Вд 301уз выпрямитель сварочный схема электрическая принципиальная
Обновлено: 17.05.2024
Сварочные выпрямители с падающей внешней характеристикой используются для ручной дуговой сварки покрытыми электродами и автоматической сварки под флюсом. Допустимо их использование для сварки неплавящимся электродом в среде защитных газов, плазменной сварки и резки, воздушно-дуговой резки.
Выпрямители с падающей формой ВАХ могут быть классифицированы по способу получения падающей характеристики. Это выпрямители:
– с трансформатором с подвижными обмотками;
– с трансформатором с подвижным магнитным шунтом;
– с трансформатором с подмагничиваемым магнитным шунтом;
– с дросселем насыщения.
Падающую форму ВАХ обычно получают на стадии переменного тока при помощи трансформаторов с нормальным магнитным рассеянием в сочетании с дросселем насыщения, трансформаторов с увеличенным магнитным рассеянием, а также тиристорного выпрямительного блока.
В большинстве случаев падающая характеристика формируется на стадии переменного тока при помощи трансформатора с подвижными катушками за счет изменения индуктивности рассеяния путем изменения расстояния между подвижными и неподвижными обмотками. Три первичных и три вторичных обмотки расположены на Ш-образном магнитном сердечнике трехфазного трансформатора. Верхнее ярмо сердечника состоит из двух пакетов, между которыми проходит ходовой винт с закрепленным внизу подпятником. При вращении ходового винта происходит перемещение катушек фаз первичной обмотки. Катушки фаз вторичной обмотки закреплены неподвижно у верхнего ярма. Рукоятка ходового винта и шкала сварочного тока находятся на крышке выпрямителя. При повороте рукоятки по часовой стрелке происходит сближение катушек фаз обмоток и увеличение сварочного тока вследствие уменьшения индуктивного рассеяния. Напряжение холостого хода при этом изменяется незначительно.
Чаще всего применяют выпрямители на базе трансформаторов с увеличенным магнитным рассеянием – выпрямители серии ВД.
Сварочный выпрямитель ВД-301 представляет собой передвижную установку в однокорпусном исполнении, обеспечивающую преобразование энергии трехфазной сети в энергию выпрямленного тока.
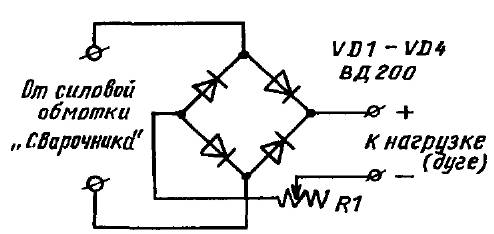
Выпрямитель включает в себя силовой понижающий 3-х фазный трансформатор, выпрямительный блок, пусковую и защитную аппаратуру. Принципиальная электрическая схема выпрямителя показана на рис. 4.2.
Силовой трехфазный понижающий трансформатор выполнен с подвижными алюминиевыми катушками. Катушки первичной обмотки подвижные, а вторичные – неподвижные и закреплены у верхнего ярма. У выпрямителя марки ВД-306 неподвижная обмотка – первичная, подвижная – вторичная. Первичные катушки перемещаются при помощи винта, рукоятка которого выведена на верхнюю панель корпуса выпрямителя. С помощью переключателя диапазонов осуществляется переход от схемы λ/λ (малые токи) к схеме Δ/Δ (большие токи), при этом сварочный ток увеличивается приблизительно в три раза.
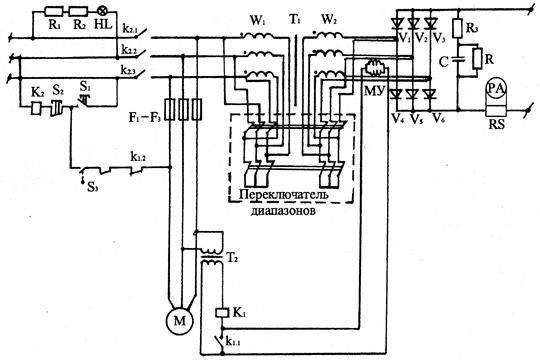
Рис. 4.2. Принципиальная схема выпрямителя ВД-301
В выпрямителях ВД-306 имеется блокировка переключателя ступеней регулирования. В переключатель ступеней регулирования встроен микровыключатель. Если переключение ступеней производится при неотключенном выпрямителе, контакт микровыключателя обрывает цепь питания магнитного пускателя, и выпрямитель отключается от сети. Выпрямительный блок собран из 6 кремниевых вентилей ВК-200 или В2-200 по трехфазной мостовой схеме. Вентилятор обеспечивает их охлаждение воздушным потоком со скоростью 5 м/с. Для пуска выпрямителя включают двигатель вентилятора, при этом воздушный поток нажимает на лопатку реле контроля S3 и замыкает его контакт, в результате срабатывает пускатель К2,и силовая часть подключается к сети. Защита вентилей от перенапряжений, имеющих место при переходе от рабочего режима или короткого замыкания к холостому ходу, при коммутации тока с вентиля на вентиль, а также при выключении трансформатора в режиме холостого хода, обеспечивается цепочками R – С, включаемых параллельно каждому плечу выпрямительного блока. Для отключения выпрямителя при пробое одного из вентилей или замыкании вторичной обмотки на корпус используется защита, состоящая из магнитного усилителя МУ, вспомогательного трансформатора Т2 и реле К1. В аварийных случаях во вторичных линейных проводах, пропущенных в окне МУ, появляется постоянная составляющая тока. В результате этого насыщается сердечник МУ, уменьшается индуктивное сопротивление обмоток переменного тока МУ и срабатывает реле К1, отключающее с помощью k1.2 выпрямитель от сети. Для снижения уровня помех радиоприема используется емкостный фильтр. Достоинством такого выпрямителя являются простота и дешевизна конструкции. Главным недостатком является зависимость режима сварки от колебаний напряжения сети. Выпрямитель ВД-301 в настоящее время не выпускается.
Выпрямитель ВД-306, типичный представитель вышеописанной схемы, показан на рис. 4.3. На тележке 1 установлен трехфазный трансформатор 3 с алюминиевыми обмотками. Первичные обмотки для плавного регулирования тока перемещаются с помощью ручного винтового привода 8. С помощью переключателя диапазонов 9 ток регулируется ступенчато. Выпрямительный блок 2 охлаждается вентилятором 4. На лицевой панели выпрямителя установлены амперметр 5, сигнальная лампа 6, кнопки 7 «пуск» и «стоп». В нижней части выпрямителя имеются штепсельный разъем 10 для подключения к сети, болт заземления 11 и токовые разъемы 12 сварочной цепи.
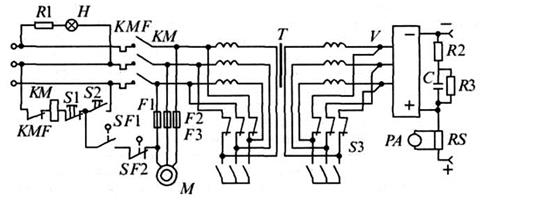
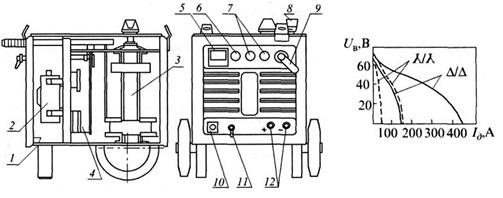
Рис. 4.3. Выпрямитель ВД-306 У3: а – принципиальная схема; : б – конструкция;
в – внешние характеристики
По принципиальной схеме рис. 4.4, б изучим работу выпрямителя. При подаче сетевого напряжения срабатывает сигнальная лампа Н. Для пуска выпрямителя предназначена кнопка S2, при нажатии на нее срабатывает контактор КМ, силовые контакты которого подают питание на двигатель вентилятора М и силовой трансформатор Т. При правильном направлении потока воздуха ветровое реле SF1 срабатывает и блокирует кнопку S2. Для выключения выпрямителя предусмотрена кнопка S1. Первичные и вторичные обмотки трансформатора могут быть соединены переключателем S3 звездой или треугольником. В переключатель встроен микровыключатель SF2, разрывающий цепь катушки контактора при переключении, поскольку под нагрузкой переключать соединение обмоток нельзя. Выпрямительный блок V представляет собой комплектный модуль с двумя охладителями и запрессованными в них диодами. Трехфазная мостовая схема выпрямителя содержит 10 диодов Д204 в каждом плече. Каждый диод снабжен предохранительной перемычкой, перегорающей при выходе из строя вентиля, выпрямитель продолжает работать даже после выхода из строя нескольких диодов. Амперметр РА подключен к шунту RS. Защита выпрямителя от перегрузок по току осуществляется тепловым реле КМF контактора КМ, цепи управления защищены плавкими предохранителями F1-F3. Для защиты выпрямительного блока от коммутационных перенапряжений служит фильтр R2 – R3 – С. Внешние характеристики выпрямителя приведены на рис. 4.25, в.
Такую же конструкцию имеют серийные выпрямители ВД-201, ВД-251, ВД‑307 и ВД-403, а также выпрямитель ВДФ-1201, предназначенный для сварки под флюсом.
Технико-экономические показатели таких выпрямителей достаточно высокие, хотя и хуже, чем у трансформатора. Так, в номинальном режиме КПД составляет 0,6–0,75, коэффициент мощности – 0,5–0,7, поэтому удельный расход электроэнергии достигает 4–6 кВт·ч на 1 кг расплавленного электродного металла.
Следующей разновидностью выпрямителей являются: выпрямители на базе трансформаторов с магнитным перемещающимся (ИПП-40В, ИПП-120В, ИПП‑300В) или неподвижным подмагничиваемым (ИПП-500В) шунтом.
Основой этих выпрямителей являются трансформатор с увеличенным магнитным рассеянием, жестко закрепленные первичные и вторичные обмотки и подвижный магнитный шунт. Обмотки намотаны алюминиевым проводом. Регулировка сварочного тока и получение падающей формы ВАХ возможны благодаря большому магнитному рассеянию трансформатора, вызываемого разнесением первичных и вторичных обмоток на значительное расстояние и наличием магнитного шунта.
При выдвижении шунта магнитное сопротивление в цепи потоков рассеяния и индуктивное сопротивление трансформатора изменяются, изменяется (регулируется) и сварочный ток, Шунт может быть неподвижным, в этом случае он должен подмагничиваться с помощью обмотки постоянного тока.
Выпрямительный блок собран до трехфазной мостовой схеме из кремневых вентилей ВК-200. Выпрямитель снабжен вентилятором и воздушным реле.
Основное достоинство такой конструкции – широкие пределы регулирования тока. Правда, достигается это при очень малых зазорах между стержнем и шунтом (около 0,5 мм). Главный недостаток – значительная несимметрия фазных токов и напряжений и, следовательно, большая пульсация сварочного тока. Так, во вторичной обмотке на среднем стержне ток на 20–25 % выше, чем на крайних.
Кроме вышеописанных конструкции выпрямителей падающую форму ВАХ могут иметь выпрямители, с трансформатором с дросселем насыщения. Рассмотрим их устройство на примере выпрямителя ВД-502 (рис. 4.4).
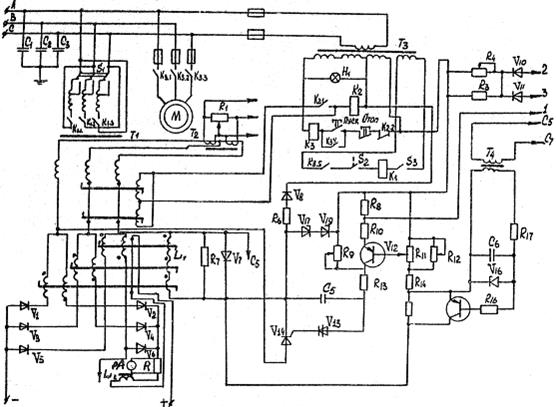
Рис. 4.4. Принципиальная схема выпрямителя ВД-502
Основой выпрямителя служит трехфазный трансформатор стержневого типа с нормальным магнитным рассеянием Т1. Обмотки трансформатора выполнены алюминиевым проводом марки АСПДП. Первичная обмотка W1 имеет отпайку и включается «треугольником» с большим или меньшим количеством витков. Ступенчатое регулирование производится переключателем S1, причем соединение с большим числом витков соответствует диапазону «малых токов». Силовой выпрямительный блок V1–V6 собран по трехфазной мостовой схеме на кремниевых вентилях ВК-200. Падающая форма ВАХ формируется с помощью трехфазного симметричного дросселя насыщения Др1. Вентили выпрямительного блока включены последовательно с каждой из рабочих обмоток дросселя, по обмоткам L1 идет постояный ток. Такой дроссель называется дросселем с самоподмагничиванием. Обмотка управления дросселя Wу питается от тиристорного регулятора V14 путем изменения угла открытия тиристора производится регулирование тока подмагничивания. Тиристор управляется формирователем пилообразного напряжения ФПН. Этот блок состоит из транзистора V12, конденсатора C5, динистора V13. При помощи магнитного усилителя в этот регулятор введена обратная связь, по току, что позволяет стабилизировать ток при колебаниях напряжения сети. Увеличение тока подмагничивания дросселя приводит к увеличению сварочного тока и наоборот. В комплект выпрямителя также входят блок защиты, аналогичный блоку защиты ВД‑306, вентилятор с ветровым реле, стабилизатор напряжения и дистанционный пульт управления.
В последние годы все более широкое распространение получают инверторные источники питания. Из отечественных источников с транзисторным инвертором следует отметить выпрямители ДС140.3 и ДС250.3. Последний собран по однотактной полумостовой схеме с широтно-импульсным регулированием и предназначен для ручной дуговой сварки, в том числе, на импульсном режиме.
Он имеет кроме плавного регулирования сварочного тока еще и независимую настройку тока короткого замыкания. предусмотрено также форсирование режима при зажигании дуги и снижение напряжения холостого хода до безопасного значения.
Технические характеристики сварочных выпрямителей
Помимо блокового преобразовывающего устройства, в конструкцию выпрямительного устройства для сварки входят:
защитные и измерительные элементы;
Вышеуказанные компоненты сварочного выпрямителя объединяются в общем блоке, при этом используется схема сварочного выпрямителя, позволяющая своими руками правильно подключить устройство.
С этой целью используется две распространенных схемы, первая принципиальная схема предусматривает подключение однофазным выпрямительным мостом – аппарат будет эксплуатироваться на 2-х полупериодах; вторая схема – для нее используется подключение трехфазным выпрямительным мостом – аппарат будет функционировать за счет 2-х токопроводящих основ.
Особенности назначения выпрямительного устройства
Данная категория аппаратов применяется как генератор электрического напряжения между двумя точками, побуждающий возникновение сварочной электрической дуги.
Похожая схема применяется в электродуговом сваривании, с использованием плавких электродов с разным видом покрытия.
С помощью сварочных выпрямителей появляется возможность работать электродами с диаметром до 1,2 мм и обрабатывать разные виды сталей своими руками.
Используя электроды со специальным рабочим покрытием в сочетании со сварочным выпрямителем, можно сваривать цветмет и различные сплавы.
Также применение сварочного выпрямителя напряжения типа ВДУ, оборудованного автоматическим источником подачи присадочного материала, позволяет своими руками работать сваркой: аргонодуговой, угольной дугой, под флюсом.
Исходя из вышесказанного, можно сделать вывод: выпрямитель используется при обработке любых металлических изделий посредством напряжения постоянного тока.
Схема функционирования выпрямительных устройств
Для функционирования выпрямительного прибора применяется следующая принципиальная схема. Сетевой или генерируемый ток подается на входную обмотку трансформатора.
При помощи трансформатора снижается стандартный показатель тока до показателя, который будет соответствовать величине холостого хода сварки.
Далее осуществляется выпрямление высокочастотного тока до стабильного показателя.
Полупроводниковый диод преобразует переменный ток в постоянный ток.
Завершающий блок поддерживает, стабилизирует готовые технические характеристики, позволяет им оставаться неизменными.
По указанной схеме может эксплуатироваться любой выпрямительный вариант устройства из ниже рассмотренных моделей, цена на них также приемлема, как и технические характеристики.
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.
Недостаток сварочного ВДМ выпрямителя заключается в минимальном периоде включения.
Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
Такой аппарат может применяться при максимально длительном режиме включения.
Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Выпрямительному устройству модели 1202 все чаще отдают предпочтение профессионалы, так как возможно его применением с удвоением мощности напряжения.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Прибор ВД 306 М1 используют при сварке электродами с покрытием. Устройство ВД 306 М1 позволяет обрабатывать стальные детали.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Выпрямители с падающей вольтамперной характеристикой
Трехфазная мостовая схема выпрямителя
В каждом плече моста установлены вентили. Диоды в плечах каждой фазы соединены последовательно. В трех плечах соединены между собой все катоды, составляющие катодную группу выпрямителя. В трех других плечах соединены между собой все аноды, образующие анодную группу. Такая схема обеспечивает выпрямление обоих полупериодов переменного трехфазного тока во всех трех фазах.
Контрольные вопросы и задания:
1. Дайте сравнительную классификацию сварочных выпрямителей2. Охарактеризуйте функциональную блок-схему сварочного выпрямителя 3 Условия работы полупроводниковых вентилей
4. Трехфазная мостовая схема выпрямителя
ЛЕКЦИЯ № 7
План
1. Назначение, устройство, конструкция и обозначение сварочного выпрямителя с падающей внешней характеристикой. 2. Функциональная блок - схема. 3. Порядок работы электрической схемы сварочного выпрямителя.
4. Основные технические данные сварочного выпрямителя.
Литература:
1. И.В. Гуменюк, О. Ф. Иваськов, О. В. Гуменюк Технология электродуговой сварки. - Киев: Грамота, 2007
2. Китаев A.M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение,990
3. Шебеко Л.П. Оборудование и технология дуговой автоматической и полуавтоматической сварки, - Москва «Высшая школа» 1986
1 Назначение, устройство, конструкция и обозначение сварочного выпрямителя с падающей внешней характеристикой
Сварочные выпрямители с падающей внешней характеристикой применяются для ручной дуговой сварки. К таким выпрямителям относятся выпрямители типа ВД-301У3 и ВД-502У3.
Выпрямитель ВД-301 имеет понижающий трансформатор с магнитопроводом 2, неподвижными вторичными 3 и подвижными первичными 4 обмотками и выпрямительный блок 1 с вентилятором, смонтированным н тележке. На лицевой панели блока аппаратуры расположены амперметр 7, переключатель 9 диапазонов тока, пакетный выключатель 5. Рукоятка 8 плавного регулирования тока расположена на верхней крышке выпрямителя. Для подключения питающей сети имеется специальная клеммная доска с тремя зажимами, для подключения сварочного кабеля – два зажима 6, обозначенные знаками «+» и «-». Снаружи выпрямитель защищен кожухом, для удобства перемещения он снабжен двумя колесами и ручкой, для подъема – рым-болтами.
Рис.1- Устройство и электрическая схема сварочного выпрямителя ВД-301У3
На рисунке 1 показана устройство и электрическая схема выпрямителя.
- Трехфазного понижающего трансформатора Т1, который имеет повышенное индуктивное сопротивление, что обеспечивает необходимую для ручной сварки падающую внешнюю характеристику. Сварочный трансформатор предназначен для плавного и ступенчатого регулирования тока, которое достигается перемещением подвижной первичной обмотки. При сближении обмоток ток увеличивается, при их раздвижении – уменьшается. Ступенчатое регулирование тока выполняется барабанным переключателем G; при соединении первичных и вторичных обмоток звездой получается диапазон малых токов, при соединении треугольником – диапазон больших токов.
- Выпрямительного блока V1, который служит для преобразования переменного тока в постоянный. Выпрямительный блок V1 собран на кремниевых вентилях по трехфазной мостовой схеме.
- Защитного блока, который состоит защитных цепочек R–C, предохранителей, вентилятора с реле контроля вентиляции. Защитные цепочки R–C служат для защиты выпрямительного блока от пиков напряжения
- Пускорегулирующей аппаратуры: пакетный включатель, переключатель диапазонов тока, ручка плавного регулирования.
- Измерительная аппаратура: амперметр.
Сварочный выпрямитель снабжен защитой, отключающей его от сети при выходе из строя одного из вентилей выпрямительного блока или пробое на корпус вторичных обмоток трансформатора. Защитный блок состоит из магнитного усилителя А, вспомогательного трансформатора Т2 и электромагнитного реле К2. Обмоткой управления магнитного усилителя служат четыре провода вторичных обмоток сварочного трансформатора, проходящие через окна сердечников усилителя. Например, при пробое одного из вентилей по обмотке управления усилителя А пойдет большой ток, сердечник усилителя насытится. Поэтому в рабочей обмотке переменного тока усилителя, а следовательно, и в катушке реле К2 ток резко увеличится. При этом реле сработает и обесточит магнитный пускатель, а тот, в свою очередь, отключит выпрямитель от сети.
Читайте также: