Виды сварочной проволоки для полуавтомата без газа
Обновлено: 21.05.2024
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
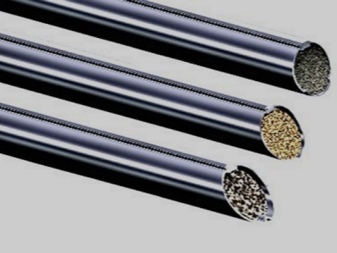
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Самозащитная порошковая проволока для полуавтомата — назначение, виды, как выбрать

Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».
Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется. В статье мастер сантехник расскажет, что это, как это работает, и каковы преимущества и недостатки сварки порошковыми проволокой.
Основные характеристики проволоки порошкового типа

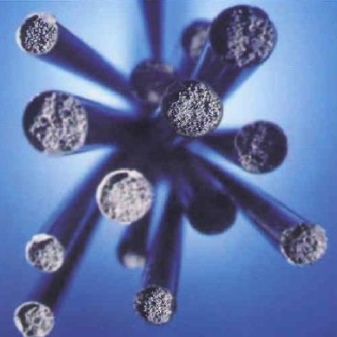
Сварка порошковой самозащитной проволокой — это способ механизированной сварки, при котором защита и легирование металла шва производится за счет шихты, помещенной в самой проволоке, состоящей из стальной оболочки и неметаллического сердечника.


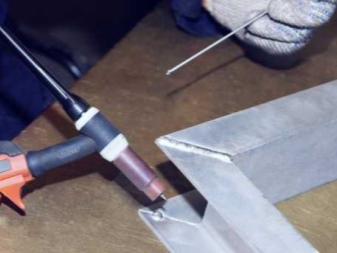
Сварка самозащитной порошковой проволокой востребована в труднодоступных местах. Это могут быть высотные работы или в тоннелях под землей. Небольшой полуавтомат можно повесить на плече, а для выполнения сварки необходима только розетка с 220V. Благодаря такой компактности эта технология широко применяется на строительных площадках и монтажных работах. Сборка и сварка металлических конструкций таким способом производится очень быстро.

Проволока широко используется благодаря разнообразию диаметров, минимальное значение которого начинается от 0,8 мм и заканчивается на 2,4 мм. Это позволяет сваривать как тонкие листы стали, с толщиной стенки 1,2 мм, так и толстые стороны до 7-10 мм. Этим способом можно работать с углеродистой сталью, оцинкованным железом и нержавейкой. Для этого важно правильно выбирать материал самой проволоки и вид внутреннего наполнителя.
Преимущества и недостатки порошковой проволоки

Сварочный процесс с использованием непрерывной подачи самозащитной проволоки отличается несколькими достоинствами:
- Нет необходимости в баллоне с газом;
- Легкая транспортировка оборудования на рабочее место;
- Возможность производить сварку в труднодоступных местах (на крыше, в тоннеле);
- Высокая скорость работ по сравнению с покрытыми электродами;
- Малая чувствительность дуги к ветру и сквознякам.
Но этот вид сварки имеет и недостатки. Один из них — высокая стоимость расходных элементов. Покупать ее ради экономии на газе не стоит. Оправдывает себя самозащитная проволока только в труднодоступных местах. Еще одним недостатком является плохое качество швов по сравнению с полуавтоматом, которым варили в среде инертного газа. Не годится этот вид сварки и для соединения труб под давление.
Подробные сведения о составе порошковых проволок

Проволока с собственной защитой изготавливается уже более полувека, а впервые она была выпущена на заводе, принадлежащем фирме "Линкольн Электрик".
Проволока для полуавтомата состоит из:
- Специального наполнителя (его называют сердечником);
- Оболочки.
Под оболочкой понимают ленту (холоднокатаную), изготовленную из мягкой неполированной стали с малым содержанием углерода. По ширине и толщине такая лента может иметь различные размеры, которые устанавливаются тем, какой диаметр должен быть у готовой оболочки. Как правило, толщина ленты находится в пределах 0,2–0,8 миллиметров. Поставляют интересующую нас ленту в кругах либо рулонах, причем сверху на материал наносится консервационный смазочный состав, который затем снимают (удаляя попутно все загрязнения) ультразвуковым или механическим способом.
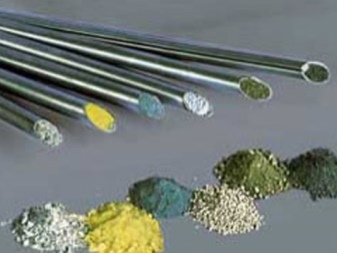
Сердечник проволоки – это комбинация разнообразных ферросплавов, руд, минералов, металлов и иных элементов, которые обеспечивают получение швов с заданными эксплуатационными параметрами, а также устойчивое и стабильное осуществление сварочной (наплавочной) процедуры.

Все элементы, входящие в сердечник, подразделяют на следующие виды добавок:
- Раскисляющие. Под такими компонентами понимают металлы с повышенным сродством к кислороду (то есть активные), которые вносятся в сердечник как порошки и ферросплавы.
- Стабилизирующие. Элементы с небольшим ионизирующим потенциалом, за счет которых при разных сварочных режимах обеспечивается устойчивая электродуга.
- Газообразующие: древесная мука, целлюлоза (органические), кальцинированная сода, мрамор (металлы щелочного-земельного ряда и щелочные карбонаты). Они нужны для того, чтобы в сварочной области образовывалась газовая фаза, которая предохраняет металл в жидком виде от водорода и азота, а также с целью вытеснения с поверхности ванны воздуха.
- Легирующие: порошок никеля, хрома, феррованадий, феррохром и другие. Легирующие компоненты придают нужные характеристики металлу шва.
- Шлакообразующие: оксиды металлов щелочного ряда, магнезит, алюмосиликаты, кремнезем, фториды, другие руды и минералы или их сочетания.
- Специальные. Чаще всего вводится железо в виде порошка, которое выполняет задачу по дополнительному влиянию на наплавочный или сварочный процесс.
Стоит сказать, что по виду наполнителя порошковая проволока для полуавтомата причисляется к одному из пяти типов. Они бывают: рутил-флюоритными, флюоритными, рутил-органическими, рутиловыми и карбонатно-флюоритные. Чаще всего применяются изделия с серденчиками последнего из перечисленных типов.
Принципы классификации порошковых проволок для сварки

Классификация таких изделий производится по:
- Типу сердечника;
- Возможности выполнения работ в разных положениях сварочного электрода;
- Основному назначению;
- Механическим характеристикам;
- Варианту используемой защиты.
Самой значимой признается классификация по механическим характеристикам соединения и металла шва, так как она позволяет четко установить целесообразность применения проволоки конкретной марки для сваривания заданного изделия или конструкции. Принцип такой классификации базируется на вычислении двух требуемых показателей для металла шва – ударной вязкости и сопротивления разрыву, которые определяются при проведении исследований стандартных образцов.
По пространственному положению сварочного процесса проволоки делят на те, которые используются:
- В любых положениях (маркировка – "Т");
- Для сварки вертикальных ("Ву") и горизонтальных ("Вх") швов;
- В нижнем, вертикальном и горизонтальном положении ("В");
- В горизонтальном и нижнем положении на вертикальной плоскости ("Н").
Также широко распространена классификация порошковой проволоки для полуавтомата по ее типу:
- Самозащитная (ПС);
- Требующая добавочной защиты сварочной ванны (ПГ).
При использовании ПГ-проволоки ванну дополнительно предохраняют флюсом либо смесью газов. А вот ПС-изделия можно применять без всех этих ухищрений, усложняющих сварочный процесс. Когда эксплуатируется самозащитная проволока, ванна предохраняется за счет расплавления и диссоциации шлако- и газообразующих материалов, имеющихся в проволочном электроде.
Особенности производства порошковой проволоки

Изготовление порошковой проволоки для полуавтомата осуществляется в четыре этапа. Сначала подготавливается шихта и стальная лента, затем производится формирование профиля и последующая навалка на него шихты. За этими операциями следует операция волочения. На финальной стадии выполняют контроль качества полученного изделия.
Ленту подготавливают так:
- Берут рулон стального материала (его ширина обычно варьируется в пределах 10–15 сантиметров);
- Разрезают заготовку на спецагрегате на требуемые по ширине полосы;
- Наматывают получившиеся полосы на кассеты (при этом сразу выполняется и удаление с полосок влаги, остатков смазки);
- По определенной рецептуре подготавливают шихту, а затем направляют ее в виде однородной композиции на волочильный стан (к его засыпному механизму).
На следующем этапе производства порошковой проволоки шихту засыпают на ленту (процесс производится в особых формующих емкостях), из получившейся смеси формуют профиль (круглый), который начинают протягивать на волочильных барабанных агрегатах. Причем таких агрегатов имеется шесть. На каждом последующем сечение исходной заготовки уменьшается на заданную величину. В результате, на финальном барабане проволока получает требуемый по техусловиям диаметр. Заметим, что для снижения себестоимости готовой продукции и повышения уровня ее производительности процесс волочения ведется на достаточно больших скоростях (не менее 300 метров в минуту).
Под контролем проволоки после волочильного оборудования подразумевают, прежде всего, расчет особого коэффициента, который является отношением веса шихты на единицу длины проволоки к общему весу изделия. Данную величину называют коэффициентом заполнения. Для разных марок порошковой проволоки он свой (варьируется от 25 до 40 процентов). Кроме этого, проволока проходит обследование на механические показатели наплавленного металла и на свои сварочно-технологические характеристики.
Описание популярных марок порошковых проволочных изделий

Многие сварочные работы на строительных объектах выполняются вертикальными швами. Для проведения подобных мероприятий предназначены изделия ПП-АН11 и ПП-АН7. Производство порошковой проволоки данных марок осуществляется из стальной ленты 0,18 миллиметров (толщина заготовки).
В шихту для АН7 и АН11 добавляют элементы, которые дают возможность получать быстро кристаллизующийся шлак. Он помогает сварочной ванне держаться в вертикальной плоскости достаточно долгое время, вплоть до полного завтердевания шва. При использовании описываемых марок ПП рекомендуется подавать ее со скоростью около 120 метров в час, применяя сварочный ток в пределах от 130 до 170 ампер.
Проволоки ПП-АН19 и ПП-АН24 по многим технологическим особенностям идентичны изделиям, рассмотренным выше. Но АН19 и АН24 дают больше шлака, что улучшает защиту сварочной зоны (правда, при этом сама сварка становится более трудной для исполнителя). За счет "излишков" шлаковой массы такие проволоки гарантируют стабильные механические показатели соединения. Обычно их применяют для сварки конструкций, в которых шов меняет свое расположение от потолочного до нижнего (например, в трубопроводах).
Стыки различных трубопроводов также нередко завариваются проволокой марки ППТ-7. Делают ее из ленты 0,3 миллиметра. В шлаке такого электрода имеется двуокись циркония, которая прекрасно защищает от поступления азота сварочную зону. При использовании ППТ-7 сварные соединения характеризуются отсутствием чешуек на шве, характерным блеском и уникальной гладкостью. По рекомендуемым режимам выполнения сварочных мероприятий эта проволока похожа на ПП-2ДСК, которая создана для работы в нижнем положении.
ПП-2ДСК применяется на токе от 200 до 450 ампер, подается она со скоростью до 337 метров в час (минимум – 100 метров), а на электродуге присутствует напряжение от 23 до 31 вольт. Особенность шихты для этого изделия состоит в наличии в ней большого количества (свыше 50 процентов) плавикового шпата, а также алюминиевого порошка. За счет такого состава шлак после сварки можно без малейших затруднений удалить со шва.
Для сварки в автоматическом режиме в большинстве случаев применяется ПП-2ВДСК, которая имеет сложную шихтовую композицию, направленную на то, чтобы шлак, формирующийся при плавлении проволоки, помогал максимально полно удалять нитридные и оксидные соединения из жидкого металла. Это очень важно, так как именно в них в связанном состоянии находится кислород и азот воздуха. Основным компонентом шихты для ПП-2ВДСК является никель.
Особенности порошковой проволоки
Процедура сваривания конструкций из стали при помощи электродов не всегда характеризуется удобством. Трудности при проведении данного процесса наблюдаются на открытом участке, высоте.
Для того чтобы избежать формирования некачественных швов, некоторые мастера пользуются порошковым видом проволоки.

Что это такое?
Сварочную проволоку считают важной частью большинства современных технологий сваривания. Порошковый атрибут имеет вид полой металлической трубки, внутри которой располагается флюс или он же в совокупности с порошком из металла. Такую проволоку используют для создания сварочных швов при полуавтоматической безгазовой сварке. Благодаря современному виду данного атрибута осуществляется легкий поджиг дуги, а также происходит стабильный процесс горения.
Производство порошковой проволоки основано на строгом соблюдении ГОСТ, поэтому её применение обеспечивает высококачесвенный результат. Наличие внутри трубки мелкой фракции железа, фосфора, хрома гарантирует следующие моменты:
- стабилизацию температуры в области ванной, а также около дуги до того, пока она станет подходящей к используемому материалу;
- стимуляция перемешивания плавленого металла на деталях, а также электрода;
- равномерное закрытие шва по всей ширине от контактирования с газом;
- обеспечение равномерности кипения и отсутствия брызг;
- увеличение скорости сваривания деталей.


С помощью порошковых проволок осуществляют наплавку на деталях, а также процедуру сваривания в каком-либо месте при условии наличия специального оборудования. Учитывая предназначение, в состав трубки могут входить магнезиты либо плавиковый шпат. При необходимости обработать тугоплавкий материал стоит использовать проволоку, где присутствуют графит и алюминий, так как они увеличивают температуру.
Минусами данного вида сварочного материала можно назвать высокую стоимость, узкую специализацию, сложность сваривания листов толще полутора миллиметров.
Основные требования
Порошковая (флюсовая) сварочная проволока применяется для полуавтоматической сварки без газа, и ей присущ трубчатый вид. Внутренняя полость атрибута наполняется пыльцой особого состава. Основой является полярная лента из металла. Завершающий этап создания такой проволоки заключается в её аккуратном растяжении до необходимых габаритов.
Любая разновидность флюсовой проволоки обязана соответствовать таким требованиям:
- равномерно плавиться и не осуществлять чрезмерного образования брызг;
- характеризоваться стабильностью и незатруднительностью в возникновении электродуги;
- шлак, возникающий в процессе сварки, должен распределяться равномерно и не проникать внутрь швов;
- иметь ровный шов без присутствия трещин, пор.

Сравнение с обычной проволокой
Проволока для сваривания делится на несколько видов, самыми распространёнными из которых можно назвать порошковую и сплошную. Несмотря на некоторые отличия, оба атрибута используются довольно часто. У сплошного вида проволоки имеется покрытие из меди, а также её можно использовать вместе с инертным газами, чего не скажешь о второй разновидности сварочного атрибута.
Ко всему прочему, изготовление порошковой проволоки представляет собой завальцовку полосы из металла, её раскатывание ленточкой с добавлением флюса.
Сплошная проволока имеет более низкую стоимость, однако она лишена некоторых преимуществ порошковой, таких, как:
- использование при вертикальной сварке на подъём;
- работа с оцинкованной сталью и другими трудносвариваемыми разновидностями;
- отсутствие возможности добавления внутрь проволоки различных веществ.
Обзор видов
Каждый сварщик должен знать, что на сегодняшний день существует несколько марок порошковой проволоки, которые могут применяться для газотермического напыления, электродуговой металлизации, легированной стали и многих других целей. Судя по характеристикам разновидностей данного сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для оболочки, а также алюминиевое, железное или иное наполнение.
Трубки из металла по форме делят на круглые, у которых края соединены встык, с замочными загибами, а также многослойные.
Согласно особенностям использования, порошковые атрибуты делят на такие разновидности.
Газозащитная
Этому виду проволоки требуется закрытие поверх ванны сварки. С данной целью используют аргон либо иной газ инертного типа. Газозащитный атрибут для сварки обычно применяют для сваривания углеродистой, низколегированной стали. У этой проволоки имеются следующие преимущества:
- стабильность дуги;
- лёгкость выхода шлака на поверхность;
- отсутствие пористости;
- низкий уровень разбрызгиваний;
- простота шлаковой ликвидации.
Таким трубкам присуще глубокое проплавление. Их использование востребовано при создании соединений на стыках и углах, а также нахлёстов во время изготовления конструкций и труб из металла.


Самозащитная
Самозащитная трубка является хорошим вариантом для функционирования полуавтоматов в любом пространстве, даже в полевых условиях. Этот атрибут сварки не нуждается в присутствии дополнительных видов расходных материалов. Во время работы над ванной замечается скопление облака из газовой шихты. В результате применения самозащитной проволоки на швы накладывается ровный флюс, при этом он широкой полоской скрывает горячие стыки. Эта разновидность порошковой проволоки нашла своё применение во время сваривания материалов в необорудованных условиях. С её помощью паяют алюминиевые изделия, а также их сплавы.


Порошки, которые сосредоточены в наполнении сварочной проволоки, могут выполнять следующие функции:
- легирование;
- раскисление;
- стабилизация электродуги;
- упрощение формирования однородности швов.
В зависимости от того, какой состав имеет порошок, самозащитная проволока может быть:
- флюоритной;
- флюоритно-карбонатной;
- рутиловой;
- рутил-флюоритной;
- рутил-органической.
Особенности использования
Применение полуавтомата при сваривании способствует быстрому накладыванию швов, потому что порошковый тип изделий подаётся без перерывов. Так как шланг с газом не всегда может быть доступен к работе, данный способ позволяет сваривать металлы в среде защитных газов. Правильно варить без газа сможет практический каждый желающий, при этом особое внимание стоит уделить наплавке и настройке. При механизированной сварке нужно обязательно учитывать параметры тока, полярность, а также правильность техники выполнения.
В работе с данным металлическим приспособлением есть свои нюансы, о которых нельзя забывать мастеру. Для того чтобы успешно вести дугу и формировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно достичь путём переключения контактов во внутренней части агрегата.
Провод, который идёт к горелке, необходимо присоединить к кабелю массы, а противоположный провод переключить на горелочную клемму.


Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. В боковой части ролика имеется информация о диаметровом диапазоне. Ролик с подвижным типом не стоит затягивать туго, так как проволоке характерна полая структура, и данное мероприятие может повлечь за собой её деформацию либо возникновение затора в кабельном канале.
Для того чтобы протяжка проволоки была беспрепятственной, понадобится снять наконечник, расположенный на выходе прижимного элемента. Его накручивание проводят после того, как появится расходный элемент от окончания данного канала. Диаметр наконечника также должен быть подобран в соответствии с габаритами проволоки, так как большое отверстие может стать причиной возникновения трудностей при управлении дугой. Во время проведения данной процедуры не применяется газ, поэтому надевание сопла не является обязательным. Для того чтобы брызги не прилипали к наконечнику, его стоит опрыскивать специально предназначенным для этого средством.


При сварке порошковым проволочным материалом шов всегда будет находиться под обзором, поэтому внешне технология будет напоминать стандартное пользование электродами.
Так как порошковый атрибут сварки не имеет механической крепости и жёсткости, специалисты рекомендуют применять специальный механизм, что обеспечивает непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро ликвидировать при помощи металлической щёточки. В противном случае шлак может попасть в рабочую зону, что повлечёт за собой образование дефектов и уменьшение механической прочности.


Порошковая проволока может быть изготовлена полностью из металла или иметь флюсовое наполнение, благодаря чему выполняет задачи газа. При использовании данного атрибута сварки шов может получиться менее качественным, чем обычно, однако в некоторых случаях без порошковой присадки обойтись невозможно.
Транспортировка газовых балоннов не всегда уместна, поэтому мастер может использовать порошковую проволоку, например, на высоте или в неудобном месте. Как показывает практика, для домашнего применения с небольшим объёмом работы этот вариант сварки получается дорогим. А вот на производстве при использовании порошковых трубочек быстрая и качественная сварка может проводиться даже неопытными специалистами. Также было замечено, что такая сварка способна себя оправдать при накладывании длинного шва, в противном случае получается много отходов.


О сварке порошковой проволокой рассказано в следующем видео.
Все о сварочной проволоке для полуавтоматов
Проволока является незаменимым элементом в сварочных работах. Благодаря ей сварщик легко соединяет несколько металлических конструкций в одно целое. Важное отличие представляемой сварочной присадки заключается в качественном исполнении соединительных швов. Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Описание
Проволока для сварки – важный расходник, используемый в разных режимах сварочных работ. В профессиональной сфере сварщики называют сварочную проволоку присадкой. Она выполнена из металла, закрученного на катушку. Зачастую проволока применяется в изготовлении электродов, которые гарантируют прочный соединительный шов между металлическими изделиями. При работе полуавтомата с использованием присадок важно использовать атмосферу из газа.


На сегодняшний день существует множество видов проволоки, каждая из которых подходит для работ с определенным металлом. Благодаря такой присадке значительно улучшается качество и прочность шва. В месте соединения не возникают поры и различные неровности.
Далее предлагается познакомиться с основными преимуществами сварочных присадок:
- высокая скорость выполнения работ;
- удобство эксплуатации в промышленной области;
- низкий уровень возникновения брака;
- множество расходников, позволяющих выбрать подходящую присадку для каждой конкретной работы;
- низкий уровень вероятности возникновения шлаковых образований при сварочных работах.


К сожалению, сварочная проволока имеет несколько существенных недостатков, знать которые должен каждый специалист:
- необходимо соблюдать постоянную защиту;
- для хранения больших катушек необходимо найти приемлемое место в доме;
- существует сложность выбора присадки подходящего диаметра;
- необходимо использовать флюс.


Разобравшись с достоинствами и недостатками расходников для сварки, необходимо разобраться с существующими разновидностями проволоки.
- Активированные. Речь идет о порошковой присадке, используемой при работах в углекислой атмосфере.
- Газосварочные. Идеальный вариант для соединения углеродистых и низкоуглеродистых металлов.
- Алюминиевые. Даная присадка позволяет соединить алюминиевые детали. При этом шов имеет низкий показатель пористости.
- Из нержавеющей стали. Представляемая разновидность сварочной присадки позволяет соединить конструкции из нержавейки, при этом шов получается настолько качественным, что даже коррозия его не берет.
- Флюсовые. Присадка, позволяющая соединить конструкции из среднеуглеродистого, низкоуглеродистого и углеродистого металла. Отличительная черта флюсовой присадки заключается в возможности проводить сварочные работы без защитного газа.
- Легированные. Лучший расходный материал, используемый сварщиками для работы с любыми разновидностями металлов и газовых смесей.
Также сварщики применяют медные наплавочные элементы, сплошные, а именно омедненные и неомедненные присадки. Огромным спросом пользуется самозащитная порошковая присадка. Кстати говоря, она отличается хрупкостью, поэтому мастер должен проявлять повышенную осторожность при сварке без углекислоты.
Сплошные
Представляемые присадки применяются в работе с углеродистым и низкоуглеродистым металлом. Как говорилось ранее, сплошные наплавочные элементы делятся на омедненные и неомедненные разновидности. Омедненная проволока, используемая в работе полуавтоматической сварки, увеличивает антикоррозийные свойства швов соединения. Однако в процессе плавления происходит выделение вредных паров, способные нанести вред здоровью человека.


В целях безопасности рекомендуется использовать проволоку без омеднения.
В свою очередь, неомедненные присадки делятся на несколько видов.
- Сплошные по сечению. Эти присадки используются для соединения углеродистых стальных конструкций.
- Легированные. Сварочная проволока, разработанная для соединения прочных термостойких металлов.
Порошковые
По внешнему виду конструкция порошкового вида расходника представляет собой трубку с шихтовым наполнителем. Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.
Порошковые присадки разделяются на несколько подвидов, предназначенных для обработки определенного типа металла.
Как стало понятно, видов сварочных присадок очень много. Каждый сварщик должен знать, какая присадка подходит к тому или иному металлу. Но не стоит забывать, что сварочные расходники имеют маркировку. На сегодняшний день существует примерно 76 марок проволоки, соответствующих ГОСТу. И речь идет не только о низкоуглеродистой присадке. Государственный стандарт затрагивает легированную и высоколегированную сталь.
В целом сварочный расходный материал делится по типу назначения. Одни созданы только для сварки, а именно – соединения разных конструкций посредством сварочного шва. Другие позволяют создать электроды. Кстати говоря, за этим типом присадки закреплена буква «Э». Низкоуглеродистые и легированные присадки делятся по принципу обработки на неомеднённую и омеднённую «О».
Несмотря на широкое разнообразие марок, для полуавтомата используется несколько видов проволоки. Остальные варианты представляют собой специальные модели, для изготовления которых предъявляют особые требования. На сегодняшний день работа полуавтоматическими агрегатами проводится не только в области защитного газа, но и при помощи присадки, укрытой слоем флюса.
Применяемая в работе проволока диаметром до 1 мм или больше полностью зависит от особенностей соединяемых конструкций. А именно – от толщины и состава деталей требующих соединения.
Из этого следует, что присадки для полуавтоматов разделяются на несколько категорий, а именно – низкоуглеродистые, легированные и высоколегированные.
Зная маркировку присадки, становится понятен ее состав. Для примера предлагается рассмотреть маркировку Св-08Г2С. Первичные «Св» говорят, что эта сварочный расходник. Цифра «08» показывает процентную массу углерода в сотых долях. Получается 0,08%. Буква «Г», следующая за цифрами, говорит, что в составе присадки имеется марганец, а следующая за ним цифра «2» указывает его процентное содержание. Последняя буква «С» дает понять, что состав присадки обогащен кремнием. Если в конце отсутствует какое-либо цифровое значение, значит, что количество кремния в составе равно 1%.
В некоторых моментах мастер должен пользоваться знаниями дополнительной маркировки.
- Буквенное значение «А». Ее наличие в конце маркировки говорит о том, что эта проволока имеет в составе небольшое количество вредных для здоровья веществ. В данном случае речь идет о сере или фосфоре.
- Буквенное значение «АА». Это показатель низкого содержания вредных веществ в составе присадки. Сама же проволока выполнена из металла высокой степени очистки.
- Буквенные значения «Х» и «Н». Сразу становится понятно, что речь идет о хроме и никеле. В основном их применяют в качестве легирующих добавок для проволоки из нержавейки.
Популярные производители
На сегодняшний день в списке создателей качественных проволок для сварки присутствует немного компаний. И все они являются отечественными производителями, гарантирующими высокое качество расходного материала. Конечно, в погоне за низкой ценой многие приобретают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не покупать кота в мешке, лучше познакомиться с российскими фирмами, готовыми предложить широкий ассортиментный ряд проволок, подходящих для любого типа работ.
- «СварМонтажСтрой». Наиболее известная фирма, специализация которой заключена на производстве присадочного материала для сварки. Компания изготавливает проволоки разных видов, типов и маркировок, соответствующих ГОСТу. Все заводы оборудованы по последнему слову техники. Сложные станки и знания технологов создают присадки, отвечающие высоким стандартам качества.
- ООО «Петромет». Производственное предприятие, занимающееся выпуском сварочных присадок только некоторых марок.
- ОАО «Волгоградский сталепроволочноканатный завод». Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
- ОАО «Западно-Сибирский металлургический комбинат». Это предприятие отличается широким ассортиментным рядом сварочных присадок. Говоря точнее, компания производит все известные марки проволоки, благодаря чему каждый сварщик сможет приобрести необходимый расходный материал.
Как выбрать?
Основное предназначение сварочной проволоки – заполнение сварного шва, образующегося в процессе соединения металлических конструкций. Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
- Материал присадки должен быть идентичен составу изделия, подлежащего сварке. Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины. Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор. Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
- Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.


Выбирая проволоку согласно маркировке, необходимо обратить внимание на несколько нюансов:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.


Нюансы использования
Современные модели сварочных полуавтоматов делятся на несколько категорий:
- агрегаты для сварки металла при помощи порошковой присадки;
- агрегаты для сварки швов под флюсовым покрытием;
- агрегаты для сварки металла с газовой защитой;
- агрегаты универсальные.
Устройство, требующее применения инертного газа, оснащено клапаном, контролирующим поток вещества в зону работы аппарата. Закрытие этого клапана происходит автоматически, когда заканчивается подача электрода. Чтобы сварочный шов под флюсовым слоем оказался прочным, необходимо использовать проволоку широкого диаметра. Более точные цифровые показатели указываются в таблицах, представленных в специализированной литературе. Флюс подается через воронку, крепящуюся рядом с горелкой.
Сегодня полуавтоматические сварки разделяются на бытовые, полупрофессиональные и профессиональные аппараты. Кроме того, классификация сварочных агрегатов происходит от силы тока. В широком ассортиментном ряде имеются переносные и стационарные конструкции.
Отдельное внимание следует уделить схемам механизмов подачи, они бывают подающими, толкающими и универсальными. В толкающих механизмах происходит протяжка электрода от роликов подачи вдоль шланга. За скорость подачи отвечает специальный регулятор, конструкция которого состоит из коробки передач и нескольких связанных между собой шестеренок. Настроить электроды помогают моторы постоянного тока, система которых позволяет плавно регулировать обороты.
Многие полуавтоматические сварки оснащены программой самостоятельной регулировки дуг. Это очень удобно и практично, ведь сварщику не приходится постоянно проверять скорость подачи электрода, и уж тем более нет необходимости проверять расход сварочной проволоки. Встроенное программное обеспечение все сделает без человеческих рук.
Представленные нюансы эксплуатации позволяют произвести наладку бесперебойной активности аппарата, соединяющего металлические конструкции.
О том, как выбрать проволоку на сварочный полуавтомат, смотрите в следующем видео.
Как варить полуавтоматом без газовой среды

Виды и способы сварки
Сварка полуавтоматом без газа позволяет создавать неразъемные соединения из материалов, устойчивых к воздействию атмосферного воздуха. Для формирования шва в рабочую зону подают присадочную проволоку, а присадки снижают риск насыщения расплава посторонними примесями. Отказ от применения среды защитных газов позволяет снизить себестоимость работ в ущерб качеству.
.jpg)
Конструкция сварочного полуавтомата
Сварочный аппарат полуавтоматического типа состоит из узлов:
- внешнего баллона с инертным или активным газом (технологии MIG и MAG соответственно);
- магистрали для подвода газа к горелке;
- катушки с проволокой;
- механизма подачи присадочного материала;
- направляющего канала, по которому проволока подается в рабочую зону;
- источника постоянного или переменного тока;
- горелки, в которой имеется сопло для распределения защитной среды с контактным наконечником;
- контроллера с органами управления.
Технология сварки полуавтоматом
Полуавтоматическая сварка осуществляется дуговым разрядом между концом проволоки и соединяемыми поверхностями, закрытым газовой средой от влияния окружающей атмосферы.
Подача стержня начинается при нажатии на курок, расположенный на корпусе горелки (скорость настраивается при выборе режимов сварки).
Сварщику необходимо только правильно перемещать горелку вдоль стыка, что позволяет называть методику полуавтоматической.
.jpg)
Отличия от инверторной сварки
Стандартный инвертор предусматривает использование металлического электрода с защитным покрытием. Под воздействием дугового разряда флюс частично выгорает, предотвращая насыщение шва вредными веществами. После завершения работы сварщику необходимо удалить шлак молотком или щеткой из металла. Технология позволяет корректировать температуру горения дуги, допускается сварка с подключением плюса или минуса к деталям (прямая и обратная полярность соответственно).
Сварщику достаточно подключить аппарат к сети переменного тока напряжением 380В или 220В, а затем выставить требуемые рабочие режимы.
Преимущества и недостатки
- повышенная скорость сварки;
- улучшение внешнего вида материала швов;
- возможность ведения работ в любом пространственном положении;
- соединение тонких металлических листов без риска прожига;
- возможность сварки элементов из легких сплавов или разнородных веществ.
.jpg)
Технология повышает скорость сварки.Основным недостатком полуавтоматической сварки является газовый баллон, который необходимо перемещать вместе с аппаратурой. В стесненных условиях не всегда удается установить емкость, а чрезмерное удлинение шлангов ухудшает условия подачи защитной среды, не допускает быструю регулировку объема газа. Сварщик может отказаться от использования баллонов и вести сварку специальной проволокой, содержащей флюс.
Преимуществом технологии являются снижение себестоимости работ, уменьшение массы перевозимого оборудования. Одновременно учитывают повышенную цену сырья либо сложности с поиском качественного материала. Кроме того, сварить заготовки из легированных сталей или алюминиевых сплавов без защитной газовой среды невозможно.
Полученный шов будет иметь недостаточную прочность либо разрушаться при приложении нормативного усилия.
Выбор проволоки для полуавтомата
Перед началом выполнения работ необходимо выбрать проволоку, марка которой зависит от толщины соединяемых листов и типа металла. От корректности подбора зависят прочность шва и скорость выполнения работ. Сварщику требуется знать, можно ли пользоваться для выполнения работ проволокой, рассчитанной на газовую среду. Допускается применение таких материалов, но следует учитывать, что из-за отсутствия защитной атмосферы качество материала в зоне стыка снижается.
Виды присадок
Виды присадочных проволок:
- Стандартная стальная с омедненной поверхностью, предназначенная для соединения или восстановления поверхности деталей из углеродистой либо низколегированной стали. Слой меди наносится электрохимическим методом, что обеспечивает защиту от образования гальванической пары и коррозии материала сердечника. Отличается стабильным химическим составом, из-за простой технологии производства имеет низкую себестоимость. Сварка полуавтоматом без газа обычной проволокой не рекомендуется из-за недостаточного качества шва.
- Для соединения деталей из углеродистых сталей используют проволоку с дополнительными легирующими компонентами (например, хромом, ванадием или вольфрамом). Материал обеспечивает формирование однородных швов с повышенной прочностью, соответствующей характеристикам основного металла.
- При сварке нержавеющих сталей используют проволоку с химическим составом, близким к параметрам основного материала. В зависимости от легирующих присадок сварочные материалы подразделяют на мягкие или твердые, существует категория термостойких материалов. Следует учесть, что отказ от атмосферы защитного газа приводит к появлению пор либо насыщению расплава посторонними примесями. Не рекомендуется сварка нержавеющих сталей стандартной проволокой (как с подачей газа, так и без защиты) из-за низкого качества шва.
- При сварке алюминиевых сплавов используют специальную проволоку с присадками, стабилизирующими материал в зоне стыка. Следует учитывать, что сварочный материал должен храниться в герметичной упаковке. Под воздействием атмосферы на поверхности образуется тугоплавкая оксидная пленка, препятствующая горению дуги. Технологию сварки без газа для алюминиевых сплавов используют редко из-за низкого качества стыка. Для создания неразъемного соединения применяют полуавтомат с подачей химически инертного аргона.
- Специальная порошковая проволока для полуавтомата без газа, содержащая флюс на рутиловой основе. Подходит для сварки в любом положении, при наплавке обеспечивает высокую скорость накопления металла на поверхности заготовок. Допускает заполнение расплавом угловых стыков или узких зазоров, формируемый шов имеет аккуратный облик и не содержит термических трещин.

Плюсы и минусы порошковой проволоки
Преимущества материалов на порошковой основе:
- большой выбор диаметров (от 0,6 до 2,4 мм с шагом 0,1 мм), что позволяет соединять листы разной толщины;
- возможность сварки углеродистых либо легированных сталей, а также оцинкованного металла;
- отсутствие необходимости доставки или подключения баллонов с защитной средой;
- мобильность оборудования;
- повышенная скорость ведения работ.
- повышенная себестоимость работ из-за высокой цены сварочных материалов;
- падение качества шва (по сравнению с технологией с использованием атмосферы защитных газов).
Расчет расхода проволоки
Для расчета потребности присадочного материала на 1 погонный метр стыка используют формулу N=G*R, где:
- N – искомый параметр;
- G – масса расплава в формируемом стыке длиной 1 м;
- R – поправочный коэффициент, указывающий на соотношение наплавленного металла к массе израсходованной проволоки.
Для определения параметра G применяют уравнение вида G=A*B*L, где:
- A – площадь поперечного среза шва в мм²;
- B – плотность (зависит от химического состава);
- L – длина стыка.
Поскольку затраты материала зависят от положения линии соединения в пространстве, то в формулу расчета параметра N вводят коэффициент X, равный:
- 1,0 – для нижних стыков;
- 1,05 – для наклонных поверхностей;
- 1,1 – для вертикальных перегородок;
- 1,2 – для потолочных конструкций.
Приведенный алгоритм расчета разработан для сварки в газовой среде, не учитывает разбрызгивание металла при отказе от защитной атмосферы. Рекомендуется ввести в формулу поправочный коэффициент 1,2…1,4, позволяющий компенсировать выброс части расплава из сварочной ванны.
Следует учесть, что расход зависит от квалификации сварщика, характеристик используемого оборудования и основного материала, а также диаметра присадочной проволоки.
Заправка аппарата
Алгоритм установки в аппарат:
- Аккуратно надеть бобину на направляющий вал аппарата. Необходимо удерживать свободный конец присадочного материала, предотвращая случайное разматывание катушки.
- Вставить наконечник в канавку направляющего ролика.
- Нажать на тумблер включения электрического привода в режиме холостого хода с максимальной скоростью подачи.
- Протянуть проволоку через рукав, а затем наконечник горелки (не допуская застревания).
Необходимое оборудование
Для выполнения работ потребуются:
- сварочный полуавтомат, поддерживающий работу в режиме обратной полярности;
- розетка для подключения оборудования;
- защитный костюм и маска;
- проволока с подходящим химическим составом или диаметром;
- прижимы или струбцины для удержания деталей.
Настройка полуавтомата
При проведении работ допускается коммутация с обратной полярностью подключения (отрицательный вывод необходимо подключить к заготовкам, а положительный полюс подвести к сердечнику, зажатому в цанге горелки). Затем необходимо установить катушку с присадочным материалом, отрегулировать направляющие ролики подающего механизма ( настройки зависят от диаметра сердечника). При использовании порошковой проволоки не следует затягивать крепление прижимного элемента, поскольку существует риск деформации либо заклинивания стержня.
Затем необходимо определить сварочный ток, который зависит от ширины зазора, химического состава и толщины соединяемых листов. Для регулировки параметра на фронтальной части аппарата предусмотрен поворотный регулятор со шкалой (на части изделий имеется жидкокристаллический дисплей). После настройки рекомендуется сделать пробный шов на обрезке материала, имеющего одинаковый химический состав с соединяемыми заготовками. Если настройки корректны, то можно приступить к сварке основных швов.
Как происходит сварка без газа: инструкция
Общая инструкция по использованию сварочного полуавтомата без газа:
- Провести подготовку сопрягаемых кромок, с которых следует удалить ржавчину или жировые отложения. Посторонние частицы ухудшают качество металла в стыке и снижают механические характеристики.
- Смонтировать направляющие ролики и насадку на сварочную головку в соответствии с диаметром присадочного материала.
- Подключить выводы оборудования в соответствии с требуемой полярностью (зависит от характеристик и химического состава проволоки, указывается производителем на упаковке).
- Установить на аппарате минимально допустимые скорость подачи присадочного материала и напряжение дуги.
- Обработать наконечник для предотвращения налипания капель расплава.
- Надеть защитный костюм и сварочную маску.
- Подключить питание и начать варить от верхней точки шва, перемещая горелку под углом вперед. Для повышения качества работ рекомендуется использовать прерывистую дугу и визуально контролировать линию стыка. Не следует вести горелку рывками, что приводит к нарушению нормального дугового разряда и неравномерному заполнению ванны расплавом.
Следует учесть, что технология сварки полуавтоматом без углекислоты или иного защитного газа не подходит для начинающих сварщиков. Для получения навыков рекомендуется тренироваться на отходах стального профиля, а затем перейти к сварке базовых конструкций. Дополнительно необходимо оценить все преимущества и недостатки методики, что позволит избежать дополнительных затрат (например, в случае недостаточной прочности швов из-за ошибочно выбранной технологии).
Читайте также: