Вторичное напряжение сварочного трансформатора
Обновлено: 28.09.2024
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного - сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор - обозначается следующим образом:
ТДМ-317, где:
Т - трансформатор;
Д - для дуговой сварки;
М - механическое регулирование;
31 - номинальный ток 310 А;
7 - модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор (рис. 22) имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока - 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А. Диапазоны тока переключают выведенной на крышку рукояткой.
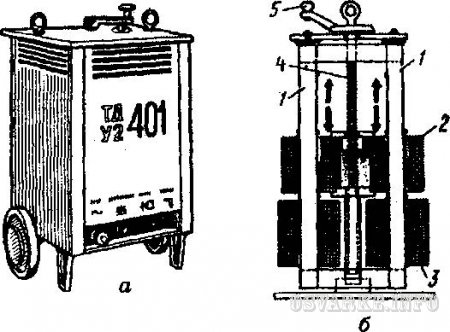
Рис. 22. Сварочный трансформатор:
а - внешний вид; б - схема регулирования сварочного тока
Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую.
Источник питания для ручной дуговой сварки имеет падающую вольт-амперную характеристику.
Напряжение холостого хода источника питания - напряжение на выходных клеммах при разомкнутой сварочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Вопрос 2. Способы заполнения шва по сечению.
По способу заполнения по сечению швы:
• однопроходные, однослойные (рис. 23, а);
• многопроходные многослойные (рис. 23, б);
• многослойные (рис. 23, в).

Рис. 23. Сварные швы по заполнению сечения шва
Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Если некоторые из слоев выполняют за несколько проходов, то шов многопроходный.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные - в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняют:
• двойным слоем;
• каскадом;
• блоками;
• горкой.
В основу всех этих способов положен принцип обратно-ступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200-400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15-20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20-25 мм и более для предотвращения трещин применяют сварку:
• каскадом;
• блоками;
• поперечной горкой.
Заполнение многослойного шва для сварки горкой и каскадом производится по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью, и трещин не образуется. Длина ступени при каскадной сварке равна 200-400 мм (рис. 24, а).
При сварке блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями (рис. 24, б).
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающихся (низкоуглеродистых) сталей - лучше выполнить сварку каскадом.
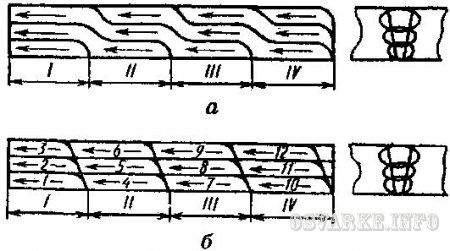
Рис. 24. Заполнение шва по сечению:
а - каскадом; б – блоками
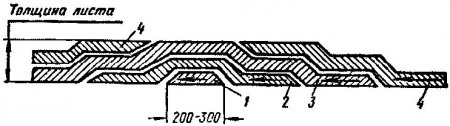
Рис. 25. Сварка горкой
Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной горки короткими швами. Каскадный метод является разновидностью метода горки.
При сварке методом горки (рис. 25) на участке 200-300 мм накладывают первый слой, после очистки его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200-300 мм, производят наплавку третьего слоя и т. д.
3. Задача. Объясните влияние серы и фосфора на качество сварного шва.
Сера и фосфор являются вредными примесями стали и чугуна. Их избыточное количество вызывает образование трещин в сварном шве. Сера вызывает трещины в горячем состоянии шва (явление красноломкости), фосфор - в холодном (явление хладноломкости).
Уважаемый посетитель, Вы прочитали статью "Билет № 8", которая опубликована в категории "Итоговая аттестация". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Большая Энциклопедия Нефти и Газа
Так как сварочные электроды соединены со вторичной обмоткой сварочного трансформатора , то при сварке в целом цепь замкнута. Наибольшая плотность тока достигается на месте соприкосновения острия подвижного верхнего электрода с никелевой лентой и корпусом элемента. В этом месте возникает большая температура и происходит местное оплавление поверхности свариваемых деталей. [31]
Так как сварочные электроды соединены со вторичной обмоткой сварочного трансформатора , то в целом цепь замкнута. Наибольшая плотность тока достигается на месте соприкосновения острия подвижного верхнего электрода с никелевой лентой и корпусом элемента. В этом месте возникает большая температура и происходит местное оплавление поверхности свариваемых деталей. Как только образовались участки расплавленного металла, поверхность соприкосновения сварочного электрода и свариваемых деталей увеличивается, плотность тока снижается, количество выделяющегося тепла уменьшается, температура снижает - - ся, а расплавленный металл затвердевает, образуя точечный сварной контакт. [33]
Сварочная цепь состоит из включенных последовательно: вторичной обмотки сварочного трансформатора , спариваемой детали - и электрододер-жателя. [34]
Корпус сварочного агрегата, а также зажим вторичной обмотки сварочного трансформатора , к которому присоединяется обратный провод от свариваемой детали, обязательно заземляют. Сварочный агрегат и его аппаратуру осматривают и производят чистку не реже 1 раза в месяц. Текущий и капитальный ремонты сварочного оборудования выполняют в сроки, устанавливаемые главным энергетиком предприятия. [35]
Корпус сварочного агрегата, а также зажим вторичной обмотки сварочного трансформатора , к которому присоединяется обратный провод от свариваемой детали, обязательно заземляют. Сварочный агрегат и его аппаратуру осматривают и производят, чистку не реже 1 раза в месяц; текущий и капитальный ремонты сварочного оборудования выполняют в сроки, устанавливаемые главным энергетиком предприятия. [36]
Для получения повышенного напряжения холостого хода катушки вторичной обмотки нормального сварочного трансформатора можно перевести с параллельного включения на последовательное. [38]
При стыковой сварке ток, протекающий во вторичной обмотке сварочного трансформатора , проходит и через изделия, включенные во вторичную обмотку ( фиг. [39]
При этом виде сварки детали подключаются ко вторичной обмотке сварочного трансформатора с по - j мощью специальных держателей. Место соединения деталей нагре-вается током до температуры плавления металлов, при сдавливании деталей образуется сварной шов. Для получения высокого качества сварного шва необходим одинаковый нагрев обеих деталей в месте соединения. Площади поперечных сечений деталей в этом месте должны быть одинаковыми. Сварка встык применяется для соединения трубчатых деталей и стержней. [40]
Для дальнейшего расчета необходимо задаться напряжением на вторичной обмотке сварочного трансформатора t / 2 или сопротивлением сварочного трансформатора при коротком замыкании. Исходя из практического опыта ЭКСО, вторичное напряжение U2 выбирают в пределах от 5 до 8 В. [41]
Установка действует по следующей схеме: один конец вторичной обмотки сварочного трансформатора присоединяют к пистолету, а другой - к щиту. При нажиме электродам пистолета на привариваемую скобку, лежащую на стальной панели щита, вторичная обмотка трансформатора закорачивается и свариваемые поверхности нагреваются до состояния сварки. [43]
Режим контактной стыковой сварки сопротивлением определяется напряжением на вторичной обмотке сварочного трансформатора , установочной длиной деталей, припусками на нагрев и осадку и усилиями сжатия деталей в осевом направлении. Команды на изменение усилия сжатия при переходе от нагрева к осадке и выключение тока подаются от конечных выключателей, устанавливаемых по ходу движения подвижного зажима машины, или реле времени. Перечисленные параметры легко поддаются контролю с использованием стандартных измерительных средств. [44]
К корпусу подвижной и неподвижной частей головки подключены шины вторичной обмотки сварочного трансформатора . Чтобы предотвратить замыкание сварочного контура через элементы головки, ее подвижная часть, несущая вывод вторичной обмотки и контактную колодку, электрически изолирована от остальной части машины. [45]
Напряжение - холостой ход - сварочный трансформатор
Напряжение холостого хода сварочного трансформатора снижается при отключении электрододержа-теля от сварочного трансформатора и подаче на электрод от трансформатора питания дежурного напряжения не более 12 В. [1]
Напряжение холостого хода сварочного трансформатора снижается при отключении электрододержателя от сварочного трансформатора и подаче на электрод от трансформатора питания дежурного напряжения не более 12 В. [2]
Напряжение холостого хода сварочного трансформатора и генератора для ручной сварки не должно превышать 75 - 8О В. [3]
Для проверки напряжения холостого хода сварочного трансформатора нажимают кнопку Сх Стоп 1, а затем кнопку ПА Пуск автомата, которая через реле ПР включает линейный контактор / СЛ, подключающий сварочный трансформатор к силовой сети. Нажатая кнопка Сг предотвращает включение при помощи реле РДК цепей опускания электродов и регулятора силы тока в изделии. Отключение нужно производить следующим образом. Сначала отпускают кнопку ПА и только затем кнопку d - Иначе возбудится дуговой процесс и начнется сварка. [4]
Блок снижения напряжения холостого хода сварочных трансформаторов БСНТ-08У2 предназначен для повышения электробезопасности при дуговой сварке штучными электродами, резке и наплавке металлов от однофазных сварочных трансформаторов. [6]
Устройство снижения напряжения холостого хода сварочных трансформаторов УСНТ-06У2 , разработанное ВНИИЭСО и выпускаемое Симферопольским электромашиностроительным заводом, служит для повышения электробезопасности при сварке, резке и наплавке металлов от однофазных сварочных трансформаторов. [7]
Устройство снижения напряжения холостого хода сварочных трансформаторов УСНТ-06У2 , разработанное ВНИИЭСО и выпускаемое Симферопольским электромашиностроительным заводом, служит для повышения электробезопасности при сварке, резке и наплавке металлов от однофазных сварочных трансформаторов и рассчитано для работы в открытых помещениях ( под навесом, в кузовах, палатках, кожухах и др.) в условиях умеренного климата при высоте над уровнем моря не более 1000 м, температуре окружающего воздуха от - 45 до 45 С и относительной влажности воздуха не более 80 % при температуре 20 С. [8]
При электросварочных работах напряжение холостого хода сварочных трансформаторов для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической - 80 В. Однако при проведении сварочных работ внутри металлических аппаратов, резервуаров и в особо сырых помещениях, колодцах, тоннелях это напряжение, особенно во время смены электродов, может оказаться опасным. Для защиты сварщика в таких условиях применяют электросварочные установки с электрической блокировкой, обеспечивающей автоматическое включение и выключение цепи или понижение напряжения в цепи до 12 В. [9]
При электросварочных работах напряжение холостого хода сварочного трансформатора для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической 80 В. Однако при проведении сварочных работ внутри металлических аппаратов, резервуаров и в особо сырых помещениях, колодцах, тоннелях это напряжение, особенно во время смены Электродов, может оказаться опасным. [10]
Для предупреждения электротравматизма напряжение холостого хода сварочного трансформатора для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической - 80 В. Напряжение сварочного генератора также установлено не свыше 80 В. Напряжение, проводимое к электродам или зажимам контактной сварки, должно быть не более 36 В. [11]
Величина времени / зависит от напряжения холостого хода сварочного трансформатора . [13]
Устройство УСНТ-06У2 обеспечивает автоматическое понижение напряжения холостого хода сварочного трансформатора до безопасной величины ( не более 12В) за время не более 1 с после обрыва дуги и подачу полного вторичного напряжения трансформатора после кратковременного замыкания электрода на изделие. [14]
Устройство УСНТ-06У2 обеспечивает автоматическое понижение напряжения холостого хода сварочного трансформатора до безопасной величины ( не более 12 В), по истечении времени не более 1 с. [15]
Устройство ограничения напряжения холостого хода сварочного трансформатора
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек - не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом - питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
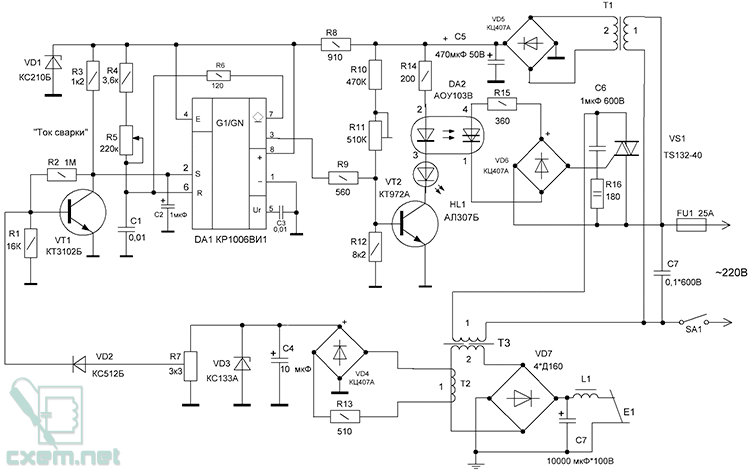
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. "Радио" №8,1984 г. стр.55-56.
Вторичное напряжение сварочного трансформатора
Общие сведения. Промышленный переменный ток в СССР имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60-75 В. При сварке на малых токах (60-100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70-80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 14 приводятся принципиальные схемы трансформаторов с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть 6, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 7, создает действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
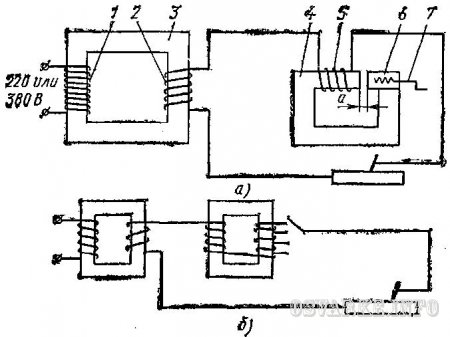
Рис. 14. Принципиальная электрическая схема сварочных трансформаторов с отдельными дросселями:
а - сварочный ток регулируется изменением воздушного зазора, б - сварочный ток регулируется ступенчато передвигающимся контактом
Величину сварочного тока регулируют изменением воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 14, а). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике, в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока - зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока (рис. 14, б) позволяет изменять величину сварочного тока с помощью передвигающегося контакта включением определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя изготовляют неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД. ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
В 1924 г. академиком В.П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 15. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух связанных общим ярмом сердечников - основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
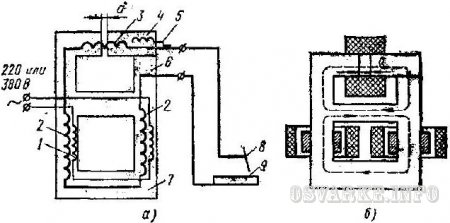
Рис. 15. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная система (б):
1 - первичная обмотка, 2 - вторичная обмотка, 3 - реактивная обмотка, 4 - подвижный пакет магнитопровода, 5 - винтовой механизм с рукояткой, 6 - магнитопровод регулятора, 7 - магнитопровод трансформатора, 8 - электрододержатель, 9 - свариваемое изделие
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4 изменением воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы CTH-500-II и CTH-700-II с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая – при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 16, а, б, показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (cos φ). На рис. 16, в показана принципиальная электрическая схема трансформатора ТД-500, представляющего собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное - диапазон малых токов.
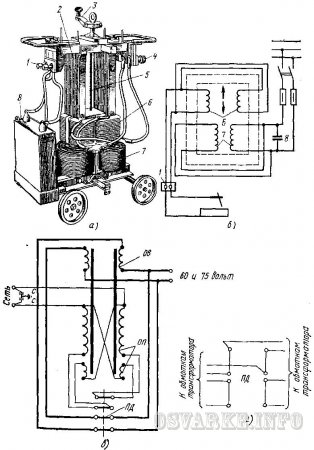
Рис. 16. Сварочные трансформаторы:
а – конструктивная схема трансформатора ТСК-500 (кожух снят), б - его электрическая схема: 1 - сетевые зажимы для проводов, 2 - сердечник (магнитопровод), 3 - рукоятка для регулирования тока, 4 - зажимы для подсоединения сварочных проводов, 5 - ходовой винт, 6 - катушка вторичной обмотки, 7 – катушка первичной обмотки, 8 - компенсирующий конденсатор (стрелками показано перемещение катушек для регулирования тока), в - параллельное соединение обмоток трансформатора ТД-500, г - последовательное соединение обмоток: ОП - первичная обмотка, ОВ - вторичная обмотка, ПД - переключатель диапазона токов, С - защитный фильтр от радиопомех
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить (напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети - 220 или 380 В.
Трансформатор ТД-500 - однофазный стержневого типа состоит из следующих основных узлов: магнитопровода - сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки - подвижные. Диапазоны тока изменяют переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Ток отсчитывают по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила безопасности труда при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно, изолированы. Ток величиной 0,1 А и выше опасен для жизни. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей среды, напряжения между точками соприкосновения, материала пола, на котором стоит человек, и др.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе. Напряжение считается безопасным в сухих помещениях до 36 В, в сырых - до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства – ограничители холостого хода.
1. Для чего служит сварочный трансформатор и как он устроен?
2. Какие системы сварочных трансформаторов существуют и в чем их отличие?
3. Каковы основные правила электротехнической безопасности при эксплуатации сварочных трансформаторов?
Уважаемый посетитель, Вы прочитали статью "Устройство и обслуживание сварочных трансформаторов", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Читайте также: