполь.
При внесении такого вещества в электрическое поле конденсатора микродиполи будут ориентироваться так, как это показано на рис.5.1, б. Такой вид поляризации называется дипольной поляризацией.
Следует указать, что в одном веществе может одновременно существовать несколько видов поляризации.
В случае переменного электрического поля при смене знака заряда на обкладках конденсатора будет меняться и ориентация участков макромолекул (диполей). Однако при дипольной поляризации частицы диэлектрика смещаются с запаздыванием по отношению к напряженности электрического поля. Такое запаздывание объясняется тем, что смещению звеньев будут препятствовать внутренние силы, связывающие их с соседними звеньями той же макромолекулы, или соседние макромолекулы. Электромагнитная энергия, затрачиваемая на преодоление этих сил, выделяется в виде тепла в диэлектрике, что и приводит к его разогреву до температуры сварки. Это запаздывание, а следовательно, и скорость превращения электромагнитной энергии в тепловую характеризуются углом диэлек трическ их потерь δ .
Для количественной оценки свариваемости пластмасс в высокочастотном электрическом поле используют величину k, называемую фактором потерь.
Фактор потерь (и, соответственно, нагрев диэлектрика) определяется произведением диэлектрической проницаемости ξ и тангенса угла диэлектрических потерь (tgδ )
Удельную мощность РУД (Вт/см2), выделяемую в единице объема диэлектрика, помещенного в переменное электрическое поле, определяют по формуле
где f – частота изменений направления поля, Гц;
Е – напряженность поля в материале, В/см.
Сварка пластмасс токами высокой частоты
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Схемы процесса
Сварка термопластов ТВЧ основана на нагреве в результате преобразования электрической энергии в тепловую непосредственно внутри самого материала.
Сущность процесса сварки ТВЧ заключается в следующем. Свариваемое изделие помещают в переменное электрическое поле высокой частоты. Поскольку пластмассы являются несовершенными диэлектриками, элементарные заряды при внесении диэлектрика в высокочастотное поле несколько смещаются, небольшое количество имеющихся в диэлектрике свободных зарядов образует ток проводимости. На смещение заряженных частиц затрачивается работа, которая превращается в тепло благодаря наличию молекулярного трения между материальными частицами. Каждое изменение направления электрического поля влечет за собой выделение некоторого количества тепла.
Для сварки пластмасс применяются токи высокой частоты в пределах 30—40 МГц. Высокочастотная сварка осуществляется между двумя металлическими электродами-обкладками конденсатора, включенными в колебательный контур генератора электрических колебаний.
Нагреваться в поле ТВЧ могут не все типы пластмасс, а только так называемые полярные. К полярным относится поливинилхлорид, винипласт, полиамид; к неполярным — полиэтилен, полистирол, полиизобутилен и фторопласт-4.
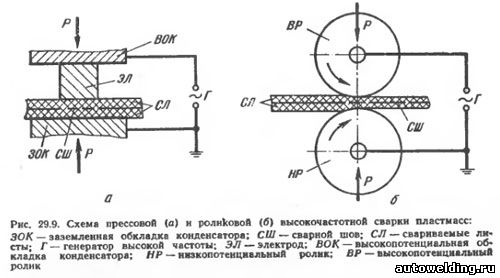
При сварке ТВЧ обкладками конденсатора являются электроды сварочной установки. Сварка может осуществляться по прессовой и роликовой схемам (рис. 29.9).
Прессовая сварка
При прессовой сварке (рис. 29.9, а) соединение получают за один рабочий цикл. Конфигурация сварных швов соответствует конфигурации электродов. Сварной шов укладывается одновременно по всему контуру, т. е. все участки шва свариваются на одном и том же режиме, нагрев происходит равномерно, что обеспечивает высокое качество сварного соединения. Электроды при прессовой сварке служат не только для подвода энергии к зоне соединения, но и для создания сварочного давления на эту зону и регулирования теплоотвода от нее. Прессовая сварка ТВЧ позволяет получать соединения внахлестку, встык, втавр, на ус и с отбортовкой кромок.
Разновидностью прессовой сварки является шовно-шаговая сварка. В этом случае материалы свариваются участками с определенным шагом или с перекрытием для получения строчки или непрерывного шва. Подача материалов на шаг осуществляется в момент подъема электродов. При сварке синтетических тканей и пленок для этого используют машины типа швейных, оборудованных точечными электродами и механизмом шаговой подачи материалов на 1—2 мм.
Роликовая сварка
Роликовая сварка (рис. 29.9,б) используется для получения непрерывных протяженных швов. Электродами при этом служат ролики или диски, вращающиеся в противоположном направлении. Один электрод-ролик соединяется с высокопотенциальным выводом генератора ТВЧ, а другой заземлен. Роликовая сварка обладает следующими недостатками, затрудняющими ее использование. Во-первых, при большой скорости сварки сварной шов не успевает охладиться под давлением и выходит из-под электродов-роликов в нагретом состоянии. Это приводит к значительным деформациям шва, особенно при больших толщинах свариваемого материала. Во-вторых, электрическая емкость между роликами мала, что также не позволяет достичь больших скоростей сварки. Указанные недостатки обусловливают целесообразность применения роликовой сварки ТВЧ только для соединения тонких пленок, так как с повышением толщины скорость сварки значительно снижается. Так, при толщине пленки 100 мкм оптимальная скорость сварки составляет 6 м/мин, а при толщине 200 мкм — 2 м/мин. При большой толщине скорость сварки ТВЧ снижается настолько, что применение ее становится экономически нецелесообразно.
Оборудование
Для целей сварки пластмасс принята серия сварочных установок, питаемых от ламповых генераторов следующих мощностей: 1,6; 4,0; 6,0; 10 кВт, которые работают исключительно на частоте 27,12 МГц±1 %.
В настоящее время отечественной промышленностью выпускаются высокочастотные сварочные установки ВЧДЗ-1,6/27, ВЧД6-4/27, ВЧД10-4/27, ВЧД6-10/27 Таганрогским заводом электротермического оборудования.
Сварка током высокой частоты (ТВЧ)
Cегодня это самый прогрессивный метод сварки. Его основное преимущество заключается в мгновенном нагреве по всей толщине свариваемых материалов, а также высокой производительности. Материал под воздействием высокочастотного переменного поля поляризуется, и заряженные частицы, входящие в атомы и молекулы материала, смещаются. Движение этих частиц происходит с трением, на преодоление которого затрачивается электрическое поле, что и вызывает нагрев вещества.
Максимальная температура сосредотачивается на соединяемых поверхностях материала, а минимальная сосредоточена на внешних. Подобное распределение температуры также является преимуществом сварки ТВЧ, поскольку наружные поверхности не нагреваются, а это заметно снижает деформацию в линии шва. Материал изнутри нагревается током высокой частоты, поэтому сварка осуществляется на молекулярном уровне, за счёт чего достигается полная герметичность свариваемого ТВЧ материала. Сварные швы, изготовленные по этой технологии, почти не видны.
ТВЧ-сварке подвергаются термопласты с фактором диэлектрических потерь не меньше сотых долей единицы. Для высокочастотной сварки не подходят неполярные вещества – такие, как полиэтилен, полипропилен, полистирол.
Применение установок ТВЧ
На производстве все вышеперечисленные свойства реализуются следующим образом:
Производство косметичек: вместо шва сварка ( сувенирная продукция)
Производство натяжных потолков ( приварка гарпуна, сварка плёнки)
Производство туб ( ёлочных украшений, сувениров)
Производство канцелярских товаров
Упаковка телефонных карт
Обложки на окументы и т. д.
Обложки на тетради
Альбомы для монет и марок
Упаковка типа блистер
Упаковки для одежды, постельного белья ( может комплектоваться вешалкой)
Коврики под компьютерные мышки
Сваривание ленточных транспортёров
Сваривание автомобильных брезентовых покрытий-тент
Приваривание ограничителей и пальцев цепи конвейера
Сваривание маркиз ( для защиты от солнца)
Сваривание плавательных басcейнов
Тиснение в материалах фирменных знаков
Тиснение объёмных узоров и форм
Сваривание различных надувных игрушек
Приваривание элементов для усиления обивки автомобилей
Сваривание различных элементов обивки в автомобилях
Сваривание сидений в детских креслах
Cваривание обивки на велосипедных сиденьях
Сваривание светящихся элементов разных форм ( цветок, сердце и т.д. – также можно использовать в детской одежде, чтобы её было видно в темноте на дороге)
Упаковка из мягкой и полутвёрдой плёнки ПВХ для инструментов, игрушек и т. д. Предлагаем много вариантов упаковки в зависимости от желания и условий Клиента
Сваривание коробок из полутвёрдого и твёрдого ПВХ
Уплотнение швов в защитной одежде ( комбинезоны, куртки, резиновые сапоги для рыбалки, брюки)
Сваривание и обрезание подкладок и пакетов для завтрака
Сварка заградительных бонов для защиты от разливов нефти, надувной мебели, тентов, спортинвентаря и других изделий из пленки ПВХ и из тканей с двухсторонним нанесением ПВХ.
Это неполный список возможного использования установок ТВЧ. ТВЧ-сварке подвергается все, что изготовлено из ПВХ или материалов, которые содержат более 30% ПВХ.
Сварка пластмасс в электрическом поле высокой частоты
ТВЧ-сварка ( сварка током высоких частот) пластмасс осуществляется за счет разогрева материала после поглощения им энергии образующегося электрического поля.
Профессиональные ТВЧ станки обеспечивают локальный быстрый нагрев соединяемых поверхностей, при этом нет проплавления всей поверхности и объёма материала. За счёт этого сварка ТВЧ может использоваться для соединения материалов, имеющих узкий температурный интервал вязко-текучего состояния, а также высокую вязкость расплава.
При сварке материал располагается между металлическими электродами, и при подключении данной системы к источнику электроэнергии высоких частот образуется конденсатор. Материал-диэлектрик под воздействием электрического поля поляризуется. При переменном электрическом поле в материале образуется переменная поляризация, которая сопровождается смещением заряженных частиц, входящих в атомы и молекулы. Большая часть реальных диэлектриков ( включая термопласты), помещаемых в переменное поле, имеет определённую проводимость.
Причиной для нагревания полимеров в электрополе высокой частоты являются особые звенья в их молекулах, которые имеют дипольное строение и могут при наложении внешнего поля поляризоваться. Микродиполи при попадании полимеров в переменное электрическое поле будут ориентироваться по направлению электрического поля: отрицательные заряды будут тянуться к положительно заряженной пластине конденсатора, положительно заряженные — к отрицательной пластине, а при смене на обкладках конденсатора знака заряда ориентация участков молекул будет меняться. Препятствовать этой смене ориентации будут соседние молекулы и соседние звенья этой же молекулы. Энергия, которая будет тратиться на преодоление этих препятствий, превращается в тепловую. Вязкость полимера при нагреве уменьшается и улучшаются условия ориентации.
Диполи диэлектрика при малых частотах изменения электрического поля ориентируются без запаздывания, а при возрастании частоты поля скорость поворота диполей увеличивается, соответственно, увеличивается трение частиц. Поляризация при очень большой частоте ослабевает, поскольку частицы не успевают сделать полную ориентацию.
По результатам исследований, процесс теплообразования в высокочастотном электрическом поле определяется параметрами поля, то есть напряжённостью и частотой, и диэлектрическими свойствами полимера. От теплопроводимости материала cкорость нагрева материала не зависит, поскольку теплопроводность определяет только потери теплоты в массу электродов и околошовную зону. Соответственно, максимальная температура при сварке обычно сосредоточена именно на контакте деталей, минимальная сосредотачивается на границе электродов и изделия. Подобное рациональное распределение температуры является неоспоримым преимуществом ТВЧ-сварки, поскольку не происходит наружного перегрева вещества. Скорость нагрева увеличивают изменением частоты и напряженности электрополя, однако увеличение напряженности ограничено определённым пределом – если он превышен, происходит электрический пробой находящегося между электродами свариваемого материала. Это становится причиной брака во шве и нарушает режим работы генератора высоких частот.
Частота электрополя также ограничена габаритами конденсатора – если нарушены определённые соотношения, пластмассы могут нагреваться неравномерно.
Способы сварки токами высокой частоты
Существует три технологии ТВЧ-сварки: шовная, точечная и прессовая. Выбор сварочной технологий в большинстве случаев определяется особенностями конструкции изделий.
Прессовый метод ТВЧ-сварки
Прессовый метод ( рис. 1, а) заключается в следующем: свариваемые детали изделия помещаются между обкладками рабочего конденсатора, то есть электродами. Один или оба электрода повторяют конфигурацию шва. Можно задать любую форму шва, так как электроды сменные.

Рис. 1 Сварка пластмасс в высокочастотном электрическом поле:
1-электроды, 2-свариваемые детали изделия, 3-генератор, 4-диски
Одновременно с подачей напряжения на электроды от генератора подается соответствующее давление на свариваемые детали. Место сварки одновременно и равномерно нагревается по всей длине, это обеспечивает не только высокое качество, но и надёжность и стабильность механических свойств полученного сварного шва. Прессовая технология ТВЧ-сварки ограничена в использовании – толщина соединяемых деталей не должна превышать 5 мм.
Прессовая сварка – это наиболее распространённый и универсальный метод ТВЧ-сварки пластмасс. Эта технология используется для сварки деталей, декоративной отделки, клеймения изделий, нанесения аппликаций.
Шовный метод ТВЧ-сварки
Шовный метод ( рис. 1, б) заключается в следующем: два диска, которые вращаются в противоположные стороны, создают одновременно с нагревом давление на свариваемые детали. Несмотря на кажущуюся простоту, шовная технология имеет один достаточно серьезный недостаток - для того, чтобы обеспечить высокую производительность при небольшой площади сварки, необходимо требуется повышать частоту тока и напряжение, удельную мощность. А эти показатели, как сказано выше, ограничены, соответственно, производительность сравнительно невелика. В связи с этим на производстве шовный метод используется достаточно редко, в основном для сварки тонких пленок.
Точечный метод ТВЧ-сварки
Точечный метод ( рис. 1, б) представляет собой разновидность шовной технологии и отличается от неё видом шва: шов по длине получается не сплошным, а прерывистым, то есть отдельными точками. Данная технология ТВЧ-сварка используется преимущественно для прихватки изделий, собранных под шовную либо прессовую сварку.
В высокочастотном электрополе также сваривают поперечные стыки труб, но сделать разогрев равномерным по всему периметру стыка достаточно сложно, поэтому для сварки стыков труб применяются кольцевые неразъёмные либо разъёмные электроды. Особенно значимый параметр сварки в данном случае – это расстояние от электрода до стыка. При уменьшении расстояния возрастает напряженность поля в стыке, поэтому его выбору нужно уделять особое внимание.
Основные технологические параметры ТВЧ-сварки:
- величина давления;
- напряжённость электрического поля;
- продолжительность нагрева
В основном большинство полимерных материалов хорошо нагревается при частотах в пределах 10 - 150 МГц. Для обеспечения стабильности работы оборудования и отсутствия целесообразнее устанавливать верхний предел частот, хотя максимальное КПД генератора обеспечивается на нижнем пределе. Частота электрополя нормирована и зависит от полос частот, которые разрешены для применения в технических целях. Чтобы не создавать помехи телевидению, радиовещанию и остальным службам РФ, для ТВЧ-сварки разрешены частоты 27, 12; 81, 36; 40, 62; 152 МГц.
Стоит отметить, что такие широко используемые термопласты, как фторопласт-4, полистирол полиэтилен и некоторые другие, к сожалению, непосредственно сваркой ТВЧ не соединяются, потому что относятся к наиболее совершенным диэлектрикам, соответственно, не могут генерировать достаточное количество тепла, необходимого для сварки.
Сварка пластмасс
Сварке подвергаются только так называемые термопластичные пластмассы (термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Кроме них, существуют термореактивные пластмассы, которые изменяют свои свойства при нагреве. Нагревать пластмассы при сварке следует не выше температуры их разложения, т. е. в пределах 140—240 °С.
Пластмассы можно сваривать различными способами: нагретым газом; контактной теплотой от нагревательных элементов; трением; ультразвуком. Рассмотрим способ сварки нагретым газом.
Основные условия для получения качественного соединения пластмасс при сварке следующие.
1. Диаметр присадочного прутка не должен превышать 4 мм для достаточно быстрого его нагрева и обеспечения необходимой производительности сварки.
2. Сварку следует вести по возможности быстро во избежание термического разложения материала.
3. Необходимо точно выдерживать температуру сварки во избежание недостаточного нагрева или перегрева свариваемого материала.
Для сварки нагретым газом в качестве теплоносителя используют воздух, азот, углекислый газ. Наиболее широкое применение получил воздух, как более доступный газ. При сварке в азоте и углекислом газе, создающих инертную среду, вокруг места сварки, не происходит окисления и разрушения структуры свариваемого термопласта. Нагревание газа-теплоносителя происходит в специальных горелках, газовых или электрических. Сварка нагретым газом проста, не требует сложного оборудования, удобна в случае ремонтных работ; ее можно применять для изделий различных размеров и формы; она получила достаточно широкое применение в практике сварки пластмасс.
Для сварки можно использовать горелки ГГП-1-56 конструкции ВНИИАВТОГЕНа, в которых использован принцип прямого нагрева газа-теплоносителя. Температура нагретого газа в них регулируется в широких пределах изменением расхода горючего газа и газа-теплоносителя. Применяют также пропано-воздушные вихревые горелки ГГП-1-66 и горелки ГЭП-1А-67 с электроподогревом.
При сварке пластмасс применяют различные виды соединений: встык с односторонним и двусторонним скосом кромок под углом 35—45°; внахлестку; тавровые; угловые без скоса и со скосом кромок. Наиболее распространено соединение встык. Шов с двусторонней разделкой кромок обеспечивает более равномерное распределение теплоты и поэтому он прочнее шва с односторонней разделкой кромок. Шов внахлестку в несколько раз менее прочен, чем стыковой, и поэтому применяется лишь в отдельных случаях, например при сварке стыков труб с отбортовкой. Сварка термопластов основана на доведении прутка и свариваемого материала до температуры их размягчения, когда они в вязком состоянии способны склеиваться при небольшом усилии сжатия.
Сварщик должен подавать пруток под углом 90° к поверхности шва. Если этот угол более 90°, то пруток вытягивается и при охлаждении его происходят разрывы; при меньшем угле пруток нагревается быстрее на более длинном участке и не успевает привариваться к свариваемым кромкам или ранее уложенным пруткам.
Скорость укладки прутка диаметром 3 мм должна составлять 12—15 м/ч, для того чтобы происходило хорошее сваривание прутка и основного материала и обеспечивалась достаточная прочность соединения.
Угол между осью сопла горелки и прутком определяется толщиной свариваемого листа: при толщине до 5 мм этот угол равен 20—25°, при толщине 10—20 мм 30—45°. Расстояние между наконечником и поверхностью шва необходимо по возможности поддерживать постоянным (5—8 мм). При правильном положении горелки и необходимой температуре нагрева основной материал по обе стороны укладываемого прутка должен «закипать». Усилие давления на пруток необходимо стремиться создавать равным: для прутка диаметром 2—3 мм 1—1,6 кгс, диаметром 4—5 мм 2,2—3 кгс. После сварки изделие следует подвергать медленному охлаждению на воздухе. При быстром охлаждении возможно растрескивание соединения вследствие различной и неравномерной усадки основного материала и присадочного прутка. В зависимости от квалификации сварщика прочность сварного соединения винипласта может колебаться от 30 до 90% прочности основного материала.
Применение прутков при сварке пластмасс снижает производительность процесса для газовой горелки до 15—20 м/ч, для электрической — до 10—12 м/ч. При этом данный метод имеет еще тот недостаток, что ударная вязкость шва и основного материала на границе сварного шва получается примерно в 12 раз ниже ударной вязкости основного материала и не превышает 1 МДж/м 2 (10 кгс-м/см 2 ).
Для повышения производительности процесса и прочности сварного соединения применяют беспрутковый метод сварки пластмассовых листов. Он состоит в том, что свариваемые листы срезают по кромкам под углом 20° и складывают внахлестку. Затем листы нагревают до температуры 250—300 °С воздухом, подогреваемым в электрической горелке, и сжимают валиками, облицованными слоем резины. Струю воздуха направляют непрерывно на срезанные кромки листов и горелку перемещают впереди валиков вдоль свариваемых кромок. Скорость сварки для винипласта толщиной 3—12 мм составляет 120—200 м/ч. Листы равномерно нагреваются до температуры 60—70 °С на ширине 300—400 мм. Прочность сварного соединения при этом достигает 80—90% прочности основного материала, а производительность в 10—15 раз выше, чем при прутковом способе. Ударная вязкость, материала после сварки почти не снижается.
При сварке полиэтилена, полихлорвинила (так называемых мягких термопластов) пруток для повышения прочности соединения прикатывают специальным роликом. Качество сварки термопластов контролируют наружным осмотром. Полученный шов должен быть плотным, без разрывов и трещин. Плотность швов можно испытывать водой, сжатым воздухом или керосином. Для контроля качества швов используют также электролитный и электроискровой дефектоскопы.
Классификация способов сварки пластмасс
Классификация проводится по основным физическим, техническим и технологическим признакам. По физическим признакам сварка пластмасс делится на классы и виды.
Деление на классы нужно проводить по форме энергии, используемой для сварки, т. е. подводимой к сварочным материалам. Все известные в настоящее время процессы сварки пластмасс осуществляются с использова нием тепловой, механической, электромагнитной энергии или различных комбинаций этих видов энергии. В связи с этим следует различать следующие классы сварки: термическая, механическая и электромагнитная. Кроме того, существуют методы термомеханической и электромагнитно-механической сварки.
К термическим относятся виды сварки, при которых давление не играет существенной роли в образовании сварного соединения, например сварка пламенем, нагретым газом или расплавом. Образование сварного соединения в этом случае определяется в основном количеством подводимой энергии
К термомеханическим относятся виды сварки, при которых неразъемное соединение образуется вследствие подвода тепловой энергии и приложения статического давления.
При механических видах сварки тепловая энергия генерируется внутри свариваемых деталей за счет превращения механической энергии, подводимой извне, в тепловую. Это может быть: механическая энергия трения или вибротрения свариваемых поверхностей, превращающаяся в тепловую, которая вследствие малой теплопроводности пластмасс локализуется в сварочной зоне; механическая энергия упругих колебаний (ультразвуковая сварка).
При подводе электромагнитной энергии к свариваемым деталям тепловая энергия также генерируется в них либо за счет способности звеньев макромолекул полимеров поляризоваться при наложении внешнего электрического поля (высокочастотная сварка), либо за счет поглощения энергии электромагнитных колебаний (сварка инфракрасным излучением, сварка лазером).
Из всех существующих видов сварки пластмасс невозможно выделить единственный вид, который бы удовлетворял всем экономическим, технологическим и эксплуатационным требованиям. Вид применяемых источников сварочного нагрева, технологические принципы, положенные в основу процесса сварки, степень механизации и автоматизации в немалой степени зависят от той физической формы, в которой используются пластмассы как конструкционные материалы. По этому признаку можно выделить: монолитные изделия — условно трехмерные материалы, применяемые для изготовления деталей машин, емкостей, труб, профилей, плит, фасонных деталей; пленочные — условно двухмерные материалы, которые используются в качестве упаковки, покрытий, подложек, изолирующих конструкций и т. п.; волокна — условно одномерные материалы, которые используются для получения нетканых полотен, бытовых и технических тканей. Комбинацией последних двух физических форм являются волокнистые материалы, имеющие полимерное покрытие — искусственные кожи.
Области применения видов сварки в зависимости от физической формы полимера и вида изделий приведены в табл. 29.1.

Каждый из видов сварки пластмасс имеет свои преимущества и недостатки, и в зависимости от физико-механических свойств материала, вида и назначения изделия, серийности выпуска и т. д. предпочтение может быть отдано тому или иному из перечисленных видов сварки. Например, сварка нагретым газом и нагретым инструментом являются наиболее простыми и экономичными способами, характеризующимися достаточно высокими прочностными характеристиками соединения. В последние годы эти виды сварки получили очень широкое распространение для сварки пластмассовых трубопроводов. Однако значительная зона разогрева препятствует применению этих способов для консервации легковоспламеняющихся веществ, пищевых продуктов и лекарственных препаратов, портящихся при повышенных температурах. Вследствие загрязнения поверхностей свариваемых изделий значительно уменьшается прочность сварных соединений в этих случаях.
Высокочастотная сварка отличается высокой производительностью, но она неприменима для некоторых типов пластмасс (полиэтилена, полипропилена и т. д.). При сварке токами высокой частоты емкостей из поливинилхлорида, наполненных жидкостями, может происходить электрический пробой, приводящий к разрушению изделия.
Сварку расплавом целесообразно применять для получения швов большой протяженности при соединении материалов достаточно большой толщины и не всегда целесообразно для соединения пленочных материалов.
Ультразвуковая сварка может заменить механические методы соединения и склеивания целой группы полимеров, например полистирола, лавсана и капрона. Она широко применяется при изготовлении изделий пищевой и легкой промышленности, парфюмерии, радиоэлектроники и электротехники, товаров широкого потребления из пластмасс.
Читайте также: