В каком случае используется сварка блоками или каскадом секциями
Обновлено: 02.07.2024
При повышенной толщине стали и большой протяженности швов резко возрастают остаточные сварочные напряжения, которые могут послужить причиной появления трещин в сварных швах. Поэтому при выполнении многослойных швов большой протяженности для уменьшения сварочных напряжений необходимо соблюдать определенный порядок наложения швов.
При сварке толстого металла разделку кромок следует заполнять с малым интервалом времени между наложением отдельных слоев, чтобы каждый последующий слой накладывался на горячий предыдущий. Чтобы обеспечивался достаточный прогрев и отжиг слоев, толщина каждого слоя не должна превышать 4—5 мм.
При многослойной сварке разделку кромок заполняют слоями или валиками. При заполнении разделки слоями каждый слой шва выполняется за один проход с поперечными колебаниями конца электрода. При заполнении разделки валиками каждый слои выполняется за два и более проходов без поперечных колебаний конца электрода.
При сварке толстого металла не рекомендуется выполнять отдельные слои по длине на проход от одного края к другому, т. к. предыдущий слой шва перед наложением последующего успевает почти полностью остыть, что может привести к образованию трещин. Целесообразно отдельные слон по длине выполнять обратноступенчатым способом. При выполнении швов больших толщин рекомендуется ставить несколько сварщиков, равномерно разместив их на конструкции. При сварке металла повышенной толщины применяют несколько способов наложения слоев по сечению и по длине шва: способ двойного слоя, способы «горки» и «каскада», блочный способ.
Сталь толщиной 15—20 мм сваривают способом двойного слоя. Весь шов разбивается на участки длиной 250—300 мм: 1, 2, 3 и т. д. На участке 1 заваривают первый слои, быстро удаляют шлак, и заваривают второй слой (рис. 61). В таком же порядке заваривают участки 2, 3 и т. д. Остальные слои шва выполняют обратноступенчатый способом.
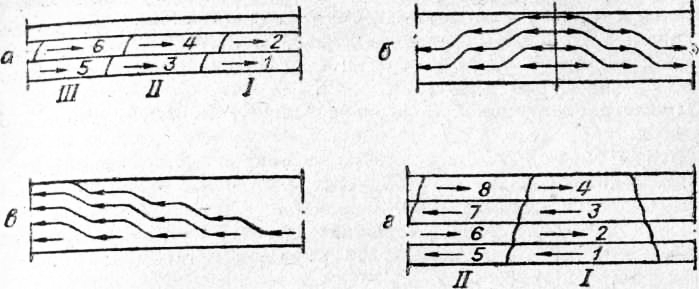
Рис. 1. Сварка металла большой толщины:
а — способом двойного слоя; б — способом «горки»; в — способом «каскада»; г — блоками
Сталь толщиной свыше 20 мм сваривают способом «горки» и «каскадом».
Сварку «горкой» начинают в середине стыка одновременно два сварщика и ведут ее от середины к краям. Каждый сварщик первый слой накладывает на длине 250—300 мм. Второй слой перекрывает первый и заканчивается на расстоянии 250—300 мм от конца первого слоя. В таком же порядке выполняют все последующие слои до достижения расчетной толщины шва. Заполнив горку, производят сварку в обе стороны от нее более короткими слоями на участках, не достигших еще расчетной толщины шва. После наложения каждого слоя быстро удаляют шлак и на еще горячий металл накладывают последующий слой. Сварку всего шва ведут без перерывов, не допуская остывания незаконченного шва. Последний слой шва, декоративный, накладывают обратноступенчатым способом.
Сварка «каскадом» является разновидностью метода «горки». Отрезок первого слоя длиной 250—300 мм накладывают в конце стыка. Сварка выполняется в одну сторону, в последовательности, аналогичной сварке способом «горка».
Сварка блоками (секциями) удобней, чем сварка «горкой» или «каскадом», т. к. каждый слой блока (секции) шва находится в одном сечении. Каждый слой шва в пределах секции выполняется в определенном направлении обратноступенчатым способом.
При таком способе сварки весь стык по длине разбивается на блоки (секции) длиной около 1 м. На каждый блок ставится определенный сварщик.
Основные способы сварки толстого металла. Классификация сварных швов по способу наложения
Для сварки толстого металла в основном используются два метода – электрошлаковый и электродуговой. Оба этих метода позволяют получить качественный шов и не требуют дорогостоящих дополнительных материалов.
Электрошлаковая сварка
Электрошлаковая сварка (ЭШС) позволяет сваривать металлические детали толщиной до 60 см. Принцип ЭШС состоит в том, что в зазор между торцами двух свариваемых металлических деталей помещают шлаковую массу. Эта масса расплавляется электрической дугой, создаваемой между электродом и металлическими деталями. После расплавления шлака дуга гаснет, а через шлаковую массу протекает ток, который при правильно подобранных параметрах сварки равномерно нагревает сварочную ванну до высоких температур.
В шлаковую массу добавляется присадочный материал, который плавится вместе со шлаком и краями соединяемых деталей. Поскольку расплавленный металл тяжелее шлака, то он опускается вниз зазора и там застывает. Расплавленная масса же поднимается вверх. В результате этого процесса происходит сварка вертикального зазора.
Для того чтобы расплав не вытекал за пределы зазора, сбоку с двух сторон ставятся специальные пластины – ползуны. Они охлаждаются водой и постепенно перемещаются вверх.
Схема электрошлаковой сварки
Существует три метода осуществления ЭШС:
- В расплав непрерывно подается присадочный электрод, который расположен в горизонтальной плоскости.
- Используются пластинчатые электроды, которые заменяют собой ползуны. Благодаря перекрытию зазора, создается эффективный расплав, что позволяет соединить зазоры деталей без добавления присадки.
- Объединение первых двух методов. При этом используются пластинчатый и плавящийся электроды.
Преимущества и недостатки ЭШС
Основные достоинства ЭШС:
Оборудование
Для выполнения операций ЭШС используются автоматы или полуавтоматы. Второй тип оборудования используется редко, так как вручную перемещать тяжелое оборудование по вертикали для человека довольно трудно.
Автоматы для ЭШС обычно включают:
- автоматически двигающийся сварочный аппарат с медными ползунами;
- источник питания;
- устройства подачи флюса и проволоки;
- систему управления.
В зависимости от конструкции автоматы для ЭШС могут быть подвесные или самоходные (рельсового или безрельсового типа).
Электродуговая сварка
Электродуговая сварка (ЭДГС) представляет собой вид неразъемного соединения деталей, получаемого путем плавления металла электрической дугой, возникающей при подаче на электрод и металл напряжения от источника тока. При воздействии на соединяемые детали такой дуги образуется сварочная ванна из расплавленного металла, после остывания и застывания которой формируется шов, соединяющий детали.
При сварке изделий большой толщины (более 20 мм) с помощью ЭДГС невозможно проварить всю толщину изделия. Поэтому в этом случае используется многослойное наложение швов. Перед тем как начать сварку толстого металла, требуется подготовить его торцы. Чаще всего кромки торцов стачиваются под некоторым углом. Между деталями оставляют зазор.
При выполнении первого корневого (соединительного) шва используется тонкий электрод толщиной в 1-3 мм. Его использование позволяет зафиксировать детали и избежать прожога.
Последующее заполнение сварочного шва осуществляется электродом большего диаметра. При этом слой должен прокладываться по неостывшему предыдущему слою. Толщина слоя для достаточного прогрева не должна быть больше 4-5 мм.
Классификация ЭДГС
ЭДГС бывает следующих типов:
При ручной ЭДГС сварщик вручную перемещает электрод, в результате чего образуется сварной шов. При полуавтоматической сварке присадочная проволока подается автоматически, а электрод передвигается вручную. При автоматической сварке и проволока, и электрод передвигаются автоматически.
Наиболее распространенным является ручная ЭДГС. При выполнении такого рода сварки используются:
- сварочный аппарат;
- ручной инструмент сварщика;
- приспособления для облегчения сварки.
Сварочный аппарат является, в первую очередь, источником питания для электрической дуги.
В качестве источников питания при ЭДГС используются сварочные трансформаторы, выпрямители (инверторы) или генераторы.

Примерная стоимость инверторных источников тока на Яндекс.маркет
Сварочный трансформатор предназначен для понижения напряжения сети в более низкое напряжение горения дуги и обеспечения необходимого тока. Сварочные выпрямители состоят из понижающего трансформатора и полупроводникового выпрямителя. Они питают дугу постоянным током. Генераторы обеспечивают питание электродуги путем преобразования механической энергии в электрическую.
Кроме источника питания, в состав сварочного аппарата входят электрод, держатель для электрода и провода, подключающие источник питания к сварочной ванне. Электрод обычно представляет собой присадочный материал с обмазкой, предназначенной для защиты сварочной ванны от воздействия внешней атмосферы. Держатели для электрода бывает винтового или зажимного типа.

Примерная стоимость электрододержателей на Яндекс.маркет
В качестве приспособлений сварщик должен использовать защитную маску, которая фильтрует УФ- и ИК-излучения дуги, респиратор и специальную одежду. Кроме того, в качестве ручного инструмента сварщику положено иметь молоток, зубило, металлическую щетку.
Сварные швы
При сваривании толстостенных деталей могут возникнуть поры или трещины. Для их предотвращения при сварке применяют методы:
В первом случае вначале на участке стыка в 200-300 мм формируют слой №1. После очистки его от окалины на него наваривают слой №2, который в 2 раза длиннее первого. Далее отступают на 200-300 мм от начала слоя №2 и наваривают слой №3. Таким образом заполняют весь сварочный шов швами с двух сторон от слоя №1.
При сварке металла толщиной от 20 мм используется каскадный метод. По сути, этот метод является разновидностью метода «горка». В этом случае весь шов делится на отрезки в 20 см. Сначала проваривается самый нижний участок в 20 см. Затем поверх первого слоя кладется второй слой длиной 40 см. Поверх второго слоя кладется третий слой длиной 60 см. Таким образом укладывают слои до заполнения шва над участком №1. После этого от участка №1 варят короткие швы в обе стороны. Благодаря этому, зона сварки будет все время нагрета, и там не образуются трещины.
При блочном методе шов сначала варят по отдельным участкам (блокам), а промежутки между ними заваривают до окончания завершения сварки всего шва.
Особенности сварки труб с толстыми стенками
Трубы с толстыми стенками используются в различных областях народного хозяйства и промышленности. Например, в трубопроводе «Турецкий поток» используются трубы с толщиной стенок в 39 мм, а в трубопроводах высокого давления могут использоваться трубы с толщиной стенок до 52 мм.
Если толщина стенок труб превышает 20 мм, то сварка таких труб может осуществляться с использованием слоев с увеличенной толщиной. Такой метод позволяет увеличить прочность соединения на 10-15%. При этом сварка таких труб должна осуществляться одновременно 2 сварочными аппаратами – один из них наносит обычный слой, а второй – толстый слой.
Как показал опыт, уже имеются результаты по сварке стыков с увеличенной толщиной слоя, при которых стыки в 45 мм были сварены за 3 прохода при толщине одного слоя в 15 мм. При этом стык имел два типа скоса кромок, один из которых Y-образный, а другой – двухступенчатый.
Особенности сварки толстого металла
Для изделий из толстого металла применяют в основном электродуговую и электрошлаковую сварку. У них высокая производительность, имеют малую область нагрева, соответственно создают небольшие внутренние напряжения, не требуют дорогостоящих расходных материалов.

Электрошлаковая
В электрошлаковой сварке электротоком нагревается шлак, который расплавляет находящийся рядом металл и защищает шов от окисления и насыщения водородом. Технология позволяет производить только вертикальные швы снизу вверх. Отклонение от вертикали допускается в пределах 30 градусов.

С двух сторон свариваемых толстых листов из металла устанавливаются медные пластины-ползуны, которые охлаждаются водой. Между свариваемыми листами оставляется зазор. Обработка стыков не требуется.
Стыки и ползуны образуют сварочную ванну. При внесении в нее электрода шлак разогревается, металл начинает плавиться, сваривание происходит без создания дуги.
По мере образования шва ползуны передвигаются вверх. Все происходит за один проход. Сварить можно толстый металл до 60 см. Шов должен образоваться за один проход иначе возникают неустранимые дефекты. Технология позволяет пользоваться электродом различной формы.
Электродуговая
Сварка металла большой толщины (20 мм и более) из-за невозможности проварить за один проход всю толщу изделия имеет свою специфику. Кромки свариваемых поверхностей нужно подготовить.

Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Ширина канавки зависит от толщины металла. При сварке металла разной толщины край более толстого стачивается до сечения тонкого.
При сварке встык и наличии пересекающихся швов возникают напряжения, приводящие к деформации и даже разрушению изделия. Особенно это сильно проявляется при низких температурах, когда металл теряет свои пластические свойства.
Жесткое закрепление деталей в оснастке также вызывает чрезмерные напряжения. К этому же приводят и длинные швы с большим сечением.
Сваривать толстый металлический лист требуется так, чтобы время между наложением последующих слоев было минимальным. Во избежание напряжений необходимо следующий шов прокладывать по горячему слою. Толщина слоев должна находиться в пределах 4-5 мм, это обеспечит достаточный прогрев.
При сваривании толстого металла из-за большой глубины сварочной ванны увеличивается вероятность образования пор. Чтобы этого не произошло, применяется каскадный способ сварки или метод «горка».
Во время сварки возникает поперечная усадка, которая может достигать 4 мм при толщине металла 40-50 мм. При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
Для уменьшения напряжений, можно выполнять работу двумя сварщиками одномоментно. Прогрев толстого металла до 150-200 ⁰C также снижает внутренние напряжения, замедляет кристаллизацию, что приводит к более длительному времени выделения газов и соответственно уменьшению количества пор.
Виды швов и методы их наложения
Швы по положению и типу соединения делятся на несколько видов, от которых зависят настройки сварки.
По положению в пространстве делятся на:
Они могут соединяться внахлест, встык, кроме этого бывают тавровые и угловые соединения. Существует несколько методов наложения швов при сварке толстого металла.
Способы наложения

Метод сварки толстого металла каскадом заключается в следующем: весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см.
Лучше всего метод сварки понятен на схеме. Он применяется к толстым металлам, когда толщина листа более 20 мм. При таком способе сварки слои накладываются на неостывший металл, что позволяет уменьшить деформации и внутренние напряжения.
Сварка толстого металла горкой подобна каскаду, только работают два сварщика от середины к краям шва.
Они варят каскадом по длине и по ширине. Задача состоит в том, чтобы при накладывании следующего слоя место контакта было горячим.
Длина
Швы подразделяют на короткие длиной до 25 см, средние – до 1 м, и длинные – свыше 1 м. Короткие прокладывают за один проход.
При сваривании толстого металла приходится делать несколько слоев – по одному за каждый проход, так как каждый последующий слой становится все шире, то сварщик делает зигзагообразные или спиралевидные движения поперек шва. Таким образом, оплавляются кромки свариваемых деталей.
Такая технология обычно применяется при стыковом соединении толстого металла. Средние и длинные швы накладываются с использованием способов каскада и горки.
При сварке угловых и тавровых соединений применяют многослойный многопроходный двусторонний шов. Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением.
Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев.
С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Параметров сварочного аппарата
Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается.
От скорости перемещения электрода при прочих равных условиях зависит глубина провара. Она увеличивается при скоростях до 40 м/час, а потом уменьшается. Ширина шва с увеличением скорости уменьшается постоянно.
Работа с толстым металлом требует большей подготовки для сварщика. Шов всегда получается многослойным. Прежде чем браться за такую сварку, необходимо освоить основные технологические приемы.
Разные способы © 2022
Внимание! Информация, опубликованная на сайте, носит исключительно ознакомительный характер и не является рекомендацией к применению.
Обратноступенчатый способ сварки однослойных и многослойных швов

По способу заполнения швов по сечению различают однопроходные, однослойные швы (рис. 27, а), многопроходные многослойные (рис. 27,6) и многослойные (рис. 27, в).
Рис. 27. Сварные швы
Обратноступенчатый способ сварки: суть и назначение
Производится несколькими сварщиками одновременно. Применяется для уменьшения деформаций при сварке большой протяжённости и для того, чтобы избежать коробления заготовок от перегрева.
Напряжения и деформации возникают от неравномерного охлаждения или в результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает деформации в прилегающем к ванне металле.
При автоматическом техпроцессе – однослойных швов любой длины, а также при ручной сварке – коротких, до 300 мм, швы заваривают с начала до конца, способ называют – напроход. Обратноступенчатый метод, как правило, подразумевает разбивку на участки от 100 до 300 мм.
МНОГОСЛОЙНЫЙ
чаще — для стыковых швов

I — VI — очередность нанесения слоев
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для угловых и тавровых

I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двойным слоем
- горком
- каскадом
- поперечной
- блоками
- горкой
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм

Способы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
- Секциями – сварку ведут параллельно и одновременно два сварщика.
- Каскадом – ступеньками слой за слоем: после первого зачищают и подготавливают поверхность, второй делают длиннее первого. Отступают в сторону 30-40 мм и накладывают третий слой.
- Горкой – каскады швов ведут навстречу друг другу, образуя горку.
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока. Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя

СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей

ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке

Кол-во блоков: 9 | Общее кол-во символов: 4812
Количество использованных доноров: 4
Информация по каждому донору:
Сварка угловых швов, особенности соединений и техника их выполнения

Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Категории и особенности соединений
Согласно общей терминологии, можно найти достаточное объяснение и обозначение углового сварного шва на чертеже, который является обязательным атрибутом серьёзной работы сварщика. Принципиального значение углового сварного шва, это соединение двух пластин или двух профильных труб, угол которых меньше чем 180 градусов, то есть не развёрнутый вид профиля. Очень часть в работе сварщика можно увидеть, что угловое сварное соединение выполнено под углом 90 градусов, как это принято во многих чертежах. Данные требования позволяют обеспечить необходимый уровень устойчивости конструкции и соблюдать минимальные требования прочности и жёсткости конструкционных деталей. Сами угловые швы используются в сварных соединениях, и согласно регламентным положениям, такие углы бывают следующих видов:
- С примыкающими краями в местах одного соединения.
- С прикладкой для одного края в местах тавровой ровной плоскости.
- Нахлёстанное исполнение.
- С режимом разделки кромок или без таковых.

Схема сварки угловых соединений
Примечательно, что ГОСТ сварки угловых швов предусматривает выполнение работ в различной плоскости и в любом положении, как горизонтальное, так и вертикальное. В качестве примера приведём тавровые конструкции, которые иногда имеют расположение кверху ногами. В данном случае необходимо виртуозно проводить сварку вертикального углового шва. Сам процесс сварки предусматривает вариант прерывистости и сплошной подход обеспечения высокого качества работы. Есть различие по длине проведения сварочных работ, при длине до 250 мм, такой метод называют коротким, при длине до 1000 мм – средний, а свыше – высокий метод проведения сварки угловых швов в нижнем положении.
Классификация сварочных соединений
Длительность службы металлических конструкций зависит от качества и надежности соединений. Стоит понимать, что без шва сварки не бывает. Он, как правило, может стать уязвимым местом любой конструкции.
В связи с этим, когда речь заходит о сварке, именно шов является центральным элементом, определяющим качество и долговечность выполненного соединения.
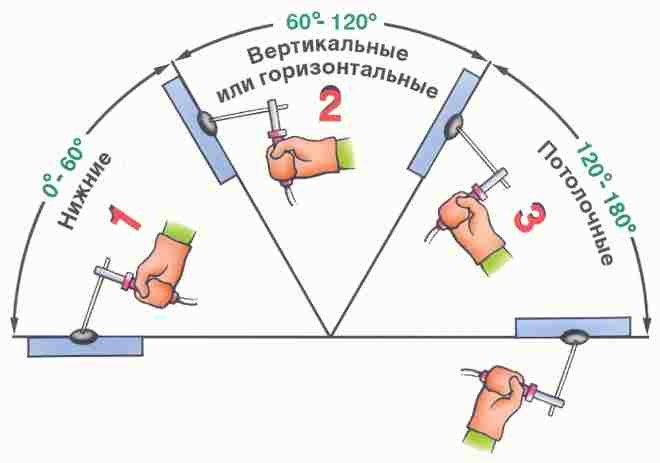
Положение электрода при сварке.
В зависимости от способа выполнения работы разделяют швы:
- односторонние;
- двухсторонние – соединение выполняется с двух сторон изделия;
- однослойные – выполняется за один подход с одним наплавленным валиком;
- многослойные – количество слоев в данном случае равно числу «проходов».
В зависимости от пространственного расположения бывает сварка вертикальных швов, горизонтальная сварка, а также сварка в потолочном положении. Исходя из этого, сварка может выполняться снизу вверх и наоборот.
По способу расположения соединяемых деталей относительно друг друга выделяют такие швы, как стыковые, угловые, нахлесточные, тавровые, торцевые.
В стыковом соединении детали располагаются в одной плоскости. Такой тип используется в сварке листового металла, резервуаров, труб.
В угловых – детали устанавливаются под каким-либо углом относительно друг друга. В таком случае максимальная толщина детали не должна превышать трех миллиметров.
В нахлесточном соединении детали устанавливаются параллельно друг другу таким образом, чтобы одна из них «находила» на другую. Используется в сварке листового материала толщиной до двенадцати миллиметров.
В тавровых – детали ставятся по нормали. Чаще всего встречается в несущих конструкциях. Метод требует тщательной обработки вертикального листа.
Торцевые подразумевают соприкосновение боковых поверхностей свариваемого металла. Сварочный шов наносится на их торцы. Соединение отличается экономичностью материала и простотой выполнения.
Сварка угловых швов вертикальным электродом
Качественные угловые сварные соединения, выполняемые вертикальным электродом («в лодочку»), получить проще, чем те, которые выполняются наклонным электродом. Схема сварки «в лодочку» показана на рисунке слева. Такой способ сварки позволяет обеспечить наиболее благоприятные условия для полного провара корня сварного шва по всей его длине.
Техника выполнения шва «в лодочку» сходна с техникой выполнения стыкового сварного шва с V-образной разделкой, т.к. формирование сварного шва происходит между свариваемыми поверхностями похожей, V-образной формы. При сварке угловых швов «в лодочку», необходима особенно тщательная сборка свариваемых изделий, чтобы обеспечить максимально возможный зазор между ними. Чем меньше будет зазор, тем меньше вероятность протекания в него жидкого металла.
Выполнение угловых сварных швов «в лодочку» возможно без скоса кромок, если толщина свариваемого металла менее 14мм. Зазор между свариваемыми кромками не должен быть больше 10% от толщины листа. Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Способы выполнения соединений и швов различных типов.
Технология ручной дуговой сварки предусматривает осуществление следующих операций: возбуждение дуги, перемещение электрода в процессе сварки, наложение швов в определенном порядке, зависящем от особенностей сварных соединений.
В процессе сварки необходимо поддерживать постоянную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дугигде d — диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество сварного шва и его форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке покрытыми электродами основного типа приводит к пористости металла.
Для образования сварного шва электроду придается сложное движение в трех направлениях. Первое движение — это поступательное движение электрода в направлении его оси. Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги.
Второе движение электрода, направленное вдоль оси шва, осуществляется со скоростью сварки. Результатом этих двух движений является узкий (шириной не более l,5d) так называемый ниточный шов. Такими швами сваривают тонкий металл и корень шва при многослойной (многопроходной) сварке.
Третье движение — это колебание конца электрода поперек оси шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода в поперечном направлении могут быть различными в зависимости от формы, размеров и положения шва в пространстве.
При обрыве дуги в металле образуется кратер, являющийся местом скопления неметаллических включений и преимущественного зарождения трещин. Поэтому при повторном зажигании дуги, например при смене электрода, следует переплавить застывший металл кратера и только после этого продолжить процесс сварки. Сварку заканчивают заваркой кратера. Для этого электрод держат неподвижно до естественного обрыва дуги или быстро укорачивают дугу вплоть до частых коротких замыканий, после чего ее резко обрывают.
Сварка швов различной протяженности выполняется разными способами с целью снижения деформации изделия. По протяженности швы разделяют на короткие (300. 350 мм), средние (350. 1 000 мм) и длинные (свыше 1 000 мм).
Короткие швы сваривают напроход — от одного конца шва к другому (рис. 8.7, а), швы средней длины — от середины соединения к концам (рис. 8.7, б), длинные швы — обратноступенчатым способом, при котором сварной шов выполняется участками, следующими один за другим в направлении, обратном приращению шва (рис. 8.7, в — д). Длина ступени (участка) составляет 100. 350 мм, причем при сварке тонкого металла ступени короче, а при сварке толстого — более длинные.
Обратноступенчатую сварку ведут в общем направлении А, от середины к концам. Сварка может производиться одним или двумя сварщиками (см. рис. 8.7, г, участки 1, 1а, 2, 2а). При выполне-
Рис. 8.7. Способы выполнения швов разной длины:
а — сварка напроход; б — от середины к концам; в—д — сварка длинных швов обратноступенчатым способом; 1 — 10 — порядок и направления сварки участков шва; I, II — слои шва; А — общее направление сварки
нии многослойных швов также используется обратноступенчатый способ, при этом смежные участки вышележащих слоев сваривают в направлении, обратном направлению сварки нижележащих швов. Концы швов смежных участков должны быть смещены относительно друг друга на 25. 30 мм.
Сварку металла большой толщины следует выполнять способа ми, обеспечивающими уменьшение вероятности образования трещин и снижение остаточных сварочных напряжений. С увеличением толщины металла (свыше 15. 20 мм) в сварных соединениях возрастают объемные сварочные напряжения, которые создают опасность возникновения и развития в швах трещин. Во избежание таких явлений сварку толстолистовой стали осуществляют специальными способами (рис. 8.8).
Металл толщиной 15. 20 мм сваривают способом двойного слоя. На участке I (рис. 8.8, а) длиной 250. 300 мм наплавляют первый слой шва, немедленно счищают с него шлак и по горячему металлу первого слоя (с температурой не ниже 150. 200°С) накладывают второй слой. В такой же очередности сваривают шов на участках II, III и последующих.
Металл толщиной более 20 мм сваривают блоками или каскадом (секциями). При сварке блоками (рис. 8.8, б) многослойный шов выполняют отдельными участками, а промежутки между ними заполняют до того, как будет завершена сварка всего шва. При сварке каскадом (рис. 8.8, в) каждый последующий участок многослойного шва перекрывает полностью или частично предыдущий участок. При V-образной подготовке кромок длина секции каскадной сварки составляет 300. 400 мм, при Х-образной — 500. 800 мм. При этом каждый слой секции делят на ступени длиной 150. 200 мм и выполняют сварку обратноступенчатым способом. При увеличении толщины металла длину секций уменьшают.
Металл толщиной более 30 мм сваривают одновременно два сварщика, находящиеся с противоположных сторон соединения.
Способ выполнения стыковых швов определяется подготовкой кромок. При сварке встык без скоса кромок шов должен иметь небольшое уширение с одной или двух сторон стыка. Стыковые соединения со скосом одной или двух кромок сваривают одно- или многослойными швами. При сварке однослойным швом дугу возбуждают на краю скоса кромки, а затем, переместив ее вниз, проваривают корень шва. Обычно сварку выполняют с попереч-
Рис. 8.8. Сварка металла большой толщины:
а — двойным слоем; б — блоками; в — каскадом; 1—8 — порядок сварки; I—III — участки шва
ными колебаниями электрода. На скосах кромок движение электрода замедляют, чтобы лучше проварить их. При переходе с одной кромки на другую скорость движения электрода увеличивают во избежание прожога в месте зазора между кромками.
Сварку многослойных швов начинают, тщательно проварив корень шва электродом диаметром не более 4 мм (без колебания электрода), а последующие швы наплавляют уширенными валиками с колебаниями электрода большого диаметра.
В ответственных конструкциях корень шва удаляют вырубке зубилом или газовым резаком для поверхностной резки либо вышлифовывают, а затем накладывают подварочный шов. Перед выполнением каждого последующего слоя предыдущий тщательно зачищают от шлака, так как в противном случае между слоями могут образоваться шлаковые включения. Толщина отдельного слоя не должна превышать 4. 5 мм. Последними прохода-1 ми создается небольшая выпуклость шва высотой 2. 3 мм над поверхностью основного металла. Рекомендуемое число слоев (проходов) при ручной сварке стыкового шва зависит от толщины металла:
| Толщина металла, мм | 1. 5 | ||||
| Число слоев | 2—3 | 3—4 | 4—5 | 5—6 | 5—6 |
Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), в которых появляются объемные напряжения и возрастает вероятность образования трещин, выполняют с применением специальных приемов заполнения швов блоками или каскадом. Для поддержания определенной температуры при сварке блоками сначала в разделку кромок наплавляют первый слой небольшой длины (200. 300 мм), затем второй слой, перекрывающий первый и имеющий примерно в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200. 300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена.
Затем от этого участка сварку ведут в одну или разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что предупреждает появление трещин. Сварка блоками и каскадом осуществляется обратноступенчатым способом: многослойный шов выполняют отдельными участками с полным заполнением разделки кромок на каждом участке.
Рис. 8.9. Сварка угловых швов «в лодочку» (а) и «в угол» (б—г):
а, б — однопроходные швы; в, г — соответственно одно- и двусторонний многопроходные швы; 7—4 — последовательность выполнения слоев
Сварка угловых швов может производиться «в лодочку» или наклонным электродом «в угол» (рис. 8.9). Угловые швы применяют при изготовлении угловых, тавровых и нахлесточных соединений.
При сварке угловых швов «в лодочку» наплавленный металл располагается в желобке, образуемом двумя полками (рис. 8.9, а). Это обеспечивает правильное формирование шва и хороший провар его корня и стенок без опасности подрезов, а также существует возможность наплавлять за один проход швы большого сечения.
Однако не всегда можно установить детали в положение «в лодочку». Тавровые соединения обычно сваривают в положении, при котором одна плоскость соединения расположена горизонтально, а другая — вертикально. В данном случае сварка угловых швов производится наклонным электродом. При этом возможно неполное проплавление корня шва или кромки горизонтальной детали.
Во избежание непровара дугу возбуждают на горизонтальной полке в точке, отстоящей от границы шва на 3. 4 мм. Затем дугу перемещают к вершине шва, где ее несколько задерживают для лучшего провара его корня, и поднимают вверх, проваривая вертикальную полку. Аналогичный процесс после некоторого перемещения электрода вперед повторяют в обратном направлении.
Угол наклона электрода в процессе сварки изменяется в зависимости от того, на какой полке в данный момент горит дуга (рис. 8.9, б). Начинать процесс сварки на вертикальной полке нельзя, так как в этом случае расплавленный металл с электрода будет натекать на еще холодный основной металл горизонтальной полки, в результате чего образуется непровар. На вертикальной полке возможно образование подрезов.
При многопроходной сварке для лучшего провара корня шва первый проход выполняют узким или ниточным швом электродом
Таблица 8.6. Диаметр электрода и сила тока при сварке стыкав соединений тонколистовой стали
| Толщина металла, мм | Диаметр электрода, мм | Сила сварочного тока, А |
| 0,5 | 1,0 | 10 20 |
| 1,0 | 1,6. 2,0 | 30. 35 |
| 1,5 | 2,0 | 35. 45 |
| 2,0 | 2,5 | 50. 65 |
| 2,5 | 2,5. 3,0 | 65. 100 |
диаметром 3. 4 мм без колебательных движений. При наплавке швов с катетами длиной свыше 8 мм сварку ведут в два проходи и более. Число проходов при сварке угловых швов зависит от толщины металла:
| Толщина металла, мм | 1. 6 | 8. 10 | 16. 20 | ||
| Число проходов | 1—2 | 2—3 | 3—4 | 5—6 | 6—7 |
Угловые швы при одно- (рис. 8.9, в) или двусторонней (рис. 8.9, г) разделке кромок вертикального элемента сваривают в один или несколько проходов в зависимости от толщины свариваемого металла.
При сварке тонколистового металла (толщиной 0,5. 3,0 мм) возможно сквозное проплавление металла дугой (прожог) с образованием отверстий, плохо поддающихся последующей заварке. Вместе с тем из-за трудности регулирования нагрева кромок в таких швах помимо прожогов образуются непровары, свищи и другие дефекты. Для обеспечения необходимого качества сварки тонколистового металла осуществляют отбортовку кромок, применяют временные теплоотводящие подкладки, остающиеся под кладки или расплавляемые элементы, электроды со специальным покрытием и специальное сварочное оборудование.
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе. Хорошие результаты достигаются при установке деталей в полувертикальное положение (45. 65°) при сварке на спуск. При выборе диаметра электрода и силы тока при сварке тонколистовой стали можно пользоваться данными табл. 8.6.
В качестве временных теплоотводящих подкладок применяют массивные медные и бронзовые плиты (бруски). Сборку встык осуществляют без зазора, обеспечивая плотное прилегание свариваемых листов к подкладке. При сварке встык можно использовать остающуюся подкладку. Сварку ведут с проплавлением элементов из тонколистового металла и приваркой их к подкладке. Применяют также присадочный пруток или полосу, укладываемые вдоль свариваемых кромок, которые расплавляют дугой вместе с кромками основного металла.
Для сварки на малых токах используют электроды со специальным покрытием и постоянный ток обратной полярности. При этом применяют источники питания с повышенным напряжением холостого хода, допускающие регулирование малых токов.
Вопросы для самоконтроля
1. В каких направлениях движется электрод при сварке?
2. Какие меры предпринимают для избегания образования кратера?
3. Каков порядок сварки коротких, средних и длинных сварных швов?
4. Каким способом сваривают металл толщиной более 20 мм?
5. Почему при сварке тавровых сварных соединений дугу возбуждают на горизонтальной полке?
6. Почему при сварке тавровых сварных соединений нельзя начинать процесс сварки на вертикальной полке?
Читайте также: