Вращатель для сварки труб своими руками
Обновлено: 04.10.2024

Добавим ещё одно приспособление для гаража, которое призвано облегчить жизнь сварщика и занять кусочек гаража — это сварочный позиционер)
давно были мысли собрать такое, можно варить в нем трубы, к примеру колонны я раньше варил на столе просто так, а ведь можно было в позиционере с вращением сварить, ну и кроме сварки — в нем можно ещё и полировать, все таки в патрон зажать деталь можно и не держать ее одной рукой, при этом полируя второй рукой, тут все куда удобнее получается)
делалось все из того что есть дома фактически, покупалось только управление, заказал на али немного деталек, а так все просто в принципе, уголок и труба квадратная, немного сварки и пару резов плазморезом)
берём токарный патрон который простоял всю свою жизнь на улице на триноге, он почти новый, всего лишь 62 год))))

чистим его, разбираем, удаляем ржавчину, смазываем и собираем в обратном порядке и он продолжает нам служить верой и правдой дальше)
для крепления патрона я взял обычную уставшую ступица 2108 заднюю, кум когда то отдал ее, она ему 13 подшипников кончила))
у токаря заказал гайку новую на ступицу, удлинённую, что б на неё можно напрессовать токосъёмник и шестерню приводную
шестерни и ремень для привода взяты с ручной швейной машины промышленной, мешки которой зашивают, в принципе тянет нормально
мотор — это моторчик дворников с какой то иномарки, хороший моторчик Валео, имеет две скорости, я подключил на первую, ее с головой хватает
дальше сварил основной каркас с квадрата 50х50, соединил квадратом 20х20, раму для патрона с уголка 35 кажется и металла 4мм на боковины, в роли шарниров выступают гайки и болта М16…
угол проворота патрона относительно стола — 90 градусов, фиксируется "гайкой с ручкой", она же рым-гайка))
прорезь для фиксатора вырезал плазморезом прямо на месте, держа плазмотрон на качельке патрона — вышло довольно не плохо! и гораздо легче чем если бы это делал УШМ…)
покрасил черным металликом что дома завалялся)


на качельке приварил кусочек нержавейки, ее не красил, это на случай если позиционер стоит не на столе, а где то на полу или на скамейке где нет массы, что б можно было массу прицепить прямо на качельку… а по умолчанию я его ставлю на стол, он железный, а ноги на позиционере я зачистил от краски что б был контакт и этого хватает
коробочку для электро части сделал максимально компактной, но все влезло
единственная недоработка — надо бы ещё добавить кнопку без фиксации мимо ШИМа что б можно было по быстрому нажатием кнопки провернуть деталь, а то сейчас для этого приходится ручку регулятора трогать, а потом опять выставлять обороты — немного не удобно… но это я уже понял после того как поработал на нем…)

вот конструкция в сборе

по кнопкам: самая левая красная — главное питание, потом крутилка скорости, справа красная — это параллельно педали фиксируемая кнопка, на случай если нужно просто включить на постоянно что б деталь вращалась, например для полировки, ну и маленькая кнопка на 3 положения — это переключатель направления вращения, так как крутится патрон может в любую сторону
Изготовление сварочного вращателя
Качество шва зависит от опыта сварщика и правильно подобранного оборудования. Но при выполнении кольцевых швов, если есть возможность проворачивать стык, может возникать брак в соединении из-за рывков во время вращения. Чтобы этого избежать используют сварочный вращатель. Он особенно полезен, когда требуется выполнять много однотипных кольцевых швов. Такое приспособление продается наряду с оборудованием по сварке в магазинах, но его можно изготовить и своими руками. Для этого понадобятся чертежи, заготовки рабочих элементов, и двигатель. Перед разработкой лучше ознакомиться с видео о принципах функционирования сварочных вращателей, и их разновидностях, чтобы лучше понимать какой необходим конечный результат.

Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Разновидности и чертежи
На видео можно ознакомиться с разнообразными моделями вращателей, созданных своими руками. Сварка с их помощью выполняется гораздо легче, благодаря повышенной концентрации внимания сварщика на горении дуги и формированию шва, без отвлечений на ручное вращение конструкции.
Свой первый вращатель для сварки можно смастерить несколькими способами. Схема будет зависеть от последующего применения и видов накладываемых швов. Поэтому, перед закупкой деталей и элементов, стоит рассмотреть различные фото подобных приспособлений, чтобы определиться с видом конструкции.
Роликовые версии
Для сварки кольцевых швов на трубах диаметром от 25 до 1000 мм активно используются вращатели сварочные роликовые. На видео понятен их принцип работы. Изделие выставляется на четыре ролика, где один или сразу два являются ведущими (к ним подсоединен привод), а остальные поддерживающими. Ролики крепятся к общему основанию, прорези в котором позволяют изменять расстояние между вращающимися опорами.
Двигатель приводит в движение ведущий ролик. Скорость вращения изменяется редуктором, снижающим обороты на порядок и тиристорным регулятором, замедляющим ход до сварочной скорости. Дополнительно, горелку от полуавтомата можно прикрепить над местом стыковки труб, а кнопку включения сварки вывести отдельно. Тогда весь процесс можно автоматизировать и выполнять стоя в стороне.
Барабанные модели и с вращающимся основанием
На других видео можно встретить вращатели, где основой служит кулачковый шпиндель (прижимной барабан) от токарного станка. Это приспособление имеет основание, на котором закреплен вал с барабаном на конце. Труба устанавливается в кулачки. К ней прихватывается ответная часть. Вращение происходит как и в предыдущей версии. Недостатком служит ограничение в диаметре используемых труб (это зависит от ширины развода кулачков).
Еще одной моделью сварочного вращателя является конструкция, где крутится не само изделие, а основание под ним. На видео понятно, что этот вариант хорошо подходит для круговых швов под приварку фланцев. Переворачивая изделие можно выполнить сварку как внутри, так и снаружи. Поэтому, определяясь с моделью вращателя, стоит учесть какие виды швов придется выполнять чаще (кольцевые на стыке двух труб или круговые для присоединения фланца), и после этого приступать к созданию.
Изготовление вращателя
Для создания самодельного вращателя с роликовой частью потребуются:
- электродвигатель;
- металлическая плита-основание;
- редуктор;
- тиристорный регулятор;
- ролики;
- органы управления.
Мотор может быть с различными параметрами, главное чтобы он работал от 220 V на переменном токе. Мощность 1200 Вт или 3000 Вт значения не имеет, поскольку его обороты будут все равно слишком велики для ведения сварки. Но чем выше значение мощности, тем больше это устройство будет потреблять электроэнергии, что невыгодно при долгих работах.
Для уменьшения скорости вращения в схему устанавливают редуктор. Можно подобрать сразу модель, которая принимает обороты двигателя, а за счет шестеренок разного диаметра, выдает скорость вращения, приемлемую для сварки. Если же это невозможно, то стоит использовать дополнительный редуктор. В случаях работы с трубами одного и того же диаметра, этого будет достаточно. Но если величина изделий не постоянна, то стоит сделать изменение вращения плавным с помощью тиристорного регулятора.
В качестве основания подойдет лист металла 5-10 мм толщиной. Под ролики следует изготовить П-образные «уши», крепящиеся к основанию болтом. В плите стоит сделать прорези, позволяющие менять расстояние между роликами. Это даст работать с трубами разных диаметров. Крутящий момент передается на ось одного из роликов, что приводит в движение и находящуюся на нем конструкцию.
Для управления можно вывести кнопку на проводе, которую сварщик будет держать в руке и нажимать во время начала сварки. Альтернативным вариантом является установка педали на полу, наступая на которую будет запускаться механизм.
Использование вращателя для сварки позволяет повысить производительность и улучшает рабочие условия сварщика. Положительно это влияет и на качество соединения. А изготовления такого приспособления самостоятельно еще и экономит средства.
Сварочный вращатель
Здравствуйте! Меня зовут Евгений. Давно хотел сделать вращатель, но всё руки не доходили и тут конкурс.
Был создан проект.
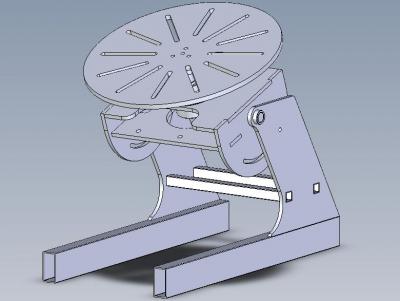
Вырезан в металле.

Начало сборки. Эл. двигатель 120 Вт. 1350 об. мин., редуктор 1/120, ступица от "девятки"


Выточил детали для ступичного узла.


В ходе испытаний выяснилось, что редукции 1/120 не хватает. На частоте 50Гц, 12 об. мин. на 15Гц, 2 об. мин.
Было решено ставить еще один промежуточный редуктор. За базу был взят рем. комплект редукторного стартёра.
Были изготовлены корпус, валы и шайбы. Втулки заменены на подшипники.


Реализация щёточного узла.


Изготовление щита управления.





И вот собственно сам готовый вращатель. Планшайба может принимать как горизонтальное так и вертикальное положение.
Реализован реверс, регулировка частоты вращения. Эл. двигатель полностью изолирован от рамы вращателя.




Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года.
Привод для вращения трубы
Сварочные роликовые вращатели

Сварочные роликовые вращатели (опоры) используются для установки цилиндрических изделий в удобное для сварки положение, а также для вращения изделий со сварочной скоростью при полуавтоматической и автоматической сварке внутренних и наружных кольцевых швов под флюсом, в среде защитных газов и при наплавочных работах.
Сварочные роликовые опоры состоят из секций. В комплекте вращателя их может быть две и более. Конструктивно каждая секция представляет собой сварную конструкцию на которой устанавливаются блоки роликоопор.
Секции подразделяются по возможности перемещения на:
— стационарные
— передвижные
по наличию привода на:
— приводные
— неприводные (холостые)
по конструкции роликоопор на:
— с одинарными роликами
— самонастраивающиеся (балансирные, самоустанавливающиеся)
При необходимости перемещения секцию устанавливают на тележку, способную перемещаться по рельсам (рельсовую тележку). Секции могут перемещаться как вручную, так с помощью электропривода. Такое решение облегчает манипуляции роликовыми опорами при стыковке обечаек.
Для вращения роликов, как правило, используется частотно регулируемый привод, состоящий из электродвигателя переменного тока и частотного преобразователя, обеспечивающего плавную бесступенчатую регулировку скорости вращения. Однако в тех случаях, когда требуется высокая мощность в широком диапазоне скоростей, устанавливается двигатель постоянного тока с широтно-импульсным модулятором (преобразователем). Следует иметь в виду, что использование электродвигателей постоянного тока ведёт к значительному удорожанию оборудования.
Обычно на приводной секции оба ролика являются приводными, однако встречаются бюджетные варианты с одним приводным роликом. Такая экономия негативно сказывается на качестве сварки: может снизиться равномерность вращения обечайки, а также увеличиться её смещение вдоль продольной оси.
Для обеспечения автоматических процессов на сварочных роликовых вращателях предусматривается возможность их сопряжения со сварочным оборудованием.
Для вращения длинномерных деталей возможна синхронизация вращения нескольких приводных секций.
При работе с изделиями близких диаметров или с тонкостенными обечайками опоры только на пару роликов может быть недостаточно. В этом случае эффективно использование самонастраивающихся (самоустанавливающихся) сварочных роликоопор (роликовых сварочных вращателей). Охват обечайки четырьмя роликами не только равномерно распределяет усилия, но и облегчает стыковку обечаек.
По типу покрытия и конструкции роликов сварочные роликовые вращатели бывают:
– с металлическими роликами – эти ролики применяются на вращателях большой грузоподъемности (более 100 т), а также при использовании сварочной технологии, предусматривающей нагрев поверхности обечаек
– комбинированными роликами, которые в целях улучшения сцепления с вращаемой деталью состоят из одного центрального обрезиненного диска, покрытого слоем специально резины и двух боковых стальных дисков меньшего диаметр. При нагрузке резина проминается, и изделие ложится на стальные диски
– с покрытыми роликами – специальная резина или полиуретан. В настоящее время все большее распространение получает полиуретановое покрытие, отличающееся высокой прочностью и хорошим сцеплением.
При подборе сварочных роликовых вращателей необходимо учитывать характеристики свариваемого изделия (массу обечаек и всего изделия, характер материала, толщину стенки, наличие выступающих элементов (патрубки, ниппели и др.), а также технологию сварки.
Возможно Вас заинтересуют следующие позиции:
Трубные вращатели
Трубные вращатели используются для зажима и вращения труб при сборке и сварке трубных деталей и узлов в цеховых и монтажных условиях. При оснащении вращателей сварочными системами и управляющими PLC контроллерами, они могут расматриваться какк автоматические сварочные системы.
Отдельные модели трубных вращателей позволяют наклонять свариваемые изделия для обеспечения наиболее оптимального положения для сварки.
Специализированные трубные вращатели обладают следующими преимуществами:
• позволяют зажимать трубы в широком диапазоне диаметров;
• отдельный привод вращения обеспечивает плавную регулировку скорости вращения трубы;
• быстро и точно центруют две трубы и зажимают их без каких-либо дополнительных приспособлений -роль наружного центратора выполняют сами зажимные ролики;
• обеспечивают высокую точность стыковки труб;
• позволяют собирать и сваривать трубные узлы типа: отвод+труба+отвод, отвод+труба+тройник, фланец+труба+отвод и др.;
Трубные вращатели могут оснащаться программируемыми системами колебания горелки (осциляторами), а также комплектоваться сварочными системами как китайского производства, так и ведущих мировых производителей: ESAB, Miller, Lincoln Electric.
Стенды для сварки трубных изделий на базе трубных вращателей
Для сварки лёгких трубных узлов (сварка трубных узлов) могут применяться трубные вращатели прижимного типа. Конструкция ряда из них позволяет использовать трубный вращатель в качестве внешнего центратора и производить сборку, прихватку и сварку, не переустанавливая деталь.
(Трубный вращатель прижимного типа для труб d 50-610 мм грузоподъемностью 5 т, интегрированный с блоком управления сварочным оборудованием)
Сварочный позиционер. Механическая часть.

Хочу поделиться полезной самоделкой облегчающей сварочные работы.
Не скажу что без неё нельзя обойтись, просто с ней удобнее, качественнее и красивей))
Давно хотел сделать, но руки дошли только сейчас. Делал из тех железок что были в гараже, купил только несколько болтиков. Сражу скажу что будет продолжение, изготовлю трехкулачковый патрон, установлю привод и узел токоснимателя на шпиндель, чтобы не сжечь подшипники. Делал в сумме 4 дня, без чертежей, сплошная импровизация )))












Tags: Сварочный позиционер, Сварочный вращатель, TIG, оснастка сварочная.
Comments 38

Как будет решена проблема надёжной массы на деталь?

Обязательно покажу, концептуально уже придумал, осталось реализовать в металле, будет угольная щетка бегать по медному диску.

У меня медная по стали вполне нормально работает)
одна или две? какие токи? какой диаметр?
Один, 16мм диаметр, ток 100А.

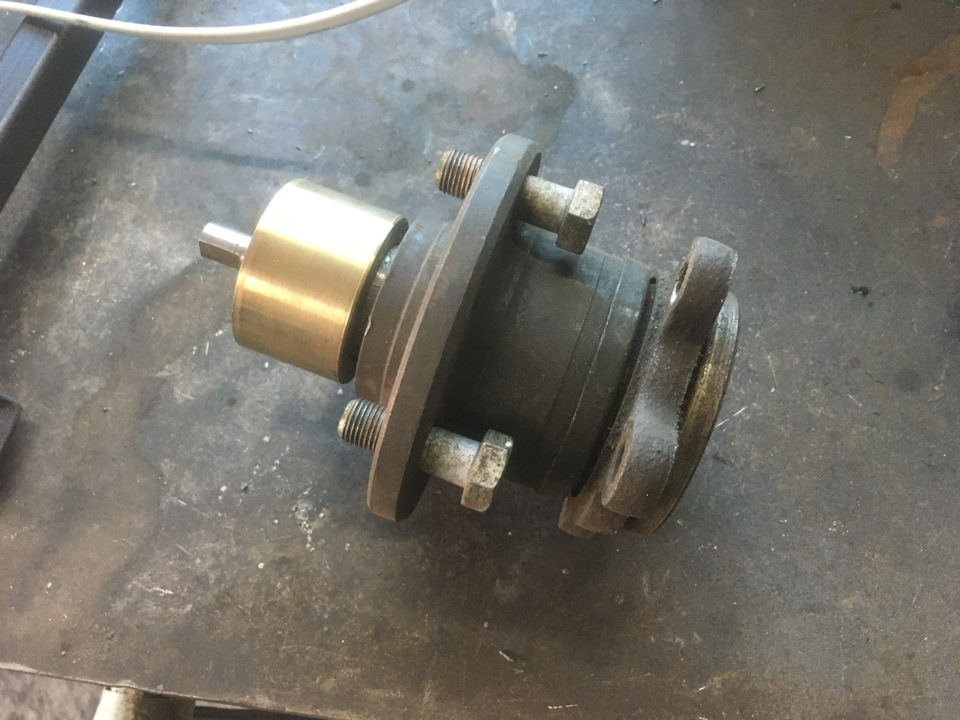
Спасибо. Я пока патроном занимаюсь, решил его сильно облегчить, взял патрон на 200мм и "немного" проточил )) срезал полностью узел сателлитов. На фотографии то что было и то что осталось ))

У меня на 400 патрон и без облегчения)

Тоже могу похвастаться, да чё уж там, пусть люди облизнуться.
Надоело крутить ручку на кофемолке жерновной, валялся много лет (не 35 конечно, 20-ть, примерно) привод к чему то, обрезал с корпуса лишнее, заклинил две планетарки из четырёх, приколхозил кнопочку в крышку двигателя, сделал переходник на шестигранник кофемолки, блок питания на 24 вольта получился от струйного принтера. Фсё, теперь крутицца не руками и быстрее намного. У владельцев таких кофемолок сейчас потекут слюни, особенно если под джезву молоть=)
Самое главное, такого нет даже у кетайцеф на али!
Читайте также: