Вытяжка для аргонной сварки
Обновлено: 06.05.2024
Если при ММА вредные для дыхания пары можно отводить прямо с места сварки, например, пылесосом (это не утверждение, а предположение), то как быть с вентиляцией при Tig сварке? Ведь для Tig даже сквозняки способны сдуть защитный слой аргона, подаваемый горелкой в область сварки.
И еще. На сколько опасна для здоровья сварка титана, по сравнению со сваркой чернухи? Нужно ли при сварке титана прибегать к каким-то особым средствам защиты органов дыхания?
floidzen написал :
Если при ММА вредные для дыхания пары можно отводить прямо с места сварки, например, пылесосом (это не утверждение, а предположение), то как быть с вентиляцией при Tig сварке? Ведь для Tig даже сквозняки способны сдуть защитный слой аргона, подаваемый горелкой в область сварки.
И еще. На сколько опасна для здоровья сварка титана, по сравнению со сваркой чернухи? Нужно ли при сварке титана прибегать к каким-то особым средствам защиты органов дыхания?
О, брат, да вам надо идти работать в санаторий физруком и то есть вазможность заразится от кого-нибудь. А вообще можно эту тему продолжать там же где начали. Самая эффективная вентиляция подведенная снизу и ничего сдувать не должно т.к паток газа выходящий из сопла пайдет как раз через ванну и вместе с дымом вниз, если канечно вентилятор киловат на 20, то тогда вмести с гарелкой засасет сварного
А про титан что скажете?
floidzen написал :
А про титан что скажете?
А что нужно сказать. Знаю что легкий и прочный, а чем варится не знаю.
Насчет вентиляции. Есть сварочные маски с дыхательным шлангом.
Radj написал :
Насчет вентиляции. Есть сварочные маски с дыхательным шлангом.
Я почему спрашиваю-то: слышал, что от паров титана отек легких с летальным исходом. Не хотелось бы.
floidzen написал :
Я почему спрашиваю-то: слышал, что от паров титана отек легких с летальным исходом. Не хотелось бы.
Винтиляцию в низ.
Титан варить не так то и просто. Горелка спец формы нужна. Остывать титан должен в защитной среде (аргоне). Шов должен быть светлым. в крайнем случае чуть чуть соломенным. Если он посинел значит перегрев, и прочности не будет никакой разлетится при ударе как стекло. Т.е. надо проварил 1-1.5 см дал остыть. расход аргона при этом сами понимаете какой. Ответственные конструкции обдувают с двух сторон один с горелкой сверху другой со шлангом снизу корень шва. Так что кроме маски с фильтром и принудительной подачи воздуха ничего посоветовать не могу.
Аргон тяжелее воздуха, сделайте камеру, на дно налейте воды чтоб металл не прилипал.
Есть вопрос по ТБ - кто знает, что за коричневый дымок при сварке "чернухи" п/а, чуть кисловатый, но когда много варишь в горле першит конкретно. и вообще как-то нехорошо внутри.
2andrey_o
В аргоне?
Прежде чем что-то варить обязательно нужно подготовить. Кромки зачистить, грязь, масло и ржавчину убрать.
Пардон. в угл. газе.
2andrey_o
Если запах перестал нравиться смените газ :-)
Стоимость сварочных работ их легко покроет.
Лёгкие очень дорого ремонтировать.
Этот аргон стелится у пола, по началу я не понимал почему если варить на полу то швы получаються лучше чем на столе. За день его на пол натекает и он там лежит на высоту дверного порога.
andrey_o написал :
Есть вопрос по ТБ - кто знает, что за коричневый дымок при сварке "чернухи" п/а, чуть кисловатый, но когда много варишь в горле першит конкретно. и вообще как-то нехорошо внутри.
По-видимому, коричневый дымок - это распыленные оксиды марганца и железа.
Найдено на просторах инета:
При полуавтоматической сварке в углекислом газе выделяются оксиды марганца, никеля, хрома, углерода, азота, однако их содержание меньше, чем при ручной сварке, и как правило не превышает предельно допустимой концентрации. Валовое выделение вредных веществ также зависит от силы сварочного тока. Концентрация марганцевых и фтористых соединений при сварке на больших токах может значительно превышать предельно допустимые значения. Содержание пыли при сварке в СО2 значительно выше, чем при ручной сварке.
Вредные вещества, выделяющиеся при сварке, оказывают значительное влияние на организм человека и могут привести к профессиональным заболеваниям. В связи с этим, требуется правильная организация воздухообмена в сварочных цехах и участках. Во избежание повышенного образования вредных веществ не рекомендуется превышать режимы сварки (например, силу тока), особенно при сварке цветных металлов, сплавов, легированных сталей и изделий с антикоррозионным покрытием.
Наиболее благоприятным способом сварки плавлением с гигиенической точки зрения является аргонодуговая сварка. Характерным для этого процесса является выделение озона.
Вентиляция при Tig
Вытяжка для вентиляции сварочного поста своими руками
Во время работы со сваркой в воздух попадают пары металлов и другие ядовитые соединения. Поэтому в помещениях, где предполагается сварка, делают вытяжку для сварочного поста. Здесь мы расскажем, как она работает, что входит в ее состав и можно ли сделать такую вентиляцию самостоятельно.

Назначение вентиляции на сварочном посту
При плазменной и дуговой сварке в воздух попадают ядовитые соединения:
- выгорающее на электродах покрытие;
- испарения металла;
- газ, использующийся при сварке.
Из-за всех этих выбросов сварщик всегда экипируется, защищая органы дыхания. Но ведь нужно, чтобы эти газы не накапливались в помещении, поэтому нужна вытяжка, позволяющая:
- удалять из воздуха оксиды, соединения и другие вещества с помощью специальных отсосов, вытяжных зонтов;
- отводить газы и мелкодисперсные частицы в вентиляцию;
- подавать чистый воздух.
Все это можно сделать, правильно организовав вентиляцию сварочного поста.

Требования, предъявляемые к вытяжкам
Безопасную сварку в замкнутых пространствах может обеспечить только качественная вытяжка, поэтому перед ее созданием необходимо узнать технические требования.
Сварочная вытяжка должна быть автономной и не использовать одни и те же воздушные массы. Если автономной вытяжку сделать не получается, то потребуются подъемные и вентиляционные панели.
Так как чистый воздух для обмена будет браться с улицы, перед подачей его нужно нагревать или охлаждать.
Значительного выделения тепла, достаточного для циркуляции, при сварке не происходит, поэтому нужно, чтобы вентиляция сварочного поста сама прогоняла потоки с нужной скоростью.
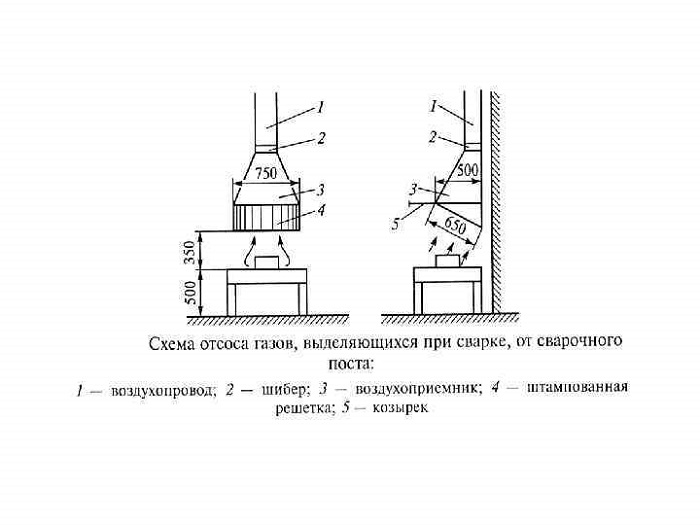
Вытяжные зонты устанавливаются около каждого рабочего места, но сбоку от сварщика, а не прямо над его головой, чтобы тяга воздуха не заставляла его вдыхать вредные частицы и те не создавали нагрузку на защиту. Зонты будут удалять до 75% вредных частиц. Для малогабаритных задач устанавливают вытяжной шкаф, который должен удалять 90% вредных примесей. Остальные пары выводятся общей вентиляцией сварочного цеха.
Важно, что эту сварочную вытяжку нельзя совмещать с вентиляцией других помещений, чтобы отравленный воздух не попадал никуда, кроме улицы.
Чтобы соблюсти все санитарные правила для сварочной вытяжки, опираются на СНиП II-33–75 и СП 1009-73. Здесь указаны:
- Допустимые концентрации ядовитых веществ. В радиусе 4 метров от места проведения работ она не должна превышать максимальную.
- Габариты оборудования, в зависимости от площади помещения, количества человек, занятых в сварке, а также инструментов, которыми они пользуются.
- Сечения и положения каналов для вывода вредных веществ и т. д.
Чтобы поддерживать допустимую концентрацию примесей, сварочное оборудование также должно соответствовать ГОСТ 12.1.005–88.
Виды системы вентиляции
Зная требования к сварочным вытяжкам и особенности рабочего пространства, где она будет установлена, можно перейти к изучению видов вентиляций и выбору подходящей.
Для начала, они могут быть местными и общеобменными. Местная предполагает, что сварщик будет работать в небольшом пространстве, например, вытяжном шкафу, и поэтому вентиляция будет только в этой зоне. Общеобменная сварочная вытяжка охватывает все пространство мастерской. Эти виды вентиляции можно использовать и вместе.
Общеобменная вентиляция может быть вертикальной и горизонтальной. Это указывает на разное направление потоков:
- Горизонтальная вентиляция имеет оборудование одинаковой мощности на подаче воздуха и его откачке. Здесь важно расстояние между стенами.
- Вертикальная вентиляция позволяет снизить мощность приточных вентиляторов, так как устройства откачки воздуха помещаются на высоте до 6 м. Если установить выше, то циркуляция ухудшится.
Говоря подробнее, организуя горизонтальную сварочную вытяжку, нужно использовать оборудование, которое равномерно распределяет чистый воздушный поток по помещению, без застоев. Желательно иметь электрические вентиляторы и систему дефлекторов. Для типового цеха 30х20 м, горизонтальной вентиляции будет вполне достаточно.
Вертикальная система сварочной вытяжки предполагает нагнетание потока воздуха через шахты, поэтому вентиляторы иногда устанавливаются в подвалах или, наоборот, на крышах. Каналы располагаются по полам и закрываются металлическими решетками, с ячейками хотя бы 5х5 см.
Скорость вентиляции на входе здесь должна быть не ниже 0,1 м/сек. Производительность вентиляторов вытяжки на крыше в 2 раза выше, чем у приточных, поэтому так можно организовать ускоренную вентиляцию в сварочном цеху.
Расчет вентиляционной системы сварочного поста
Выбрав вытяжку, потребуется сделать расчеты для ее грамотной установки и использования.
Так, в расчет производительности вентиляционной системы входит определение:
- Скорости воздушного потока для вытяжки. Обычно она оказывается не менее 1,5 м/сек., но рассчитать, используя ГОСТ 12.3.003–86, все равно нужно. В этом же документе говорится, как вентиляцию настроить на идеальную скорость потока.
- Необходимости установки щелевой насадки на вытяжку, если предполагается варка полуавтоматом. Ее длина прорези составляет 3,5 см, а находиться она должна на расстоянии не менее 5 см от рабочей зоны. Если такую насадку установить не получится, ее можно заменить на несколько обычных отводов.
Далее нужно определить правильный объем воздуха, что делается по формуле L=K * X, где:
- K — это коэффициент, составляющий корень кубический из 12 или 16, в зависимости от того, есть ли щелевой элемент или просто несколько отводов соответственно.
- X — это сила тока (в А).
Также здесь нужно учитывать технологию сварки, так как для каждой есть свои средние значения.
Вентиляционные каналы должны формироваться металлическими трубами, с мощными вентиляторами, фильтрами и защитными решетками.
Устройство вытяжки для сварочного поста своими руками
В больших пространствах сварочную вытяжку лучше собирать профессионалам, особенно если оборудования много, но если сварочный цех небольшой, то можно организовать качественную вытяжку сварочного поста и своими руками. Тем более, все ее составляющие уже закуплены, вид определен, а расчеты сделаны. Нужно только правильно все собрать.
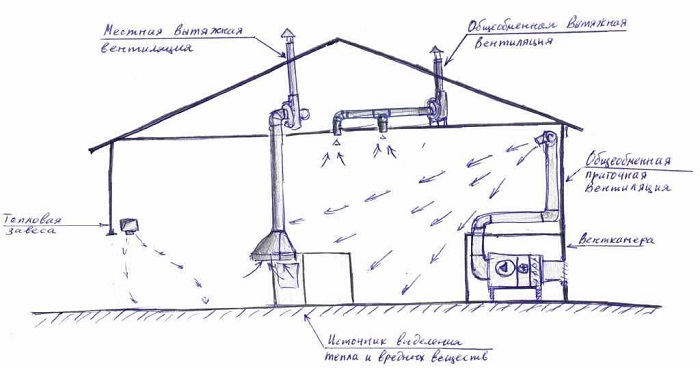
Вся работа делится на два этапа. Первый будет заключаться в установке общей вентиляции:
- Рядом со стеной, ведущей на улицу, делается вентиляционная камера. Далее ставят уличный вентилятор со специальной системой фильтрации, а также дополнениями для охлаждения и подогрева потока. Через полость в стене вентилятор будет всасывать чистый уличный воздух.
- Канал для движения воздушного потока устанавливают от камеры вентиляции к потолку.
- Еще один вентилятор с фильтрами должен появиться на чердаке, к нему подводится труба, по которой будет уходить отработанный воздух.
- В потолке делаются отверстия, которые соединяют с чердачным вентилятором с помощью вентиляционных каналов.
Так получается вентиляционная система смешанного типа, и вертикальная, и горизонтальная одновременно. Приточное оборудование будет подавать воздух по-разному, из-за чего он не будет застаиваться и будет возможность избежать «слепых зон» в углах мастерской.
Далее начинается второй этап, где собирается локальная вентиляционная линия, с вытяжкой для сварки у рабочих мест. Такая вытяжка не позволит большей части вредных веществ распространятся по всему цеху. Тут все проще, сбоку над верстаком рабочего места устанавливается колпак с вентилятором. К нему подсоединяется труба для вывода вредных газов, которая выводится на улицу через крышу или боковую стену.
Вытяжка для аргонной сварки
Добрый День или вечер Всем! Вопрос заключается в следующем. Необходимо организовать местную вытяжку от сварочных постов. Посты стационарные, но используются и для электродуговой сварки и для аргонной (варят нержавейку). Огромная просьба помочь, согласно каких документов все это делается, как расчитывается? Заранее спасибо.
![]()
Поиском пользуйтесь, ема неоднократно обсуждалась.
А так для пробы вот: технологическое_задание.doc ( 111 килобайт ) Кол-во скачиваний: 2260
Использовал совплимы с электростатическими фильтрами EG и подъемно-поворотное вытяжное устройство KUA-M-3-HLF, остался не доволен - вентиляторы FUA орут безбожно; скорее всего будем выносить за стены на улицу.
Посмотрел свойства этого файла. Там обозначена организация Klimat Prof. На сайте этой организации сказано, что в 2007 году Штат компании составил 1000 человек.
Осталось понять, это интегральное мнение всей компании или только частное суждение отдельного специалиста.
Есть специальные сврочные посты (столы) со встроенной системой дымоудаления, у тех же СовПлимов. А по собственному опыту сомое оно стол с трёхсторонним ограждением и местный отсос (панель под углом) с рассекателями. Несколько постов в общую сеть, а там дело вкуса фильтры, вентиляторы, рециркуляция.
Местные вытяжные устройства типа KUA и т.п., при сварке габаритных изделий неудобны.
Все эти столы я видел. Вопрос в том что мне нужна вентиляция на столах с не стандартными размерами. И вопрос стоит - как правильно пощитать и подобрать оборудование для таких постов.
Чтоб посчитать вообще вентиляцию сварочного производства и не важно какой у вас стол стандартный или треуголный необходимо знать следующее:
Как производится сварка (под флюсом либо в среде инертных газов)
Что и сколько летит при сварке (состав и количество газов)
Чтоб узнать второе нужно знать первое и какими электродами производиться сварка и расход этих электродов в час
Как узнаете что летит нужно знать обладет ли смесь суммацией ПДК вредных в-в или же можно выделить одно наивреднейшее в-во и по нему произвести расчет воздухообмена.
Далее нужно знать возможно ли объединение вытяжек от сварочных постов эл.дуг и аргонной сварок, поскольку в воздуховоде у вас может образоваться взрывоопасная смесь, а может и не сможет, эт может сказать только технолог.
Ну а далее посчитав все выше изложенное, подбираете вентилятор в соответсвии с категорией помещения по НПБ, его классом по ПУЭ, на расход и рассчитаный напор вент. сети.
Как правило всю эту информацию предоставляет технолог, если технолога нет, то единственное что остается делать -брать техническую литературу и штудировать этот процесс от корки до корки.
Сварка на этом столе будет ведь не для однотипных изделий?Может рассотреть вариант с подвижным зонтом на гибком воздуховоде?Это и расходы снизит и эфективность таких отсосов выше.Но это не стандартное похоже оборудование получится-т.е. мороки больше.А по производителям не подскажу-ибо не в курсе.
Для большинства видов сварки нормируется подвижность воздуха в зоне горения дуги, типа 0,2 м/с,
выше или дугу начинает искажать, или защитное облако газа сдувать, ну и так далее
в зависимости от вида сварки.
Спасибо всем ответившим. У меня как раз самый вопрос это от чего оттолкнуться, исходник. Может чем и поможете.
И так. Сварка производится для однотипных изделий, т.е. есть несколько видов небольших конструкций которые повторяются.
Т.е. проще говоря производство однотипно. Была эл.дуговая сварка а теперь переходят на сварку в среде аргона. Вот и вопрос -
Что и сколько летит при сварке (состав и количество газов). В переспективе на этом "конвеере" эл. дуговой сварки не будет.
Я уже сам, правда не окончательно, пришел к решению, что сделать определенное движение воздуха в зоне сварки (как нашел что
для аргона не более 0,3м/с), поставить фильтра (грубый, тонкий, эл.статический) и все. Но хотелось бы быть уверенным, что если все
это пустить на рециркуляцию не потравиться народ, плюс - возможна ли рециркуляция? (все-таки расходы получаться приличные).
(Общеобменку пока здесь не беру в расчет, знаю что нужна)
Для ФВС: Спасибо за ссылку, поищу. Обычно в таких книгах можно что-нибудь надергать. Спасибо
Серийное оборудование. Два раздела из каталога. Немцы пишут на русском языке в 2007 году.
01 - местная вытяжка
08 - столы
2007_Kemper_01.pdf ( 8,08 мегабайт ) Кол-во скачиваний: 1643
2007_Kemper_08.pdf ( 8,14 мегабайт ) Кол-во скачиваний: 1797
И один из разделов каталога для решений с рециркуляцией.
06 - фильтро-вентиляционные установки в настенном исполнении. Электроститический и/или картриджный.
В Германии более 30 фирм выпускают продукцию аналогичного назначения и качества.
В США - более 70.
В .
В России оборудование подобного качества (для решений с рециркуляцией) не производят имхо.
для gh5rjn
Спасибо за инфу, довольно интересно, особенно по кассетам для столов. Тоже был вопрос как их сделать. Теперь более- менее понятно
gh5rjn==В России оборудование подобного качества (для решений с рециркуляцией) не производят имхо.==
Кстати Саров делает, но на каком комплектующем пока не знаю, обещали инфу узнать.
То что касается техники - как бы понятно. Основной вопрос остается нерешенным - как правильно посчитать
Рысин "Вентиляция машиностроительных заводов"Тут был.В нем есть.И см. пост11
Прикрепляю пару книжек по расчету сварки, думаю там есть что подчерпнуть.
1. Рекомендации по проектированию отопления и вентиляции сварочных цехов.djvu 302 kbyte
2. Вентиляция рабочих мест в сварочном производстве.djvu 2.05 Mbyte
В Арзамас-16 скорее всего работают хорошие ребята. Но одного желания мало, чтобы стать олимпийским чемпионом.
То о чем ты говоришь называется МЕЙД ИН ИТАЛИЯ (фирма CORAL).
scan_Consar_2007.pdf ( 8,6 мегабайт ) Кол-во скачиваний: 173
Consar_2005.pdf ( 8,43 мегабайт ) Кол-во скачиваний: 180
Consar_2006.pdf ( 6,87 мегабайт ) Кол-во скачиваний: 313
Consar_2007.pdf ( 8,23 мегабайт ) Кол-во скачиваний: 434
Книги - это слова слова слова .
Вероятно всем известно, как на практике реализованы эти слова.
Суха теория, мой друг, а древо жизни пышно зеленеет.
Как сам то считаешь, хорошее оборудование производит это предприятие ? И насколько оно востребовано (и сколько получает наград на выставках, и отзывов профессоров, и . ) в странах типа Германия, Франция, Англия, Швеция, Дания, Италия, Польша, Венгрия, Чехия, Словения, Турция, США, Канада, Япония, Австралия, Корея, Китай.
Но зря Вы так относитесь к нашей продукции. Все зависит от руководства, от хозяина. Если он есть - и делают нормально
Колхоз (все в стране - наше, общее) закончился в 1991 году. Сейчас на каждый чих есть свой хозяин. С тобой (со мной, с ним) хозяин делиться не станет. Не думаю, что он сильно интересуется как проходит в РФ пенсионная реформа.
Давай лучше думать не об интересах хозяина, а о правах потребителей продукции этого предприятия. В нашей стране таких много.
Если сварка - то надо покупать зарубежные фильтры, в РФ пока это делать не умеют. По другому оборудованию, в том числе и фильтрам, нужно конкретно рассматривать каждый случай.
Совплим и Консар идут по правильному пути. Но что касается именно темы сварки, то пока их продукция не выдерживает никакой критики, это профанация. А то предприятие, которого ты к счастью не знаешь, выпускает продукцию запредельного качества - это полный сюрреализм.
Именно про это оборудование ни чего не скажу, не знею. . уже давно использую автоматику на эл.калориферы .
В огороде - бузина, а в Киеве - дядька. Это никак не связано с местной вытяжкой при сварке
Отдельные представители населения РФ умеют (а иногда и производят) продукцию современного уровня. А другие представители - не производят, и не умеют, и не хотят так как им и так нормально, да и по жизни озабочены иными целями и исповедуют иные ценности смысла жизни.
посты непередвижные, работает сварщик на кантователе, у него например лежит большая детал длиной 2м ее надо сварить он с одной стороны начал варить закончил в другой стороне ему придется двигать за електродом вытяжной рукав ему это тяжело, надо придумать что небуть такое чтобы недвигать.
сварщик с большими деталями один работает?
ну сделаете вы большой зонт над сварочным постом, все равно грязь эта через сварщика в зонт уходить будет, смысл тогда вообще делать?
встречал такое решение, когда газы забирались в зонт расположенный под сварным постом (в вашем случае кантователем), попробуйте развить такую мысль
Поняла. Была аналогичная ситуация. Был сварочный трактор, который перемещался с определённой скоростью (ну и естественно передвигать следом ФВА не слишком приятная затея), мы связывались с заводом-изготовителем ФВА, была мысль закрепить на тележке трактора воронку, но так дело до конца не довели, т.к. объект заморозили. Просто, в данном случае, я не очень представляю, как всё это будет выглядеть стационарно, т.к. у нас 2 основные задачи:
-удалять воздух из зоны сварки, а раз зона перемещается, значит воронка тоже должна перемещаться
-очистка, т.е. без ФВА не обойтись
Может кто-нибдь что-либо дельное Вам посоветует.
Решение очень простое. Есть несколько вариантов:
1. Стационарный электростатический фильтр TRION (на каком то уровне от пола) + гибкий шланг на консоли с намоточным механизмом движеться вместе с сварочным механизмом.
2. Вытяжной зонт на уровне пола по всей длине, соединенный воздуховодом с электростатическим фильтром TRION/
В Европе давно уже отказались от передвижных Фильтро Вентиляционных Агрегатов (ФВА), так как ценят (дорого стоит) рабочее время сварщика, поэтому повсемесно применяют стационарные модели электростатических фильтров TRION (высокая эффективность).
По многим исследованиям и опросам сварщиков - им тяжело за собой таскать или предвигать еще что либо.
Подробнее на сайте .
Читайте также: