Вращатели сварочные горизонтальные двухстоечные
Обновлено: 18.05.2024
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1994 г.
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
|---|---|
| Республика Азербайджан | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Белоруссия | Белстандарт |
| Республика Грузия | Грузиягосстандарт |
| Республика Казахстан | Казгосстандарт |
| Республика Киргизстан | Киргизстандарт |
| Республика Молдова | Молдовастандарт |
| Республика Узбекистан | Узгосстандарт |
| Российская Федерация | Госстандарт России |
| Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 марта 1996 г. № 222 межгосударственный стандарт ГОСТ 19140-94 введен в действие в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 19140-84
5 ПЕРЕИЗДАНИЕ. Сентябрь 2006 г.
Дата введения 1996-07-01
1. Область применения
Настоящий стандарт распространяется на горизонтальные двухстоечные вращатели общего применения (далее - вращатели), предназначенные для вращения свариваемого изделия со сварочной скоростью при механизированной и ручной дуговой сварке кольцевых швов, а также для установки изделия на маршевой скорости в удобное для сварки положение.
Стандарт не распространяется на вращатели с программным управлением.
Все требования настоящего стандарта являются обязательными.
2. Определения
В настоящем стандарте применяют следующие термины.
Маршевая скорость - скорость, при которой производится установка свариваемого изделия в удобное для сварки положение.
Максимальная сварочная скорость - линейная скорость сварки при наибольшей частоте вращения, значения которой даны в таблице 1.
3. Типы
Вращатели следует изготовлять следующих типов:
1 - обеспечивающие вращение свариваемого изделия вокруг горизонтальной оси со сварочной и маршевой скоростями;
2 - обеспечивающие поворот свариваемого изделия вокруг горизонтальной оси с маршевой скоростью.
4. Основные параметры и размеры
Основные параметры и размеры вращателей должны соответствовать значениям, указанным на рисунке 1 и в таблице 1.
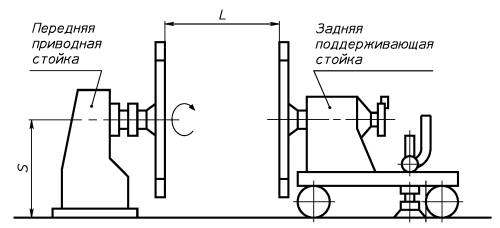
Примечания
- Рисунок не определяет конструкцию вращателя.
- Размер L определяет заказчик в зависимости от длины свариваемого изделия.
| Наибольшая грузоподъемность, кг | Наибольший крутящий момент на оси вращения планшайбы, Нм | Высота от нижней плоскости основания вращателя до оси вращения шпинделя S, мм, не менее | Наибольшая частота вращения планшайбы, об/мин | Пределы отклонения сварочной частоты вращения, % | Номинальная сила сварочного тока, А | |
|---|---|---|---|---|---|---|
| для вращателей | ||||||
| нормальной точности | повышенной точности | |||||
| 125 | 6,3; 12,5 | 500; 630 | 6,30; 12,50; 25,00 | ± 3,0 | ± 0,8 | 500 |
| 250 | 25; 63 | 630; 800 | 5,00; 8,00 | ± 3,0 | ± 0,8 | 500 |
| 500 | 63; 160; 200 | 800; 1000 | 4,00; 6,30 | ± 3,5 | ± 1,0 | 630 |
| 800 | 200; 400; 630 | 3,15; 5,00 | ± 4,0 | ± 1,0 | 1000 | |
| 2000 | 630; 1000; 1600 | 1000; 1250 | 2,50; 3,15 | ± 4,0 | ± 1,2 | 1000 |
| 4000 | 2500; 4000 | 2,00; 2,50 | ± 4,0 | ± 1,2 | 1250 | |
| 6300 | 4000; 6300 | 1250; 1600 | 1,80; 2,00 | ± 4,5 | ± 1,2 | 1250 |
| 12500 | 8000; 12500 | 1,50; 1,80 | ± 4,5 | ± 1,3 | 1600 | |
| 16000 | 12500; 16000 | 1600; 2000 | 1,25; 1,50 | ± 5,0 | ± 1,3 | 1600 |
| 25000 | 31500; 50000 | 1,00; 1,25 | ± 5,0 | ± 1,4 | 2000 | |
| 50000 | 80000; 100000 | 2000; 2500 | 0,63; 0,80 | ± 6,0 | ± 1,5 | 2000 |
- Допускается увеличение наибольшего крутящего момента на оси вращения планшайбы не более чем на 5% установленных значений.
- Пределы отклонения сварочной частоты вращения даны для наибольшей частоты вращения при номинальном напряжении в сети.
- Значения маршевой скорости соответствуют значениям максимальной сварочной скорости.
5. Требования к конструкции
5.1 Соотношение между массой свариваемого изделия и вспомогательных устройств, устанавливаемых на вращателе, и допускаемым смещением их центра масс относительно оси вращения, а также допускаемое нагружение на одну стойку должны быть указаны в руководстве по эксплуатации вращателя.
5.2 Отношение наибольшей сварочной частоты вращения планшайбы к наименьшей должно соответствовать одному из следующих значений: 10, 20, 50, 100, 200, 500, 1000, 2000.
Содержание
© 2007–2022 ООО «Алькор». Все права защищены. Политика конфиденциальности
Копирование материалов сайта без согласия владельца будет преследоваться
согласно законодательству
Заказать оборудование для строительства и ремонта трубопроводов можно с доставкой в любой регион России и СНГ. Мы имеем опыт организации поставок в следующие города — Алматы, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Воронеж, Владивосток, Владимир, Волгоград, Вологда, Екатеринбург, Иваново, Ижевск, Казань, Калининград, Калуга, Кемерово, Киев, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Минск, Москва, Мурманск, Набережные Челны, Новокузнецк, Новосибирск, Нижний Новгород, Омск, Оренбург, Пенза, Пермь, Петрозаводск, Псков, Ростов-на-Дону, Рязань, Самара, Санкт-Петербург, Саранск, Саратов, Смоленск, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Чебоксары, Челябинск, Ярославль и др.
ГОСТ 19140-94 — Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
Текст ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ВРАЩАТЕЛИ СВАРОЧНЫЕ ГОРИЗОНТАЛЬНЫЕ ДВУХСТОЕЧНЫЕ
Типы, основные параметры и размеры
МЕЖГОСУДАРСТВЕННЫЙ совет ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
1 РАЗРАБОТАН Украинским конструкторско-технологическим институтом сварочного производства (УкрИСП)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
Наименование национального органа по стандартизации
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 марта 1996 г. № 222 межгосударственный стандарт ГОСТ 19140—94 введен в действие в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
© ИПК Издательство стандартов, 1996 © Стандартинформ, 2006
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Федерального агентства по техническому регулированию и метрологии
ВРАЩАТЕЛИ СВАРОЧНЫЕ ГОРИЗОНТАЛЬНЫЕ ДВУХСТОЕЧНЫЕ
Типы, основные параметры и размеры
Horizontal two-pillar welding turners.
Types, basic parameters and dimensions
Дата введения 1996—07—01
1 Область применения
Настоящий стандарт распространяется на горизонтальные двухстоечные вращатели общего применения (далее — вращатели), предназначенные для вращения свариваемого изделия со сварочной скоростью при механизированной и ручной дуговой сварке кольцевых швов, а также для установки изделия на маршевой скорости в удобное для сварки положение.
2 Определения
Маршевая скорость — скорость, при которой производится установка свариваемого изделия в удобное для сварки положение.
Максимальная сварочная скорость — линейная скорость сварки при наибольшей частоте вращения, значения которой даны в таблице 1.
3 Типы
1 — обеспечивающие вращение свариваемого изделия вокруг горизонтальной оси со сварочной и маршевой скоростями;
2 — обеспечивающие поворот свариваемого изделия вокруг горизонтальной оси с маршевой скоростью.
4 Основные параметры и размеры

1 Рисунок не определяет конструкцию вращателя.
2 Размер L определяет заказчик в зависимости от длины свариваемого изделия.
Наибольшая грузоподъемность, кг
Наибольший крутящий момент на оси вращения планшайбы, Нм
Высота от нижней плоскости основания вращателя до оси вращения шпинделя S, мм, не менее
Наибольшая частота вращения планшайбы, об/мин
Пределы отклонения сварочной частоты вращения, %
сварочного тока, А
1 Допускается увеличение наибольшего крутящего момента на оси вращения планшайбы не более чем на 5% установленных значений.
2 Пределы отклонения сварочной частоты вращения даны для наибольшей частоты вращения при номинальном напряжении в сети.
3 Значения маршевой скорости соответствуют значениям максимальной сварочной скорости.
5 Требования к конструкции
УДК 621.791.75.039:006.354 МКС 25.160.30 Г26 ОКП 38 6212
Ключевые слова: горизонтальные двухстоечные вращатели, сварочная скорость, механизированная сварка, ручная дуговая сварка, маршевая скорость, типы, основные параметры, размеры, передняя приводная стойка, задняя поддерживающая стойка, наибольшая грузоподъемность, наибольший крутящий момент, наибольшая частота вращения планшайбы, пределы отклонения сварочной частоты вращения
Редактор Т.А. Леонова Технический редактор Н. С. Гришанова Корректор В.Е. Нестерова Компьютерная верстка Л.А. Круговой
Подписано в печать 24.10.2006. Формат 60 х 84 ^. Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 0,93. Уч.-изд. л. 0,35. Тираж 84 экз. Зак. 755. С 3402.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., 4.
Набрано во ФГУП «Стандартинформ» на ПЭВМ.
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
Превью ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
Текст ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
ТЕРМИНОЛОГИЯ, КЛАССИФИКАЦИЯ И ОБОРУДОВАНИЕ
ОТ ИЗ ДА ТЕЛЬСТВА
Сборник „Сварка, пайка и термическая резка металлов. Терминология, классификация и оборудование” часть 1 содержит стандарты, утвержденные до 1 мая 1990 г. В стандарты внесены все изменения, принятые до указанного срока. Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячно информационном указателе „Государственные стандарты СССР”.
© Издательство стандартов, 1990
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВРАЩАТЕЛИ СВАРОЧНЫЕ ГОРИЗОНТАЛЬНЫЕ ГОСТ
1. Настоящий стандарт распространяется на горизонтальные двухстоечные вращатели общего применения (далее — вращатели) , предназначенные для автоматической, полуавтоматической и ручной дуговой сварки.
2. Вращатели должны изготовлять типов:
1 — обеспечивающие вращение свариваемого изделия вокруг горизонтальной оси со сварочной и маршевой скоростью;
3. Основные параметры и размеры вращателей должны соответствовать значениям, указанным в таблице.
I Наибольший крутящий момент на оси вращения планшайбы, Н * м
' Наибольшая сварочная частота
, вращения планшайбы, об/мин
; сварой 1 - 1 ! ног о •
Высота от нижней плоскости основания вращателя до оси вращения шпинделя, мм
63000,0; 80000,0; J
1. Допускается увеличение наибольшего
планшайбы на 5 % установленных значений.
2. Допускается отклонение наибольшей сварочной частоты вращения планшайбы и высоты от нижней плоскости основания вращателя до оси вращения шпинделя в пределах ±5 %.
2.3. (Измененная редакция, Изм. № 1).
4. (Исключен, Изм. № 1).
5. Соотношение между массой свариваемого изделия и вспомогательных устройств, устанавливаемых на вращателе, и допускаемым смещением их центра масс относительно оси вращения, а также допускаемое нагружение на одну стойку должны быть указаны в инструкции по эксплуатации вращателя.
(Измененная редакция, Изм. № 1).
6. Отношение наибольшей сварочной частоты вращения планшайбы к наименьшей должно соответствовать одному из следующих значений: 10, 20, 50,100, 500, 1000, 2000.
(Введен дополнительно, Изм. № 1).
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Б.М. Шпаков (руководитель темы), Ю.А. Болелов, М.А. ШихМан, Н.М. Кононученко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.07.84 № 2641
3. Срок проверки — 1993 г.
4. Взамен ГОСТ 19140—78
5. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в апреле 1989 г. (ИУС 7-89)
6. Проверен в 1989 г. Срок действия продлен до 01.07.95 (Постановление Госстандарта СССР от 01.09.89 № 2681)
ТЕРМИНОЛОГИЯ И КЛАССИФИКАЦИЯ
ГОСТ 2601—84 Сварка металлов. Термины и определения основных
(СТ СЭВ 5277-85) понятий
ГОСТ 17325—79 Пайка и лужение. Основные термины и определения
ГОСТ 19521-74 Сварка металлов. Классификация .
ГОСТ 17349—79 Пайка. Классификация способов
ГОСТ 19248—73 Припои. Классификация
ГОСТ 19250—73 Флюсы паяльные. Классификация
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ДУГОВОЙ СВАРКИ
ГОСТ 10594—80 Оборудование для дуговой, контактной, ультразву-
(СТ СЭВ 3234—81) ковой сварки и для плазменной обработки. Ряды
ГОСТ 8213—75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 18130—79 Полуавтоматы для дуговой сварки плавящимся
электродом. Общие технические условия
ГОСТ 7237—82 Преобразователи сварочные. Общие технические
ГОСТ 7012—77 Трансформаторы, однофазные однопостовые для
автоматической дуговой сварки под флюсом. Общие технические условия
ГОСТ 304—82 Генераторы сварочне. Общие технические условия . .
ГОСТ 14651—78 Электрододержатели для ручной дуговой сварки.
(СТ СЭВ 6305 —88) Технические условия. •
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ КОНТАКТНОЙ СВАРКИ
ГОСТ 297—80 Машины контактные. Общие технические усло-
МЕХАНИЧЕСКОЕ И СВАРОЧНОЕ ОБОРУДОВАНИЕ
ГОСТ 21694—82 Оборудование сварочное механическое. Общие технические условия
ГОСТ 19140—84 Вращатели сварочные горизонтальные двухстоечные.
ГОСТ 19141—84 Вращатели сварочные вертикальные. Типы, основные
параметры и размеры
ГОСТ 19143—84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 26408—85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛОВ
ГОСТ 8856—72 Аппаратура для газопламенной обработки. Давление горючих газов
Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество по
Машины для термической резки металлов. Типы, основные параметры и размеры
Горелки однопламенные универсальные для ацетиле-но-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические
Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования .
Аппаратура для плазменно-дуговой резки металлов.
Типы и основные параметры
Резаки ручные воздушно-дуговые. Типы и основные параметры
СВАРКА ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ.
Терминология, классификация и оборудование.
Редактор Р. Г. Говердовская
Технический редактор О. Ю. Захарова
Корректор В. Ф. Малютина
Сдано в набор 30.06.9(Х. Подписано в печать 07.08.90. Формат 60Х90 1 Д6. Бумага офс. № 2. Гарнитура Сенчури. Печать офсетная. 18,0 усл. печ. л., 18,25 усл. кр.-оттм
18,47 уч.-изд. л. Тираж 40 000 экз. Изд. N* 144/2 Зак. Цена 3 Р- 70 к.
Ордена „Знак Почета” Издательство стандартов, 123840, Москва, ГСП, Новопресненский пер., № 3.
Набрано в Издательстве стандартов на НПУ
Калужская типография стандартов. Калуга, ул. Московская, 256.
Превью ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
Текст ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 28920—95
ВРАЩАТЕЛИ СВАРОЧНЫЕ РОЛИКОВЫЕ
1 РАЗРАБОТАН Украинским конструкторско-технологическим институтом сварочного производства (УкрИСП) (МТК 72)
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 26 апреля 1995 г. (протокол № 7 МГС)
Госстандарт Республики Казахстан
Таджикский государственный центр по стандартизации, метрологии и сертификации
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 апреля 1996 г. № 244 межгосударственный стандарт ГОСТ 28920—95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 28920-91
© ИПК Издательство стандартов, 1996
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
ВРАЩАТЕЛИ СВАРОЧНЫЕ РОЛИКОВЫЕ
Roller welding turners.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на роликовые вращатели общего применения (далее — вращатели), предназначенные для вращения цилиндрических изделий со сварочной скоростью при механизированной и автоматизированной сварке кольцевых швов, а также для установки изделий на маршевой скорости в положение, удобное для ручной и механизированной сварки.
Требования настоящего стандарта являются обязательными.
2 НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 5883—89 Шины массивные резиновые. Технические условия
3 ТИПЫ И ИСПОЛНЕНИЯ
3.1 Вращатели следует изготовлять следующих типов:
1 — обеспечивающие вращение свариваемого изделия со сварочной и маршевой скоростями;
2 — обеспечивающие вращение свариваемого изделия с маршевой скоростью.
3.2 Вращатели должны состоять из секций роликоопор (далее — секций).
3.3 Секции следует изготовлять исполнений:
по наличию перемещений:
по наличию привода:
по конструкции роликоопор:
- с одинарными роликами;
- с балансирными (самоустанавливающимися) роликами.
4 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Основные параметры и размеры вращателей должны соответствовать значениям, указанным в таблице 1.
5 ТРЕБОВАНИЯ К КОНСТРУКЦИИ
5.1 Отношение наибольшей сварочной скорости к наименьшей должно соответствовать одному из следующих значений: 10, 20, 50, 100, 200.
5.2 Размеры и технические характеристики массивных резиновых шин для роликоопор — по ГОСТ 5883.
Наибольшая грузоподъемность одной секции, кг
Наибольшая грузоподъемность вращателя, кг
Наибольшая сварочная скорость (окружная скорость ролика), м/ч, не менее
Диаметр свариваемого изделия, мм
Номи-нальная сила сварочного тока, А
Наибольшая сварочная ско-
(окруж-ная скорость ролика), м/ч, не менее
нальная сvina сварочного |
! Допускается отклонение наибольшего тягового усилия на роликах от минус 5 до плюс 10 % включительно.
2 Пределы отклонения сварочной частоты вращения даны для наибольшей частоты вращения при нормальном напряжении.
4 Наименьший и наибольшей диаметры свариваемого изделия определяют макси-
мальное и минимальное расстояния между роликоопорами _______
УДК 621.791:006.354 ОКС 25.160.30 Г26 ОКП 38 6216
Ключевые слова: роликовые вращатели; маршевая скорость; секции роликоопор: стационарная, передвижная, приводная, неприводная; типы; основные параметры; одинарные ролики; балансирные ролики
Редактор Л.В. Афанасенко Технический редактор О. Я. Власова Корректор Р.А. Ментоеа Компьютерная верстка В. И. Грищенко
Изд. лиц. №021007 от 10.08.95. Сдано в набор 24.07.96. Подписано в печать 14.10.96.
Читайте также: