Высокочастотный поджиг сварочной дуги
Обновлено: 06.05.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Устройства для первоначального поджига дуги делятся на два класса: устройства поджига от короткого замыкания касанием и устройства поджига через зазор.
Поджиг коротким замыканием осуществляется путем кратковременного контакта электрода и изделия и последующего их разведения. Ток, проходящий через микровыступы электрода в момент контакта, разогревает их до температуры кипения, а поле, возникающее при разведении электродов, обеспечивает эмиссию электродов, достаточную для возбуждения дуги.
При поджиге коротким замыканием возможен перенос материала электрода в сварной шов (образование вольфрамовых включений). Для устранения этого нежелательного явления зажигание должно осуществляться при малом токе, не превышающем 5—20 А (в зависимости от формы заточки конца электрода). Устройство для поджига должно обеспечивать малый ток короткого замыкания, поддержание тока на этом уровне до момента образования дуги и лишь затем его плавное нарастание до рабочего. Такое устройство является неотъемлемой частью источника сварочного тока.
Главное достоинство поджига касанием — отсутствие высоковольтных устройств и вызываемых ими при пробое дугового промежутка радиопомех. Благодаря широкому применению тиристорных и транзисторных источников сварочного тока, систем АРНД в автоматах поджиг касанием более перспективен. Такой системой поджига снабжены установка УДГ-201, автоматы АДГ-201 и АДГ-301. Однако из-за опасности образования вольфрамовых включений и усложнения сварочной головки при автоматической сварке в специализированных установках для ручной сварки и автоматах пока более распространен поджиг дуги через зазор путем пробоя промежутка высоковольтными импульсами. Основные требования к устройствам для поджига через зазор (возбудителям дуги или осцилляторам) таковы:
возбудитель дуги должен обеспечивать надежное возбуждение дуги во всех возможных режимах работы сварочной установки за время, пренебрежимо малое по сравнению со временем сварки;
возбудитель дуги не должен угрожать безопасности сварщика. Для этого генерируемый возбудителем импульс имеет обычно характер высокочастотных колебаний, не опасных для жизни человека. В связи с колебательным характером генерируемого импульса возбудитель называют также осциллятором;
возбудитель не должен влиять на работу сварочной установки и, в частности, ухудшать ее надежность.
Требования к параметрам импульса зависят от условий в дуговом промежутке и свойств источника питания сварочной дуги.
Возбудители могут быть предназначены для возбуждения дуги постоянного или переменного тока. В последнем случае к возбудителям предъявляется ряд специфических требований, относящихся, в частности, к моменту поджига дуги.
Возбудители могут иметь независимое питание от сети или питаться непосредственно дуговым напряжением. Последние возбудители обладают преимуществами перед первыми: они не нуждаются в дополнительной питающей цепи, автоматически включаются при подаче напряжения на дуговой промежуток и автоматически же прекращают работу после возбуждения дуги.
Основными составными частями возбудителя являются источник высокого напряжения, высокочастотный генератор и устройство ввода высокого напряжения в цепь сварочной дуги.
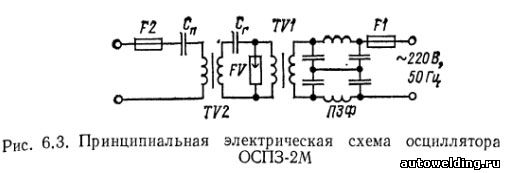
По типу источника высокого напряжения различают возбудители непрерывного и импульсного питания. В первом случае (примером может служить осциллятор ОСПЗ-2М, схема которого показана на рис. 6.3) высокое напряжение получается при трансформации напряжения с помощью высоковольтного низкочастотного трансформатора TV1. Достоинством такого питания является простота схемы. Оно проявляется лишь при питании возбудителя переменным током, т. е. для возбудителей дуги постоянного тока — при независимом питании. Преобразование постоянного тока в переменный сводит это достоинство к нулю и поэтому никогда не применяется.
Недостатками возбудителей непрерывного питания являются наличие высокого напряжения промышленной частоты, опасного для жизни обслуживающего персонала, сложность и высокая стоимость высоковольтного трансформатора и невозможность управления моментом генерации импульсов высокого напряжения на стороне низкого напряжения, которое бывает целесообразно при поджиге дуги переменного тока.
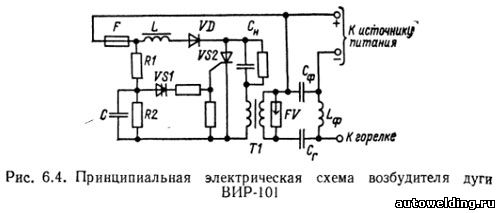
В возбудителе с импульсным питанием (пример — возбудитель ВИР-101, схема которого представлена на рис. 6.4) предварительно запасенная в накопителе энергия выделяется за короткое время на каком-либо из элементов высокочастотного контура, чаще всего на конденсаторе Сн.
Одним из важнейших элементов высоковольтного источника является трансформатор. В системах непрерывного питания надежность трансформатора определяет, как правило, надежность всего возбудителя. Это вызвано противоречивостью требований к трансформатору. С одной стороны, это высоковольтный трансформатор с повышенным рассеянием и он должен изготовляться по всем правилам высоковольтного трансформаторостроения.
С другой стороны, его габариты и стоимость должны быть малы по сравнению а габаритами и стоимостью всей технологической установки, что может быть достигнуто лишь в условиях крупносерийного производства. Такие условия трудно обеспечить при незначительном выпуске изделия. При импульсном питании уменьшаются объем и габариты трансформатора. Кроме того, значительно снижаются требования к его изоляции. Наконец, в качестве импульсного трансформатора T1 (рис. 6.4) могут использоваться изделия, выпускаемые серийно в других отраслях промышленности, в частности катушки зажигания батарейной системы зажигания двигателей внутреннего сгорания (бобины). Эти изделия выпускаются большими сериями, рассчитаны на тяжелые условия работы и обладают высокой надежностью.
Важным достоинством систем импульсного питания является отсутствие высокого напряжения промышленной частоты, опасного для жизни обслуживающего персонала. При непрерывном питании возбудитель принадлежит к классу устройств с напряжением выше 1000 В, что значительно затрудняет его ремонт и настройку; при импульсном питании возникающее высокое напряжение не опасно для жизни из-за малой длительности его действия — возбудитель относится к классу устройств с напряжением до 1000 В, как и вся сварочная установка. Наконец, еще одним достоинством импульсной системы является простота управления возбудителем, осуществляемого с помощью коммутатора. В частности, в цепь управления коммутатором может быть включено пороговое устройство, отключающее возбудитель после зажигания дуги.
Накопитель может быть как емкостным (конденсатор СH на рис. 6.4), так и электромагнитным (дроссель). В первом случае перекачка энергии происходит при замыкании цепи разряда накопителя (коммутатор—тиристор VS2 на рис. 6.4), необходим импульсный трансформатор для повышения напряжения; во втором — энергия перекачивается при разрыве цепи накопителя, в качестве накопителя может использоваться сам импульсный трансформатор. На таком принципе работает система батарейного зажигания двигателей внутреннего сгорания. Системы с емкостным накопителем существенно надежнее электромагнитных.
Высокочастотный генератор (разрядник FV, конденсатор Сг и первичная обмотка трансформатора высокой частоты TV2 — рис. 6.3) находится, как правило, на стороне высокого напряжения. В противном случае необходимо было бы трансформировать высокочастотное напряжение до высокой величины. При этом выходное сопротивление возбудителя определялось бы внутренним сопротивлением трансформатора, вторичная обмотка которого должна была бы иметь большое число витков (не менее нескольких десятков). В то же время сопротивление шунтирующих дуговой промежуток цепей (низковольтный источник питания дуги) не может быть слишком большим. Обычно для увеличения этого сопротивления высокочастотному току возбудителя применяется защитный дроссель, включаемый последовательно в цепь дуги. Падение напряжения на дросселе от тока дуги (постоянного или низкочастотного) должно быть мало по сравнению с дуговым напряжением (доли вольта), и, следовательно, активное сопротивление дросселя должно быть малы (сотые или тысячные доли ома); в то же время на высоко частоте сопротивление дросселя должно быть не менее чем на порядок выше выходного сопротивления возбудителя на этой частоте (составляющего обычно несколько кило ом). При таких требованиях добротность дросселя должны быть недостижимо высока (порядка 10 8 —10 9 ). Достижима добротность на шесть порядков ниже.
Другая причина того, почему высокочастотный генератор должен находиться на стороне высокого напряжения, заключается в необходимости иметь возможность после пробоя передать в дуговой промежуток большую энергию за короткое время (большую мощность) для создания преддуговой проводимости. Высокую мощность в дешевом устройстве проще всего можно получить при наличии накопителя на стороне высокого напряжения.
Высокочастотные генераторы высокого напряжения выполняются обычно на разрядниках (искровые генераторы). Искровые генераторы обладают существенными недостатками. Они генерируют широкий спектр частот, что мешает эффективно подавлять помехи, посылаемые обратно в питающую сеть; колебания в контуре генератора затухают из-за потерь в разряднике. Однако по дешевизне, простоте конструкции, КПД и надежности искровые генераторы не имеют конкурентов. Следует отметить также, что при пробое дугового промежутка возникает искровой разряд, являющийся мощным источником помех в широком диапазоне частот, так что замена искрового генератора каким-либо другим (с более стабильной частотой) мало изменяет общий уровень помех.
Напряжение, образующееся на индуктивном элементе колебательного контура высокочастотного генератора, должно быть приложено к дуговому промежутку (ДП). По тому, как осуществляется ввод напряжения в цепь дуги, различаются возбудители параллельного и последовательного включения.
В первом случае (рис. 6.3) колебательный контур изолируется от цепи дуги с помощью фильтра низких частот, защищающего элементы контура от протекания больших токов от источников питания дуги. Обычно для этой цели используется проходной конденсатор небольшой емкости Сп (рис. 6.3), имеющий большое полное сопротивление для тока промышленной частоты и малое — для высокочастотного тока. Источник питания дуги должен быть защищен от воздействия высокого напряжения. Для этой цели служит фильтр высоких частот. Обычно применяется Г-образный индуктивно-емкостный фильтр, состоящий из высокочастотного дросселя (воздушного или с ферритовым сердечником) и конденсатора (в состав осциллятора ОСПЗ не входит.) Дроссель включается в цепь дуги последовательно, и его обмотка рассчитана на прохождение полного тока дуги. Конденсатор фильтра включается параллельно источнику питания дуги. Для эффективной защиты источника питания необходимо, чтобы на частоте возбудителя сопротивление дросселя было намного больше сопротивления конденсатора. Для этого, в частности, должны быть малы паразитные параметры дросселя и конденсатора: емкость между обмоткой и корпусом в дросселе и собственная индуктивность конденсатора. Первое достигается специальным исполнением дросселя, а второе — применением малоиндуктивных конденсаторов или параллельным включением конденсаторов двух типов: высокоиндуктивного большой емкости (например, металлобумажного с L ≈ 200 нГн) и безындуктивного (например, слюдяного или керамического с L ≈ 5 нГн) малой емкости. Провода, соединяющие защитный конденсатор с зажимами источника питания дуги, должны иметь небольшую длину (небольшую собственную индуктивность).
Фильтр высоких частот служит нагрузкой для высокочастотного генератора возбудителя. Поэтому его полное сопротивление должно быть значительно выше выходного полного сопротивления возбудителя. При большом сечении обмотки дросселя этого трудно достигнуть. Учитывая это, более целесообразно применять последовательное включение возбудителя. В этом случае катушка индуктивности колебательного контура генератора Lф (рис. 6.4) или вторичная обмотка высокочастотного трансформатора включаются в цепь последовательно. Источник питания шунтируется конденсатором большой емкости. Требования к конденсатору аналогичны требованиям к конденсатору фильтра высоких частот. Требования же к катушке индуктивности контура значительно снижены по сравнению с требованиями к дросселю фильтра; степень защиты и нагрузка генератора не зависят от индуктивности дросселя. Фильтр низких частот в этом случае не нужен вовсе.
Возбудитель последовательного включения более эффективен, чем возбудитель параллельного включения. В первом в дуговом промежутке после пробоя выделяется почти вся энергия, накопленная в колебательном контуре генератора (небольшая часть ее расходуется в шунтирующем конденсаторе), во втором значительная часть энергии расходуется в фильтрах высоких и низких частот, часть энергии расходуется на внутреннем сопротивлении контура. Важным достоинством возбудителей последовательного включения является то, что они не требуют установки в цепи источника питания дополнительных элементов для защиты от высокого напряжения (конденсатор защиты обычно включается в состав возбудителя), в то время как возбудители параллельного включения нуждаются в отдельном фильтре высоких частот.
Важнейшими выходными параметрами возбудителя являются выходное напряжение, энергия импульса и ток возбуждаемой дуги.
По выходному напряжению различаются возбудители на 3—5 кВ для аргонодуговой сварки и на 10—20 кВ для воздушно-плазменной резки.
Анализ существующих осцилляторов показывает, что энергия импульса в них изменяется от 0,01 до 0,2— 0,3 Дж. В возбудителях последних лет энергия импульса доведена почти до 1 Дж. Этот параметр определяет возможности возбудителя и требования к источнику питания дуги. Возбудители с малой энергией импульса (до 0,2 Дж) не обеспечивали возбуждения дуги в установках для воздушно-плазменной резки и плазменной сварки в углекислом газе.
По току возбуждаемой дуги маркируются возбудители последовательного включения или защитные дроссели возбудителей параллельного включения. Возбудители предназначенные для возбуждения вспомогательной дуги в плазменных установках, рассчитаны, как правило, на малый действующий ток дуги (до 10 А с учетом ПН) Возбудители для возбуждения основной дуги должны вписываться по току в ряд номинальных гоков сварочных установок (обычно 200, 315 и 500 А при ПН = 60%).
По конструктивному исполнению различаются возбудители переносные, встраиваемые и универсальные. Как правило, переносные возбудители стремятся изготовлять в виде моноблочного прибора (ОСПЗ-2М, ВИР-101), для встроенных, наоборот, характерно многоблочное исполнение. Универсальные возбудители, предназначенные как для переноски, так и для размещения внутри шкафов управления технологической установки, выполняются в виде 1—2 блоков.
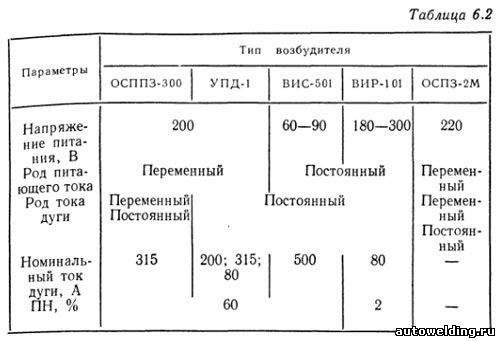
Промышленность выпускает несколько различных типов возбудителей дуги. Для сварки выпускаются осциллятор типа ОСППЗ-300-М и возбудитель УПД-1 для последовательного включения и осциллятор ОСПЗ-2М для параллельного включения. Осцилляторы ОСППЗ и ОСПЗ принадлежат к возбудителям, питающимся от сети переменного тока 220 В, с непрерывным питанием, с искровым высокочастотным генератором. Технические данные этих возбудителей приведены в табл. 6-2.
Устройство поджига дуги УПД-1 представляет собой импульсный возбудитель, генерирующий импульсы с частотой 100 Гц. Его важной особенностью является отсутствие коммутатора (разрядника) на стороне высокого напряжения, где контур возбуждается методом ударного возбуждения. Важным результатом этого является низкий уровень помех, создаваемых этим устройством.
Для плазменной резки выпускаются модификация возбудителя УПД-1 и возбудитель ВИР-101. Последний принадлежит к типу возбудителей с питанием непосредственно от цепи дуги постоянного тока и автоматически прекращает работу после возбуждения. Генерация высокого напряжения в нем осуществляется путем разряда емкостного, накопителя через импульсный трансформатор; на стороне высокого напряжения размещен высоковольтный искровой генератор. Его технические данные приведены в табл. 6.2.
Осциллятор ОСПЗ-2М (рис. 6.3) является типичным осциллятором непрерывного действия, предназначенным для параллельного подключения. Осциллятор питается от сети переменного тока через предохранитель F1, помехозащитный фильтр (ПЗФ). Источником высокого напряжения служит трансформатор низкой частоты TV1. Разрядник FV, конденсатор СР и первичная обмотка трансформатора высокой частоты образуют колебательный контур высокочастотного генератора. Проходной конденсатор СП образует фильтр низких частот. Предохранитель E2 защищает обмотку трансформатора TV2 при пробое конденсатора СП.
Возбудители ВИС-501 и ВИР-101 (рис. 6.4) представляют собой устройства для возбуждения дуги постоянного тока, питающиеся от цепи дуги через предохранитель F. Резисторы R1, R2, конденсатор С и диодный тиристор (динистор) VS1 образуют релаксатор, при срабатывании которого конденсатор С разряжается через управляющую цепь тиристора VS2. При этом тиристор открывается и разряжает через первичную обмотку импульсного трансформатора T1 заряженный через дроссель L и диод VD накопительный конденсатор Сн. Разрядник FV, конденсатор С и дроссель Lф образуют генератор высокой частоты конденсатор Сф совместно с дросселем образуют фильтр высоких частот.
Для возбуждения и стабилизации горения дуги переменного тока выпускается возбудитель-стабилизатор дуг ВСД-01.
MMA — ручная дуговая сварка: простой способ зажигать дугу, легкий повторный поджиг

Как там говорится: хочешь сделать хорошо, сделай это сам!
В строй сварочников прибыло: Fox Weld TIG AC/DC Pulse.
Материал давно откладывал к публикации, поскольку фоток швов нет, но подписчиков все прибавляется — возможно кому-то мои записи бывают полезны.

Еще фотки есть после текста, если кому интересно.
==== Впечатления MMA ====
На новом сварочнике не только TIG (неплав. электродом), но еще и MMA (плавящимся электродом).

Ручным плавящимся электродом я не варил никогда в жизни до этого.
Набросал себе мини-программу обучения: а) научиться разжигать дугу б) ставить точку с заваркой кратера в) серию точек г) однородный сплошной шов
Купил 3 пачки электродов ЛЭЗ УОНИ 13/55 2.0, ЛЭЗ МР-3С 2.5 и еще подсунули Тантал МР-3 2.0 (он самый фиговский и еще и не загорался повторно даже на горячую).
Первое впечатление от сварки после иных типов сварки с защитными газами = как вообще люди варят этим?! нереально! там не то что машину заварить, я бы вообще не хотел никогда варить ручным электродом, только при особой нужде… — поджиг дуги отвратительный, я сразу захотел какой-нибудь осцилятор для MMA. Море непривычного шлака, каждый раз деталь после сварки вся с ног до головы покрывается слоем продуктов горения покрытия электродов, очень сильное разбрызгивание это норма (а я раньше еще смеялся, типо нафига антипригарная паста binzel), держак электрода и защитное стекло сварочной маски аналогично с определенным количество электродов покрывается белым налетом. Сидишь как шахтер: весь грязный, с отбивочным молотком в руке и в дыму… Повторно на холодную электрод всего скорее не зажжется. Короче тот еще процесс.
Первым делом — поджиг дуги.
Зажигать чирканьем, на мой взгляд, это тупиковый путь: не чиркнешь на малой детали, да и на тавровом соединении + от чирканья остается след. В итоге поджигать касанием просто необходимо.
Во всех книгах ограничились чем то, типо такого:

И пояснялось, что только профи с годами могут использовать поджиг касанием. На практике у меня чирканье работало в 70% случаев, касание в 20%, во всех остальных случаях электрод сильно прилипал к свариваемой поверхности… Я не знаю в чем там дело, может быть каждый раз слишком сильно зачищал поверхность (я привык что все должно быть чисто в MIG и TIG сварке), может мощное напряжение холостого хода, может быть нет каких-то специальных антиприлипающих фишек в аппарате, но ИМХО розжиг представлял самую настоящую контактную сварку — *Тык*, мгновенный разогрев и прилипает намертво… абсолютно реально буду потом использовать как мини-споттер ))))
Тренировался без напряжения: довел все до того, что касаюсь детали мягко и очень быстро, звук стука почти отсутствовал. Один фиг. Электрод лип.
Пробовал касанием добывать дугу снова и снова… again, again, your bunny wrote.
И внезапно отковыривая очередной залипший электрод я машинально повернул его по оси — он подозрительно легко оторвался :)
Мать их всех учителей за ноги, никто не поделился этой простой истиной:

В 90% случаев все выходит. Остальные 10% — блин, ну реально тяжело совмещать движение руки вниз-вверх, поворот руки + электрод то должен быть на одном месте и почти перпендикулярно свариваемой поверхности.
Как только стабилизировался розжиг, то приступил к точкам. Делал все это на профиле 40х20х1,5… иными словами, малейшая ошибка в скорости и происходит косяк — или непровар, или уже металл поплыл (к прожегу).
Напомню, кузова машины в самом лучшем случае 1мм (это буквально танкообразный зил), типовой случай 0,6-0,8 мм, а в рядовом случае, когда варится уже кузов не первой ржавости — этот слой после зачисток от ржавчины снижается до 0,4 мм. Так что варить кузов электродом не то чтобы нельзя — это почти нереально.
Первоначально выходили точки с глубокими кратерами, потом к точкам начал применять технологию заварки кратера (нормально описана в пособиях и книгах) и точки стали получаться более кондиционные, но все равно это достаточно далеко от MIG сварки и тем более TIG
Очень сильно бесило, что невозможен сразу (после того как остынет) повторный розжиг электрода. На полуавтомате нажал кнопку и забыл, а тут обмазка электрода образует коробку и металл электрода при розжиге не касается свариваемой поверхности и никакой дуги конечно нет, если у Вас сварка не по 50 000+ руб с осциллятором.
Сперва выходил из положения выстукивая электрод по нескольку раз (секунд может 10 на это уходит), потом начал грызть его торцевыми кусачками, которые я использую на полуавтомате, чтобы отрезать проволоку… все равно процесс был медленный (секунды 4).
Какое решение?
Берется крупный напильник и ложится рядом с местом сварки: поварил, электрод остыл, сбил шлак, чиркнул электродом туда-сюда по напильнику и снова в бой. Кстати если к напильнику прикрепить массу, поставить ток больше чем обычно и быстро чиркнуть по нему электродом — прям настоящее фаэр шоу :D
Далее серию из точек сделал, это в принципе не так трудно, если точки удаются — шлак только отбивать заколебался.
Ну и потом освоил непрерывный шов. У меня лично были и есть проблемы с однородностью шва: вначале нагрев детали небольшой и чтобы было нужное проплавление и ширина валика я убавляю скорость движения, а вот уже где-то через 0,7-1 см металл уже достаточно прогрет и надо увеличивать скорость движения, чтобы тем самым ограничить тепловложение, иначе уже становится шире валик шва, металл слишком перегревается — если еще задержать электрод то прожог обеспечен…
И чем тоньше лист, чем толще электрод, чем больше ток — тем более проявляется это явление.
У меня конечно есть переменка в сварочнике + еще и пульсация, так что в принципе я могу поиграться и выставить значения для 1 мм и постараться пройти непрерывным швом, но это близко к нереальному ))) То что сварить электродом два лезвия нельзя — думаю не нужно пояснять. Консервную банку — можно, только 2-ка будет слишком жирно… на 1 и 1.5/1.6 возможно, но еще раз повторю — гемор неописуемый, а сам сварщик должен как минимум включить режим "киборг" секунд на 30 и вести рукой очень точно и выверенно — тогда выйдет красивый шов.
Спустя 1 час после процесса сварки выявился косяк
Все дело в том, что левая рука была оголена между перчаткой и курткой. Я как бы подумал, что левая рука далеко, и не стал особо утеплятся крагами ))) Это достаточно удобно — поскольку болгаркой можно сразу зачищать что-то, не надо снимать с правой руки "краг", а на левой у меня обычная перчатка тканевая была…

Так что увы, только в крагах, только полностью укутавшись в костюм сварщика, иначе потом будете как инопланетянин с Марса — все красные и шелушащиеся )))
Постараюсь потом как-нибудь выложить фото швов не в окружении сотен пробных ))) Ну и потом как-нибудь будет отчет о начале работ с TIG сваркой — баллоны, доп оборудование, электроды.
Подробно про осциллятор для сварки
Рассмотрим подробно, что такое осциллятор, каковы преимущества аппаратов с ними, где они пригодятся и как работают.
Осциллятор облегчает поджиг электрической дуги при ручной сварке и плазменной резке. Рассмотрим более детально, что это такое, каковы преимущества аппаратов с осцилляторами, где они пригодятся и как работают. Это поможет начинающим сварщикам определиться, нужна ли вам модель с таким вспомогательным устройством.
Что такое сварочный осциллятор
Осциллятор вырабатывает ток с частотой 100-500 кГц и напряжением 3000-5000 В. Он кратковременно накладывается на основной сварочный ток и облегчает поджиг электрической дуги. В момент включения осциллятора создается однопоточная передача импульса, которая выглядит как тонкая молния. Она пробивает воздушный зазор между кончиком электрода и изделием при расстоянии 10-13 мм, возбуждая электрическую дугу без физического касания электродом поверхности заготовки.
Преимущества аппаратов с осциллятором

В сварочных аппаратах без осциллятора, чтобы возбудить дугу для сварки, необходимо подключить зажим массы к изделию, а концом электрода постучать по месту стыка. Физический контакт вызывает замыкание положительного и отрицательного полюсов. Если в этот момент быстро отвести конец электрода на расстояние 3-5 мм от поверхности изделия, появится электрическая дуга с температурой 3000-5000 ⁰С (зависит от выставленной силы тока).
От ее тепла плавятся кромки основного металла и сам электрод (или присадочный металл). Если воздушный зазор увеличить, дуга гаснет. Пока электрод горячий, зажечь дугу очень легко – достаточно поднести его кончик к поверхности металла и слегка коснуться. В холодном состоянии это сделать сложнее. По мере остывания на поверхности металла появляются окислы, ухудшающие контакт. Впоследствии даже плотного прикосновения кончика электрода к изделию уже недостаточно – нужно стучать по поверхности. Все это занимает дополнительное время, когда нужно проложить не один шов, а 100-200 коротких швов за день.
Если рука сварщика еще не «набита», во время замыкания полюсов для возбуждения дуги он может не успеть отодвинуть кончик от поверхности, и электрод прилипнет. Тогда понадобится наклонять горелку из стороны в сторону, чтобы оторвать электрод. Это отнимает время и портит внешний вид изделия. Можно погнуть вольфрамовый электрод, или его тонкая часть оторвется и останется на заготовке.
Использование сварочных аппаратов с осциллятором дает следующие преимущества:
- Экономится время на возбуждение дуги. Не нужно стучать многократно по изделию, не важно, это первый поджиг или повторный – все происходит мгновенно.
- Экономится время на заточку электрода. В случае аргоновой сварки каждое касание вольфрамовой иглой по поверхности металла немного притупляет ее. Еще на вольфрам налипают брызги расплавленного металла. Когда жало становится толстым и грязным, расширяется электрическая дуга и ширина шва. Приходится чаще прерывать процесс и затачивать электрод. Каждая заточка сокращает длину стержня. С осциллятором вольфрамовые электроды служат дольше.
- Сохраняется чистота поверхности. При чирканье электродом о поверхность, на ней остаются следы поджига электрической дуги. Если это лицевая сторона изделия, понадобится шлифовка, чтобы убрать черные точки. Высокий разряд осциллятора не оставляет следов, что сокращает время на последующую обработку детали.
При каких обстоятельствах пригодится осциллятор
Сварочный аппарат с осциллятором пригодится при работе с легированными сталями и цветными металлами (алюминий, медь). Еще с таким устройством легче сваривать тонколистовое железо 0,6-0,8 мм, поскольку при работе с ним сила тока минимальная и при небольшом увеличении воздушного зазора дуга гаснет. Осциллятор упрощает поджиг.
Сварка миниатюрных конструкций, например капсул, трубок, тоже упрощается с высокочастотным поджигом, ведь не нужно стучать по небольшому изделию, сдвигая его. Можно обойтись без дополнительных приспособлений по закреплению детали. Если нержавеющее изделие будет впоследствии полироваться до зеркального вида поверхности, поджиг дуги осциллятором оставит меньше следов и сократит обработку.

Устройство и принцип работы осциллятора

Сварочный осциллятор состоит из:
двух трансформаторов (понижающего и повышающего),
разрядника (накопительного конденсатора),
По сути, это искровой генератор, выдающий затухающие колебания.
Работает осциллятор следующим образом:
- Вторичное напряжение с трансформатора заряжает конденсатор.
- Когда достигается определенная величина, срабатывает разряд.
- Замыкается колебательный контур, что вызывает импульсы заданной частоты.
- Все это накладывается на дуговой промежуток.
- Чтобы не возникло шунтирование, в работу вступает блокировочный конденсатор.
- Для защиты изоляции обмотки трансформатора предусмотрен дроссель.
Отличия по принципу работы
Сварочные осцилляторы могут работать с постоянным и переменным сварочным током, но по разной технологии. В случае постоянного тока высокочастотный импульс кратковременно накладывается на сварочный ток при старте, когда сварщик нажимает кнопку на горелке. После возбуждения электрической дуги, разряд гаснет и не появляется до следующего нажатия. У постоянного тока движение электронов происходит всегда в одну сторону, поэтому дуга горит стабильно.
При работе с переменным током осциллятор вынужден регулярно посылать импульсы, поскольку направление движения электронов меняется до 100 раз в секунду. Высокочастотный импульс постоянного действия поддерживает стабильное горение дуги и улучшает качество шва. Этот вариант практичен для сварочных трансформаторов.
С каким оборудованием применяется осциллятор
Хотя варить инверторами ММА с осциллятором было бы удобно, такие модели не комплектуются высокочастотным поджигом, поскольку используются для неответственных соединений и простых задач по сварке. А вот аппараты для аргоно-дуговой сварки с осциллятором очень востребованы. Модели с контактным поджигом для TIG-сварки обозначаются как TIG-Lift. Оборудование с бесконтактным поджигом для сварки в среде аргона называется TIG-HF.
Еще бесконтактный поджиг задействуется при плазменной резке CUT. Без этой функции соплом плазмотрона пришлось бы касаться изделия, а после образования контакта и выработки плазмы, быстро переносить струю на линию реза. С высокочастотным поджигом можно сразу поставить плазмотрон в нужное место, нажать кнопку и приступить к резке. Сопло при этом сохранится чистым и прослужит дольше.
Варианты комплектации оборудования осциллятором
Существует два варианта комплектации сварочного оборудования осцилляторами – внутренняя установка и внешняя. Рассмотрим, особенности, чтобы понять, что лучше.

Это независимый блок, который подключается между источником тока и горелкой/плазмотроном. Таким устройством можно оснастить любую модель, даже если с завода у нее не было высокочастотного поджига. По качеству работы внешний осциллятор ничем не уступает аналогам, но такое исполнение сказывается на удобстве транспортировки сварочного оборудования. Если приходится периодически перевозить/переносить аппарат на другое место, дополнительное устройство усложняет ситуацию.
Само подключение внешнего осциллятора к сварочному аппарату требует знания электрооборудования, чтобы все сделать правильно. В противном случае можно нарушить схему работы и перестанет подаваться защитный газ или основной сварочный ток.
Многие производители сварочного оборудования выпускают аппараты со встроенными осцилляторами для высокочастотного поджига. Все в одном корпусе с источником питания и заводским подключением. Работает надежно, не занимает дополнительное место, удобно для транспортировки.
Например, среди аргоновых сварочных аппаратов такая модель – БАРСВЕЛД Profi TIG-217 DP AC/DC. Варит постоянным и переменным током, подходит для нержавейки, алюминия и черного металла. HF-поджиг содействует простому возбуждению дуги и продлевает срок службы вольфрамового электрода. Габариты корпуса при встроенном осцилляторе составляет 48х20х29 см.
Если нужен аппарат воздушно-плазменной резки с высокочастотным поджигом, обратите внимание на Aurora PRO AIRFORCE 80. Модель режет углеродистую сталь сечением до 30 мм. Оптимальный показатель толщины металла для продолжительной резки – 25 мм. Дистанционный поджиг дуги облегчает начало работы. Другие сварочные аппараты со встроенным HF-поджигом можно посмотреть в каталоге.

По качеству работы разницы нет. Внутренний осциллятор, встроенный в сварочный аппарат, делает оборудование более компактным и удобным для хранения и транспортировки.
Если все собрано и подключено правильно, то удары током со стороны осциллятора исключены. Порой получить удар напряжением можно, если контакт массы плохой, отпал или сварщик забыл его подключить. При этом перчатки сварщика должны быть влажными (от пота, воды). Тогда высокочастотный импульс пройдет сквозь тело.
Разработчики снабдили устройства высокочастотного поджига защитными функциями, поэтому, когда нет контакта с массой, полный объем напряжения не подается. Если у сварщика мокрые перчатки, ток лишь неприятно щиплет за руку.
Это зависит от характеристик конкретной модели. Например, популярный вариант ОССД-300 имеет размеры 26х24х13 см и весит 4,5 кг. Ввиду этого выгоднее приобретать инверторы TIG со встроенным высокочастотным поджигом, которые будут чуть крупнее внешнего осциллятора.
Важен параметр максимального сварочного тока, на который рассчитана вторичная обмотка при последовательной схеме подключения в сварочную цепь. Характеристика должна соответствовать возможностям сварочного трансформатора по выдаваемому току.
Читайте также: