Вклад ученых в развитие сварочного производства
Обновлено: 16.05.2024
Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов.
Известны древнейшие образцы сварки, выполненные в VIII-VII тысячелетиях до н.э. Древнейшим источником металла были случайно находимые кусочки самородных металлов - золота, меди, метеоритного железа. Ковкой их превращали в листочки, пластинки, острия. Ковка с небольшим подогревом позволяла соединять мелкие кусочки более крупные, пригодные для изготовления простейших изделий.
Позже научились выплавлять металл из руд, плавить его и литьем изготовлять уже более крупные и часто весьма совершенные изделия из меди и бронзы.
С освоением литейного производства возникла литейная сварка по так называемому способу промежуточного литья – соединяемые детали заформовывались, и место сварки заливалось расплавленным металлом. В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой появилась пайка, имеющая большое значение и сейчас.
Весьма важным этапом стало освоение железа около 3000 лет назад. Железные руды имеются повсеместно, и восстановление железа из них производится сравнительно легко. Но в древности плавить железо не умели и из руды получали продукт, состоявший из мельчайших частиц железа, перемешанных с частицами руды, угля и шлака. Лишь многочасовой ковкой нагретого продукта удавалось отжать неметаллические примеси и сварить частицы железа в кусок платного металла. Таким образом, древний способ производства железа включал в себя процесс сварки частиц железа в более крупные заготовки. Из полученных заготовок кузнечной сваркой изготовляли всевозможные изделия: орудии труда, оружие и пр. Многовековой опыт, интуиции и чутье позволяли древним Мистерам иногда получать сталь очень высокого качества (булат) и кузнечной сваркой изготовлять изделия поразительного совершенства и красоты.
Кузнечная сварка и пайка были ведущими процессами сварочной техники вплоть до конца ХIХ в., когда начался совершенно новый, современный период развития сварки. Несоизмеримо выросло производство металла и всевозможных изделий из него, многократно - потребность в сварочных работах, которую не могли уже удовлетворить существовавшие способы сварки. Началось стремительное развитие сварочной техники - за десятилетие она совершенствовалась больше, чек за столетие предшествующего периода. Быстро развивались и новые источники нагрева, легко расплавлявшие железо: электрический ток и газокислородное пламя.
Особо нужно отметить открытие электрического дугового разряда, на использовании которого основана электрическая дуговая сварка - важнейший вид сварки настоящего времени. Видная роль в создании этого способа принадлежит ученым и инженерам нашей страны. Само явление дугового разряда открыл и исследовал в 1802 году русский физик и электротехник, впоследствии академик Василий Владимирович Петров.

Петров Василий Владимирович
В 1802 г. русский академик В.В. Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Он изучил я описал это явление, а также указал на возможность использования тепла электрической дуги для расплавления металлов и тем заложил основы дуговой сварки металлов.
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В последующие годы им были разработаны способы сверки дугой, горящей между двумя или несколькими электродами; сварки в атмосфере защитного газа; контактной точечной электросварки с помощью клещей; создан ряд конструкций сварочных автоматов. Н.Н. Бенардосом запатентовано в России и за границей большое количество различных изобретении в области сварочного оборудования и процессов сварки.
Бенардос Николай Николаевич
Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время, является Н.Г. Славянов, разработавший его в 1888 г.
Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива рабочих-сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке. Созданные Н.Н. Бенардосом и Н.Г. Славяновым способы сварки явились основой современных методов электрической сварки металлов.
Внедрение сварки в производство проходило очень интенсивно, так в России с 1890 по 1892 года было по их технологии отремонтировано с высоким качеством 1631 изделие, общим весом свыше 17 тыс. пудов, это в основном чугунные и бронзовые детали. Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла.
Известный мостостроитель академик Патон Евгений Оскарович, предвидя огромное будущее электросварки в мостостроении и в других отраслях хозяйства, резко сменил поле своей научной деятельности и в 1929 году организовал сначала лабораторию, а позднее первый в мире институт электросварки (г. Киев). Им было разработано и предложено много новых и эффективных технологических процессов электросварки. В годы войны в короткий срок под его руководством были разработаны технология и автоматические стенды для сварки под слоем флюса башен и корпусов танков, самоходных орудий, авиабомб.
В настоящее время широкое развитие получили такие новые способы сварки как: порошковыми материалами, плазменная, контактная и электрошлаковая, сварка под водой и в космосе и др., многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института - академик Борис Евгеньевич Патон.
Кроме головного, в этой отрасли, института сварки имени Е.О. Патона, вопросами сварки успешно занимаются многие учебные институты (УПИ, ЧИМЭСХ, ЛГАУ и др.), институты объединения «Ремдеталь».
Наибольшее развитие наука о сварке и техника применяемых в настоящее время передовых методов сварки подучила в нашей стране благодаря трудам многих советских ученых, инженеров и рабочих-новаторов сварочного производства. Ими создано большое количество типов сварочного оборудования, марок электродов, разработаны новые прогрессивные сварочные процессы, в том числе высокомеханизированные и автоматизированные, освоена техника сварки многих металлов и сплавов, глубоко и всесторонне разработана теория сварочных процессов.
В последние годы сварка повсеместно вытеснила способ неразъемного соединения деталей с помощью заклепок.
Сейчас сварка является основным способом соединения деталей при изготовлении металлоконструкций. Широко применяется сварка в комплексе с литьем, штамповкой и специальным прокатом отдельных элементов заготовок изделий, почти полностью вытеснив сложные и дорогие цельнолитые и цельноштампованные заготовки.
Вклад ученных в развитие сварочного производства
Сваркой называется процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместном действии того и другого.
В 1802 году впервые в мире профессор физики Санкт-Петербургской медико-хирургической академии В.В.Петров (1761-1834гг.) открыл электрическую дугу и описал явления, происходящие в ней, а также указал на возможность её практического применения.
В 1881 году русский изобретатель Н.Н.Бенардос (1842-1905гг.) применил электрическую дугу для соединения и разъединения стали. Дуга Н.Н. Бенардоса горела между угольным электродом и свариваемым металлом. Присадочным прутком для образования шва служила стальная проволока. В качестве источника электрической энергии использовались аккумуляторные батареи. Сварка, предложенная Н.Н. Бенардосом, применялась в России в мастерских Риго-Орловской железной дороги при ремонте подвижного состава. Н.Н. Бенардосом были открыты и другие виды сварки: контактная точечная сварка, дуговая сварка несколькими электродами в защитном газе, а также механизированная подача электрода в дугу.
В 1888 году русский инженер Н.Г.Славянов (1854-1897гг.) предложил дуговую сварку плавящимся металлическим электродом. Он разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил наплавку и сварку чугуна. Н.Г.Славянов изготовил сварочный генератор своей конструкции и организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897г.
Н.Н.Бенардос и Н.Г.Славянов положили начало автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли большого применения. Только после Великой Октябрьской социалистической революции сварка получает распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлом, а несколько позже – сварку судов и ответственных конструкций.
Развитие и промышленное применение сварки требовало разработки и изготовления надёжных источников питания, обеспечивающих устойчивой горение дуги. Такое оборудование – сварочный генератор СМ-1 и сварочный трансформатор с нормальным магнитным рассеянием СТ-2 – было изготовлено впервые в 1924 году Ленинградским заводом «Электрик». В том же году советский учёный В.П. Никитин разработал принципиально новую схему сварочного трансформатора типа СТН. Выпуск таких трансформаторов заводом «Электрик» начал с 1927г.
В 1928 году учёный Д.А. Дульчевский изобрёл автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к концу 30-ых годов, когда коллективом института электросварки АН УССР под руководством академика Е.О.Патона был разработан промышленный способ автоматической сварки под флюсом. Внедрение его в производство началось с 1940г. Сварка под флюсом сыграла огромную роль в годы войны при производстве танков, самоходных орудий и авиабомб. Позднее был разработан способ полуавтоматической сварки под флюсом.
В конце 40-ых годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патонова разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе.
Огромным достижением сварочной техники явилась разработка коллективом ИЭС в 1949 году электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины.
Авторы сварки в углекислом газе плавящимся электродом и электрошлаковой сварки К.М. Новожилив, Г.З. Волошкевич, К.В.Любавский и др. удостоены Ленинской премии.
В последующие годы в стране стали применяться: сварка ультразвуком, электронно-лучевая, плазменная, диффузионная, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли учёные нашей страны: В.П.Вологдин, В.П.Никитин, Д.А. Дульчевский, Е.О. Патонов, а также коллективы Института электросварки имени Е.О. Патонова, Центрального научно-исследовательского института технологии машиностроения, Всесоюзного научно-исследовательского и конструктивного института автогенного машиностроения, Института металлургии имени А.А. Байкова, ленинградского завода «Электрик» и др.
1.Редукторы для сжатых газов
При газовой сварке и резке металлов рабочее давление газов должно быть меньше, чем давление в баллоне или газопроводе. Для понижения давления газа применяют редукторы. Редуктором называется прибор, служащий для понижения давления газа, отбираемого из баллона до рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в баллоне или газопроводе.

Согласно ГОСТ 6268—78, редукторы для газопламенной обработки классифицируются:
· по принципу действия — на редукторы прямого и обратного действия;
· по назначению и месту установки — баллонный (Б), рамповый (Р), сетевой (С), центральный (Ц), универсальный высокого давления (У);
· по схемам редуцирования — одноступенчатый с механической установкой давления (О), двухступенчатый с механической установкой давления (Д), одноступенчатый с пневматической установкой давления (У);
· по роду редуцируемого газа — ацетиленовый (А), кислородный (К), пропан-бутановый (П), метановый (М).
Редукторы отличаются друг от друга цветом окраски корпуса и присоединительными устройствами для крепления их к баллону. «Редукторы, за исключением ацетиленовых, присоединяют накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепят к баллонам хомутом с упорным винтом.
Редукторы для сжатых газов: а — обратного действия, б — прямого действия
Принцип действия редуктора определяется его характеристикой. У редуктора прямого действия. — падающая характеристика, т. е. рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия — возрастающая характеристика, т. е. с уменьшением давления газа в баллоне рабочее давление повышается.
Редукторы различаются по конструкции, принцип действия и основные детали одинаковы для каждого редуктоpa. Более удобны в эксплуатации редукторы обратного действия.
2. Назначение и устройство сварочной головки АБС
Сварочная головка типа АБС, разработанная ИЭС им. Е.О. Патона, для сварки под флюсом состоит из трех комплектов: А-подвесной сварочной головки с пультом управления; Б-подъемного механизма с флюсоаппаратом и кассетой для проволоки; С-самоходной тележки. В комплектах А или АБ, используемых отдельно, головка является подвесной, в комплекте АБС – самоходной.
Скорость подачи проволоки регулируется в пределах 28,5 – 225 м/ч при помощи сменных шестерен. Самоходное устройство велосипедного типа. Скорость движения головки (скорость сварки) регулируется сменными шестернями в пределах 13,5 – 112 м/ч. При маршевом перемещении головки бегунки отключают от привода с помощью фрикционного устройства. Управление автоматом осуществляется сдвоенным пультом, состоящим из 3-х кнопочного пульта головки и двухкнопочного пульта передвижения.
Головка АБС выпускается как с постоянной, так и с регулируемой скоростью подачи проволоки диаметром 2-6 мм и рассчитана на силу тока до 2000 А.
Автоматы типа АРК предназначены для сварки в защитных газах плавящимися или вольфрамовыми электродами. Состоят они из самоходной сварочной головки с постоянной скоростью подачи проволоки, колонны с консолью для передвижения головки и шкафа электроаппаратуры.
Сварочные тракторы типа ТС разработки ИЭС им. Е.О. Патона широко распространены в строительстве.
Трактор ТС-17МУ – легкий переносной автомат для сварки прямолинейных стыковых и угловых швов в нижнем положении, а также кольцевых швов цилиндрических конструкций проволокой диаметром 1,6-5 мм. Механизм подачи проволоки и перемещения автомата вдоль шва приводятся в движение от одного электродвигателя. Скорость подачи проволоки в процессе сварки постоянная, но может изменяться при настройке на заданный режим с помощью сменных пар шестерен соответствующих редукторов.
Схема трактора ТС-17МУ. Обрезиненные бегунки ходового механизма фрикционно (за счет сил трения) связаны с ведущим валом, что позволяет отключить их при маршевом перемещении трактора. Универсальность трактора обеспечивается сменными комплектами опорных бегунков (передних) и большим углом поперечного наклона сварочной головки автомата.
Трактор ТС выпускается заводами также в моделях ТС-17Р, ТС-17С, ТС-17М и др., мало отличающимися от базовой модели. Для сварки под флюсом и в среде защитных газов проволокой диаметром 1-5 мм используется трактор ТС-35 с независимым приводом подающего механизма и ходовой тележки. Используют и другие типы тракторов.
Трактор ДТС-24М предназначен для двухдуговой сварки в раздельных или общей ванне проволокой диаметром 1,6-4 мм; питание трактора от однофазных или трехфазных источников тока.
От тракторов типа ТС существенно отличаются по конструкции тракторы завода "Электрик" типа АДС.
Сварочные тракторы АДС-1000-2 и АДС-2000-1 имеют электрическую схему сварочной головки, обеспечивающую регулируемую скорость подачи проволоки в зависимости от напряжения дуги. В автоматах используют сварочную проволоку диаметром 3-6 мм. Перемещение тракторов и подача проволоки осуществляется электродвигателями постоянного тока. Пульт управления имеет кнопочную панель, электроизмерительные приборы и потенциометры для регулирования напряжения дуги и скорости сварки.
Сварочные тракторы типа АДСП предназначены для сварки плавящимся электродом диаметром 1-3 мм в среде защитных газов. Скорость подачи проволоки у тракторов этого типа регулируется автотрансформаторами.
Разновидностью этих автоматов является автомат для сварки неплавящимся вольфрамовым электродом типа АДСВ, использующий вольфрамовую проволоку диаметром 2-6 мм, имеющий устройство для плавного гашения дуги.
Применяются в сварочном производстве для сварки под флюсом автоматы конструкции ЦНИИТМаш:
1. подвесные сварочные головки – Б, Г, В, Л;
2. сварочные тракторы –УТ (200М-1; 1250-1; 1250-3);
3. полуавтоматы – ПГШ-3М.
1. Сварочные горелки, их назначение и устройство
Сварочная горелка является основным инструментом газосварщика при сварке и наплавке. Сварочной горелкой называется устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени. Каждая горелка имеет устройство, позволяющее регулировать мощность, состав и форму сварочного пламени. Сварочные горелки согласно ГОСТ 1077—79 подразделяются следующим образом:
· по способу подачи горючего газа и кислорода в смесительную камеру — инжекторные и безынжекторные;
· по роду применяемого горючего газа — ацетиленовые, для газов-заменителей, для жидких горючих и водородные;
· по назначению — на универсальные (сварка, резка, пайка , наплавка) и специализированные (выполнение одной операции);
· по числу пламени — однопламенные и многопламенные; по мощности пламени — горелки микромощности (расход ацетилена 5—60 л/ч), малой мощности (25—700 л/ч), средней мощности (50—2500 л/ч), большой мощности (2500—7000 л/ч);
· по способу применения — ручные и машинные. Сварочные горелки должны быть просты и удобны в эксплуатации, обеспечивать безопасность в работе и устойчивое горение сварочного пламени.
2. Сварочный трактор ТС-17М
Сварочный трактор являстся более эффективным и маневренным сварочным аппаратом. Он представляет собой автоматическую головку, установленную на самоходной тележке, которая перемещается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва.
Трактор ТС-17М применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, при сварке груб и резервуаров диаметром более 800 мм. Им можно производить сварку всех видов швов в нижнем положении. Трактор имеет один электродвигатель трехфазного тока, который приводи! в движение механизм подачи электродной проволоки и механизм передвижения трактора вдоль свариваемого шва. Подающий механизм состоит из понижающего редуктора и двух роликов (ведущего и прижимного), между которыми протаскивается электродная проволока. Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токоподводящих мундштука..Для электродной проволоки диаметром 1,6—2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смешенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундштук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом.
Трактор снабжен двумя бункерами для флюса: один бункер применяют при сварке вертикальным электродом, а второй при сварке наклонным электродом. Толщина насыпаемого слоя флюса устанавливается вертикальным перемещением патрубка, по которому подается флюс в разделку кромок. Если сваривают стыковой шов без разделки кромок, то трактор направляется вручную.
Если сваривают шов с разделкой кромок, то на одну из штанг подвески устанавливают копир, состоящий из двух последовательно расположенных роликов, которые при сварке катятся по разделке кромок и тем самым направляю! трактор вдоль свариваемого шва.
При сварке угловых швов «в лодочку» копировальным элементом служит ролик, закрепленный на специальной штанге и катящийся по углу свариваемого шва.
Трактор имеет трехкнопочный пульт управления. Кроме того, есть дополнительный пульт управления, используемый при сварке кольцевых швов на цилиндрических изделиях (котлы, цистерны, резервуары), для управления электродвигателем стенда. На стенде вращается свариваемое изделие.
История развития сварки
История сварки насчитывает несколько десятилетий, этот технологический процесс неразрывно связан с периодом, когда люди впервые начали добывать разные металлы, железо. Еще в давние времена люди применяли горячие методы для выплавки разных изделий из стали, они ее раскаляли, размягчали и формировали из нее уникальные приспособления.
Первые сварочные приборы разрабатывались несколько веков назад, и, наверное, мало, кто мог подумать, что за этот период будут достигнуты такие высоты. В настоящее время под понятием сварка подразумеваются разные процессы и виды технологий, используемое оборудование, материалы и другие важные критерии.

Предыстория сварки
История каждой технологии, включая сварку, должна рассматриваться с процессами, которые происходили в разные периоды. Каждая из них изначально обладает предпосылками возникновения, процессом развития, который проходит сквозь призму истории. Все это включает знаменательные события, значимые имена ученых, открытия, перспективы последующего развития.
История развития сварки насчитывает несколько столетий, она появилась еще в древности. Впервые ее стали использовать в VIII-VII веке до н. э. В то время люди создавали разнообразные орудия труда, для них они применяли разные материалы, включая металл, который всегда был в природе в виде самостоятельного материала. Они пытались изменить его форму, соединяли по кусочкам.
В то время применялись такие металлы, как золото и медь. Поскольку они обладают мягкой структурой, то для изменения формы применялись камни, физическая сила. Этот процесс относится к холодному виду сварочных работ.
Позднее люди стали добывать другие металлы - бронзу, свинец. Постепенно стала применяться термическая обработка, во время которой производился подогрев отдельных компонентов. Она позволяла изготавливать изделия большого размера. А литье применялось для производства совершенных конструкций.
История возникновения сварки характерна тем, что в древний период люди началась активная добыча железа. Это произошло около трех тысяч лет назад. В настоящее время этот процесс выглядит просто - для отделения металла из руд применяется плавка. Но вот в древнее время было все совсем по-другому, потому что в том время плавить не умели.
В древние времена из железной руды добывали смесь с содержанием частиц железа. Также в ней присутствовали другие элементы - уголь, шлаки и другие. Но через определенный промежуток времени ковкой из нагретой смеси люди смогли отделить железо и другие компоненты, но по отдельности.
Краткая история сварки
Чтобы понять основные этапы развития и становления стоит рассмотреть историю сварки, которая кратко рассказывает об открытиях в данной области. Она своей начало берет с 1802 года, в этот период ее изучением активно занимался русский ученый и профессор физики В. В. Петров.
И если поискать в интернете ответ на вопрос, в каком году изобрели сварку с использованием электрической дуги, то выйдут 1802-18004 года. Именно этому ученому принадлежит данное изобретение. И уже в 1881 году русский изобретатель Н. Н. Бернадос начал ее применять при соединении металлов с использованием присадочной проволоки.
Более подробно об основных открытиях и ученых будет рассказано в следующем разделе. Но все же следует для начала выделить главных основоположников сварки - В. П. Никитин, Д. А. Дульчевский, К. М. Новожилов, Г. З. Волошкевич, К. В. Любавский, Е. О. Патонов. Все они активно занимались исследованием сварочной технологии, открыли множество уникальных технологий, которые до сих пор активно применяются на производствах.
Важные открытия
История развития сварки и сварочного производства имеет множество открытий и этапов развития. За несколько веков существования технология претерпела сильные изменения, которые сделали ее востребованной и передовой. В настоящее время ни одно производство, промышленное предприятия не обходится без применения сварочных работ.
Прорыв в технологии сварочного производства произошел при промышленном перевороте. В это время совершались важные открытия в области электричества, и в результате этого ученые того времени коснулись и сварки. Они ее внимательно изучили и смогли тесно связать ее с электричеством.
В поисках ответа на вопрос кто изобрел сварку, стоит коснуться 1802 года. В этот период русский физик Василий Владимирович Петров смог открыть возможность использования в практических целях электрической дуги. Открытие стало знаменательным событием в деятельности ученого и физика-экспериментатора. Оно в последующий период стало использоваться в качестве прототипа всех сварочных устройств.
Изобретатель сварки все выводы открытия изложил в книге «Известия о гальвани-вольтовских опытах», которая была опубликована в 1803 году. Но ученый в то время был малоизвестным, поэтому на его открытия в то время особо не обращали внимания.
Когда появилась сварка точно ответить нельзя, потому что процесс ее появления зарождался постепенно. В 1821 году Сэр Гемфри Дэви проводил многочисленные исследования с использованием электрической дуги. А его ученик, Майкл Фарадей занимался усиленным исследованием электричества и магнетизма, а именно связи между ними. А в 1830 году он смог открыть электромагнитную индукцию.

Рассматривая, кто придумал сварку, стоит обратить внимание на события, которые произошли в 1881 году. В этот период русский инженер Николай Николаевич Бенардос смог открыть электродуговой сварочный процесс, который получил название «Электрогефест». На протяжении нескольких лет проводились исследования, и в 1887 году изобретение было запатентовано. Постепенно оно стало распространяться по всему миру.
А кто изобрел сварку угольным электродом? Это открытие также относится к русскому инженеру и изобретателю Николаю Николаевичу Бенардосу. Он смог разработать электродуговую сварочную технологию, во время которой предполагалось использование угольных и металлических электродов. Ученый стал основоположником идеи электродуговой сварки с металлическим стержнем с использованием переменного тока, сварки с наклонным электродом, а также технизации сварочного процесса.
В каком году появился сварочный аппарат? Появление первого прибора приходится на период в 1881-1882 году. Именно в это время проводились многочисленные исследования и открытия, на основе которых и было разработано первое сварочное оборудование.
Но все же многих интересует, кто именно изобрел сварочный аппарат? Первое время над этим работал русский инженер Бенардос, но затем данным вопросом занялся Славянов Николай Гаврилович. В 1882 году он смог создать первое сварочное оборудование и электроды. Он запатентовал сварку, только после этого данная технология стала применяться в других странах.
Инженер проводил следующие работы:
- устранял признаки брака, возникающие во время литья деталей;
- восстанавливал части паровых турбин;
- заваривал изношенные детали.
Особенности развития технологий в новое время
После появления газовой сварки, они сразу же начала занимать лидирующие позиции, ее востребованность наблюдалась вплоть до 30-х годов. Технологию особенно усиленно использовали в годы Первой мировой войны.
Последующее развитие связано с ученым и инженером Евгением Патоном. Он организовал первый институт сварки в 1929 году. В этот период развитие сварочных процессов происходило под его руководством. Во время Великой Отечественной войны новые методы использовались в оборонной промышленности. Проводилась усиленная разработка новых видов флюсов, электродов для изделий с толстыми стенками. Их применяли при изготовлении военной техники - танков, оружия, бомбардировщиков и их оснащения.
В поисках ответа на вопрос кто придумал сварку металлов стоит остановиться на ученом Патоне. Именно он смог разработать данные методы сваривания порошкового, шлакового, контактного вида в жидкой и разряженной среде. В это время для защиты соединения стали применяться инертные газы. В 1940 году впервые стали применять электроды с покрытием из вольфрама, а поддержание электрической дуги осуществлялось с использованием гелия.
В связи с тем, что для сваривания реактивных металлов и алюминия необходимы более чистые инертные газы, в 1946 году стали применять аргон. Он является наиболее чистым и безопасным инертным газом для сварочных работ.
В 1960 году появилась новая технология сварки с применением нескольких стержней. Ее принцип состоял в следующем: две или более сварочные проволоки подаются в область сварочной ванны. Во время этого процесса они могут применяться в виде присадки, но одновременно с этим они прибывают под электрическим напряжением. Благодаря этому технологическому процессу можно существенно повысить скорость плавления металла, а также улучшить свойства эксплуатационной жидкости.
Современные виды сварки
Развитие сварки в современности вывело данную технологию на новый уровень. В этот период были созданы новые виды сварочных работ, во время которых применялось оборудование с разными функциями. Ученые смогли разработать технологии, которые можно было применять для сваривания конструкций их разных металлов.

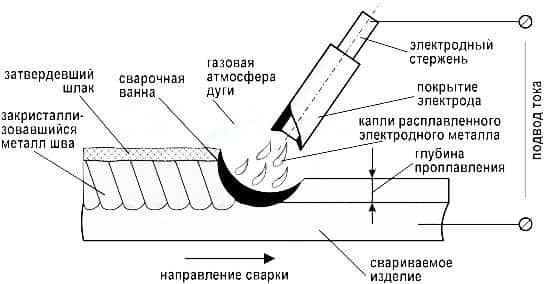
Электрическая дуговая сварка
Это первая сварка, которая и сейчас считается востребованной. Ее используют на разных производственных предприятиях для изготовления металлических конструкций. В настоящее время она считается самой распространенной, доступной и дешевой.
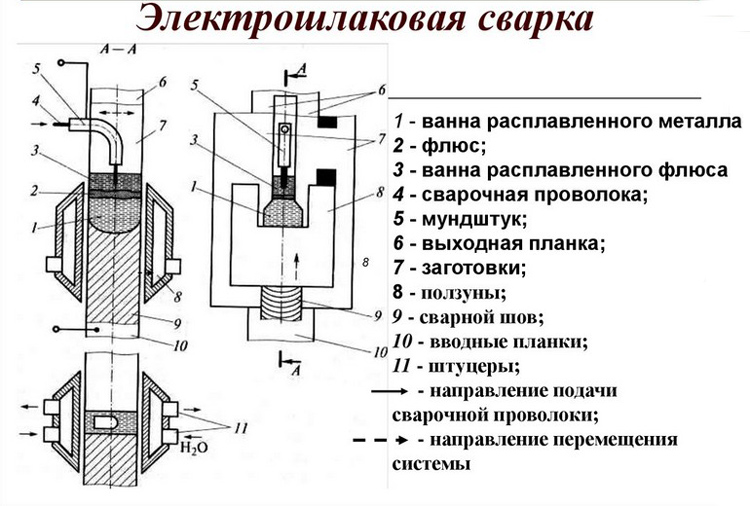
Электрошлаковая сварка
Эта технология является новейшим методом сваривания, который используется для изготовления крупногабаритных изделий. Зачастую он применяется при производстве судовых конструкций, котлов, изделий для железных дорог и других элементов.
Во время сварочных работ разряды электрического тока пропускаются через шлак. Образование шлака происходит при расплавлении флюса, и он считается главным проводником электрического тока. В результате прохождения разрядов электрического тока через шлак происходит образование теплоты.
Электрошлаковая сварка бывает двух типов:
- с использованием трех электродных проволок;
- с применением электродов, которые имеют большое сечение.
Контактная и прессовая сварка
Контактная сварка считается старым методом. Его основоположником является Уильям Томпсон. Изначально данная технология была распространена в США, позднее она появилась в России. В период, когда она начала применяться, в нашей стране начала активно развиваться научно-исследовательская сфера.
Контактная сварочная технология разделяется на следующие разновидности:
- Стыкового типа. Во время нее проводится сваривание изделий по всей плоскости их касания при помощи нагревания.
- Точечного вида. Соединение деталей проводится в одной или нескольких точках в одно время.
- Рельефная. Сваривание изделий производится в одной или нескольких точках, они имеют выступы в виде рельефов.
- Шовная. Осуществляется сваривание элементов швом.
Прессовая технология или сваривание давлением - это сваривание металлических заготовок без их расплавления. Во время нее осуществляется деформирование с использованием силового воздействия.
Газовая сварка и резка
Газовая сварка сопровождается расплавлением металла. Для этих целей применяются специальные горелки, в которых происходит сжигание горючих газов. Впервые газовые горелки были изобретены во Франции. Для их работы применялась смесь с кислородом и водородом.
Виды лучевой сварки
Лучевая сварка считается новым методом, который появился в современный период. Новейшие исследования ученых в области оптики, квантовой физики смогли выделить виды данной технологии, основанные на энергии ионных и фотонных лучей.
К основным видам лучевой сварки относят:
- Электронно-лучевая. Источником теплоты является электронный луч. Процесс сваривания протекает в специальных установках - в вакуумных камерах.
- Лазерная. В качестве источника тепла применяется лазерный луч. Этот вид обладает отличительными качествами - экологической безопасностью, при проведении технологии отсутствует механическая обработка, высокой скоростью сварочного процесса, высокой стоимостью сварочного оборудования.
- Плазменная. Для источника тепла применяется струя из плазмы, а точнее дуга, которую получают при помощи плазмотрона. Плазмотрон может оказывать два вида действия - прямое и косвенное.
Роль сварки в современном мире
Рассматривая ответы на важные вопросы - когда изобрели сварку, кто придумал электрическую сварку, стоит обратить внимание на роль этой технологии в современном мире. В настоящее время активно развиваются лазерные разновидности сварочного процесса.

Не так давно была открыта технология высококачественного соединения металлов. Появляются новые композитные материалы, стало востребованным использование алюминия, нержавеющих сталей, цветных металлов. В период современности произошло усиленное развитие сварочного оборудования, появились новые приборы с широкими функциями, возможностями.
В современности широкое распространение получили следующие виды высокотемпературного соединения металлов:
- аргонодуговая технология. При помощи нее можно производить любые виды соединений - стыковые, угловые, тавровые, внахлест;
- газовая. При помощи нее в послевоенное время начали изготавливать всевозможные конструкции. В наше время эту технологию применяют для изготовления трубопроводов, которые пролегают на дальнем расстоянии от источников тока;
- полуавтоматическая. Эта технология ускоряет процесс соединения элементов. Она имеет высокую точность, снижает риск образования соединения низкого качества;
- электродуговая сварка. Всегда была и остается востребованной технологией, которую используют на разных производственных предприятиях, заводах.
В период современности произошли некоторые изменения - поменялись источники питания, усовершенствовались держатели, но все же принцип горячего соединения остался таким же.
Если внимательно изучить вышеизложенную информацию, то можно будет найти ответы на важные вопросы - когда появилась сварка металлов, и кто придумал сварочный аппарат. Стоит учитывать, что данная технология появилась еще в древнее время, ее применяли для изготовления приспособления для труда, оружия и других необходимых изделий.
История развития имеет множество этапов, которые проходили в разное время вплоть до современности. Многочисленные исследования, открытия смогли разработать уникальные методы, которые в настоящее время активно используются на предприятиях и производствах.
Интересное видео
История сварки
В самом начале 19 века, а конкретно в 1802 году, Василий Владимирович Петров (1761 – 1834 гг.), будучи профессором физики Санкт-Петербургской медико-хирургической академии, открыл и описал явление электрической дуги, а также впоследствии предложил ее возможное практическое применение, включая электросварку и электропайку металлов.
В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
Н.Н.Бенардос и Н.Г.Славянов заложили основы автоматизации сварочного производства. К сожалению, в условиях царской России их изобретения не нашли большого применения. Лишь после Великой Октябрьской социалистической революции сварочные технологии получают распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлов, а несколько позже – сварку судов и ответственных конструкций.
Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
В 1928 году русский изобретатель и учёный Дмитрий Антонович Дульчевский (1879 – 1961 гг.) разработал технологию автоматической сварки под флюсом.
В 1932 году русский ученый Константин Константинович Хренов (1894 – 1984 гг.) впервые в мире создал технологию электродуговой сварки и резки под водой.
Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Конец 1940-х годов ознаменовался началом промышленного применения технологии сварки в защитном газе. В 1952 году коллективы Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патона разработали и внедрили в производство способ полуавтоматической сварки в углекислом газе.
Сваривать металлы практический любой толщины стало возможным после разработки в 1949 году сотрудниками Института электросварки им. Е.О. Патона технологии электрошлаковой сварки.
В дальнейшем в нашей стране стали применяться следующие способы сварки: сварка ультразвуком, диффузионная сварка, электронно-лучевая, холодная сварка, плазменная, сварка трением и др.
Об истории развития сварки и ученых, сделавших вклад в эту отрасль

Всякий социальный процесс или возникшая технология – это не внезапная идея. Каждое событие закономерно. Всё случается в тот момент, когда для этого складываются условия.
Не зря многие исторические периоды названы в честь открытий, орудий труда и уровня развития человечества того времени. Все процессы красной соединены красной нитью с прошлым и будущим.
Наше настоящее зависит от того, что происходило вчера и чего ожидать завтра. И сварочный процесс – не исключение.
Немного предыстории

Его форма изменялась благодаря двум вещам – физической силы человека и действия камня. Чаще всего использовали золото и медь – это были наиболее распространенные металлы 2-3 тысячи лет назад.
Их нужно было перерабатывать, чтобы создать другие орудия труда, а также украшения и посуду. Такой процесс считают началом истории холодной сварки.
С течением времени человечество совершенствовало свои навыки, в том числе и трудовые. Происходила самостоятельная добыча свинца, бронзы и меди.
Для изготовления изделий больших размеров применяли технологию термической обработки. Отдельные элементы при этом нагревались и деформировались. Когда нужно было создать совершенное изделие, обращались к способу литья.
Почти 3000 лет назад была эпоха железного века. По названию легко догадаться, что люди в это время научились добывать железо.
И если сейчас этот процесс выглядит простым и логичным, то в древности умения людей были скудными, о современных технологиях никто не знал.
Сегодня железо получают из природных железных руд, отделяя от них железо с помощью плавки. Тогда об этом способе никто не знал, да и инструментов никаких не было.
Из сырья получали некую смесь, которая содержала частицы железа. Конечно, это был не чистый продукт, и оно в разы отличалось от того, что мы имеем сейчас. В нем была примесь из неметаллов – шлаков и угля.
Через тысячу лет удалось получить чистое железо без каких-то добавок. Это удалось при помощи технологии ковки нагретого металла. Кузнечная сварка позволяла получить очень красивые и практичные изделия, такие как оружие и орудия для работы.
До Великой индустриальной революции мастерам удавалось работать только с пайкой и кузнечной сваркой – более развитие способы обработки были не изведанные. Ювелирное производство развивалось благодаря пайке.
Основные открытия
Промышленная революция – настоящий прорыв в области сварочного дела. Это был поистине переворот в сварке и ее этапах. Большую роль во всем процессе сыграли именно открытия в сфере электричества.
1802 год. Российский физик-теоретик и практик Василий Петров сделал феноменальное открытие. Он доказал, что в работе по металлу можно использовать электрическую дугу. Эта идея сразу не воспринялась учеными как нечто необычное.
Хотя спустя десятки лет его заслуги были по достоинству оценены. Петров создал базовый прототип современного сварочного аппарата. Об этом он писал в «Известиях о гальвани-вольтовых опытах». Книга вышла в свет в 1803 году.
Следующий этап истории – это открытие электромагнитной индукции. Это совместная заслуга Сэра Гемфри Дэви и Майкла Фарадея, которая родилась в 1830-х годах. Фарадей сделал научные выводы об успешной работе арки, изучая магнетизм и электричество.
Спустя 20 лет электродуга появляется в бытовых осветительных приборах, что доказало важность открытий ученого для всего общества.
1881 год означал появление прибора «Электрогефест», который считался первой дуговой электросваркой. Через 6 лет Николай Бенардос, российский инженер-изобретатель, запатентовал свое устройство, проведя ряд опытов.
Уже через 5 лет об этом приборе знал весь мир – от Америки до Азии.
Открытие одноименного товарищества в 1885 году тем же ученым означало появления первой мастерской по сварке.
Николаю удалось получить патент на свое устройство. Для исполнения планов ученый потратил все свои сбережения. Купец Ольшевский помог первооткрывателю заплатить недостающие средства.
После того, как электродуговую сварку признали в десятках стран, Бенардос занялся разработкой сварки с электродами из металла и угля. Он – основоположник таких открытий:
- электродуговой процесс с электродом из металла при переменном токе;
- технизация процесса и его этапов;
- сварочное дело способом наклонного электрода.

Ученых, о которых мы уже успели рассказать, считают основателями современных сварочных процессов. Они сделали огромный вклад в то, чтобы сегодня мастера работали достаточно быстро.
Это были ключевые события, связанные со сваркой и ее развитием. Но следующие 50 лет был серьезный дефицит электричества, поэтому электросварка не была столь популярна.
И хотя о новых открытиях пришлось временно забыть, но все помнили, что применять электричество при сварочных работах – нужно. Это лишь вопрос времени. Произошли некоторые преобразования сварочного оборудования и аппаратов в целом.
1904 год. Появляются резаки, которыми удается умело пользоваться.
Следующие 20 лет лидером технологий была именно газовая сварка. Она активно использовалась во времена Первой мировой войны.
Сварщики того времени прибегали к ее механизмам, когда занимались возведением известных сооружений. Магистральные трубопроводы «Грозный-Туапсе» и из Баку в Батуми – заслуга газосварки и всех ее процессов.
В это время дуговая электросварка не пользовалась популярностью. Всё объяснялось тем, что технологию нужно было совершенствовать, ведь арка горела с помехами.
Над этим вопросом в течение 1914-1917 годов трудились Андрус, Стресау, Строменгенр и другие. Они и пришли к открытию в виде сварочного электрода. Последний отлично справлялся с задачей по равномерному горению дуги.
Наши годы
В конце 20-го и начале 21-го столетий развитие сварочного дела не остановилось.
Сегодня выделяют десятки способов металлообработки, каждый из которых может похвастаться своими преимуществами. Поговорим о каждом из них.
Электродуговая сварка
Распространена настолько, что ее применяют в 8 случаях из 10. Это настоящий лидер, который заметно выделяется среди остальных.
Электрошлаковая техника
Новый способ обработки больших конструкций, таких как металлопрокат, котлы и другие. Базовый принцип сварки кроется в этом: электрический импульс проходит сквозь шлак.
Последний появляется во время растапливания флюса, который считают проводником электричества. Как итог – после прохождение тока сквозь остаток происходит выделение тепла.
Выделяют такие виды сварки с использованием шлака:
- работа электродов, работающих с крупным сечением;
- тремя проволоками из сетки.
Связная и прессовая сварка

Уильям Томпсон придумал связной способ сварки, который сегодня считают довольно старым методом. Изначально она была популярной в Штатах, затем стала частью российских технологий.
В связи с этим открывалось большое количество исторически известных научных центров и заводов, таких как «Электрик», Институт Патона и десятки других.
Если затрагивать основы, то существует такое разделение связного процесса:
- стыковая – происходит благодаря объединению конструкций на поверхности их соприкосновения. Использовался метод обжуливания частей;
- точечная – осуществляема за счет соединения деталей одновременно в единой или паре точек;
- шовная – несколько элементов соединяются при помощи швов.
Прессовая сварка еще называется давлением. Для нее характерно крепления конструкций без его плавления.
Необходимо искажение использования силы. Такой процесс на начальном этапе возник еще до нашей эры, когда развивалась сварка без нагрева.
Газорезка

Этот процесс происходит благодаря плавлению металла посредством горелок. Их задача – сжигание горючих газов.
Впервые в истории газовую горелку использовали в одном из французских городов в последнее десятилетие 19 века. Ее работа основана на слиянии водорода с кислородом.
Когда металл разрезается, то он как бы горит в потоке азота.
Сварка при помощи лучей

Работа ионных и фотонных потоков дала толчок выделения новых типов сварки. Они исследовались учеными-специалистами по квантовой механике и оптике.
Есть такие типы лучевой металлообработки:
- Минеральная сварка. Источник нагрева — поток из минералов, сформированный с использованием плазмотрона. Последний есть побочного и прямого действия.
- Лазерная работа. Ее источник – это лазерный луч. У такого вида сварки есть список характеристик: она экологична и безопасна, нет процесса механической обработки металла, сварка происходит за минуты, а оборудование – достаточно дорогое.
- Электронно-лучевая сварка. Источником теплоты является электронный поток. Вся работа осуществима в особой вакуумной камере.
Будущее сварочного дела
Судьба развития металлообработки напрямую зависит от текущих проблем в этой области и вопросов, требующих быстрого решения. Сегодня любой недостаток непременно устраняется мастерами с 20-летним опытом.
Оборудование становится всё более современным, что по праву есть заслугой ученых 21 века. Важная цель современности – сделать сварку легкой, подвластной даже новичку.
Происходят работы в таких направлениях:
- Создаются автоматические сварочные агрегаты. Это позволяет сделать прирост коэффициента полезного действия сварщиков, а также обеспечить высокий коэффициент силы.
- Регулирование сварочных процессов на расстоянии при работе с масштабными конструкциями. Можно говорить о совершенствовании металлообработки магистралей и промышленных объектов.
- Вечный отбор методов снижения цен на лазерную сварку по аналогии с электрической.
- Еще одна задача – тестирование долговечных сооружений и металлоконструкций. Они смогут работать в экстремальных условиях – на большой глубине или высотах. Возможно через 10-15 лет станет возможной сварка в космическом пространстве.
- В 21 веке активно развиваются компьютерные технологии, которые затрагивают и металлообработку. Активно внедряются возможности искусственного интеллекта в базовые сварочные процессы. Совершенствуются научные работы, инженерное планирование, а также контролируется весь сварочный процесс.
Подведем итог

Сварщику 2019-2020 года следует регулярно пополнять свою базу знаний о металлообработке. От этого прямо зависит скорость реагирования на современные вызовы, проблемы и вопросы.
Если мастер сможет оказаться в эпицентре с пониманием своего дела – он быстро решит любую сложную ситуацию.
Стоит не забывать о том, что все значимые открытия происходят тогда, когда появляется новая информация, добытая опытным путем. У каждого сварщика должен быть открытый доступ ко всей необходимой для работы информации.
Технологии сегодня не стоят на месте. Хочется думать, что уже через 20 лет люди смогут наблюдать возникновение новых видов сварки, ее целостное развитие и совершенство.
Читайте также: