Виды сварки под давлением
Обновлено: 28.09.2024
В ГОСТ 2601-24 сварка определяется как метод создания неразъемных соединений за счет образования между ними межатомных связей при нагревании или пластическом деформировании. В отличие от традиционных видов, которые основаны на нагревании до расплавления, сварка давлением выполняется под действием внешней силы, приложенной к месту соединения.
Сущность сварки давлением
При контакте двух тел начинается взаимная диффузия атомов. В обычных условиях обмен протекает очень медленно. При сварке давлением этот процесс ускоряется за счет трения кромок деталей под действием приложенной нагрузки. Для создания более прочных межатомных связей процесс проводят с предварительным местным подогревом. Участок, где протекает диффузия, называют зоной объединения или соединения.
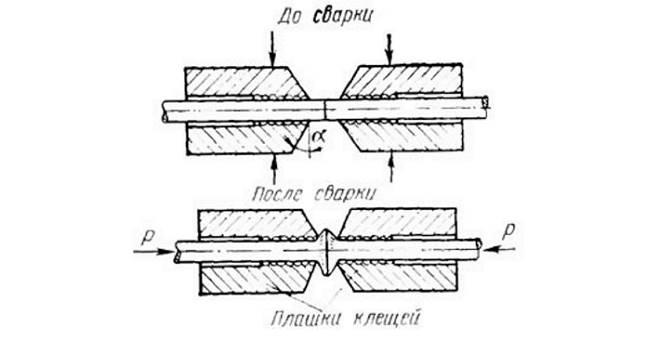
Нагрев производят в печах, электротоком, индукционными установками, теплом от химических реакций, электрической дугой. Технология сварки давлением с подогревом не идентична традиционным видам. Например, при сочленении встык, кромки сначала оплавляют, затем подвергают деформации. Смесь металла со шлаком, которая выдавливается наружу после сжатия, называется гартом.
Особенности сваривания
В отличие от классической технологии у сварки под давлением отмечают следующие преимущества:
- снижение затрат, так как нет необходимости в расходных материалах (электроды, флюсы и т. д.);
- сочленение заготовок из любых металлов, даже разнородных;
- заготовки из материала с высокой пластичностью (медь, алюминий, свинец) можно сваривать давлением без предварительного нагрева.
Для образования качественного соединения необходимо выполнение определенных условий:
- Очистка от грязи, ржавчины, обезжиривание зоны контакта.
- Постепенное наращивание нагрузки, чтобы сначала деформировались контактирующие слои, а потом запускался процесс диффузии. Вибрационное воздействие повышает прочность шва, так как атомы получают больше энергии.
- Соблюдение равномерности температуры при работе с заготовками из легкоплавких материалов.
При соединении стальных элементов образуются химические элементы под названием интерметаллиды, которые делают шов прочнее. Они возникают, если в составе деталей содержится хром, кобальт, молибден или вольфрам. Никель не образует интерметаллидов, поэтому соединение заготовок из этого металла получается непрочным.
Виды сварки давлением
Способы сварки металлов давлением подразделяются на 2 группы:
- Механические выполняются только за счет приложения усилия. В группу входят сварка ультразвуком, трением, взрывом, холодная.
- Термомеханические (комбинированные) методы выполняются сочетанием механического воздействия и местного нагрева. В группу включены контактная, диффузионная, газопрессованная разновидности сварки давлением.
Контактная
При соединении этим способом заготовки нагревают электрическим током, затем сжимают. В зависимости от способов выполнения контактная сварка бывает:
- точечной;
- рельефной;
- шовной;
- стыковой.
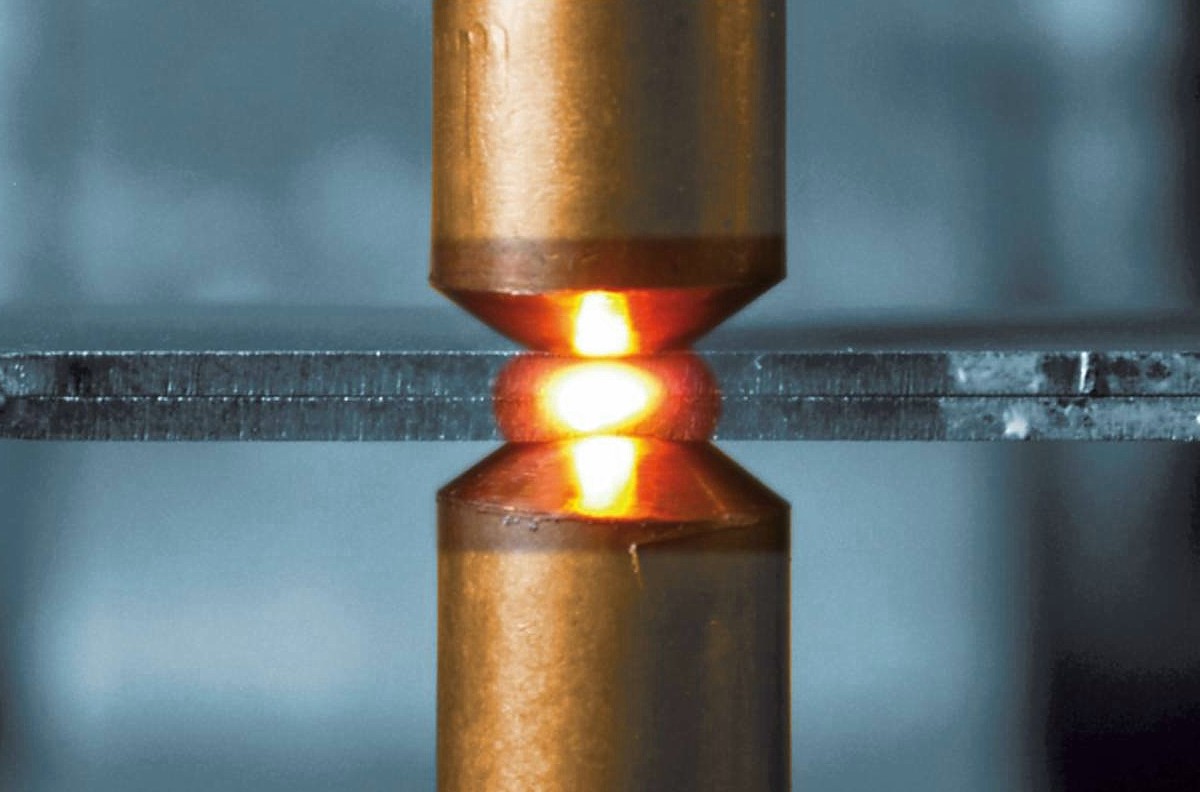
При точечной сварке давлением заготовки, уложенные внахлест, соединяют в одной или нескольких точках. Ток и усилие деформации передаются через цилиндрические электроды из медных сплавов диаметром 12 — 40 мм, которые расположены с одной или обеих сторон. Нагрев проводится до тех пор, пока верхние слои металла не станут пластичными, а внутренние расплавятся. Для выполнения этого условия электроды охлаждают водой. После прекращения подачи тока, детали кратковременно удерживают под давлением для охлаждения и кристаллизации металла. Этот способ применяют для сборки негерметичных конструкций (каркасов, сеток, узлов автомобильных корпусов, листового металла). Допустимая толщина заготовок от долей до 30 мм.
При рельефном способе механическое усилие и ток прикладываются к отштампованным выступам на поверхности. Это позволяет одновременно сваривать широкими электродами до 20 точек. Этим методом на детали из листового железа крепят болты, гайки, шпильки, создают герметичные соединения длиной до 10 см.
Шовную сварку давлением выполняют вращающимися дисковыми электродами (роликами) диаметром 40 — 350 мм с импульсной или непрерывной подачей тока. После прохождения деталей между роликами образуется сплошное соединение. Этим способом сваривают небольшие герметичные емкости со стенками толщиной до 3 мм.
При стыковой сварке детали сваривают по всей площади контакта поверхностей. Заготовки зажимают в губках электродов (подвижном и неподвижном), сближают, включают ток. После появления слоя жидкого металла ток отключают и, не снимая давления, проводят осадку. Этим способом стыкуют заготовки круглого, квадратного, шестигранного сечения, рельсы, трубы.
Диффузионная
Принудительный процесс обмена частицами на атомарном уровне между двумя твердыми телами называется диффузионная сварка. Для ее выполнения необходим нагрев места соединения до 0,5 — 0,7 величины температуры плавления и механическое воздействие 0,5 МПа. Длительность процесса зависит от состава деталей и может составить от 2 минут до нескольких часов.
На производстве обычно используют диффузионную сварку давлением в вакууме или среде защитного газа, которая была изобретена в середине прошлого века советским ученым Н. Ф. Казаковым. В разреженной среде можно соединять металлы с неметаллами, чего не может обеспечить холодная сварка. Материалы, устойчивые к кислороду, допускается сваривать на воздухе.
Этим способом создаются монолитные швы высокой прочности. При равных условиях, энергии тратится в 4 — 6 раз меньше, чем при контактной сварке. Процесс экологически чистый, так как нет опасных излучений и выделения вредных газов. Однако, из-за сложности дорогого оборудования и низкой производительности, повсеместного распространения не получил. Диффузионную сварку применяют на высокотехнологическом производстве:
- создают микроскопические полупроводниковые детали для электронных приборов;
- в авиационной и космической промышленности изготавливают ответственные детали;
- сваривают тугоплавкие металлы (вольфрам, тантал);
- соединяют металлы с керамикой, стеклом, сапфирами, графитом, сталь с медью и алюминием.
Трением
Метод основан на нагреве соединяемых поверхностей за счет трения между ними. Одна деталь крепится неподвижно, после прижима другой заготовки включают вращение. Когда место соединения нагреется до 0,7 — 0,9 температуры плавления вращение останавливают, усилие сжатия увеличивают в 2 раза.
Сваркой трением соединяют пластмассовые и детали из разнородных металлов. Неподвижная заготовка может быть плоской. К преимуществам также относят простоту выполнения, высокую производительность. Недостатком считают то, что одна деталь должна быть телом вращения. Сварка трением деталей диаметром больше 150 мм становится нерентабельной из-за повышенного расхода энергии.
Ультразвуковая
Метод основан на образовании пластической деформации под действием ультразвуковых колебаний частотой от 16 до 230 кГц при небольшом сжимающем усилии в диапазоне от 100 до 2000 кН. Для ускорения процесса допускается слабый подогрев. Ультразвуком и усилием сжатия сначала разрушается и удаляется оксидная пленка, затем формируется соединение.
Этим способом сваривают разнородные металлы, в том числе тугоплавкие, пластмассу, ткань из полимерных нитей. Ультразвуковая сварка незаменима для соединения сверхтонких, 0,005 мм, материалов. К достоинствам относят широкую сферу применения и возможность автоматизации. Основным недостатком считается невозможность сварки заготовок с толщиной больше 3 мм, так как при повышении мощности генератора разрушается волновод.
Взрывом
Этот вид сварки давлением очень прост. Как правило, соединяют две пластины. Над нижней устанавливаю верхнюю под углом. Сверху размещают взрывчатку с детонатором. После подрыва пластины сжимаются, поверхности деформируются до жидкого состояния, образуется соединение.
Этим способом сваривают как однотипные металлы, так и разнородные, делают детали и заготовки из композитных материалов. Сварка взрывом применяется для нанесения (плакирования) слоя одного металла на другой толщиной 0,01 — 43 мм. Достоинствами считают высокую производительность, дешевизну, простоту проведения. Из недостатков отмечают необходимость обучения персонала, отсутствие разработок по автоматизации процесса.

Методы сварки давлением были разработаны для создания соединений, которые невозможно выполнить классическими способами плавления. Однако за счет меньшего энергопотребления и простоты технических решений начинают вытеснять традиционные технологии во многих отраслях промышленности.
Что такое сварка и какие виды бывают
В промышленности, строительстве и при ремонте используются различные способы стыковки деталей конструкций. Наибольшее распространение получили разнообразные виды сварки, которыми скрепляют не только однотипные и разнородные металлы, но также стекло, пластик, керамику. Популярность технологии объясняется высокой прочностью и надежностью соединений.

Определение процесса сварки
Независимо от вида, сваркой называют технологию создания неразъемных соединений путем нагрева, деформирования или комбинированием обоих методов. Сущность сварки заключается в том, что под действием внешнего источника энергии (тепла, давления) между соединяемыми материалами образуются прочные связи на межатомном уровне. После кристаллизации в процессе остывания на стыке образуется сварочный шов. В зависимости от вида материала и условий проведения работы, это локальный или общий нагрев и деформирование стыкуемых поверхностей.
Классификация видов сварки
В зависимости от критериев, классификацию способов сварки выполняют по виду защиты расплавленного металла от кислорода воздуха, способу управления процессом, материалу и т. д. Также учитываются технологические особенности проведения сварочных работ. По способу воздействия на детали выделены три основных вида сварки:
- Механическую проводят внешним давлением, под действием которого поверхности деформируются, что приводит к плотному соединению.
- Термическую выполняют с применением дополнительных материалов, которые расплавляются теплом от источника энергии. Жидкий металл заполняет промежуток между заготовками, после остывания образуется прочное соединение.
- При термомеханических (комбинированных) видах сварки детали подвергаются совместному воздействию тепла и давления. Для повышения пластичности детали предварительно нагревают, затем сжимают.
Термический класс сварки
Эти способы сварки выполняются с образованием сварочной ванны из расплавленного металла деталей и электрода или присадочного материала.
Дуговая
Тепло для локального плавления металла заготовок выделяется при горении электрической дуги между электродом и заготовками. Для зажигания кратковременно касаются электродом поверхности, затем отводят на расстояние 2 — 5 мм. Чем короче дуга, тем выше ее температура.

Для соединения деталей используют следующие методы сварки:
- ручную, когда все манипуляции с электродом выполняет сварщик;
- полуавтоматическую с подачей электродной проволоки механизмом, установленным в аппарате;
- автоматическую, когда процесс выполняется по заданному алгоритму без вмешательства человека.
Дуговой вид выполняется плавящимися и неплавящимися угольными или вольфрамовыми электродами с введением присадочной проволоки в рабочую зону. Для защиты расплавленного металла от соприкосновения с воздухом механизированные способы проводят под флюсом или в среде инертного газа.
Газовая
В отличие от дугового вида при газовой сварке нагрев и охлаждение материала происходит более медленно. Поэтому этим методом проще сваривать тонкостенную сталь, цветные металлы, проводить наплавку. Независимость от электроэнергии позволяет работать в полевых условиях.

Стык нагревается факелом горелки, который образуется при сгорании в чистом кислороде ацетилена, пропана, водорода, паров бензина или керосина. Шов формируется за счет плавления присадочного материала. Для сварочных работ чаще используют ацетилен, температура пламени которого доходит до 3100⁰C. Похожая по принципу работы плазменная сварка выполняется струей ионизированного газа с температурой больше 10000⁰C.
Лучевая
Технология основана на плавлении материала деталей световым лучом лазера или потоком электронов, создаваемого электронной пушкой. Оба метода применяются преимущественно в радиоэлектронной отрасли для соединения и крепления микроэлементов. Чтобы луч не рассеивался, электронно-лучевая сварка проводится в вакуумной камере.

Лазерная сварка позволяет накладывать швы с высокой точностью. При этом, практически не нагреваются прилегающие поверхности, что исключает деформирование даже очень тонкого материала. Для работы в труднодоступных местах изменяют направление луча призмами. Процесс рекомендуется проводить в среде инертного газа.
Термитная
Для сварки этого вида используют порошкообразную смесь (термит), состоящую из алюминия, магния, окислов железа. При сгорании образуется тепло, которое расплавляет кромки заготовок. Расплавленный термит смешивается с металлом деталей, после кристаллизации образуется соединение.

Для запуска процесса термит дистанционно поджигают пиропатроном, электрическим разрядом, бикфордовым шнуром. Температура горения смеси достигает 2700⁰C, которой достаточно для сварки металлов распространенных видов. Термитным способом ремонтируют крупногабаритное оборудование, рельсы, сращивают провода на линиях электропередачи.
Электрошлаковая
Эта разновидность термической сварки применяется для соединения стали толщиной от 5 см до 3 м. Заготовки устанавливают вертикально, зазор между ними с обеих сторон закрывают подвижными ползунами из меди с водяным охлаждением. Снизу на поддон насыпают слой флюса, под которым зажигают дугу.

После расплавления флюса образовавшийся шлак становится электропроводным. Дуга гаснет, но проходящего через шлак тока хватает для плавления новых порций флюса, электрода и кромок. По мере остывания расплава в сварочной ванне ползуны постепенно передвигаются выше. Этим способом соединяют заготовки за один проход независимо от их толщины без образования трещин.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.

Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.

В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.

Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.

Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).

При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.

После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.
Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.

Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.
Как варить давлением

Виды и способы сварки
Традиционные методы сварки основаны на расплавлении кромок соединяемых деталей, в результате чего между ними устанавливаются прочные межатомные связи. В отличие от них, сварка давлением предусматривает наличие внешней силы, которая прикладывается к месту соединения и вызывает пластическую деформацию. Таким способом можно сваривать разные металлы, сплавы, пластмассу, стекло и другие материалы.

Принцип сварки давлением
При наличии длительного контакта между двумя физическими телами в месте их соприкосновения начинается внедрение атомов одного элемента в другой. Такие процессы происходят медленно, но при повышении в зоне контакта температуры или давления, а также при их совместном действии интенсивность диффузии возрастает и получается прочная связь.
Этот принцип используют при выполнении сварки давлением. При этом соединении в диффузной зоне получается высокая равномерность составляющих, поэтому такого понятия, как сварной шов, почти не существует.
Две соединяемые детали при комнатной температуре сдавливают при помощи специального оборудования, чтобы началось диффузное внедрение одного материала в другой. Особенно эффективен такой способ сваривания для деталей из меди, алюминия, нержавеющей стали. Вдоль стыка происходит пластическая деформация, в результате чего получается прочное соединение.
Чтобы ускорить процесс сварки и получить еще более надежные связи, проводится местный нагрев, но он является только сопутствующим фактором, а соединение происходит за счет пластической деформации.
Специфические черты
Источником тепла при проведении такого вида сварки выступают специальные печи, электрический или индукционный ток, химические реакции. При таком соединении с частичным нагревом сначала места соприкосновения немного оплавляют и только затем сжимают. При сдавливании часть металла и шлак незначительно выходят за пределы места контакта и образуют «грат».

Обязательные условия качественного соединения деталей таким способом:
- очистка места контакта от окалины, масляных отложений и других загрязнений;
- постепенное увеличение нагрузки, чтобы сначала деформировался приконтактный слой, а затем начинался процесс диффузии;
- обеспечение равномерной внешней температуры, это особенно важно для легкоплавких материалов, при этом повышать ее необязательно;
- склонность соединяемых металлов к образованию прочных химических связей одного с другим.
Настройки аппарата при сварке давлением
Выбор режима сварки, т.е. ее способа, настройки используемого оборудования и т.д., зависит от физических характеристик соединяемых деталей, а иногда и от их конструкции.
При выполнении электроконтактной сварки основными параметрами являются:
- сила и плотность тока;
- время его протекания;
- усилие сжатия.
Если сварка стыковая, то важна установочная длина (расстояние от электрода до торца детали).
В процессе контактной сварки существует такое явление, как шунтирование – часть тока минует зону проведения работ и протекает по детали. В случае применения стыкового метода шунтирование происходит только в деталях, имеющих замкнутый контур.

Когда выполняется точеная сварка, шунтирование тока наблюдается в ранее выполненных точках или в местах случайных контактов деталей. Это приводит к тому, что в зоне соединения недостаточный ток, поэтому ядро точки получается меньшего размера.
Условно принято разделять технологические процессы на «жесткие» и «мягкие». В первом случае они характеризуются небольшим временем протекания тока (0,1-1,5 секунды), поэтому заготовка сильно не нагревается. Давление электродов при этом требуется большое. Данный метод подходит для работы с алюминиевыми, медными сплавами, легированными сталями, чтобы сохранить их антикоррозионные характеристики.
Для «мягкого режима» характерно плавное нагревание заготовок, и для этого требуется более длительное протекание тока (от 0,5 до 3 секунд). Он используется при работе со склонными к закалке сталями. Надо учитывать, что за счет образования карбида хрома в соединяемых элементах происходит обеднение этим элементом.
Контактная сварка позволяет соединять детали из большинства металлов.
Для обеспечения прочного соединения в нем не должно быть:
- неоднородностей, в литой и переходной зоне соединения структура материала должна быть плотной и сплошной;
- разупрочнения детали в месте соединения и образования хрупких структур;
- снижения коррозионной устойчивости;
- деформации деталей, она допускается в заданных пределах.
Особенности свариваемости металлических сплавов
Если для сваривания металла требуются несложные установки, а работа выполнятся в широком диапазоне параметров, то он обладает хорошей свариваемостью и наоборот. Этот показатель не является постоянным, и по мере усовершенствования технологий и оборудования свариваемость будет улучшаться.

На свариваемость материалов оказывают влияние разные факторы:
- температура плавления;
- тепло- и электропроводность;
- изменение прочности и коэффициента расширения с ростом температуры;
- твердость.
Чем ниже электро- и теплопроводность, тем меньше требуется ток и снижается электрическая мощность, расходуемая на нагрев заготовок. Прочные материалы для деформации требуют большого усилия, твердые перед соединением надо обязательно прогревать. При высоком коэффициенте расширения большая усадка, что ведет к появлению трещин и раковин.
Особенности некоторых металлов и сплавов:
- низкоуглеродистые стали хорошо соединяются контактной сваркой, не склонны к образованию трещин, их прочность практически не снижается, а сварной шов пластичный;
- углеродистые – склонны к закалке, поэтому работают с ними на «мягких» режимах, пластичность и прочность соединении повышают путем термической обработки;
- нержавеющие – обладают высоким сопротивлением, поэтому используются небольшие токи, работу выполняют в «жестком» режиме;
- жаропрочные – в нагретом состоянии прочные, поэтому для сварки требуется большое давление и длительная подача тока, чтобы снизить давление осадки, зону сварки предварительно прогревают;
- титановые сплавы – при их нагревании происходит увеличение пластичности, поэтому требуются небольшие давления, работа выполняется с высокой интенсивностью и при больших токах, высокой скорости осадки и небольшом временном воздействии;
- медные – для их сварки требуются большие токи и низкая длительность их протекания;
- алюминиевые и магниевые – работу выполняют кратковременными импульсами тока большой величины, давления аналогичные тем, что используют при сварке низкоуглеродистых сталей.
Необходимое для работы оборудование
Для проведения термомеханической сварки часто используют горячештамповочные машины. Их особенность в наличии встроенного индукционного нагревателя, поэтому заготовки прогреваются непосредственно в месте проведения работ, и их не надо переносить от печи.
В остальных случаях применяют гидравлические или механические прессы, выбор делают в зависимости от пластичности материалов. Осадку выполняют в модернизированных штампах. В них нет матрицы, вместо нее используется прижим заготовок по линии соединения.
Разновидности сварочных работ
Существует такие виды сварки давлением:
- Механическая. Соединение выполнятся за счет сдавливания заготовок, это такие виды, как холодная, ультразвуковая, сварка взрывом и трением.
- Термомеханическая. В этом случае одновременно применяется усилие и местный нагрев: электроконтактный, газопрессованный и диффузионный методы.
Холодный метод
Соединение деталей происходит только за счет их сжатия. Создаются усилия, превышающие значения текучести материала, в результате чего происходит сваривание. Этот вариант эффективен в том случае, когда в привычном состоянии металл имеет высокую пластичность.

В процессе сдавливания происходит диффузия одного материала в другой, выделяется тепло, поэтому после сварки заготовки охлаждают. Шов получается прочный, в нем нет внутренних напряжений и негативных последствий, возникающих при перегревании материала. Такой метод подходит для соединения сплавов, в составе которых есть титан, никель, медь.
Эффективность этого способа сварки небольшая, и для его реализации требуется специальное дорогое оборудование.
Электроконтактная сварка
Сначала электрическим током нагревают соединяемые детали, а затем их сдавливают.
Контактная сварка бывает:
- Шовная. Используются вращающиеся дисковые электроды, ток подается непрерывно или импульсно. Соединение получается сплошное, используют для сваривания герметичных емкостей, толщина стенок которых до 3 мм.
- Точечная. Детали укладывают внахлест. Ток передают по цилиндрическим электродам, они располагаются с одной или с обеих сторон. Электроды охлаждают водой, чтобы внутренний слой металла расплавился, а наружный сделался пластичным, после чего заготовки сдавливают. Применяют для деталей (сетки каркасы, листы и т.д.) толщиной до 3 см.
- Стыковая. Соединение деталей происходит по всей площади контакта. Электроды-губки имеют подвижный и неподвижный контакты. При появлении жидкого слоя давление не снимают и выполняют осадку. Применяют для сварки труб, рельсов и других заготовок круглого, квадратного, шестигранного сечения.
- Рельефная. На заготовках имеются отштампованный выступы, к которым прикладывают усилие и ток. Применение широких электродов позволяет одновременно сваривать до 20 точек. Таким способом к листам крепят болты, гайки, создают герметичные соединения, длина которых не более 10 см.
Диффузионный метод
Выполняют местный нагрев заготовок до 0,5-0,7 температуры их плавления. Затем прикладывают усилие 0,5 МПа на протяжении от 2 минут до нескольких часов. В результате на атомном уровне происходит обмен частичками между соединяемыми деталями, этот процесс называется диффузионная сварка.
В вакууме или среде защитного газа можно соединять металлы с неметаллами, если материалы устойчивы к воздействию кислорода, сварку выполняют на открытом воздухе. Получается монолитный высокопрочный шов. При равных условиях в этом случае затраты энергии в 4-6 раз меньше, чем при контактной сварке. В основном метод используют на высокоточных производствах.
Сварка трением
Одна заготовка остается неподвижной, а вторая находится в зажиме, совершающем вращательные и поступательные движения. За счет трения выделяется тепло.

Сначала детали сжимают, потом начинают вращать; когда температура в месте контакта достигнет 980-1300 °C, вращение останавливают, а сжатие продолжают. Метод простой, надежный и высокопроизводительный. Сварка трением позволяет соединять изделия из разнородных материалов.
Ультразвуковой способ
Пластическая деформация деталей происходит под действием ультразвуковых колебаний и небольших усилий. Чтобы процесс ускорить, может выполняться незначительный нагрев. За счет усилия и ультразвука сначала разрушают оксидную пленку, а потом выполняют соединение.
Подходит для работы с тугоплавкими материалами, пластмассой, полимерной тканью и т.д.
Незаменимый метод для сваривания ультратонких заготовок, но для деталей толще 3 мм не подходит.
Особенности сварки трубопроводов
Особенность данного вида сварки труб под давлением в том, что шов не прямолинейный, а кольцевой или круговой. При разработке технологии учитывают толщину стенок и то, чтобы шов получился герметичным.
Сварка давлением отвечает всем условиям. В этом случае используют простые приспособления и специальный инструмент, позволяющие равномерно прижимать кромки соединяемых тонкостенных трубопроводов. Качество сварного контакта зависит от подготовки свариваемых поверхностей. Если все сделано правильно, то получается прочное и надежное соединение, можно сваривать и разнородные металлы.

Возможна ли резка давлением
Резка давлением используется при выполнении надсечек, перфорации и биговки. Этот метод эффективен в случае работы с нетвердыми материалами, когда не требуется высокая скорость работы и давление ограничено. Между ножом и валом противодавления происходит прямой контакт. При повышении давления износ ножа увеличивается прямо пропорционально.
Если требуется высокая производительность, то используют оборудование ножничного типа.
Плюсы и минусы сварки с помощью давления
Есть несколько разновидностей сварки давлением, и каждая из них имеет как преимущества, так и недостатки.
Преимущества холодной сварки:
- поверхности деталей не нагреваются;
- работа выполняется быстро;
- после проведения работ практически нет грязи;
- не требуются особые навыки оператора.
Недостаток в том, что при выполнении таких работ могут сильно меняться размеры деталей, особенно это касается такого метода сварки, как ковка.
Преимущества сварки трением:
- для выполнения работ требуется небольшая мощность;
- металл нагревается до невысокой температуры;
- сварка выполняется быстро.
Недостаток в том, что в области шва детали повреждаются. Одна из них должна быть круглой формы, чтобы она могла ввинчиваться во вторую, которая плоская.
Преимущества сварки взрывом:
- заготовка нагревается на короткое время;
- шов обладает высокой прочностью;
- работа выполняется быстро.
Для выполнения такой сварки нужны специальные места, это связано с образованием взрывной волны, поэтому и техника безопасности должна быть соответствующей.
Достоинства диффузионного метода:
- подходит для соединения разных металлов, при этом толщина заготовок также может не совпадать;
- шов не требует дальнейшей обработки;
- расход энергии небольшой.
Для выполнения таких работ понадобится соответствующая квалификация сварщика и специальное оборудование.
Преимущества контактной сварки:
- прочный и аккуратный шов;
- работа выполняется быстро.
Для выполнения сварочных работ таким методом понадобятся сложные аппараты.
Существующие способы сварки давлением позволяют соединять детали, когда это невозможно сделать классическими видами плавления. Они отличаются меньшими затратами энергии, а большинство из них имеют простое техническое решение, что делает такую сварку популярной, и на многих производствах она вытесняет традиционные технологии.
Разновидности сварки давлением
Согласно ГОСТ 2601-84 под сваркой вообще понимается процесс образования контакта элементов на атомном уровне, образующегося при нагревании или пластической деформации отдельных частей свариваемых изделий.
Из этого определения следует, что понятие сварки может относиться не только к металлам, но и к пластмассам, стеклу и другим неметаллам, а также к их производным.
Для более доступного понимания, что такое сварка давлением необходимо введение такой важной физической величины, как энергия активации. Она ответственна за перераспределение межатомных связей и формирование их на новом уровне.

Принцип сваривания
В процессе сваривания заготовок энергия активации расходуется либо на нагрев, что проявляется в виде оплавления места контакта, либо на его пластическую деформацию.
Согласно определению, в зависимости от вида энергии, используемой для объединения изделий на межатомном уровне, следует различать сварку плавлением от той же процедуры, осуществляемой под деформационным воздействием. Последний принцип используется в частности, когда проводится сварка труб под давлением.
Известные виды сварочных операций в основном различаются характером физико-химических процессов, происходящих непосредственно в контактной зоне.
В основу сварки плавлением заложен принцип её нагрева до определённого состояния, при котором происходит перемешивание двух стыкующихся частей с образованием общей жидкой массы (сварочной ванны).
По завершении сварочных процедур и охлаждения ванны образуется соединительный шов, получаемый непосредственно из расплава и лишь частично – за счёт применения особых присадок.
Источником местного нагрева в условиях классической сварки плавлением могут служить:
- электрическая дуга;
- пламя газовой горелки;
- химическая реакция, сопровождающаяся выделением большого количества тепла;
- энергия электронного происхождения;
- плазма или лазерное излучение.
Достаточно узкая полоска материала, образующаяся вдоль границы свариваемых частей или заготовок, называется зоной сплавления. Несмотря на малые размеры этого образования (оно измеряется в микронах), его влияние на качество сварного соединения достаточно велико.

Принцип сварки давлением заключается в пластической деформации материала металла вдоль стыков свариваемых частей (отдельных участков трубопроводов, например). Такое механическое воздействие достигается за счёт значительных по величине статических, а в отдельных случаях и ударных нагрузок.
Для ускорения этого процесса сварка сопровождается местным нагревом, что способствует образованию более прочных связей между вступающими в непосредственный контакт частицами. Полоса материала с происходящими в её границах физическими процессами, называется зоной объединения.
В качестве источника тепла при сварке давлением под нагревом могут использоваться как специальные термические печи и электрический или индукционный ток, так и особые химические реакции или переменная электрическая дуга.
Картина протекания сварочного процесса под давлением с нагреванием зоны контакта существенно отличается от случая сварки плавлением.
Так, при сварке стыков давлением с частичным нагревом, места соединения сначала слегка оплавляются и только после этого пластически деформируются. Одновременно с этим некоторая часть деформированного материала вместе со шлаком выдавливается за границы стыка, образуя так называемый «грат».
Известны следующие виды сварки давлением:
- холодная;
- с использованием эффекта трения;
- ультразвуковая и кузнечная.
Контактную сварку (когда деталь разогревается электрическим током) также можно причислить к виду под давлением. Ее результат зависит во многом от усилия сжатия.
Она получила наибольшее распространение при соединении труб и деталей конструкций в машиностроении. Активно развиваются такие виды сварки под давлением, как диффузионная и соединение взрывом.

Под «холодной» сваркой давлением понимается техника соединения частей и заготовок без расплава торцов (только за счёт их механического сжатия со значительным усилием).
При давлениях, значительно превышающих предельные значения для структуры любого металла, на его стыках начинает проявляться эффект текучести. Особо легко достигается он при условии, когда при нормальной температуре материал сам по себе достаточно пластичен.
Под воздействием давления сжатия в месте соединения осуществляется диффузия одного материала в другой с одновременным выделением определённого количества тепла. По завершении сварочного процесса соединённые таким образом детали постепенно охлаждаются.
В итоге образуются натуральные швы достаточно высокого качества, свободные от каких-либо нежелательных внутренних напряжений и остаточных явлений, наблюдаемых из-за перегрева металла. Указанный вид сварки применяется при необходимости соединения деталей из трудно сплавляемых материалов, содержащих титан, никель, медь и их сплавы.
Область возможного применения этой методики ограничена необходимостью привлечения к процессу сваривания довольно дорогого и сложного специального оборудования. Ещё одним недостатком метода холодной сварки давлением является его сравнительно низкая производительная эффективность.
С применением эффекта трения
Этот вид соединения частей материала реализуется за счёт использования теплоты, выделяющейся при динамическом (трущемся) соприкосновении свариваемых поверхностей.
Для достижения результата обрабатываемые заготовки фиксируются в зажимах специального механизма, один из которых во время операции остаётся неподвижен. Второй зажим в это время совершает контролируемые оператором вращательные и поступательные колебания.
В процессе сварки обрабатываемые заготовки сначала сжимаются за счёт осевого давления, после чего в работу включается специальный вращательный механизм. При достижении предельной температуры трения (порядка 980-1300 градусов) вращение заготовок останавливается, а их сжатие продолжается.
К преимуществам этой разновидности сварки давлением можно отнести простоту и надёжность, а также высокую производительность технологического процесса. Следует добавить невысокую энергоемкость и возможность соединения изделий из разнородных материалов.
Для реализации способа с эффектом трения промышленностью выпускаются специальные механизмы, способные сваривать и пластмассовые заготовки.
Метод широко применяется для соединения с трудом поддающихся сварке разнородных металлов. Примером могут служить варианты соединения давлением стали с алюминием или же аустенитных материалов с перлитными.
Ультразвуковая и кузнечная

Сварка с помощью ультразвука – ещё один способ сочленения давлением разнородных по составу материалов, находящихся в твёрдом состоянии. Наибольшей эффективностью отличается использование этого метода при сварке современных полимеров, изготавливаемых в виде листовых изделий.
С его помощью прекрасно соединяются практически все наименования самых распространённых полимерных материалов. С его помощью также могут осуществляться соединения изделий из искусственных кож, а также природных натуральных тканей, содержащих в своём составе синтетические волокна.
Особым спросом пользуется ультразвуковой способ сварки при необходимости соединения разнородных по структуре и термочувствительных материалов.
Кузнечная сварка давлением по своей сути не отличается от печного варианта и предполагает механическое ударное воздействие на материал предварительно разогретых до пластичного состояния заготовок.
Как сваривают сосуды
При изготовлении специальных сосудов и емкостей очень часто возникает необходимость в образовании не только прямолинейных, но и кольцевых или круговых стыковочных соединений.
Сварка сосудов организуется в связи с этим по особым методикам, учитывающим толщину стенок изделия и предусматривающим тщательное исполнение каждого рабочего шва.
Выполнить все условия, предъявляемые к соединению частей тонкостенных сосудов, удается лишь путём применения рассматриваемого метода, а именно – сварки под давлением. Для получения результата используются несложные приспособления и специальный инструмент, обеспечивающие равномерное прижатие кромок свариваемых тонкостенных изделий.
Сварочные операции под давлением обеспечивают достаточно эффективное неразъемное сочленение самых различных типов металлов (в том числе – и разнородных по своему составу). При этом качество получившегося сварного контакта, образуемого без применения классических сплавных технологий, во многом определяется тщательностью подготовки свариваемых плоскостей и поверхностей.
Помимо этого, оно в значительной мере зависит и от свойств используемых материалов, то есть от их способности подвергаться пластической деформации при воздействии предельных механических нагрузок.
Что такое автоматическая сварка

При автоматической сварке оборудование самостоятельно обеспечивает устойчивое горение дуги, непрерывную подачу проволоки. Сварщик не подвергается влиянию опасных факторов. Приборы способны функционировать без длительного перерыва. Процесс контролируется программным обеспечением, что позволяет получать однородные сварные соединения.
.jpg)
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
Технология, при которой проволока подается оборудованием, а электрод ведется мастером, называется полуавтоматической.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Двигатель подающего механизма вращается быстрее, скорость выведения расходного материала повышается.
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Разновидности автоматических аппаратов
С учетом конструктивных особенностей агрегаты делятся на:
- тракторные аппараты, работающие в среде защитного газа или под флюсом;
- подвесные устройства;
- многодуговые агрегаты.
Тракторный тип
Прибор создан для формирования длинных сварных соединений. Электрический двигатель приводит в движение ходовой и подающий механизмы. Все элементы заключены в единый корпус, являющийся основанием трактора. Электрод установлен возле вертикальной оси, пролегающей через центр тяжести.

Эта особенность помогает вести сварку в емкостях и трубах большого диаметра. Низкое расположение центра тяжести делает аппарат более устойчивым.
Подвесная конструкция
Оборудование состоит из таких компонентов:
- подающего блока;
- приводного суппорта;
- вертикального передвижного механизма;
- флюсового контейнера;
- проволочного барабана;
- управляющего блока.
Подвесные приборы бывают самоходными или стационарными. Последние отличаются невозможностью перемещения. Они применяются для сварки труб. Самоходные агрегаты снабжаются тележкой для передвижения по рабочей зоне. Их используют для формирования протяженных сварных швов.
Сфера применения
Универсальный метод используется для:
- установки сложных металлоконструкций;
- соединении деталей с большими площадями сцепления;
- сварки любых металлов и сплавов, в том числе разнородных заготовок;
- формирования сложных вертикальных соединений;
- сварки труб разного диаметра;
- формирования кольцевых соединений со сложным технологическим процессом.
.jpg)
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Выполнить подобные действия вручную практически невозможно.
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
.jpg)
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Читайте также: