Вольтодобавка в сварочном аппарате
Обновлено: 18.05.2024
Вниманию читателей предлагается описание простого в изготовлении и надёжного в работе сварочного аппарата. Он позволяет выполнять сварку как постоянным, так и переменным током, причём в обоих случаях возможна его не только ступенчатая, но и плавная регулировка. Чтобы облегчить зажигание дуги, предусмотрена вольтодобавка.
Сегодня в продаже имеется огромное число разнообразных сварочных аппаратов. Портативные сварочные аппараты (так называемые инверторы) работают только на постоянном токе. Их дешёвые модели, предназначенные для непрофессионального применения, сравнительно небольшой мощности и недостаточно надёжны. Сварочные аппараты на низкочастотных трансформаторах большой мощности выпускают в основном для промышленного использования. Они имеют, как правило, большую мощность, значительные массу и габариты и сравнительно дороги. Кроме того, они допускают возможность длительной непрерывной работы. Сварочный ток в таких аппаратах регулируется плавно или ступенчато путём изменения индуктивности дополнительного дросселя или индуктивности рассеяния самого сварочного трансформатора. Большая масса и высокая цена делают покупку такого аппарата для личного (не профессионального) применения нецелесообразной.
Бывают в продаже и дешёвые маломощные сварочные аппараты на низкочастотных трансформаторах. Но в формировании нужной нагрузочной характеристики в них принимает участие активное сопротивление обмоток. Поэтому такие сварочные аппараты сильно нагреваются при работе.
Многие делают сварочные трансформаторы самостоятельно. Для этого необходимы лишь подходящие магнитопровод и обмоточный провод. Но для выполнения высококачественной сварки самодельный аппарат должен обеспечивать возможность выбора рода тока (постоянный или переменный) и регулирования сварочного тока. Кроме того, для облегчения зажигания дуги при низком напряжении желательно иметь в аппарате вольтодобавку.
Ниже приводится описание простого и надёжного в работе сварочного аппарата с трансформатором на основе статора асинхронного трёхфазного электродвигателя и обеспечивающего выполнение перечисленных выше требований. Он имеет ряд существенных особенностей, которые значительно улучшают его характеристики и уменьшают трудоёмкость изготовления по сравнению с ранее описанными в радиолюбительской литературе и в Интернете.
Схема аппарата приведена на рис. 1. Сетевое напряжение через ступенчатый реостат, состоящий из проволочных резисторов R1-R4 и переключателя SA1, поступает на обмотку I сварочного трансформатора T2. Узел, состоящий из трансформатора тока T1, выпрямителя на диодах VD1, VD2 и измерительной головки PA1, измеряет ток, потребляемый от сети. Напряжение с обмотки II трансформатора T2 через переключатель SA2 и двухполупериодный выпрямитель на диодах vD5, VD7 и тринисто-рах VS1, VS2 подаётся в сварочную цепь.
Выпрямитель совмещён с регулятором сварочного тока. При крайнем правом по схеме положении движков переменных резисторов R5 и R6 тринисторы VS1 и VS2 открываются при незначительно отличающемся от нуля мгновенном значении напряжении на обмотке II трансформатора T2. В этом случае угол отсечки тока близок к 180 град. и сварочный ток максимален. При перемещении движков этих резисторов влево напряжение открывания тринисторов VS1 и VS2 увеличивается, а угол отсечки тока уменьшается до 90 град. В результате сварочный ток уменьшается приблизительно в два раза по сравнению с максимальным. При дальнейшем увеличении сопротивления регулирующих резисторов тринисторы выпрямителя открываться перестают, поэтому выходное напряжение и ток становятся равными нулю.
Транзистор VT1 служит усилителем управляющего тока. Его можно исключить из схемы, но тогда сопротивление резисторов R5 и R6 придётся уменьшить приблизительно в 30 раз. При этом на резисторах R5 и R6 в некоторых режимах станет рассеиваться мощность в несколько ватт. Найти переменные резисторы с достаточно большой допустимой мощностью рассеяния трудно, поэтому в регуляторе было решено применить высокоомные резисторы с транзисторным усилителем тока. Два переменных резистора, соединённых последовательно, позволили обеспечить плавную регулировку тока в большом интервале его изменения.
В некоторых сварочных аппаратах применяют тринисторные регуляторы тока, обеспечивающие плавное изменение угла отсечки в интервале от 0 до 180 град., чему соответствует изменение тока от нуля до максимума. Тринисторами в таких регуляторах управляют, как правило, с помощью коротких импульсов. Но эти регуляторы сложнее и недостаточно стабильно работают на нагрузку с малым дифференциальным сопротивлением (сварочную дугу или заряжающуюся аккумуляторную батарею). Нестабильность проявляется в том, что при неизменном положении ручки регулятора выходной ток хаотично изменяется относительно заданного среднего значения. Регуляторы, в которых тринисторами управляют постоянным током, в этих условиях работают более стабильно. Кроме того, регулятор сварочного тока должен регулировать сварочный ток, но не амплитуду выходного напряжения сварочного аппарата. А при изменении угла отсечки от 90 до 0 град. амплитуда импульсов напряжения на выходе выпрямителя уменьшается, что нежелательно, так как ухудшаются условия зажигания дуги.
Чтобы расширить пределы регулировки тока, не усложняя тринисторный регулятор, в аппарате предусмотрен мощный ступенчатый реостат на резисторах R1-R4. Такие реостаты нередко включают в цепь вторичной обмотки сварочного трансформатора. Но включение его последовательно с первичной обмоткой даёт несколько преимуществ. В частности, трансформатор в этом случае работает при меньшем напряжении, поэтому меньше нагревается. Кроме того, в этом случае проще подобрать высокоомный провод для изготовления резисторов реостата, а в качестве переключателя SA1 можно использовать типовой пакетный переключатель на ток до 30 А.
Цепь вольтодобавки представляет собой однополупериодный выпрямитель на диоде VD3, последовательно с которым в качестве ограничителя тока включена лампа накаливания EL1. В режиме холостого хода (когда сварочная дуга не горит) конденсатор C1 заряжается через диод VD3 до напряжения около 76 В при любом положении переключателя SA2. Поскольку сопротивление холодной нити накаливания лампы минимально, конденсатор C1 заряжается быстро. После зажигания дуги напряжение на конденсаторе C1 становится меньше. В этом режиме ток, протекающий через диод VD3, ограничен сопротивлением лампы EL1, которое растёт по мере разогрева нити, поэтому ток остаётся в допустимых для диода пределах и лишь незначительно увеличивает сварочный ток.
Вольтодобавка - очень полезное устройство. При её отсутствии и низком напряжении холостого хода на выходе сварочного аппарата дуга зажигается с трудом, что снижает производительность труда сварщика и сильно его утомляет. Повышение напряжения холостого хода без применения вольтодо-бавки резко уменьшает КПД сварочного аппарата и увеличивает нагрузку на электрическую сеть. Но во многих случаях узлы вольтодобавки слишком сложны, а в некоторых случаях недостаточно эффективны. Например, в [1] этот узел выполнен так, что при горении дуги через цепь вольтодобавки может протекать довольно большой ток, ограниченный только активным сопротивлением дросселя. Чтобы сохранить этот ток в допустимых пределах, напряжение вольтодобавки выбрано небольшим (10. 12 В), что снижает её эффективность. Желательно, чтобы вольтодобавка повышала напряжение холостого хода до 80. 90 В.
Кроме того, в устройстве, описанном в [1], выходной ток в момент зажигания дуги ограничен индуктивным сопротивлением дросселя, что дополнительно затрудняет её образование. Практика показывает, что дуга лучше всего зажигается в случае, когда на выходе сварочного выпрямителя установлен конденсатор. Немного хуже результат бывает, когда у выпрямителя нет вообще никакого сглаживающего фильтра. Но тяжелее всего дуга зажигается, если сглаживающий фильтр состоит только из дросселя или заканчивается дросселем.
Ёмкость конденсатора C1 должна быть такой, чтобы обеспечить быстрый переход искрового разряда в маломощную дугу. Практика показывает, что для этого достаточно его ёмкости в 3000 мкФ. Сгладить переменную составляющую сварочного тока такой конденсатор не может, да и необходимости в этом нет. При горении сварочной дуги напряжение на конденсаторе C1 пульсирует от нуля до амплитудного значения. Поэтому конденсатор C1 должен выдерживать пульсацию напряжения с такой амплитудой. При этом нужно иметь в виду, что допустимая амплитуда пульсаций напряжения на оксидных конденсаторах обычно не превышает 10. 20 % их номинального рабочего напряжения.
Вопрос о том, какой сглаживающий фильтр лучше использовать в выпрямителе сварочного аппарата, является дискуссионным. Многие авторы статей, опубликованных в журналах и особенно в Интернете, считают, что в фильтре выпрямителя сварочного аппарата лучше применять дроссель. Например, бытует мнение, что его наличие предотвращает прилипание электрода к свариваемой детали. Но причина прилипания заключается обычно в недостаточной мощности источника сварочного тока (или в неумении выполнять сварку). При этом маломощная дуга немного расплавляет электрод и деталь, а для того чтобы создать мощную дугу, у источника не хватает мощности. В результате при случайном касании электродом свариваемой детали расплавленный металл электрода при соприкосновении с более холодной деталью кристаллизуется и электрод приваривается к детали.
Дроссель не может и облегчить зажигание дуги, потому что в режиме холостого хода он не запасает в себе энергии. В момент касания электродом детали ток начинает нарастать от нуля, дроссель начинает запасать энергию. В это время энергия источника идёт не на создание дугового разряда, а накапливается в магнитном поле дросселя.
В описаниях сварочных аппаратов, трансформаторы которых изготовлены на базе асинхронных электродвигателей, обычно рекомендуют удалять бандажные полосы, расположенные на внешней стороне пакета статорных пластин, и выступы на внутренней стороне этих пластин. При этом готовый трансформатор крепят в корпусе сварочного аппарата подобно маломощным трансформаторам с тороидальными магнитопроводами. Но сварочный трансформатор имеет большую массу, а при работе может сильно нагреваться. Вес трансформатора при таком креплении давит на изоляцию проводов обмотки, что может привести к её повреждению и межвитковым замыканиям. Эта проблема особенно сильно проявляется при недостаточно термостойкой изоляции проводов.
Удаление бандажных полос и выступов статорных пластин - очень трудоёмкая и не только бесполезная, но даже вредная операция. Однако считается, что бандажные полосы следует удалить, чтобы они не замыкали между собой статорные пластины. Удаление выступов вообще никак не обосновывают. Может быть, это делают, чтобы увеличить площадь окна магнитопровода или немного уменьшить расход провода.
Но дело в том, что размер окна магнитопровода, как правило, вполне достаточен, а экономия провода получается очень небольшой. Удаляют выступы пластин и бандаж обычно с помощью зубила и молотка. После такого удаления между пластинами образуется множество точек электрического контакта, которые могут создать в магнитопроводе пути для вихревых токов.
Магнитный поток в кольцевой части магнитопровода электродвигателя и трансформатора течёт параллельно бандажным полосам, не пересекая их, и не может создать в них вихревые токи. Разница только в том, что в статоре двигателя поток разделяется на две половины, текущие в диаметрально противоположных участках кольцевого магнитопровода в одну сторону, а в трансформаторе по кольцу течёт единый поток. Поэтому эффективное сечение одного и того же магнитопровода в трансформаторе получается приблизительно в два раза меньше, чем в двигателе, а средняя длина силовой линии - больше. В результате необходимое число витков обмотки трансформатора больше, чем обмотки двигателя на то же напряжение. Определять его лучше экспериментальным путём.
Конструкция магнитопровода трансформатора предлагаемого сварочного аппарата изображена на рис. 2. Бандажные полосы и выступы статорных пластин оставлены на месте. Для того чтобы витки обмоток не проваливались между выступами статорных пластин, к торцам их пакета 5 крепят две кольцевые пластины 3. Между выступами статорных пластин расположены четыре шпильки 4, изолированные от статорных пластин (используются прокладки, которые применялись в электродвигателе для изоляции обмоток). Шпильки ввинчены в стойки 2 с внутренней резьбой, закреплённые на деревянном основании 1. Поэтому нагрузка от веса трансформатора передаётся на основание 1 только через стойки 2, а не через изоляцию проводов. Это позволяет повысить максимально допустимую рабочую температуру трансформатора без риска деформации изоляции проводов и замыканий.
В верхней части магнитопровода на двух из четырёх стягивающих пакет шпильках 4 закреплены кронштейны 6 с ручкой 7 из немагнитного материала (например, алюминия). Желательно из такого же материала изготовить и кронштейны 6, и стойки 2, но большой необходимости в этом нет. Чтобы оставить больше места для размещения обмотки, можно использовать только три шпильки, расположив их (в виде сверху) в вершинах равностороннего треугольника, но тогда придётся изменить конструкцию ручки.
В качестве собственно магнитопровода применён статор асинхронного двигателя мощностью 7,5 кВт. Обмотка I состоит из 305 витков алюминиевого провода сечением 4 мм 2 в тугоплавкой пластмассовой изоляции. Обмотка II намотана двумя сложенными вместе алюминиевыми проводами АПВ-10 сечением 10 мм 2 каждый. Она содержит 77 витков. Отводы сделаны от 48, 58 и 69-го витков.
Для определения необходимого числа витков на магнитопровод была намотана пробная обмотка и измерена её индуктивность. Затем было рассчитано число витков обмотки I для получения индуктивного сопротивления 220 Ом на частоте 50 Гц. В результате ток холостого хода трансформатора получился около 1 А. Затем, исходя из необходимого коэффициента трансформации, было вычислено число витков обмотки II.
Трансформатор тока T1 выполнен на магнитопроводе от выходного трансформатора кадровой развёртки ТВК-110. Его первичная обмотка - один виток монтажного провода сечением 2,5 мм 2 . Вторичная обмотка содержит 100 витков провода ПЭВ-2 диаметром 0,5 мм.
Если в качестве измерительной головки PA1 использовать стрелочный авометр на пределе измерения 0,5 А, то его стрелка будет полностью отклоняться при токе 100 А через обмотку I. Такой запас по току полного отклонения необходим вследствие того, что в процессе сварки измеряемый ток непрерывно и резко изменяется. В результате стрелка прибора с малым током полного отклонения часто бьётся об упоры, что приводит к быстрому выходу измерительного механизма из строя.
Узел измерения тока можно без проблем перенести в цепь обмотки II трансформатора T2. Но большой необходимости в этом нет. Коэффициент трансформации известен, и зная ток в обмотке I, значение сварочного тока всегда можно вычислить.
Резисторы R1-R4 реостата изготовлены из трёх сложенных вместе нихро-мовых проводов от электронагревательной спирали мощностью 2 кВт. Эти резисторы при работе сварочного аппарата могут сильно нагреваться, поэтому они установлены на термостойком основании из огнеупорного облегчённого кирпича с отверстиями, через которые и пропущены нихромовые провода. Чтобы сделать реостат более компактным, можно распилить кирпич на две части и использовать только одну половину.
Вместо реостата можно применить дроссель с несколькими отводами от обмотки. Но масса и габариты дросселя получаются значительно большими, чем у реостата, изготовленного из кирпича и нихромового провода. Целесообразность регулирования сварочного тока дросселем зависит от нескольких обстоятельств. Например, при выполнении большого объёма сварочных работ дроссель позволит уменьшить расход электроэнергии и, следовательно, её стоимость, так как рассеиваемая им активная мощность незначительна.
Если необходимо выполнять сварку переменным током, то сварочную цепь следует включить в разрыв провода в точке A (см. рис. 1). При этом выводы конденсатора C1 должны быть замкнуты перемычкой, способной без заметного нагревания выдержать сварочный ток. В этом случае регулятор тока работает как обычно, но вольтодобавка отсутствует.
Перед выполнением сварочных работ рабочий режим сварочного аппарата рекомендуется устанавливать в следующем порядке. Сначала в зависимости от необходимой мощности сварочной дуги переключателем SA2 установить необходимое выходное напряжение, а движки переменных резисторов R5 и R6 перевести в правое (по схеме) положение. Затем следует поставить в нужное положение переключатель SA1 и, не включая аппарат, соединить перемычкой выводы конденсатора C1. Включив аппарат в сеть, с помощью переменных резисторов R5 и R6 установить ток короткого замыкания на 30. 50 % больше необходимого сварочного тока.
Режим короткого замыкания должен быть кратковременным, не более 2. 3 с, после чего следует отключить аппарат от сети и удалить перемычку с выводов конденсатора C1. Теперь можно вновь включать аппарат и приступать к выполнению сварки. В дальнейшем переменными резисторами R5 и R6 при необходимости можно подрегулировать ток. Типовые режимы сварки различных деталей приводятся в специальной литературе.
Применённый в описанном сварочном аппарате тринисторный регулятор по стабильности выходного тока аналогичен описанному, например, в [2], но по схеме заметно проще. Это связано с тем, что в нём отсутствует дополнительный выпрямитель для питания цепи управляющего электрода тринистора. Но его можно ввести, построив сварочный аппарат по схеме, изображённой на рис. 3. Дополнительная обмотка III трансформатора T2 должна содержать 10 витков монтажного провода сечением 1,5 мм 2 (для механической прочности). При этом выпрямленное напряжение на резисторе R5, сглаженное конденсатором C1, будет около 10 В. Ток управляющих электродов тринисторов станет не пульсирующим, а постоянным, зависящим от положения движка переменного резистора R5.
1. Степанов Л. "Вольтодобавка" в сварочном аппарате. - Радио, 2004, № 6, с. 40.
2. Жеребцов И. П. Основы электроники. - Л.: Энергоатомиздат, 1985.
Автор: А. Сергеев, г. Сасово Рязанской обл.
Рекомендуем к данному материалу .
Мнения читателей
Странно,большое внимание уделено магнитопроводу,но ничего не сказано о расположении обмоток силового трансформатора,ведь это и определяет его ВАХ.
ток во вторичной обмотке сварочного трансформатора не будет равен произведению тока в первичной цепи на коэффициент трансформации как утверждает автор,так как сварочная цепь нелинейна и трансформатор ,хоть и выполнен на торе ,тем неменее не имеет жесткую характеристику.
Вы можете оставить свой комментарий, мнение или вопрос по приведенному выше материалу:
"Вольтодобавка" в сварочном аппарате
Самодельные малогабаритные сварочные аппараты с переменным сварочным током и питанием от бытовой электросети просты в изготовлении и недороги, однако работать с ними трудно — устойчивость дуги недостаточна. Улучшить работу аппарата можно, если перевести его на постоянный сварочный ток [1].
Как показывает практика, при постоянном сварочном токе для горения дуги вполне достаточно напряжения 30. 40 В. Но зажечь ее по-прежнему не просто. Для маломощного сварочного аппарата — это самый тяжелый режим, так как происходит замыкание вторичной обмотки на короткое время до момента отведения электрода от детали.
Облегчить процесс зажигания дуги можно повышением напряжения холостого хода сварочного аппарата. Однако повышение этого напряжения ограничено требованиями электробезопасности — оно не должно превышать 80 В согласно ГОСТ95-77Е [2]. К тому же, как уже было сказано, оптимум по условиям горения дуги находится, наоборот, в зоне меньших значений напряжения.
Поэтому я поставил себе задачу разработать сварочный аппарат, у которого напряжение холостого хода повышено "вольтдобавкой", а после зажигания дуги уменьшается до оптимальных 30. 40 В. Схема такого аппарата показана на рис. 1.
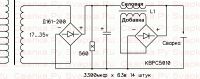
Сварочный трансформатор Т1 с диодным выпрямителем VD1—VD4 дополнен еще одной обмоткой III, выпрямителем VD5—VD8, дросселем L1 и переключательным диодом VD9. Обмотка III намотана на отдельном каркасе и рас-
положена рядом с катушкой, содержащей сетевую и основную обмотки I и II соответственно.
Основная вторичная обмотка II рассчитана на напряжение 30. 40 В и ток 100. 120 А. Она обеспечивает рабочий сварочный ток в дуге. Дополнительная вторичная обмотка III рассчитана на напряжение 12. 14 В при токе 10 А. Она формирует напряжение "вольтдобавки".
До момента касания электродом свариваемых деталей напряжение на нем равно сумме значений выпрямленного напряжения обеих обмоток, поскольку переключательный диод VD9 оказывается закрытым выходным напряжением моста VD5—VD8, а оба моста — включенными последовательно. Напряжение на электроде равно 42. 54 В.
При касании электродом детали диод VD9 открывается, напряжение на нем уменьшается до 1,5 В, обеспечивая сварочный ток через зажженную дугу. Поскольку через диоды VD5—VD8 и дроссель L1 сварочный ток не протекает, для этого моста достаточно десятиам-перных диодов, а дроссель можно намотать на любом магнитопроводе сечением 10. 12 см2. Обмотку выполняют проводом ПЭВ-2 диаметром 1,6. 1,8 мм до заполнения окна. При сборке магнито-провода необходимо предусмотреть немагнитный зазор между его частями, вложив прокладку из прессшпана толщиной 0,5. 1 мм.
Вместо КД242Б можно использовать диоды Д305, Д214, КД213А, КД213В, КД2999А—КД2999В. Их надо установить на пластинчатые теплоотводы размерами 100x100x5 мм. Вместо ВК2-200 подойдут диоды Д161-250, Д161-320.
Эти диоды лучше всего смонтировать на теплоотводы заводского изготовления. Здесь могут быть полезны рекомендации, данные в [2].
Конструктивно устройство "вольтдобавки" может быть выполнено и в виде приставки к бытовому сварочному аппарату, переведенному на постоянный сварочный ток. Схема такой приставки показана на рис. 2. Магнитопровод трансформатора Т1 и его сетевая обмотка — от сетевого трансформатора ТС-270, используемого в старых ламповых телевизорах цветного изображения. Вторичную обмотку на 12 В при токе до 15 А надо намотать самостоятельно. Целесообразно предусмотреть у этой обмотки выводы на 13, 14и 15Вс тем, чтобы приставку можно было использовать и для других целей, в частности для зарядки аккумуляторных батарей.
Переключательный диод VD5 входит в состав приставки. Дроссель L1 такой же, как указано выше.
Если немного изменить схему на рис. 2, можно уменьшить число необходимых диодов, а значит, и громоздких теплоотводов для них, как показано на рис. 3. Работа этого узла аналогична описанному выше, разница лишь в том, что роль переключательных выполняют два диода VD1, VD3 выпрямительного моста аппарата. Они открываются поочередно на половину периода сетевого напряжения, когда дуга еще не зажжена, и закрыты, когда дуга горит.
В заключение следует заметить, что при изготовлении сварочного аппарата целесообразно воспользоваться информацией, изложенной в [2].
1. Клабуков А., Бабинцев С. Доработка сварочного аппарата. — Радио, 2002, № 4, с. 42.
2. Володин В. Сварочный трансформатор: расчет и изготовление. — Радио, 2002, № 11, с. 35, 36; №12, с. 38, 39.
Вольтодобавка в сварочном аппарате


Часовой пояс: UTC + 3 часа
Вольтодобавка (ВД) к сварочному аппарату
Вольтодобавка для сварки - очень полезная вещь. Однако мне интересно понять один момент. Прочитал много на эту тему(даже экспериментировал для себя), но вот четкого мнения как-то не сложилось. Все-таки ВД должна обеспечивать значительный ток уже после зажигания дуги или достаточно относительно небольшого тока, который протекает в цепи ВД после момента зажигания? То есть, должна ли ВД играть роль как бы обычного Uxx в трансформаторе(например, длина дуги увеличилась - увеличилось и напряжение) и поддерживать дугу в переходных процессах или она должна выполнять только функцию поджига дуги?
Эта штука называется осциллятор.
Обычный вч излучатель частотой порядка 300 кГц ( в целях безопасности - в.ч. ток не проникает далее верхнего слоя кожи) сделана как правило на разряднике с контуром.
Прошивает любые окислы, напряжение единицы киловольт, ток десятки мА.
Удобная, а часто и незаменимая вещь, особенно для варки нержавейки под аргоном и т.п.
Да и просто железяки варить конечно проще.
В старом промышленном аппарате осциллятор представлял собой пару из разрядных площадок диам около 12-15 мм (наверное, из вольфрама) с зазором около 0,5 мм, таких пар на пластине 3 шт (впараллель), частота несколько Гц. При появлении тока сварки более 40 А, реле отключало питание осциллятора, при обрыве дуги опять включало. Запитывался этот осциллятор от отдельного высоковольтного трансформатора.
Вольтодобавка - это не осциллятор, это просто источник питания малоамперной дуги (до 10 А, до 100 В), она позволяет легко поджигать дугу, которая ещё ничего не плавит, а потом отдельно включать уже сварочный ток от более низковольтного сварочного трансформатора. Так можно немного сэкономить вторичной обмотки, её не надо рассчитывать на 60 В (а, допустим, и на 36 хватит)
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
То есть, должна ли ВД играть роль как бы обычного Uxx в трансформаторе(например, длина дуги увеличилась - увеличилось и напряжение) и поддерживать дугу в переходных процессах или она должна выполнять только функцию поджига дуги?
Да, напряжение ХХ 80-90В, ток дуги не более 5А.
Хотя это против правил по ПБ.
Не сказали трансформаторный или инвертор.
В инверторном еще есть еще примочки, режим ХОТСТАРТ- это увеличение тока при касании электрода на 30-40процентов по отношении к рабочему, АРКФОРС- работает в течении всего периода сварки и увеличивает ток на 20 процентов если напряжение на дуге становится менее 15 вольт до увеличения напряжения.
_________________
Вот блин, опять в галерее картину малевича вверх ногами повесили.
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.
Исправляю свою неточность - речь идет о трансформаторе 50Гц. Вы подразумевали "ток вольтодобавки" 5А? Так она должна поддерживать все-таки Uдуги в переходные моменты? По логике, должна. С осциллятором я не хочу связываться. На самом деле, есть необходимость, как Вы и указали, соединить низковольтный сварочник с жесткой ВАХ с вольтодобавкой на 90в. Только есть желание сделать напряжение этого низковольтного сварочника на хх равным Uдуги, а ВД будет имитировать обычное Uxx сварочного трансформатора. Более того, ВД действительно работает - без нее дуга вообще не зажигается и не горит. Но пока не удалось нужного тока получить в дуге, металл не проплавляется.
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
низковольтного сварочника на хх равным Uдуги, а ВД будет имитировать обычное Uxx сварочного трансформатора. Более того, ВД действительно работает - без нее дуга вообще не зажигается и не горит. Но пока не удалось нужного тока получить в дуге, металл не проплавляется.
Ну ниже 36-40В все равно нельзя.
Сечение железа, меди, какими электродами варите и просадка сети, вот что важно раз провара нет.
А варить на жесткой х-ке и с ВД не так просто. Это уже не инвертор и не бублик с пружиной, придётся привыкать хитро дозировать ток, и он должен таки быть чем-то ограничен, иначе будет сильно жечь, а при к-з расплавиться электрод (если не выбьет автомат).
Мне нравятся, все трубопроводы только ими, поджигаются однотактным инвертором с дросселем. Да, бывают и плохие партии, зажигаются плохо.
все трубопроводы только ими, поджигаются однотактным инвертором с дросселем. Да, бывают и плохие партии, зажигаются плохо.
LB52U, для труб корни/подварка, подвернеться по разумной цене хватаем, пользую ток для ответственных стыков, эх любитель, когда то тоннами как машинист энергопоезда их перегружал .
Благодарю за участие!
Дело в том, что Uxx у трансформатора будет жесткая не на 60в, а всего лишь на 20(например), поэтому всех тех отрицательных явлений, которые были бы при попытке варить от жестких 60в, не будет. Надо будет приноровиться - приноровлюсь. Главное, что я попробовал, дуга горит, но с жесткостью транса я "не угадал". Что ж, работаю в этом направлении. Осталось только ампер 50 через дугу пропустить для начала. Вот еще вопрос тут возникает, а не может ли вольтодобавка каким-то образом препятствовать прохождению значительного тока через дугу? Ведь выпрямители(основной и поджигающий)включены параллельно), кроме того, для ограничения тока ВД включен конденсатор. Может быть, вместо него попробовать индуктивность?
Вольтдобавка обычно через развязывающий диод включена. Скачайте книгу Володин "Источники для сварки" там всё описано. Иногда ставят дроссель двухобмоточный с диодами для вольтдобавки, там в книге есть схема тоже.
_________________
Ничто так не укрепляет взаимное доверие, как 100% предоплата! Дмитрий, ex-RK3AOR.
Спасибо за участие!
У меня было 2 моста в параллель, только один(поджигающий) включен на переменной стороне через конденсатор. Пробовал и вторую схему, где "экономятся" 2 диода - получается мост Ларионова. Обе схемы работают, то есть хорошо поджигают дугу, но вот проблема с током от основного моста.
Кто сейчас на форуме

Powered by phpBB © 2000, 2002, 2005, 2007 phpBB Group
Русская поддержка phpBB
Extended by Karma MOD © 2007—2012 m157y
Extended by Topic Tags MOD © 2012 m157y
К сожалению у меня нет методики расчета дросселя. 40 витков берется для сердечника 11..12 см.кв. Можно сделать дроссель с отводами, 20..25..30..35 и 40 витков (или 20..30..40), потом поиграться с коммутацией и регулировкой зазора. Лучший вариант оставить.
доброго времени.админ,объясните- что значит "вольт добавка"?точнее куда его присоединять.паралелить чтоли.силавой провод понятно-это масса от диодного моста (или на горелку).
кстати схема уменя получилась.заменил все дитали.все заработало.извените,что грешил.
и хотелось бы еще узнать как вы решаете пробле с бобиной проволоки.на что вы ее насаживаете.что бы подача не прерывалась
максим
Вот так нужно подсоединять.
Пол поводу бобины с проволокой не понял и что за схема? Аватар у вас незнакомый, кто вы?
я все схему обираю уже год на ne555.которая 5 раз сгорала.вы для меня ее разработали.я под другим именем зарегестрировался.
бобина(катушка) со сварочной проволокой.на что вы ее насаживаете,чтобы крутилась.я ее пока просто на штырь(болт) нацепил.но когда движок крутит проволока соскакивает.
я так пологаю с вольт добавкой дуга еще круче должна быть?
Тут посмотрите, крепить можно как угодно (как позволяет фантазия). Я так понял у вас проволока слетает, то есть как на катушке спиннинга. Нужно поставить тормоз, обычная пластина из текстолита, она прижимает катушку и не дает ей раскручиваться дальше.
уважаемый Админ. подскажите пожалуйста. есть транс от телевизора СТ 270-1, подойдет он для дросселя? и еще, сечение 1,2 мм кв и 20 мм кв провод какой диаметр должен быть? у меня полечилось (1,2 мм кв - диаметр 0,75 мм) и (20 мм кв - диаметр 12,7мм) правильно я посчитал или нет?
ой, прошу прочения, ТС 270-1
алекс
Трансформатор тот что нужен. ТС это медные обмотки, а ТСА это алюминиевые обмотки, только в этом разница, а сердечники одинаковые.
Если провод диаметром 12,7 мм., то сечение равно:
Площадь круга равна пи эр в квадрате. (П*R в квадрате).
R = 12,7/2 = 6,35 мм
40,3*3,14 = 126 мм. кв. То есть сечение при диаметре 12,7 мм равно 126 мм.кв.
Сечение 1,2 мм. кв. у провода примерно диаметром 1,2 мм.
0,36*3,14 = 1,13 мм.кв.
скажите еще пожалуйста. у меня есть провод с этого транса 0,6 мм кв можно его скрутить в два чтобы получилось сечение 1,2 мм кв или вольтодабавку мотать на один керн в два раза больше витков т.е. ни 90 а 180 витков. и на силовую можно использовать алюминиевый провод, если да то сколько витков нужно мотать на один керн и какое сечение? СПОСИБО!
С сечением вы опять ошиблись.
Сечение провода диаметр 0,6 мм равно:
0.09*3,14 = 0,28 мм.кв. Отсюда следует, что нужно как минимум 4 провода диаметром по 0,6 мм, что бы получить сечение 1,2 мм.кв. Скрутить можно, но 4 штуки.
Можно намотать 180 витков на один керн равномерно. Затем на этот же керн мотать 40 витков силовой обмотки тоже равномерно, то есть обе обмотки на одном керне. Алюминий будет греться, а если делать его сечение толще, то не уместится у вас туда 40 витков, так что только медь. Ну если нету меди, пробуйте алюминий (но я предупредил).
Сварочный аппарат MMA ноу-хау 80-х годов от deda
Отличительная особенность данного аппарата,- это крутоспадающая VA - характеристика, минимум потери мощности, высокий КПД, дешевизна изготовления, малый вес. Что такое сварочный аппарат описано на главной странице сайта.
Для сварки током обратной полярности (например электродами МР3), нужно верхний по схеме вывод Р1 и «держак» переключить на +аппарата, а стол (деталь) на -. Сваривает 3мм электродом, вес- 13 кг, ток сварки максимальный- 115-130А., ток К.З.- до 250А.
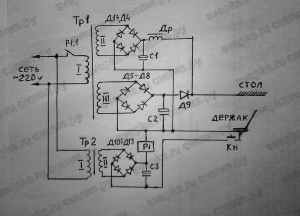
Принципиальная схема:
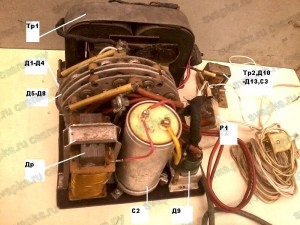
Внешний вид сварочного и компоновка:
Описание сварочного аппарата.
В этой схеме дополнительная обмотка 2 с Д1-Д4 и Др. повышает напряжение поджига, поэтому основная обмотка 3 с Д5-Д8 имеет относительно низкое напряжение. Маломощный Тр2 с Д10-Д13,Р1,С3 и кнопка Кн постоянно включен в сеть для отключения (кнопкой на держаке) основного трансформатора Тр1 на время замены электрода и подготовки места сварки. Тр1 собран на двух сердечниках от ТС270А (от цветных ламповых телевизоров).
Из двух ПЛ собрал ШЛ сердечник. Мощные диоды использовал от двух списанных автобусных генераторов,- там их по 12 штук в каждом (в Жигулях – по 6 штук 20А*150V), перепаял по 6 диодов в параллель в каждое плечо моста. С2- 22000,0*50V-(такой нашёл) снижает пульсации сварочного тока, Д9 защищает конденсатор от пробоя напряжением поджига, - желательно, ВКД 200. Р1- с хорошими мощными контактами, т.к. коммутирует большую мощность на индуктивной нагрузке. Я поставил РПУ-0-УХЛ4(СССР) =12V-сейчас такие не выпускаются, значит смотрите что-то подобное и, соответственно, под него делайте блочок питания: Тр2,Д10-Д13 (КЦ405)и
С3. Обмотка 2 Тр1 работает на диодный мост Д1-Д4 из Д245 (можно и другие на ток 10А).
Др- из бытового стабилизатора с R активным 5-6 Ом и обмоткой провода 1,0-1,16 м.м. алюминия, С1- 50,0*150V. Для маломощного Тр2 использовал железо и готовую обмотку (2350 витков) отДр-5-0,08 этого же телевизора. Окно позволяет намотать 30V проводом 0,14, но Ш-железо, конечно, собирается вперекрышку.
Ток Х.Х=50ма.Обмотка1 Тр1 мотается в 2 жилы проводом ПЭВА 1,16 с таких же телевизоров (УЛПЦТ-59-2, УЛПЦТ-61-2) контролируя ток Х.Х.(я не записал кол-во витков)- не более 0,32-0,35А, (проверить недолго, воткнув сердечники и подав с ЛАТРа питание на начало обмотки и на конец той катушки, с которой сматываем провод),на обмотке 2- 55V , на обмотке 3- 35V, при этом на С2 будет 48V, на С1-90V.
Обмотку 3 я намотал алюминиевым проводом на 16кв.мм.-вроде бы должна сильно нагреваться, но на практике,- чуть тёплая,-дуга горит секунд 30, а потом замена электрода, «прицеливание»- минута отдыха, и всё-таки контролируйте нагрев время от времени, но аппарат получился хороший.
В своём аппарате предусмотрел отвод на 12 вольт у мощной обмотки и тумблер отключающий поджиг и замыкающий цепь кнопки управления для использования сварочника в режиме автомобильного «пускача».
Если нет шинки для намотки вторичной обмотки, то сделайте так: между двумя крючками, на расстоянии 25-30 метров (точнее можно посчитать перемножив среднюю длину витка вторички на количество витков), разматывайте любые катушки с медным проводом (от силовиков, пускателей, втягивающих и т.д.) с любой изоляцией, даже горелые.
Когда пучок станет толщиной с мизинец, аккуратно обмотайте его изолентой в 1-2 слоя по всей длине. Все кончики зачистить и скрутить. Получится многожильный провод нужного сечения.
Автор схемы и владелец сварочного аппарата - ded (deda)
Читайте также: