Выпрямитель сварочный постоянного тока
Обновлено: 19.05.2024
Статья посвящена оборудованию, незаменимому при сварке постоянным током – сварочному выпрямителю. Рассмотрено его устройство, принцип работы, достоинства и недостатки, часто встречающиеся неисправности.
Что такое сварочный выпрямитель
В дуговой сварке используется электрическая дуга, которая возникает между свариваемыми материалами и электродом и служит для их разогрева. Чтобы ее создать, требуется источник электроэнергии.
Таким является сварочный трансформатор, способный обеспечить ток величиной в сотни ампер, который нужен, чтобы нагреть металл до точки плавления. При этом качество шва зависит не только от количества энергии, поступающей в зону сварки, но и от его стабильности.
Этому способствует использование постоянного тока, в связи с чем вместо трансформатора часто применяется другой прибор, называемый сварочным выпрямителем. Он содержит дополнительный узел, задачей которого является преобразование переменного напряжения в постоянное.
Сварочные выпрямители – их устройство и принцип работы
Для работы прибора используется энергия одно- или трехфазной электрической сети переменного напряжения.
Принцип работы сварочного выпрямителя
Прибор представляет из себя преобразователь напряжения и работает следующим образом.
В итоге на выходных проводах появляется постоянное напряжение, прикладываемое между электродом и свариваемыми предметами с целью создания электрической дуги.
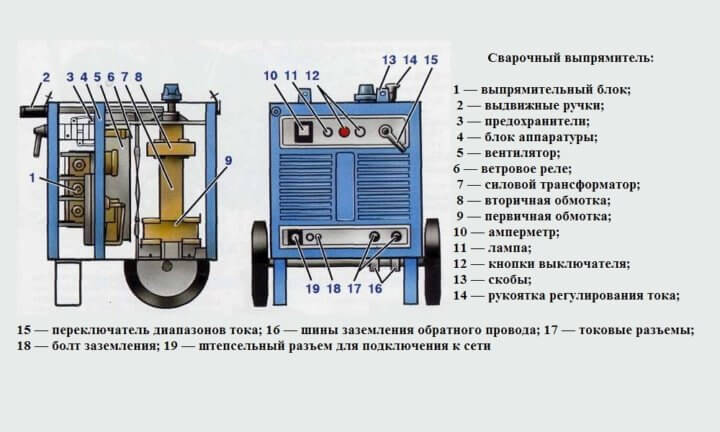
Устройство сварочного выпрямителя
В состав прибора входят следующие блоки:
- трансформатор, понижающий напряжение промышленной сети;
- схема выпрямления;
- фильтр;
- блок регулировок;
- узел индикации;
- система охлаждения;
- выходные провода для подачи напряжения на электрод и свариваемые материалы.

Схема трехфазного сварочного выпрямителя.
1 – трехфазный понижающий трансформатор;
2 –двухполупериодный выпрямитель из шести диодов;
3 – дроссельный фильтр;
4 – дуга между электродом и листом металла.
Применение и назначение сварочного выпрямителя
Простейшее оборудование, которое необходимо для создания электрической дуги, способной расплавить металл – это сварочный трансформатор на одну или три фазы, который понижает напряжение с тем, чтобы имея ту же мощность, быть способным пропустить больший ток.
Однако в этом случае выходной электрический сигнал изменяется по синусоиде, то есть периодически пересекает ось Ох, приобретая в этот момент значение¸ равное нулю, в результате чего дуга гаснет. Поскольку частота сети равна 50 Гц, то такое происходит 100 раз за секунду.

График зависимости напряжения промышленной сети от времени.
При сварке обычных конструкционных сталей это не существенно, однако для таких металлов как легированная или углеродистая сталь, являющихся тугоплавкими, затухание дуги даже на короткий срок недопустимо.
Поэтому для сварки этих сталей необходимо преобразование переменного напряжения в постоянное, способное обеспечить цепь постоянным током. Это достигается при использовании сварочного выпрямителя. Ниже представлены формы напряжения в различных точках прибора.

График напряжения на выходе диодного моста.

График напряжения на выходных клеммах (после фильтра).
Разновидности
В число основных характеристик сварочного выпрямителя входят следующие:
- напряжение питания – однофазное 220 В или трехфазное 380 В;
- выделяемая мощность;
- потребляемая мощность;
- вид и сила тока;
- диаметр используемых электродов;
- вес;
- габаритные размеры.
В зависимости от величины выходного тока прибор может быть бытовым (до 200 А), полупрофессиональным (до 300 А) и профессиональным (свыше 300 А).
В профессиональных аппаратах в качестве фильтра, как правило, используется дроссель, в бытовых же эту роль может выполнять электролитический конденсатор.
Выпрямитель в сварочном аппарате изготавливается с применением вентилей – полупроводниковых диодов или тиристоров.
По видам – однопостовые и многопостовые
Сварочный выпрямитель может быть рассчитан на одновременное использование одним или несколькими сварщиками, то есть быть однопостовым либо многопостовым.
Многопостовые сварочные выпрямители питаются от трехфазной сети 380 В и на каждом посту имеют свой блок управления током. Они используются при необходимости проведения больших объемов сварочных работ – на производстве, судоверфях, в строительстве.
По регулировке тока
Регулировка выходного напряжения, следовательно, и тока производится также различными способами:
- выбор подключения первичной обмотки в трехфазной сети по схеме «звезда» либо «треугольник»;
- исполнение первичной обмотки в виде секций, которые можно подключать к цепи с помощью переключателей, меняя таким образом напряжение на вторичной обмотке;
- установка между вторичной обмоткой и выпрямителем индуктивной нагрузки в виде нескольких катушек, которые также можно по отдельности подключать с помощью механических рычагов;
- использование балластного реостата – регулируемого активного сопротивления, включенного последовательно с нагрузкой и ограничивающего выходной ток;
- возможность перемещения вторичной обмотки трансформатора относительно первичной, вследствие чего изменяется индуктивная связь между ними, и, значит, напряжение на выходе;
- использование в качестве вентилей тиристоров, которые дают возможность регулировать время, в течение которого выпрямитель пропускает электрический ток.
Преимущества и недостатки
По сравнению с другими аппаратами сварочные выпрямители имеют следующие достоинства:
- большой выходной ток;
- широкие диапазоны регулировок;
- надежность в работе;
- удобство при использовании;
- низкий уровень шума;
- повышенные качество и прочность шва.
К недостаткам можно отнести большой вес, чувствительность к скачкам входного напряжения и возникновению короткого замыкания на выходе на длительный срок. Во время работы может понизиться выходная мощность.
Обслуживание и ремонт
Чтобы аппарат работал долго и безотказно, требуется следить за уровнем его нагрузок, не подвергая перегрузкам. При работе необходимо контролировать функционирование системы охлаждения, – как правило, это вентилятор(ы), – поскольку ее неисправность может привести к перегреву и выходу из строя как самого трансформатора, так и полупроводниковых элементов выпрямителя.
Рекомендуется раз в три месяца продувать прибор сжатым воздухом.
Такой аппарат как сварочник нуждается в периодическом техническом обслуживании. У каждой модели есть свои особенности, поэтому перед началом таких работ необходимо ознакомиться с паспортом, который поставляется вместе с изделием. В нем содержится необходимая информация и требования техники безопасности.
Любые действия по ТО должны выполняться специалистом соответствующей квалификации, имеющим группу по электробезопасности не ниже третьей.
Перед началом работ выпрямитель следует очистить от грязи и пыли, использовав при необходимости струю сжатого воздуха.
Основные неисправности
- Аппарат не включается. Причинами могут быть следующие:
- отсутствие напряжения в сети;
- нарушение контактов в вилке питания;
- неисправность одной из деталей выпрямителя.
- Возникает «залипание» электрода. При этом нарастает шум от работы выпрямителя. Причины:
- пониженное напряжение сети;
- неисправность вентиля;
- пробой конденсатора;
- межвитковое замыкание в дросселе.
- Происходит отключение устройства во время работы. Возможные причины:
- неисправна система охлаждения;
- пробой изоляции проводов одной из обмоток трансформатора.
- Нестабильно выходное напряжение на холостом ходу либо под нагрузкой. В этом случае необходимо проверить качество контактов:
- ручки регулятора;
- гнезда предохранителя;
- клеммы пускателя, если он есть.
Популярные модели выпрямителей
Все представленные ниже аппараты имеют крашеный металлический корпус.
ЭТА ВДМ-2х313
Устройство двухпостовое, имеет тепловую защиту. Охлаждение осуществляется с помощью вентилятора, что позволяет проводить длительные работы без перерывов.
Мощность – 27 кВт, ПВ (продолжительность включения – отношение времени работы при максимальном токе к общему времени (с учетом перерыва)) – 35%.
Дуга легко возбуждается, широкий диапазон регулировок позволяет проводить самые различные виды сварки.
Telwin Linear 530 HD

Выпрямитель снабжен регулятором для плавной настройки силы тока. Для удобства при перемещении оборудования есть П-образная ручка и два больших колеса.
Мощность – до 20 кВт, сила тока – до 450 А. В комплект поставки входят перчатки, маска, материал для зачистки свариваемых поверхностей.
Аппарат может работать как от однофазной, так и трехфазной сети.
Дуга 318М1
Выпрямитель имеет две ручки для переноски, колес нет. Система охлаждения состоит из трех вентиляторов. Регулировка тока ступенчатая в диапазоне 25–300 А. ПВ – 60%. Масса – 37 кг, мощность – 8,8 кВт.
Весомое достоинство – малое энергопотребление.
Selma DL-306 М1
Главная особенность – присутствие длинной ручки и двух колес большого диаметра, что дает возможность без труда перемещать агрегат. Охлаждение принудительное.
Есть защита от перегрева, индикация и плавная регулировка выходного тока внутри двух переключаемых диапазонов. Аппарат весит 69 кг, работает от трехфазного напряжения.
Напряжение холостого хода – 75 В. Диапазон выходного тока 70–315 А. Мощность – 24 кВт, ПВ – 60%.
Вопросы-ответы
Ниже представлены ответы на часто задаваемые вопросы.
Применяемые электроды
Качество сварного шва во многом зависит от типа и размера применяемых электродов, которые призваны обеспечить:
- стабильность дуги;
- определенный химический состав шва;
- малое разбрызгивание металла;
- отделение шлака;
- прочность соединения.
Производители выпускают большое количество типов электродов, предназначенных для сварки сталей, чугуна, цветных металлов и их сплавов. На их выбор влияют такие факторы как:
- металл, из которого изготовлена подлежащая сварке конструкция;
- климатические условия выполнения работы и будущей эксплуатации;
- опыт работника;
- качественные характеристики электродов.
При учете типа металла выбирают электроды, которые дают шов, близкий к нему по физическим свойствам и химическому составу. Это определяется типом обмазки и сердечника.
Свариваемый материал группируется следующим образом.
- сталь углеродистая и низколегированная;
- легированная теплоустойчивая;
- сталь высоколегированная;
- чугун;
- медь и ее сплавы.
Толщина свариваемых материалов определяет диаметр используемого электрода, который должен расплавить металл и при этом не прожечь его. Чем больше диаметр, том больше может быть ток сварки. Рекомендуемые режимы производители обычно указывают на упаковке партии.
Поскольку качество используемых расходников влияет и на процесс работы, и на ее результат, следует выбирать надежных производителей и остерегаться контрафактной продукции.
По типу процессов при сварке электроды могут быть следующими:
- плавящиеся с покрытием;
- плавящиеся без покрытия;
- неплавящиеся.
В ручной дуговой сварке используется первый вид.
По типу обмазки также существует несколько типов:
- основные – в состав покрытия входят соединения фтора;
- рутиловые – покрытие состоит, в основном, из двуокиси титана;
- кислотные;
- целлюлозные;
- смешанные.
Первый тип – с основным покрытием – является самым популярным и маркируется буквой «Б». С его помощью создается шов высокой прочности и ударной вязкости, стойкий при низких температурах.
Такими электродами варят на постоянном токе обратной полярности. Перед проведением сварки поверхность, на которой предполагается быть шву, должна быть зачищена. Электроды применяются при строительстве нефте- и газопроводов, в том числе, в северных широтах, при сооружении мостов, на корабельных верфях.
Электроды с рутиловым покрытием занимают второе место по распространенности.
К их главным достоинствам можно отнести легкость поджига, стабильность дуги, слабое разбрызгивание, простота снятия шлака, отсутствие выделения вредных веществ во время работы, использование как на постоянном, так и на переменном токе.
Сварка возможна в любом положении в пространстве, а также на окисленных и загрязненных поверхностях.
Остальные типы покрытия используются реже. Кислотные обозначаются буквой А, целлюлозные – Ц, смешанные – двумя буквами.
Сварщикам-новичкам лучше начинать работу с электродов с рутиловым покрытием, поскольку изделия с основным покрытием, хотя и позволяют сделать шов более высокого качества, требуют наличия опыта.
Диаметр изделия подбирается в зависимости от толщины и свойств металла. Так, например, для стали толщиной 3,0 мм подходит размер в 2,5 или 3 мм. Необходимо иметь в виду, что конструкции толщиной менее 1,5 мм вручную, как правило, не варят.
Как подключить балластник (балластный реостат)

В соответствии с законом Ома
где I – сила тока в цепи,
U – напряжение, приложенное к цепи,
R – сопротивление цепи.
Из формулы следует, что при увеличении сопротивления сила тока падает. Балластный реостат включается в выходную цепь последовательно – между выпрямителем и электродом – и предназначен для ограничения тока дуги.
Реостат состоит из набора резисторов, выполненных в виде нихромовых проволок, каждая из которых может быть соединена с выходной цепью при помощи рубильника. Резисторы включаются параллельно друг другу, и чем больше их подключено, тем меньше их сопротивление и больше сила тока.
Каждый пост многопостового выпрямителя с целью возможности независимой регулировки тока комплектуется отдельным балластным реостатом.
Можно ли собрать своими руками
Сварочный выпрямитель представляет собой несложный аппарат, которое не требует настройки, поэтому, даже собранный самостоятельно, он может не уступать по своим характеристикам серийному экземпляру. Для изготовления не требуется больших знаний в области электроники и электротехники.
Чтобы собрать простое устройство, потребуется следующая комплектация:
- понижающий одно- или трехфазный трансформатор, вторичная обмотка которого может обеспечить необходимый для сварки ток;
- комплект диодов – 4 для одно- и 6 для трехфазной сети;
- комплект радиаторов, на которых диоды будут установлены;
- вентилятор;
- дроссель;
- балластный реостат, если предполагается регулировка выходных параметров.
Диоды соединяются по схеме моста и подключаются к вторичной обмотке трансформатора. Напряжение с моста через дроссель, сглаживающий пульсации, поступает на выходные клеммы.
При разработке конструкции основной задачей является обеспечение необходимого теплового режима диодам выпрямителя, которые размещаются на радиаторах, охлаждаемых потоком воздуха от вентилятора.
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
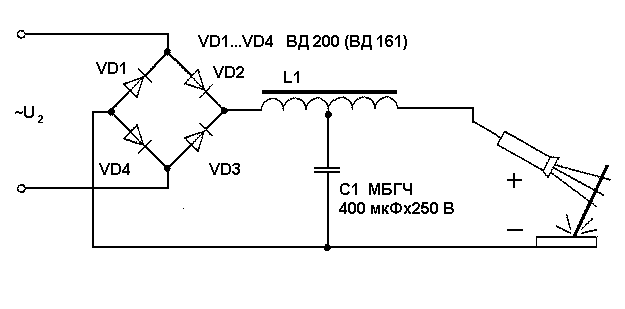
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.

Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Устройство и виды сварочного выпрямителя
Распространённый в практике строительно-монтажных работ выпрямитель для сварочного аппарата состоит из ряда узлов и агрегатов, в основу работы которых заложен принцип преобразования сетевого напряжения.
Одновременно со снижением его величины в трансформаторе увеличивается предельно допустимое значение тока, который может «сниматься» с вторичной обмотки преобразовательного устройства.
В этом и состоит назначение выпрямителя – преобразовывать напряжение и повышать ток до значений, требуемых для сварки.

Устройство аппарата
После выделения и выпрямления мощными вентильными диодами токовой составляющей, на выходе сварочного выпрямителя формируется постоянный ток заданной величины, достаточный для образования мощной электрической дуги.
Полученный дуговой разряд и является той рабочей средой, которая необходима для сварки стальных заготовок и сплавов цветных металлов.
Для более полного ознакомления с агрегатом следует рассмотреть устройство сварочного выпрямителя с точки зрения подготовки его к свариванию заготовок.
При этом должны приниматься во внимание такие технические детали, как соблюдение полярности подключения проводов и другие рабочие моменты.
С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности.
Один из ответных концов этих проводов подсоединяется к свариваемому изделию, а второй крепится на держателе электрода или встраивается в специальную газовую горелку.
В зависимости от условий сварки, а также от вида свариваемого материала выбирается требуемый режим работы и полярность подключения электродов к инструменту и заготовке.
Сам процесс соединения заготовок запускается посредством замыкания дуги между сплавляемой поверхностью и концом стержневого электрода. Дуга образуется за счёт сварочного тока, протекающего в цепи.
Помимо самого преобразовательного устройства, в состав сварочного выпрямителя обязательно входят элементы защиты и контроля параметров сварки, а также специальные органы управления.
Все перечисленные элементы управления и подключения трансформаторного выпрямителя объединены на одной рабочей панели с продуманной эргономикой, обеспечивающей удобство обращения со сварочным аппаратом.
Виды преобразователей
Согласно тому, какая электрическая схема используется в данной конкретной модели преобразователя, все сварочные выпрямители подразделяются на следующие группы:
- выпрямители под условным обозначением «ВДМ», состоящие из понижающего трансформатора, мощного диодного мостика и сглаживающего конденсатора, имеющие всего один выход (пост);
- универсальные выпрямители, изготавливаемые по многопостовой схеме и подключаемые к сети 3-х фазного напряжения;
- выпрямители типа «инвертор», относящиеся к категории сложных электронных устройств с импульсным преобразованием входного напряжения.
Каждая из указанных разновидностей сварочных выпрямителей имеет свои достоинства и недостатки и применяется в соответствующих их техническим характеристикам условиях.
Однопостовые

Так, однопостовые аппараты отличаются относительно невысокой ценой, но при этом имеют один существенный недостаток, заключающийся в небольшой длительности непрерывной работы.
Они рассчитаны на рядового покупателя в любительском ранге, занимающегося сваркой лишь от случая к случаю.
Многопостовые
В отличие от «ВДМ» аппаратов многопостовые выпрямители имеют определённые преимущества, выражающиеся в увеличенной продолжительности непрерывной работы и в наличии отдельного блока управления (БУ) для каждого из постов. При этом все эти БУ содержат в своём составе специальный регулировочный элемент (реостат) и дроссельный ограничитель.
Указанные устройства широко применяются в производствах, специализирующихся на изготовлении металлоконструкций, а также на поточных сварочных линиях и обычных стройплощадках.
Инверторные

Сварочные выпрямители инверторного типа представляют собой сложную электронную конструкцию, работающую по схеме импульсного преобразования напряжения и дополненную активными элементами фильтрации и стабилизации.
Благодаря усовершенствованиям функциональные возможности этих агрегатов заметно расширяются. При работе с электронным инвертором удаётся легко зажигать дугу и обеспечивать ее стабильность на протяжении всего процесса сварки.
Различные модели инверторных устройств имеют несколько отличные от типовой схемы. Однако по принципу получения выпрямленного тока они относятся к одной и той же категории импульсных выпрямителей.
За счёт снижения веса преобразовательного модуля такие сварочные трансформаторы более удобны в обращении и транспортировке, чем обычные выпрямители.
Промышленные образцы
Рассмотрим один из промышленных образцов многопостового сварочного оборудования под заводским наименованием ВКСМ-1000-1-1 (ГОСТ 5.153-72).
Этот выпрямитель обеспечивает одновременное питание сразу шести сварочных постов с рабочим током 300 Ампер и выполнен по схеме с «жёсткой» выходной характеристикой.
В состав выпрямителя входят следующие основные узлы:
- преобразователь (понижающий трёхфазный трансформатор);
- выпрямительный модуль со встроенным вентилятором охлаждения;
- элементы пускорегулирующей и блокирующей (защитной) аппаратуры.
Производители этой модели сварочного агрегата побеспокоились о простоте конструкции прибора, а также о его надёжности и экономичности.
Для этого первичная обмотка трансформатора ТС обустроена по схеме классического «треугольника», а вторичная состоит из 2-х фазных обмоток, соединённых «звездой».
Среди популярных моделей отечественных выпрямителей можно выделить универсальный агрегат марки ВДМ 1202С, отличающийся прекрасными сварочными характеристиками.
При работе с этим прибором могут применяться любые типы покрытых электродов, что упрощает работу с ним и устраивает не только любителей, но и профессионалов.
Техническое обслуживание и ремонт
Бережное отношение к сварочному оборудованию предполагает своевременный его ремонт и текущее техническое обслуживание, исключающее преждевременный выход из строя.
Перед проведением ТО аппарат размещается на специально оборудованном для этих целей рабочем месте, после чего с него снимается наружный защитный кожух.
После разборки внутренние пространства сварочного выпрямителя и отдельные его узлы тщательно очищаются от осевшей пыли и грязи с помощью струи сжатого воздуха.
При наличии сильно загрязнённых мест их дополнительно протирают чистой мягкой фланелевой тряпочкой или ветошью. И лишь после этого приступают к процедурам, предусмотренным регламентом ТО.
При их проведении меняется смазка в подшипниках вентилятора, а также подгоняются контакты пускателей, автоматических выключателей и коммутаторов модуля управления.
В случае ремонта вышедшего из строя аппарата все его узлы предварительно осматривают визуально, и только затем переходят к поиску неисправности с помощью специальной измерительной аппаратуры.
В процессе поиска повреждений сначала проверяют все имеющиеся в схеме контакты, а также измеряют изоляцию внутренней разводящей проводки, сопротивление которой не должно быть менее 5 Мегом.
Помимо этого, исследуют элементы выпрямительного блока и фильтрующие конденсаторы, после чего визуально обнаруженные повреждённые детали заменяют новыми.
После этого можно попробовать вновь подключить агрегат и проверить его на работоспособность. В случае если выпрямитель по-прежнему не работает – лучше всего обратиться в специальную мастерскую, где профессионалы разберутся с возникшей неисправностью.
Подводя итоги, необходимо отметить, что выбор подходящего для бытовой эксплуатации выпрямителя должен строиться на учете множества факторов. Только при их соблюдении удаётся подобрать недорогой и достаточно надёжный агрегат, позволяющий сваривать большинство материалов.
Особенность сборки диодного моста для сварочного аппарата
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.

Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
- максимально допустимое постоянное обратное напряжение;
- максимальный средний прямой ток за период;
- рабочая частота переключения;
- постоянное прямое напряжение при максимальном прямом токе;
- максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Применение в сварке
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Особенность выпрямителей
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка

При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Читайте также: