Вольфрамовый наконечник для аргонной сварки
Обновлено: 13.05.2024
В этой статье мы расскажем, как правильно выбрать вольфрамовый электрод для аргонодуговой сварки, какие разновидности вольфрама бывают, их отличительные свойства, и как состав влияет на качество сварного шва.
Но в самом начале мы хотим обратить ваше внимание, что в ассортименте фирменной продукции ПТК появились вольфрамовые электроды марок WL-15, WL-20, WС-20, WY-20 и WZ-8.
Наши вольфрамовые электроды прошли рентгеноспектральный микроанализ элементного состава в Национальном Исследовательском Центре «Курчатовский институт». Это платное исследование мы провели по собственной инициативе, чтобы продемонстрировать дилерам и потребителям высшее качество нашей продукции.
Анализ проводился на растровом электронном микроскопе «Tescan Vega II», который позволяет получать СЭМ-изображения и проводить анализ элементного состава в реальном времени, что необходимо для контроля качества продукции и материалов.
Ознакомиться с протоколами исследований и результатами элементного состава вольфрамовых электродов производства ПТК вы можете в отчетных документах.
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
Вольфрамовые электроды используются исключительно в TIG сварке, из-за недопущения окислов на поверхности соединительного шва. Сварка происходит в среде защитного газа, который ограждает зону сварки от воздействия кислорода.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Буквенно-цифровая маркировка вольфрамовых электродов
В России могут использоваться и применяться 2 типа маркировки вольфрамовых электродов – это классификация по ГОСТ, ТУ и международная классификация по ISO 6848. Кратко рассмотрим эти виды маркировок.
Маркировка отечественных электродов по ГОСТ и ТУ
Продукция, которая произведена в России и соответствует установленным ГОСТ и ТУ, в своем наименовании содержит буквы «Э» и «В», они идут первые в названии и обозначают «электрод вольфрамовый». Далее, в названии идет обозначение химического состава присадок и их массовая доля.
- ЭВЧ — «Ч» — чистый (вольфрам не менее 99,92%);
- ЭВЛ — «Л» — лантан (массовая доля окиси лантана от 1,1 до 1,4%);
- ЭВЛ-2 — «Л» — лантан (массовая доля окиси лантана от 1,4 до 1,6%)
- ЭВИ-1 — «И» — иттрий (массовая доля окиси иттрия от 1,5 до 2,3%)
- ЭВИ-2 — «И» — иттрий (массовая доля окиси иттрия от 2,0 до 3,0% и тантала 0,1%)
- ЭВИ-3 — «И» — иттрий (массовая доля окиси иттрия от 2,5 до 3,5% и тантала 0,1%);
- ЭВТ-15 — «Т» — торий (массовая доля двуокиси тория от 1,5 до 2,0%).
Международная маркировка по стандартам ISO 6848
Большая часть вольфрамовых сплавов была стандартизирована Международной организацией по стандартизации в стандарте ISO 6848. Ниже в таблице приведены буквенно-числовые обозначения и процентный состав легирующих добавок.
Что такое легирующие добавки и редкоземельные металлы?
Мы рассмотрели буквенно-цифровые обозначения вольфрамовых электродов, теперь самое время рассказать о редкоземельных металлах (элементах), которые входят в состав электродов, а точнее в легирующие добавки (присадки).
Редкоземельные металлы — это группа из 17 элементов, которая включает в себя скандий, иттрий, лантан и лантаноиды. Все эти металлы серебристо-белого цвета, схожи по химическим и физическим свойствам, образуют тугоплавкие, практически не растворимые в воде оксиды.
Название «редкоземельные» эти металлы получили из-за того, что редко встречаются в земной коре, также эти металлы сложны в добыче и промышленном производстве.
В сварочных вольфрамовых электродах чаще всего используются присадки с лантаном, церием, иттрием, цирконием и торием.
Свойства присадочных металлов и их влияние на качество сварного шва
Вольфрамовый электрод WP (зеленый)
Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%.
- Особенности: Электроды с маркировкой WP обеспечивают высокую стабильность горения дуги, но обладают плохой термостойкостью и электронной эмиссией. Из-за такой ограниченной тепловой нагрузки рабочий конец электрода необходимо затачивать в виде округлой формы (шарика).
- Тип тока: Предназначены для сварки на синусоидальном токе (AC) в среде аргона или гелия.
- Металл: Этот тип электродов предназначен для сварки алюминия магния, никеля и их сплавов.
В связи с тем, что электроды WP использовались на трансформаторной технике, а сейчас большинство сварочного оборудования инверторное, необходимость в таких электродах значительно снизилась, поэтому этих электродов нет в ассортименте ПТК.
Вольфрамовые электроды WL-10 (черный), WL-15 (золотой) и WL-20 (голубой)
WL-10 — это электрод с содержанием оксида лантана (La₂O₃), черный цветовой код. Массовая доля оксида лантана достигает до 1%.
WL-15 — это электрод с содержанием оксида лантана (La₂O₃), золотой цветовой код. Массовая доля оксида лантана варьируется от 1,4 до 1,6%.
WL-20 — это электрод с содержанием оксида лантана (La₂O₃), массовая доля которого достигает до 2,2%. Цветовой код электрода — голубой.
- Особенности: Это универсальные электроды, которые выдерживают высокие токовые нагрузки, улучшают стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Лантановые электроды меньше загрязняют вольфрамом шов, что особенно важно при финишных работах. Ещё они длительное время сохраняют заточку рабочего конца.
- Тип тока: Электроды можно использовать при сварке на постоянном и переменном токе (AC/DC).
- Металл: Применяется для сварки углеродистых и легированных сталей, алюминия, титана, никеля, меди и магниевых сплавов.
В ассортименте фирменной продукции ПТК есть вольфрамовые электроды WL-15 диаметром от 1,6 до 4,0 мм и WL-20 диаметром от 1,0 до 4,0 мм.
Всё о вольфрамовых электродах

Вольфрамовые электроды используются для сварки как с переменным, так и с постоянным током. Вполне возможна работа с различными металлами и их сплавами.
Температура плавления "чистого" вольфрама очень высока - более 3400°C. Это самый тугоплавкий металл из всех существующих на данный момент. А значит он сохраняет твердость даже при крайне высоких температурах. Это позволяет делать из него неплавящиеся электроды.
Вольфрамовые электроды для аргонодуговой сварки
Вольфрамовые электроды относятся к профессиональному оборудованию и применяются только для работы в среде инертных газов (как правило, это аргон). А качественного результата Вы добьетесь только при использовании присадочной проволоки.
При аргонодуговой сварке дуга горит между свариваемой деталью и электродом из вольфрама. Последний при этом он находится внутри сварочной горелки.
Советы по выбору и применению для новичков
Для TIG-сварки обычно используют постоянный ток DC (прямой полярности). Конечно, Вы можете работать и с током обратной полярности или даже переменным током. Но в таких случаях лучше воспользоваться неплавящимися электродами с легирующими добавками. Они повысят стабильность и устойчивость сварочной дуги.
Важно! Всегда выбирайте электроды исходя из того, какие металлы Вы будете сваривать и на каких токах работать.
Для повышения качества сварки в чистый вольфрам добавляют окиси редкоземельных металлов. В зависимости от них были разработаны маркировки вольфрамовых электродов.
Они делятся на 3 типа:
- постоянного (WT,WY);
- переменного (WP, WZ);
- универсальные (WL,WC).
Их также легко запомнить по цвету, в который окрашен один из концов: синий, зеленый, белый и т.д.

Советы по работе с вольфрамовыми электродами
Рассмотрим вариант аргонодуговой сварки на постоянном токе (DC).
В таких условиях работают со сталями, нержавейкой, титаном, медью, латунью, чугуном и их сплавами. Для каждого из этих металлов нужна своя присадочная проволока.
Запомните! Чем лучше Вы подберете проволоку по химическому составу, тем крепче, красивее и надежней будет сварочный шов.
Подключаем горелку к "-", а зажим заземления к "+". Получаем прямую полярность. Она дает более устойчивую дугу и глубокое проплавление. Диаметр электрода подбирается в соответствии с толщиной изделия.
Помните и о том, что вольфрамовый электрод должен быть обязательно хорошо заточен. На производстве используют специальные аппараты для заточки. В обычных условиях Вы можете воспользоваться обычным лепестковым кругом с мелким зерном или точильным станком. Сама заточка производится к острию электрода. При этом необходимо следить, чтобы он не перегрелся. Иначе вольфрам станет более хрупким и может начать крошиться.
И, конечно, не забываем про защитный газ. Лучше если это будет аргон высокой чистоты (не менее 99%). Сэкономите на нем и сразу получите потемнение сварочного шва.
Обратите внимание и на то, что на баллоне должен стоять регулятор. Он может быть как манометром, так и обычный поплавкового типа.
Важно! Толщина свариваемых деталей может достигать от нескольких долей мм до 0,8 см. Если толщина больше, то использовать вольфрамовые электроды просто нецелесообразно с точки зрения экономии. К тому же технически это более сложно.

Начиная работу, не забудьте о том, что TIG сварка производится справа налево без резких движений. В правой руке держим горелку, в левой - присадку (если она нужна). Если на Вашем инверторе есть функция спада тока или газа после сварки, то не забываем ими пользоваться. В первом случае Вы обеспечите очень плавное падение тока, а во втором - продолжите защиту получившегося шва в процессе его остывания.
Напомним, что горелка должна находиться под углом от 70 до 85 градусов, а присадка подается плавно и поступательно приблизительно под углом 20 градусов.
Важно! Не торопитесь отрывать горелку от места сварки, когда будете заканчивать работу. Иначе это приведет к удлинению дуги и плохой защите сварочного шва.
Пару слов о сварке AC/DC
Работая с переменным током (AC/DC) Вы сможете сварить алюминий. В этом случае вольфрамовые электроды не затачиваются так остро, их просто слегка закругляют. Зато нужно уделить особое внимание подготовке самого алюминиевого изделия. Ее нужно тщательным образом очистить и обезжирить, а так же снять фаски, если толщина детали не позволяет сделать полный провар.
К присадочному материалу тоже относимся с большим вниманием. Ведь нужно грамотно подобрать его химический состав. Это может быть как чистый АL 99%, так и AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
И не забываем про безопасность
В конце хотелось бы отметить, что при любом виде сварочных работ необходимо не забывать про средства защиты. Выбирайте только ту спецодежду, в которой будет не только комфортно, но и безопасно. Помните о том, что при TIG-сварке выделяется очень сильное УФ-излучение, а глаза нам даны только одни.
Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.

Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
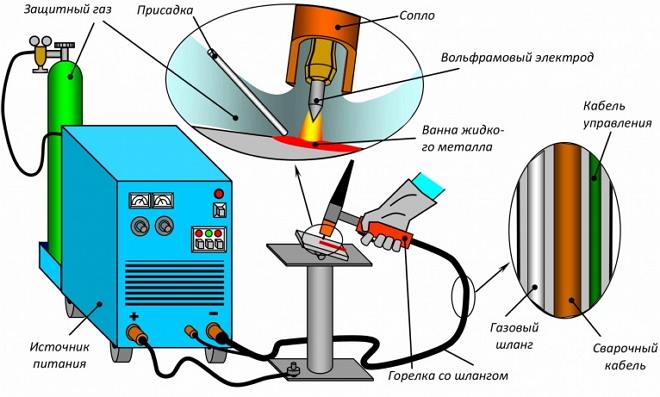
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
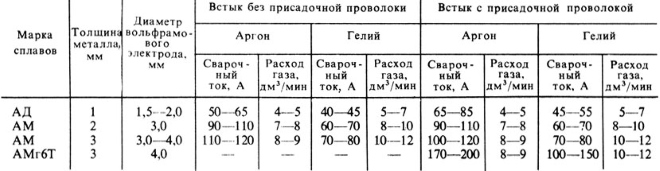
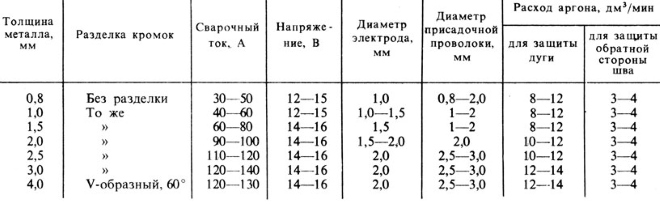
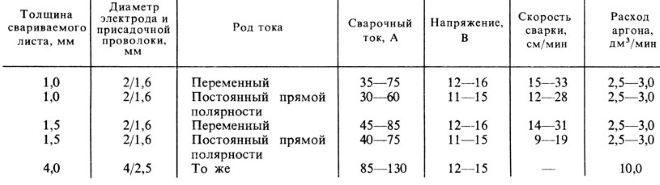
Режимы сварки алюминиевых сплавов (переменный ток)
Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
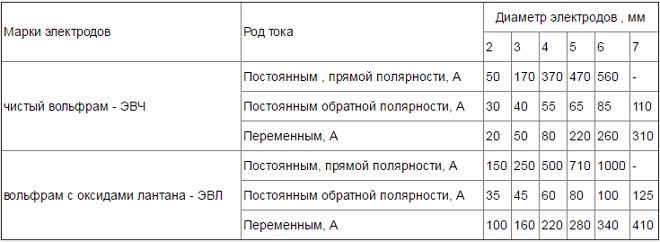
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.

Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
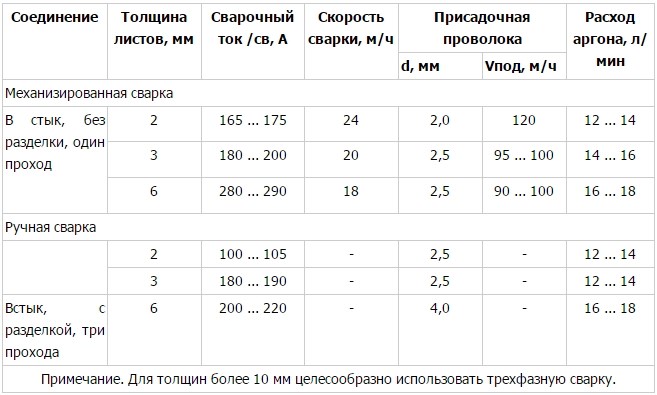
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.

Основные критерии выбора электродов исходя из их свойств
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.

Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
На видео, демонстрирующем приемы заточки вольфрамовых прутков, можно также увидеть, как от ее типа меняются формы и размеры шва.
Вольфрамовые электроды - классификация, описание, характеристики

Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовый электрод разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения вольфрамовых электродов подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Маркировка отражает все необходимые характеристики электрода – химический состав, размер прутка.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка.
Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Читайте также: