В сварочный аппарат что вставляют
Обновлено: 17.05.2024
Спорить с тем, что сварка является самым надежным видом соединения металлических деталей, не станет никто. Этот метод используют в промышленности, в строительной сфере, во время ремонта или возведения жилья собственными силами. Необходимость в сварке может возникнуть не только в частном доме, но и в квартире. Сварочный аппарат нельзя назвать простейшим инструментом, поэтому многим хозяевам для таких работ приходится нанимать специалистов. Однако если есть желание «расширить горизонты», и время для этого, то можно самим научиться управляться с оборудованием. Только прежде надо понять, как работает устройство, узнать, как пользоваться сварочным аппаратом, какие модели приборов предлагает рынок, а также об особенностях обращения с ними.
Основы основ: что надо твердо знать?
Как пользоваться сварочным аппаратом — далеко не первый пункт, который следует рассмотреть при знакомстве с новой и пока не совсем понятной работой. Сначала рекомендуют изучить технику безопасности, затем узнать, какие условия нужно обеспечить для беспроблемной работы с оборудованием. Эти знания не менее важны: именно от того, насколько хорошо они усвоены, будет зависеть безопасность мастера-сварщика.
- Предварительное ознакомление с инструкцией к сварочному аппарату — этап обязательный.
- Рабочее место должно быть правильно подготовлено: с него убирают все легковоспламеняемые материалы.
- Постоянный доступ свежего воздуха — условие обязательное. Все средства для тушения пожара обязаны располагаться в непосредственной близости от сварщика в том случае, если у агрегата отсутствует защита от тока.
Правила эти понятны, а требования логичны, поэтому запомнить их труда не составляет. Создание таких условий даст уверенность в том, что работа сможет стать безопасной и где-то даже приятной. Впрочем, как и любое новое начинание.
Что такое электросварка?

Сварка не зря относится к самым надежным соединениям материалов: детали или куски материала не просто соединяются, они становятся одним целым, так как сплавляются воедино. Такое превращение обеспечивает высокая температура.
Большая часть сварочных аппаратов в своей работе использует электрическую дугу. Благодаря ей металл в зоне воздействия разогревается, причем участок этот имеет небольшую площадь. Поскольку в процессе участвует электрическая дуга, такую сварку называют электродуговой.
Разновидности электросварки
Метод сварки зависит от того, с помощью какого тока образовывается электрическая дуга — переменного или постоянного. В первом случае речь идет о сварочных трансформаторах, во втором — об одной их разновидности и об относительной новинке, об инверторе. Работа в том и другом случае имеет свои особенности, с которыми будущим мастерам необходимо познакомиться, чтобы точно представлять, как пользоваться сварочным аппаратом.
Сварочные трансформаторы
Работа с ними — наиболее сложный вариант из-за переменного тока, которому свойственны «неприличные» скачки напряжения. Они приводят к тому, что шов получается далеким от идеала. Неудобен и сам аппарат, из-за трансформатора он большой, довольно тяжелый. Шумность его считается большим минусом. Громкие звуки издает не только трансформатор, к нему присоединяется дуга.
Есть у этого сварочного оборудования и еще один недостаток — негативное влияние на электросеть. Значительные скачки напряжения при работе с ним обычное дело, однако соседи в многоквартирном доме вряд ли обрадуются появлению такого опасного «жильца». Да и хозяевам будет постоянно грозить выход из строя бытовой техники. Защиты от поражения током агрегаты не имеют.
Существует еще один вид аппаратов на основе трансформаторов. Они работают с постоянным током, их называют сварочными выпрямителями. Преимущества таких приборов — более высокое качество сварных швов, надежность, долговечность и ремонтопригодность. Однако минусы трансформаторных переменных «коллег» им тоже свойственны: это немалый вес, габариты, отсутствие защиты (чаще всего).
Инверторное оборудование
Оно — фаворит. Эти аппараты, как правило, работают от электросети в 220 вольт, но есть модели, предназначенные для трехфазной сети. Громоздкий трансформатор в них заменяет небольшая плата с полупроводниками. Переменный ток инверторы сначала преобразуют в высокочастотные колебания, потом — в постоянный. Данные агрегаты не оказывают «дурного» влияния на напряжение, они имеют большое количество настроек, а также защиту от поражения током.
В отличие от трансформаторных агрегатов, работа этого оборудования, наоборот, практически бесшумна, поэтому соседей инверторная сварка не побеспокоит. К тому же инверторы имеют небольшой вес (3-8 кг) и такие же скромные габариты. Поскольку дуга здесь образуется за счет постоянного тока, она «ведет себя» спокойно, гораздо легче перемещается и контролируется.
КПД инверторных аппаратов — 85-90%. Так как электричество не используется для нагрева трансформаторной обмотки, потребление энергии этими приборами ниже. Однако надо знать, что чем больше диаметр электрода, тем выше ее расход.
Оптимальный выбор
Поскольку недостатков у аппаратов на основе трансформаторов немало, их используют все реже, особенно модели, работающие с переменным током. Бесшумность, практичность, удобство, возможность проводить сварку в квартире и относительная простота работы — те причины, по которым инверторные аппараты довольно быстро завоевали популярность.
Поэтому данное оборудование — идеальное решение для новичков, которые пока не в курсе, но хотят узнать, как пользоваться сварочным аппаратом. Минусы инверторов тоже надо знать. Это относительная ненадежность и довольно сложный ремонт, требующий помощи профессионала в области радиоэлектроники.
Технология сварки

Чтобы обеспечить образование электрической дуги, надо иметь два токопроводящих элемента, у которых противоположный заряд. Первый — деталь из металла, второй — электрод. Последние — металлические сердечники, имеющие защитное покрытие. Помимо изделий из металла используются угольные и графитовые сварочные электроды. Но их «сфера деятельности» другая, поэтому о них знать новичкам необязательно, по крайней мере, пока — на этапе знакомства с понятием «сварка».
При контакте металла и электрода возникает электрическая дуга, после ее направления на участок работы в том месте начинает расплавляться металл. Одновременно с ним плавится стержень электрода, частички «его металла» переносятся дугой в зону плавления. Она называется сварной или сварочной «ванной».
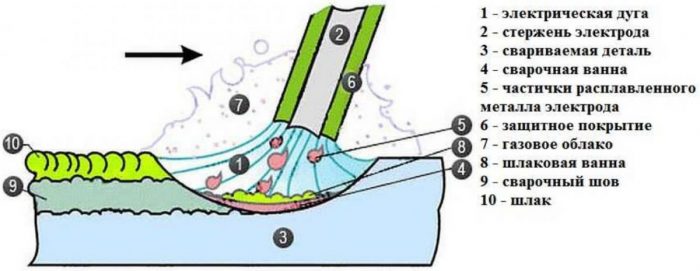
Во время этого процесса свою роль играет защитное покрытие электрода. Он плавится, часть испаряется, образуя некоторое количество газов. Они тоже выполняют важную функцию, являясь защитой металла сварной ванны от контакта с кислородом. Состав газов зависит от вида покрытия. Расплавленный шлак (или шлаковая ванна) также является дополнительной защитой металла, он помогает сохранить необходимую температуру. Чтобы работа была эффективной, нужно следить за количеством шлака: его должно быть достаточно для защиты сварной ванны.
Главное условие для получения сварного шва — движение ванны, которое обеспечивают постоянным перемещением электрода с определенной скоростью. Это и есть главная особенность сварки, но она не единственная. Мастеру придется опытным путем подбирать параметры тока и угол наклона электрода. Эти характеристики зависят только от типа соединения, который он хочет получить в результате операции.

Когда металл остывает, шлак на его поверхности превращается в корку, также защищающую участок работ от взаимодействия с кислородом. После полного остывания соединения ее оббивают небольшим молотком. Этот этап требует защитной экипировки — специальных очков, так как осколки шлака будут разлетаться во все стороны.
Как пользоваться сварочным аппаратом?
Потенциально опасное оборудование требует предварительной подготовки рабочего места и самого мастера-сварщика, потому что очень велика вероятность получить электрическую травму или ожоги. Для первого знакомства с работой оборудования рекомендуют брать толстые куски металла: для практики это наилучшее решение.
Помимо сварочного аппарата необходимо приобрести маску сварщика и толстые перчатки-краги. Чтобы уберечься от ожогов, нужна плотная одежда и обувь, изготовленная из толстой кожи, с такой же подошвой. Еще потребуется молоток и щетка из металла. Она понадобится для удаления шлаковой корки. Для этого этапа необходимы защитные очки.
Защитный комплект сварщика не единственное требование. В будущем мастеру понадобится рабочий стол, имеющий большую площадь для свободного расположения всех заготовок. Не менее важно обеспечить идеальное освещение. Деревянный настил нужен в том случае, если оборудование не имеет защиты от поражения током.
Подключение электрода
Чтобы первый опыт стал удачным, советуют приобрести универсальный электрод, имеющий диаметр 3,2 мм. Они дороже, но главная причина такого выбора — более простая работа. После ознакомления с особенностями операции, получения первых навыков можно перейти на более дешевые изделия.
Электрод вставляют в держатель, который зафиксирован на сварочном кабеле. Есть два вида креплений — винтовые и пружинные. В первом случае ручку раскручивают, устанавливают электрод, а затем его зажимают таким образом, чтобы полностью исключить даже малейшее движение. Если держатель пружинный, то достаточно нажать на клавишу, располагающуюся на ручке, а потом вставить элемент в появившееся гнездо. После установки электрода кабели можно подключать к оборудованию.

На инверторном аппарате есть два выхода — отрицательный и положительный. Кабелей тоже два. На конце одного из них находится зажим-фиксатор, его присоединяют к металлической детали. Второй оборудован держателем для электрода. Влияние на подключение оказывает тип сварочных работ.
Для инверторов чаще используют прямую полярность: минус подключают на электрод, плюс — на деталь. Однако есть исключения, первый пример — сварка нержавеющей стали. В этом случаи используется обратная полярность: плюс идет на электрод, минус — на металлический элемент.
Преимущество прямой полярности — максимальное нагревание металла, а именно лучший нагрев соединений требуется в большинстве случаев. Электроны при таком методе движутся от отрицательного полюса к положительному (от электрода к детали), дополнительно передавая металлу тепловую энергию, повышая температуру.
Как зажигают дугу?
Это следующая операция, которая является частью ответа на вопрос, как пользоваться сварочным аппаратом. Появляется электрическая дуга при соприкосновении электрода и металла. Осуществить этот контакт можно двумя способами.
- Чирканье — проведение электродом вдоль шва. В этом случае важно не прикладывать чрезмерные усилия, чтобы не оставить след от прибора.
- Постукивание. В этом случае достаточно несколько раз стукнуть по металлу свободным кончиком электрода.
Работа с новым электродом максимально проста. Поскольку его кончик оголен, контакту ничего не мешает, он происходит очень легко. На стержне «бывалого» элемента уже есть помеха — слой из защитного покрытия, толщина его — несколько миллиметров. Его отбивают, аккуратно постукивая по детали.
Какой из способов выбрать мастеру? Тот, который покажется наиболее удобным. Чтобы узнать предпочтительный вариант (для себя), надо взять толстый кусок металла и потренироваться в зажигании дуги, используя оба метода.
Немного о дуге и наклоне электрода
На качество шва неизменно влияет расстояние от электрода до поверхности металла. Существует три вида электрической дуги.
- Короткая. Ее примерная длина — 1 мм. В этом случае участок разогрева получается небольшим, в шов выпуклым. Однако есть вероятность образования дефекта, который называют «подрезом». Это канавки, образующиеся на металле по краям сварного шва. Они делают соединение ненадежным.
- Нормальная — от 2 до 3 мм. Это идеальное расстояние для первых опытов. Данная длина дуги гарантирует высокое качество шва и его хорошие «внешние данные».
- Длинная — более 3 мм. Это худший вариант, поскольку возникают проблемы с поддержкой стабильности, качеством прогрева, а значит, и работы в целом.
Основное рабочее положение прибора — небольшой наклон в сторону сварщика. Угол составляет 30-60°, только этот диапазон считается корректным, но в труднодоступных местах мастера используют прямой угол. Точный показатель выбирают в зависимости от параметров тока, от типа сварного шва. Как правило, главным ориентиром является состояние сварной ванны.
Техника ручной сварки предполагает два положения электрода — углом назад и углом вперед. Основное — первое положение: в этом случае сварная ванна и шлак следуют за кончиком электрода. Оптимальный угол наклона подбирают таким образом, чтобы шлак успевал закрывать расплавленный металл. Отличие «угла назад» — качественный, глубокий прогрев. Угол вперед, наоборот, используют в том случае, если сильно металл разогревать не требуется. При изменении угла на противоположный сварная ванна и шов «послушно» следуют за электродом, глубина прогрева минимальна.
Как нужно двигать электрод?
Ответ на вопрос, как пользоваться сварочным аппаратом, рано или чуть позднее, узнает тот, кто будет часто практиковаться. Если говорить о движениях электрода, то для постоянного контроля сварной ванны его необходимо держать на определенном расстоянии от металла: оно составляет всего 2-3 мм (нормальная длина дуги). Помимо контроля состояния сварной «емкости» следят за ее размером. Данные задачи нельзя назвать легкими, так как сварщику приходиться одновременно делать сразу несколько операций:
- передвигать электрод по требуемой траектории;
- опускать его ниже, но соблюдать расстояние 2-3 мм;
- держать под контролем состояние, размер сварной ванны;
- непрерывно контролировать точность направления сварного шва.
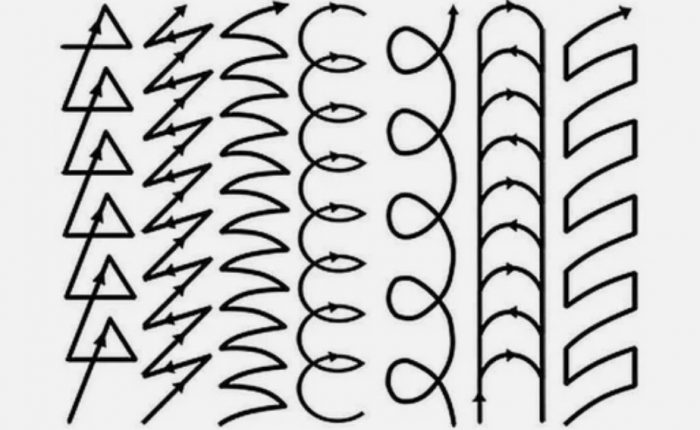
Что касается движения кончика электрода, то вариантов перемещения существует достаточно много. В этом можно убедиться, взглянув на рисунок. Все из них запоминать и использовать не придется. Обычно ограничиваются двумя-тремя способами, которые подходят для любых соединений, металлов и швов.
Именно для практики начинающему сварщику будет нужен толстый кусок металла. В этом случае речь идет не о швах, а о валиках. На вопрос о том, почему надо тренироваться на «подушках», можно ответить так: это самый лучший способ познакомиться с движениями электрода, отработать их, а также научиться держать под контролем расстояние между элементами. Но нельзя забывать, что придется постоянно следить за ванной — как за ее размерами, так и за состоянием.
Как происходит такая тренировка? Берут кусок толстого металла, на нем мелом чертят ровную линию, на которой будут создавать валик. Затем разжигают дугу, начинают практиковать движения, одновременно следя за состоянием ванны. Естественно, никто не овладеет техникой филигранно ни с первого, ни с десятого раза. Однако постепенно навыки выработаются. Со временем валик будет становиться все аккуратнее. Когда размеры всех изделий станут получаться практически одинаковыми, можно переходить к соединению металлических деталей.
Как сваривают металлические заготовки?

Это еще не все, так как пользоваться сварочным аппаратом еще не означает умения соединять части металла друг с другом. Такая работа имеет свои особенности, самой неприятной из них является «непредсказуемое поведение» металлических деталей. Дело в том, что сварной шов всегда тянет соединяемые элементы, поэтому результатом может стать брак — перекосившееся изделие либо конструкция.
Вообще, первой операцией является подготовка деталей перед сваркой. Основные этапы: очистка от любых загрязнений и покрытий, подготовка кромок и обезжиривание. С целью не допустить возможной (и вполне реальной) деформации используют предварительную операцию — соединение металлических заготовок прихватками. Это короткие швы, которые, в зависимости от размеров рабочего участка, могут иметь различную длину и шаг. Если приводить средние значения, то расстояние между «точками» находится в пределах 80-250 мм.
Перед такой подготовкой соединяемые детали жестко фиксируют специальными приспособлениями. Самый простой, знакомый пример — струбцины. Эти мини-швы «накладывают» со стороны, противоположной основному соединению. При сварке стыков — сразу с двух сторон, для компенсации напряжений. После такой подготовки приступают к основной работе.
Выбор правильного тока
Это еще один вопрос, но ответ на него достаточно прост. На этот параметр влияет диаметр электрода, а также толщина соединяемых заготовок. Эту зависимость величины силы тока от размеров прибора и заготовок можно рассмотреть в таблице.
О некоторых вещах достаточно легко рассказать, другие ответы на вопросы требуют наглядных примеров. Говорят, что для знакомства со сваркой один час практики лучше, чем день теории. Чтобы узнать, как пользоваться сварочным аппаратом, лучше всего в дополнение посмотреть видео, посвященное этой теме:
Переделка сварочного инвертора в полуавтомат
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.

Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Механизм подачи электродной проволоки
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).

Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.

Совет! Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.

Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.

В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.

В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).

Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.

Совет! Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае. В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В.

Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.

Далее, все компоненты нужно аккуратно разместить в корпусе.

Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.

Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.

Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Совет! Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.


Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.


Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;

- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;

- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.

Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.

В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
P.S. Текстовый материал и видео поможет вам освоить сварку инвертором для начинающих в короткие сроки. Удачи!
Самодельный сварочный аппарат в домашних условиях
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).


Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.

Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.

Далее, с помощью сверла или зубила выбейте остатки намотки.

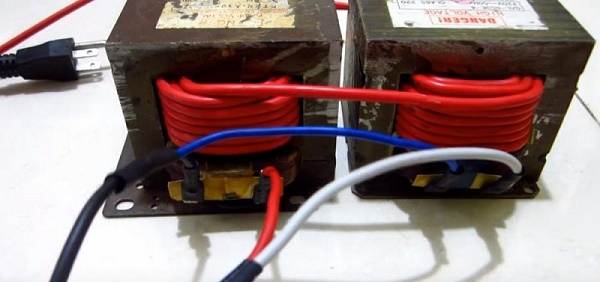
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
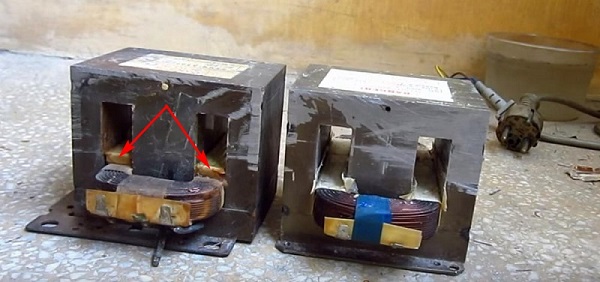
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
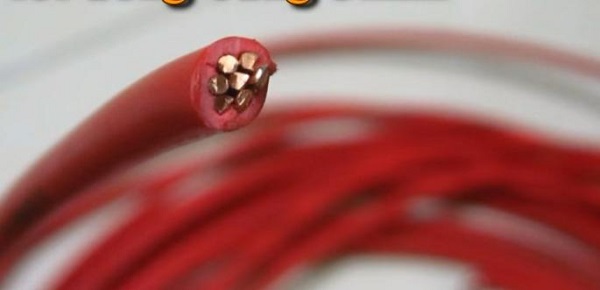
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).


Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.

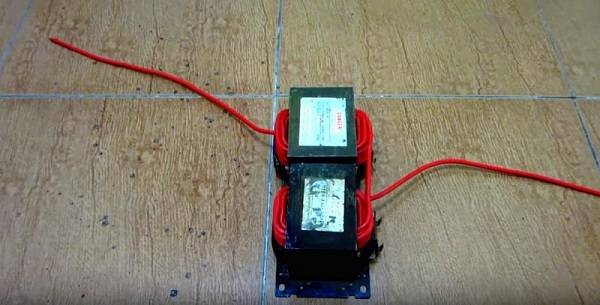
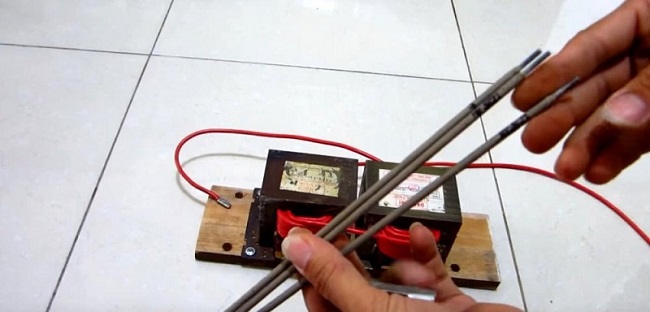
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
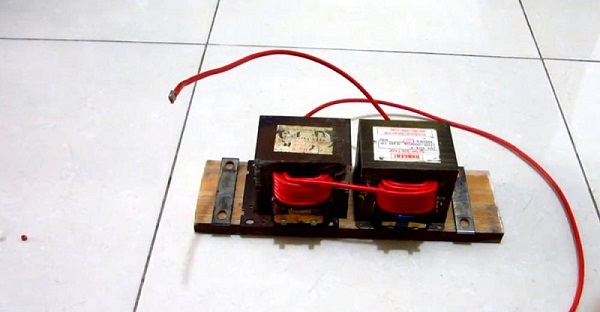
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
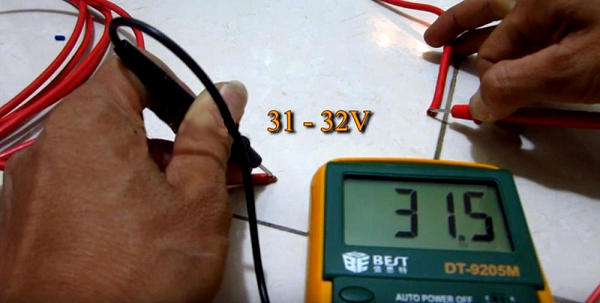
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.


Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
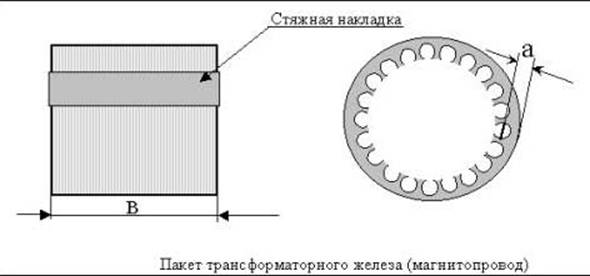
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
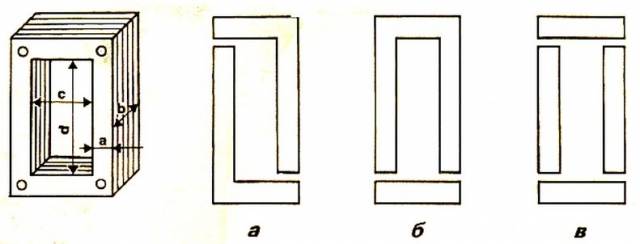
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
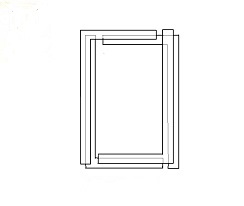
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
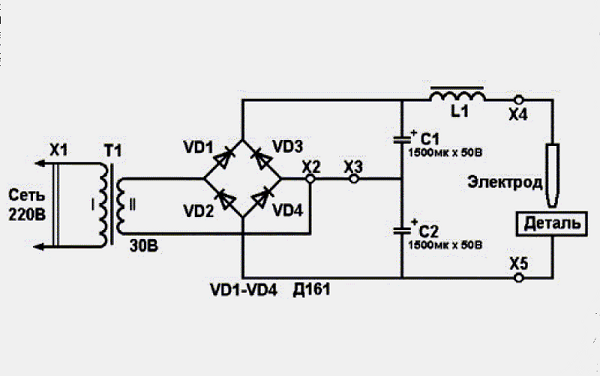
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
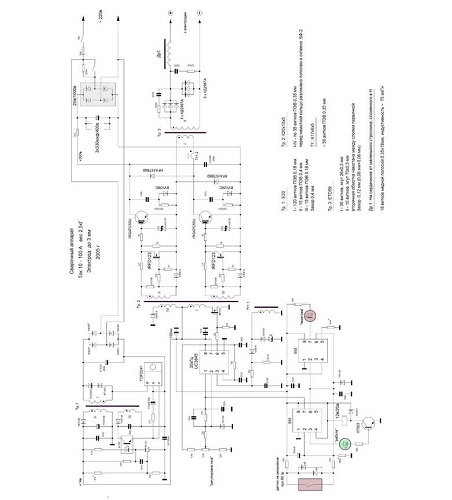
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
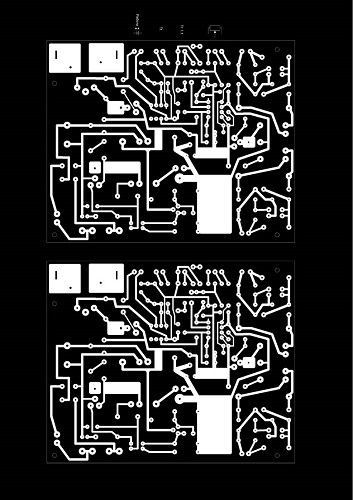
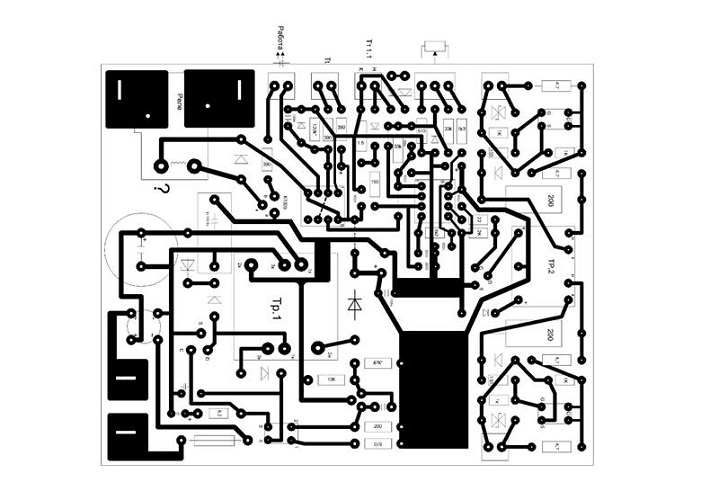
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.



Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
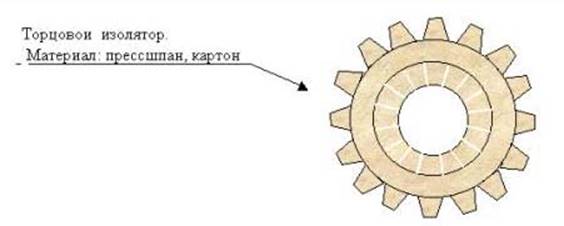
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.

Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
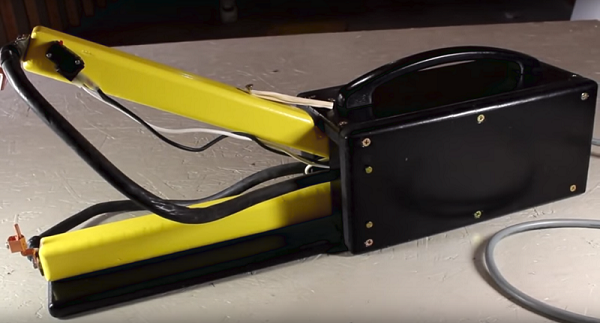
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Читайте также: