Зачем нужна точечная сварка
Обновлено: 18.05.2024

Самым распространённым видом контактной сварки – точечная сварка (ТС).
С ее помощью оперативно и качественно соединяют листовой металл небольших толщин.
В данной статье опишем, что такое ТС, методы и изъяны таких работ при неверном выполнении.
Вступление
ТС один из видов контактной сварки, также существуют стыковочная, шовная и их производные. Однако широкого применения заслуживает именно точечное сваривание, о нем пойдет речь далее.
Точечная сварка применима везде. К примеру, при сборке современных кораблей, корпус имеет неисчислимое количество точек, формирующих собой надежный шов.
Ее принцип состоит в прогревании и сваривании изделия путем наложения элементов. Далее электродами последние прижимаются и пропускают через них большую силу тока.
Это означает, что электрический разряд в точке нагревает металл до температуры плавления. Тем самым детали сливаются воедино. В результате шов имеет приемлемый внешний вид и высокую надежность.
Точечная сварка имеет свои отличия от других методов контактного сваривания. Во-первых, такой метод варки ощутимо экономит время сварки (нужна малая доля секунды для создания одной точки). Для работы с ТС:
- Используют довольно большую силу тока от 1000А;
- Устанавливают низкое напряжение до 10 Вт;
- Ореол плавления от пары миллиметров до одного-двух сантиметров;
- Применяется механическая нагрузка, достигающая показателя 100 кг.
Зачастую к точечному свариванию прибегают в задачах по соединению стержневых элементов либо листов из тонкого металла. Этому виду сварки свойственно объединение как миллиметровых металлов, так и сантиметровых, но не более 3 см.
На практике, связывать приходится заготовки не толще 5-7мм. ТС широко используется для конструирования кузовов.
Плюсы и минусы

Популярность варки самостоятельно точечным методом обусловлена плюсами ТС. Она не требует электродов, проволоки и т. д. Это позволяет увеличить время на другую работу и бережет ваши деньги.
К следующим положительным особенностям относится:
- несущественная деформация;
- удобство использования сварочного агрегата.
Даже человеку делающий впервые ТС все под силу. Результат вас порадует - аккуратный и крепкий шов, дешевый рабочий процесс, практически полностью автоматизирован.
А возможный объём работ ошеломит, ведь за одну лишь минуту можно создать несколько сотен сварных точек.
Минусов незначительное количество, а именно: невысокая герметичность в сравнение со швами, созданными с использованием электродов.
И еще один недостаток, необходимость постоянного контроля напряжения в зоне точки сваривания.
Процесс ТС

Перейдем теперь к процессу точечной сварки, который состоит всего из 3-х этапов. Первый, подготовительный (рассмотрим отдельно ниже в статье).
Второй, свариваемый: после того как детали подготовлены, их располагают под остриём сварочной машины, затем сжимают. В результате деформации металла получаем углубление в виде точки.
Подаем ток, деталь нагревается, затем плавится, в углублении образуется жидкий центр. С течением времени ток проходит через весь центр и увеличивает точку в размере.
Эта точка формирует свариваемое место. Так как ранее была произведена деформация металла, процесс не формирует брызг метала, а шов в итоге выглядит естественно без зачистки.
Третий этап - завершающий. Прекращаем подачу тока, нагрев металла останавливается, точка кристаллизируется. Жидкий центр теперь часть детали.
Обратите внимание, при остывании центр немного уменьшает свой размер и тем самым создает остаточное напряжение.
Его необходимо убрать для этого есть несколько способов. Рекомендуем сдавить элементы сильнее перед окончанием сваривания, тогда шов становится более единородный. ТС своими руками проста и выполнима человеком без высокой квалификации.
Подготовительный этап

Разные способы сваривания металла, в т.ч. и ТС, предусматривают поначалу подготовку металла. Для начала очистите место сваривания:
- от загрязнений;
- от коррозии;
- от окисной пленки.
Без очистки мощность теряется и приводит к большему износу сварочного агрегата. Рекомендуем применять следующие методы очищения:
- пескоструйная очистка;
- болгарка с металлической щеткой;
- наждачная бумага;
- спецрастворы (для небольших элементов).
Особое внимание надо уделить подготовке алюминия и его производных. На поверхности существуют плотная пленка оксида. Она служит барьером для качественного прогрева и сварки деталей. Поэтом требуется обязательно удалять планку перед началом сваривания.
Важность заключается в том, что конструкция созданная без удаления пленки, не будет иметь достаточную прочность.
Сварочные агрегаты
Для точечной сварки необходимо иметь прежде всего сварочный аппарат. Можно работать оборудованием как с постоянным, так и с переменным током; конденсаторного типа или на низкой частоте.
Все виды сварочных машин рознятся формой свариваемого тока и силовым электрическим контуром. У них существуют свои позитивные и негативные стороны. Нет конкретного аппарата, который устроит каждого сварщика.
Мы рекомендуем работать аппаратом с переменным током, по статистике это более используемый вариант. В зависимости от необходимых работ - выбирайте тип агрегатов.
Дефекты ТС

При наличии знаний и опыта ТС получиться хорошего качества. Учитывая простоту работы с ней - освоить азы достаточно легко.
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
- центр в итоге огромный;
- центр в итоге очень маленький;
- центр смещен в право или лево от стыка.
Также когда интервал между точками большой, шов не получается сплошным. А в случае неверно подобранным параметров на агрегате детали сильно деформируются. Самый страшный брак - не проваренный центр, а и отсутствие такового.
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).
Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
- точку сваривания размещать посередине стыка;
- контролируйте размер литого центра;
- убедитесь в отсутствие шлака, трещин;
- не давайте большого напряжения.
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Подытожим
Точечная сварка - удобная и простая в работе. Не предусматривает использование проволоки или флюса. Существует широкий выбор аппаратов для сварки.
Как для ручной, так и для автоматической работы еще и разного бюджета. В интернете вы можете найти детальное видео о создании ТС своими руками.
Для ее конструирования не понадобятся особые знания, хватит минут 15 вашего времени и агрегат будет готов. Удачи!
Особенности аппаратов для выполнения точечной сварки, их достоинства и недостатки

Начинающие сварщики имеют приблизительное представление о разнообразии сварочных аппаратов. Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Но сейчас выбор устройств большой. Кроме дуговой и полуавтоматической сварки есть еще точечная.
Чтобы практиковать такой вид сварки, надо знать, где она востребована, какой аппарат для этого нужен (с его плюсами и минусами) и можно ли его создать самостоятельно.
Особенности технологии
Точечная сварка – это процесс сваривания с применением высокочастотного тока, один из видов контактной сварки. Шов при такой работе состоит из нескольких сварочных точек. Точка получается, когда части свариваемого объекта зажимают между электродами.
Электроды закрепляют над и под металлом, в момент сжатия подают ток. От него плавится металл, электроды сдавливают его, в итоге получается точка. Такая работа возможна только с использованием особого оборудования. Иногда, в качестве вспомогательного элемента может применяться резиновая крошка.
Существуют небольшие аппараты для точечной сварки и большие агрегаты, используемые в промышленных масштабах. Сфера применения широкая, от машиностроения до бытовых нужд.
Разновидности сварочных аппаратов

Есть три подвида инверторов. Промышленные работают на производствах, где варят в больших объемах множество деталей часто из толстого металла. Такие аппараты большие, их не перемещают с места на место. Один из примеров – машина МТ 1928.
Профессиональные сварочные аппараты меньше промышленных, их можно брать с собой на выезд. Актуальны они для работы на стройке или в автосервисе.
Точечная сварка применяется в быту. Для этого покупают слабомощные модели или делают аппараты самостоятельно. Для мелкого ремонта такие самоделки вполне годятся.
Плюсы и минусы точечной сварки

Самое большое преимущество – скорость сварки. Самое простое устройство может создать больше сотни сварочных точек за минуту. Человек не сможет сварить с такой скоростью, как варит аппарат.
Работа проходит быстро и точно даже с толстым металлом (около двух сантиметров). За это эти аппараты часто используют при изготовлении и ремонте автомобилей.
Еще один плюс – дешевая сварка. Большие аппараты (промышленный и профессиональный) дорогие, но чтобы они работали, нужен только электрический ток и несколько электродов, которые служат долго.
Контактная сварка – несложный процесс, с ней справится и самоучка. Не надо учитывать расход инструмента, следить за ровностью шва, зажигать дугу.
По этой причине точечная сварка применяется на конвейере. С ее помощью можно не тратить много денег на производство и получать большой КПД от сварки.
В вопросе потребления электричества этот тип инвертора радует – такие аппараты экономичны за счет быстрой работы.
К преимуществам также относится простота исполнения и возможность применить ее ко всем сферам. Сварить точками можно любой металл, даже цветной, толщиной до 20 мм. Чтобы получить хороший результат, надо грамотно выставить настройки.

Есть у точечной сварки и минусы. Хотя это довольно производительный процесс, она не подходит для работы с очень толстыми деталями. Потолок – толщина 20 миллиметров. Если варить более толстые металлы, точка будет непрочная и быстро сломается.
Иногда устройства для точечной сварки бывают очень большими. Обычно это устройства на производстве. Но это относится только к стационарному оборудованию, аппараты для бытового пользования небольшие.
Шов, получаемый при такой сварке, неаккуратный. Такая работа не подойдет для художественной ковки. Так варят только детали, которые не будут стоять на виду, например, кузов машины изнутри. Незаменима точечная сварка при создании временных швов.
Главный недостаток – опасность для работающего. Большинство тех, кто видел процесс точечной сварки, думает, что это безопасно, чем варить дугой или с помощью газами.
Во время работы сварщик манипулирует током с высоким напряжением, а это крайне опасно для жизни. Новичок может отдавить себе пальцы устройством, лишиться зрения или заработать ожог.
Так что во время работы следует не забывать о безопасности и надевать спецовку.
Когда следует прибегать к точечной сварке
Это одна из самых популярных разновидностей. С ее помощью получаются прочные швы без использования обычных электродов и других материалов.
Для работы нужен только аппарат, выдающий ток с высокой частотой. Это расплавляет металл и формирует сварочные точки.
Аппарат для такой сварки можно сделать самостоятельно из старого аппарата (из него в принципе можно сделать множество видов сварочников).
Чтобы получить точечный аппарат, нужно купить контроллер. Так можно получить работающее устройство, которое выручит дома.
Особенности и техника выполнения точечного сваривания различных изделий

Сварка точечного типа – это подвид контактной сварки. Ее отличие от всех остальных видов заключается в том, что свариваемый элемент закрепляется одной либо большим количеством сварочных точек, а не протяжным швом, как обычно.
Эта характеристика выступает главным свойством обсуждаемого вида сварного соединения. Собственноручно выполнить точечное соединение достаточно легко.
Уже в далеком 1877 году в бытовом хозяйстве, промышленной и строительной отрасли применяли этот вид сваривания. Нужно лишь ознакомиться с главными его особенностями.
Значение сварки точечного типа
Под контактным свариванием понимают сварку тиснением с предварительным нагревом соединяемых поверхностей заготовок теплом, выделяющимся в местах их контакта при прохождении электрического тока от стержней.
Существуют особые нормы, по которым производят это соединение:
- Небольшое напряжение от сети – от 2 до 5 В.
- Период воздействия – от 0,2 до 2 с.
- Большие значения тока во время работы – свыше 1000 А.
- Наименьшая зона сплавления, которая создает условия для сваривания.
- Мощь теснимой зоны соединения – около пары сотен кг.
Наиболее часто сварочные работы точечного типа применяют в промышленной сфере, если сравнивать с остальными видами контактного сваривания (стыковой, шовный).
Такое широкое распространение обусловлено очень удобными характеристиками сварочного процесса, а также большим диапазоном использования.
Существует много причин, от которых будет зависеть надежность соединения. Прежде всего, это площадь ядра (точки). Дальше поставим силу тока при работе, а также его период влияния на свариваемые элементы.
Также немало зависит от мощности тиснения деталей. Этим способом варят разные по толщине (от 0,01 мм, заканчивая 2-3 см) и крепости элементы. Чаще всего к точечному способу прибегают для соединения элементов «внахлест».
Принцип действия сварки точечного типа

Этот вид контактного сваривания работает следующим образом: сначала свариваемые элементы фиксируются в нужной позиции и крепятся (для того, чтобы не двигались во время работы).
Потом к подготовленным деталям с обеих сторон через стержни подводят электроток.
Из-за этого образуется большая температура в области соприкосновения электродов с металлом с последующим плавлением последнего.
Этот процесс подразумевает появление сварочного ядра (можно привести аналогию со сварочной зоной (ванной) при других видах). Как правило, диаметр ядра имеет диапазон от пары миллиметров до 1,5-2 см.
Стальные низкокачественные детали можно сваривать без плавления ядра, однако по качеству такое скрепление будет плохим. Опытные сварщики советуют начинающим практиковаться как раз на этих заготовках.

Теперь пошагово разберем все стадии процесса:
- Стадия подготовки, в которую входит 3 главных этапа:
- Подготовка свариваемых элементов к работе. Края подчищают, чтобы убрать остатки пятен от масла либо лакокрасочных материалов. Далее следует закрепить детали (струбцинами либо ручными тисками) перед свариванием между стержнями.
- Организация места для работы, учитывая требования, нормы, а также правила безопасности.
- Приготовления мастера. До начала сварочных работ обязательно нужно надеть особую экипировку. Она состоит из специальной маски, защищающую глаза сварщика от искр (во избежание ожогов), а также костюма.
- Собственно, процесс варки. Плавка металла из-за большой температуры, которую образуют электроды. Сварщик закрепляет между стержнями свариваемый элемент и включает подачу тока. Энергия, создаваемая током и плавит деталь. После образования ядра подачу тока прекращают, металл туго прижимают друг к другу, происходит застывание (кристаллизация) сварочной точки. Таким образом и происходит точечное сваривание.
Как вы видите, процесс достаточно легкий и не обязательно быть профессионалом, чтобы собственноручно выполнить сварку точечного типа. Нужно лишь разобраться в сути работы. Сварочный ток создает импульс, который и обеспечивает нагревание.
Ток точечно плавит деталь и создает сварочное ядро. Потом, после того, как импульс исчезнет, деталь еще пару секунд плотно сжимается. Этого времени ему достаточно для застывания и скрепления.
Заметьте: во избегание разбрызгивания, зажатие деталей происходит во время подачи импульса.
Потенциальные дефекты
При выполнении сварочных работ на дому в первую очередь нужно знать, какие дефекты могут возникнуть и почему, для того, чтобы не допускать подобного. Разберем наиболее частые несовершенства при точечной сварке:
- Не полное либо полное несплавление. Причины: слишком сильное сжатие, электроды плохого качества (устраняется покупкой и заменой на качественные), либо малая сила тока. Этот дефект выявляют двумя вариантами: проводя внешний осмотр или применив особое оборудование для контроля качества сваривания (ультразвуковое либо радиационное).
- Щели по краям при сваривании внахлест. Причины: размещение сварщиком сварочного ядра очень близко относительно кромки элемента. Поэтому нужно предусматривать достаточное количество нахлеста для соединения хорошего качества.
- Трещины о время работы. Причины: большой ток или плохо подчищенные детали, при этом сбивается температурный режим работы через появившееся сопротивление.
- Внутренний выплеск. Эта оплошность характеризуется «вылезанием» за рамки сварной точки плавленого металла и образованием просвета межу деталями. Причины: очень высокое значение тока или продолжительный импульс, что приводит к слишком сильному плавлению ядра. Во избежание этого нужно держать под контролем силу электротока, а также проследить, чтобы стержни были зафиксированы ровно. Для настройки оборудования советуем попрактиковаться на пробном куске металла сделать пару точек.
- Наружный выплеск. Брак такого типа характерный выпиранием наружу плавленого металла. Причина: слабое стискивание свариваемых элементов. А значит, нету времени ковки, при котором детали объединяются.
- Вмятины от стержней. Причина: слишком сильное сжимание либо применение проводников с небольшим диаметром. Брак образуется от того, что электроды были зафиксированы в неправильном положении, а это может привести к образованию большей площади плавления.
- Поджог. Эта оплошность характерна в большинстве случаев для неопытных сварщиков во всех видах сварок. Причины: неочищенная поверхность окончания электрода или деталей, небольшая мощность зажатия стержней.
- Трещины внутри и снаружи. Причины: выполнение зажатия не вовремя, большая сила тока.
- Смещение сварочной точки. Причины: неправильное размещение проводников относительно деталей.
Плюсы и минусы способа

После того, как мы поняли принцип действия сварки точечного типа, перейдем к разбору его главных «за» и «против». И так, достоинства такого соединения включает:
- По сравнению с остальными техниками и видами, точечный вид – наиболее гигиеничный.
- Высокий КПД.
- В работе не нужно использовать вспомогательные элементы, такие как флюс, газы и тому подобное.
- Так как работы проходят без газа, здоровье сварщика остается в целостности и сохранности, ведь не образуются опасные вещества.
- Способ не предусматривает каких-либо остатков или отходов.
- Очень качественная сварка за небольшое количество времени.
- Можно применять робототехнические комплексы, многоточечные машины, агрегаты, а также поточные сборочно-сварочные линии для контактной сварки.
При следовании всех правил по сварке точечного типа, получится действительно скрепление высокого качества, которое будет обладать крепостью и опрятным видом.
Существует статистика, которая говорит, что начинающим легче будет даваться обучение точечной сварке, а не практика в выполнении швов разных типов.
Однако недостатки также имеются, о них следует знать:
- Есть трудности при образовании крепкого соединения, работая с элементами из разных металлов (как правило ничего не выходит).
- Более сложные в использовании и построении проводники, в особенности при сварке многоточечного типа.
- Если импульс будет мощным, металл начнет разбрызгиваться.
- Если вместе варить пару точек, трудностью будет мудреное устройство сварочной головки, а также принцип стеснения.
Установка для работ точечным методом

Ниже изображено, как выглядит установка для сварки точечного типа. Она состоит из таких элементов:
- Зажим для сварки;
- Реостат;
- Механизм зажатия стержней;
- Трансформатор тока;
- Реле отключающее и включающее.
Если смотреть на бытовые установки, то реостата (регулятора силы тока) может не быть. В этом случае сварщик самостоятельно настраивает силу сцепления электродов, а также длительность влияния на свариваемый элемент.
Тут нужно опираться на свои навыки, опыт и чутье.
Во время работы обязательно нужно следить за состоянием стержней. Степень теплоты там, где они воздействуют на сварочную точку, падает, когда проводники расширяются в диаметре. Стержень и ядро должны иметь одинаковый диаметр.
В большинстве случаев электроды производят из огнеупорных материалов, таких как бронза либо медь. Однако все равно следует заменять их время от времени, ведь они постепенно деформируются от больших температур.
Оснащение для сварки точечного типа
Оборудование разделяют так:
- По размещению проводников – один напротив одного, параллельное;
- По способу перемещения – стационарное, переносное, подвесное;
- По методу автоматизации – автоматическое, ручное.
На производстве рекомендуем применять оборудование наилучшего качества. А для бытовых работ можно даже создать своими руками из любого электроприбора аппарат для точечной сварки.
Далее приведено видео, из которого вы детально узнаете, как это реализовать в жизнь.
Точечная сварка
Точечная сварка - популярный способ сваривания различных металлических конструкций. При помощи него можно быстро и качественно соединить различные тонкие металлы. По этой причине этот вид сварки часто применяются при изготовлении электротехнических приборов, а также при соединении листовой стали с толщиной не больше 2 мм.
Благодаря тому, что точечная технология достаточно простая, ее часто применяют в домашних условиях и на производстве. Но все же чтобы во время ее проведения не возникло проблем стоит изучить главные особенности и нюансы.

Общая информация
Что такое точечная сварка и для чего она используется? Этот вопрос интересует начинающих специалистов, которые занимаются изготовление конструкций из металлов. Это распространенный метод сваривания, который относится к подвиду контактной сварки. Во время процесса металлические элементы привариваются друг к другу в одной или в нескольких точках.
Прочность сварного шва может зависеть от структуры и параметров точек. Кроме этого на показатели прочности соединения оказывают влияние другие не маловажные факторы:
- свойства используемых электродов;
- сварочный ток;
- период протекания тока через свариваемые элементы;
- степень усилия сжатия;
- поверхность компонентов, которые используются для сваривания.
Контактная точечная сварка является востребованным методом сваривания металлических изделий. Он обладает высокой производительностью, а также имеет широкую область использования. Его применяют в разных сферах производства:
- для сваривания тонких деталей при изготовлении электротехнических приборов;
- в автомобилестроении, особенно, когда требуется сварить тонкие стальные листы с толщиной от 2 до 20 мм;
- в самолетостроении;
- в судостроении;
- в машиностроении и других областях.
Рассматривая, где применяется точечная сварка, стоит обратить внимание не то, что этот метод используют при прокладке нефтепроводов и газопроводов.
Принцип проведения работ
Технология контактной точечной сварки обладает характерными особенностями, которые необходимо учитывать при ее проведении. Во время процесса используется тепло, которое проявляется при пропускании тока по электродам через соединяемые внахлест металлические элементы в зоне их плотного сжатия. Именно оно и производит нагревание металлического сплава и его последующее расплавление.
Вместе с пропусканием электрического тока выполняется сжатие металлических частей электродами. Во время тесного контакта расплавленных областей возникает их постепенное сплавление, которое усиливается точечным диффузным проникновением, проявляющееся во время сжатия частей металла.
В отличие от других методов сваривания точечная TIG сварка имеет следующие свойства:
- Быстро соединяет металлические элементы (всего за несколько секунд).
- Во время нее используются большие значения электрического тока (свыше 100 Ампер).
- Наблюдается небольшое напряжение в рабочей зоне (от 1 до 10 В).
- Использование сжимающего сдавливания в точке сваривания (от 10 до 100 кг и выше).
- Точечная область плавления.
Фазы процесса
Чтобы понять, как работает точечная сварка, стоит рассмотреть основные фазы процесса, а всего их три. Каждая имеет характерные особенности, которые оказывают влияние на итоговые результаты. В первой фазе производится сжатие металлических компонентов. Это вызывает появление пластичной деформации в области контакта. Для этих целей сварочное оборудование дополнено специальными клещами.

При проведении второй фазы подается ток к зоне контакта. Это вызывает расплавление металла в точке сваривания и образование расплавленного ядра. Пока проходит ток, наблюдается расширение ядра до максимальных показателей. Сжимание свариваемых компонентов вызывает образование пояса с плотной структурой вокруг жидкого ядра, именно он предотвращает выход расплавленного металла за пределы сварочной зоны.
Во время третьей фазы сварочный ток выключается, а металл в это время остывает и кристаллизуется. При охлаждении прижимное состояние элементов сохраняется некоторый период, это снимает напряжение.
Стоит отметить! Все важные требования и правила проведения работ указываются в ГОСТах и документации. А подробная схема точечной сварки с указателями поможет понять, как должен правильно проводиться процесс сваривания.
Достоинства и недостатки
Точечная сварка проволоки имеет положительные и отрицательные качества, которые обязательно нужно рассмотреть, перед тем как приступать к работам. От них будут зависеть прочностные характеристики сварного соединения.
К преимуществам сварочной технологии можно отнести:
- Для проведения работ не потребуется применять электроды, проволоку и флюсы. Это сэкономит не только время, но и деньги.
- Сварной шов получается ровным и прочным.
- Деформация незначительная, она может наблюдаться только в местах точек.
- Простое и легкое проведение. Контактная точечная сварка может с легкостью проводиться своими руками.
- При помощи данного метода сваривания можно соединять как толстые, та и ультратонкие детали.
- Возможность автоматизации и роботизации сварочного процесса.
- Высокая культура производства.
- При проведении сварочных работ наблюдается высокая экологичность. Это значит, что данная технология не оказывает негативного влияния на состояние здоровья.
- Высокая производительность. Точечная технология способна выполнять большой объем работ, за минуту она формирует до нескольких сотен сварных точек.
Автоматическая и ручная точечная сварка имеет негативные качества, но по сравнению с достоинствами их не так много и они незначительные. К недостаткам данной технологии можно отнести:
- точечное сваривание подходит только для соединения внахлест тонких листовых стальных изделий и стержневых материалов;
- готовые соединения имеют низкую герметичность в отличие от швов, которые производятся при помощи сварки с использованием электродов;
- сложное диагностирование сварного соединения;
- высокие требования к чистоте металла при сварке;
- для работы с оборудованием необходимо иметь опыт, требуется уметь правильно его настраивать.
Технология точечной сварки
Многие интересуются, как сделать точечную сварку в домашних условиях? Но перед тем как начинать ее самостоятельное изготовление стоит изучить особенности проведения сварочного процесса. Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.

Точечная контактная сварка проволоки и других металлических изделий проводится в несколько этапов:
- На начальном этапе требуется провести подготовку металлических поверхностей. Свариваемые элементы требуется очистить от лакокрасочных покрытий, а также материалов, которые могут затруднять проведение тока. После очистки материалы должны без напряжения плотно прижиматься друг к другу.
- Сжимание свариваемых элементов. При помощи привода клещей необходимо плотно сжать поверхности, произойдет их частичное деформирование. Это обязательное условие, он требуется для улучшения проводимости тока между контактами клещей.
- Нагревание свариваемых металлических элементов электрическим импульсом. Чем толще элементы, тем дольше требуется удерживать нагревание. Для работ может использоваться импульс с постоянной и с регулируемой (переменной) силой тока.
- В оборудовании с автоматическим управлением присутствует этап ослабления давления на детали - это необходимо для предотвращения выдавливания металла из расплавленного ядра. Если для сварки применяются ручные клещи с механическим управлением, то этот этап пропускается.
- Далее происходит отключение тока. Визуально момент отключения можно выявить по степени нагрева зоны между электродами. После того как металлическая структура становится красного цвета, необходимо отпустить ток.
- Прижим и проковка в период остывания металла. Данные действия требуются для формирования прочной структуры сварочной точки.
Важно! Настройки оборудования, которое используется для сварки, зависят от вида металла. На качество сварного шва влияют разные факторы - технология сварочного процесса, тип импульса, режимы сжатия элементов.
Дефекты и причины их появления
Многоточечная сварка востребованный метод, который используется на производствах и в домашних условиях. При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
Среди основных дефектов можно выделить:
- Прожог. Этот дефект имеет вид отверстия, которое возникает в обеих деталях. Сплавленные края с легкостью отрываются. Перегревание и стекание металла может возникнуть из-за нескольких условий - применение высокой силы тока, большая длительность импульса, избыточная сила сжатия. Чтобы предотвратить прожог рекомендуется снизить силу тока и прижимания.
- Выплескивание и растекание металла. При сильном сжимании или при использовании долговременного слабого импульса металл может выйти из ядра, а на его области появляются пустоты. Во время рабочего процесса выплескивание металла имеет вид искр, которые вылетают из точек. До определенного предела выплескивание не наносит особый вред качеству шва, но все же наличие этого факторы снижает прочность сварного соединения.
- Непровар. Не прогревание ядра может проявляться по ряду причин - слабая степень подаваемого импульса, оказание недостаточной силы сжатия, ослабление клещей. Непровар может возникнуть в случаях, когда сварные точки находятся рядом - соседняя точка выступает шунтом, через который может проходить часть объема электрической энергии. Это значит, что она не будет применяться для расплавления металла.
- Уменьшение показателей диаметра сварки. Недостаточная площадь расплава может появляться в случаях, когда подается слишком короткий импульс или наблюдается не слишком плотное прилегание свариваемых элементов. В данных ситуациях в одной точке может быть один или несколько микросплавов, в сумме они значительно слабее цельной точки.
Контактная или бесконтактная точечная сварка должна выполняться в соответствии с определенной технологией. Но все же этот метод обладает некоторые сложностями, которые могут привести к появлению разных дефектов. А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
Если после проведения сварки будут выявлены вышеперечисленные дефекты, то для их устранения можно воспользоваться следующими рекомендациями:
- провести повторное проваривание точки;
- высверливание и последующая сварка при помощи полуавтомата;
- если отмечаются наружные выплески металла, то их можно аккуратно зачистить;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Покупать или сделать своими руками
Самодельная точечная сварка для сварки авто и других изделий позволяет существенно сэкономить деньги на покупку оборудования. Профессиональные приборы стоят достаточно дорого, по этой причине они в основном применяются на производствах, где объем работ с лихвой перекрывает затраты на закупку сварочного оборудования.
Но вот как самому сделать точечную сварку? Конечно, для этого могут потребоваться определенные знания, опыт. Дополнительно можно изучить специальную литературу, инструкции с процессом сооружения домашнего сварочного аппарата. Для облегчения процесса может применяться специальная схема точечной сварки своими руками.
Самодельная точечная сварка может использоваться для кузовных работ, для ювелирного дела, для изготовления, ремонта различных радиоприборов. Оборудование всегда пригодится для работ в гараже. При работе с ним не будет возникать особых сложностей, а если соблюдать все правила технологии, то можно будет получить прочные и качественные сварные швы.
Точечная сварная технология является универсальный методом соединения металлических конструкций, который может использоваться на производстве и в домашних условиях. Но все же чтобы получить прочный и качественный шов необходимо знать важные нюансы, правила и принципа проведения работ. Не стоит забывать про возможные дефекты, которые могут негативно отразиться на структуре соединения изделий.
Интересное видео
О дним из распространенных способов сваривания металлов является точечная сварка. Производство с применением точечной сварки существует практически на каждом предприятии. О том, что это такое точечная сварка металлов, какое оборудование применяется для соединения металлов точечной сваркой и какие особенности точечной сварки существуют, мы и поговорим в этой статье.
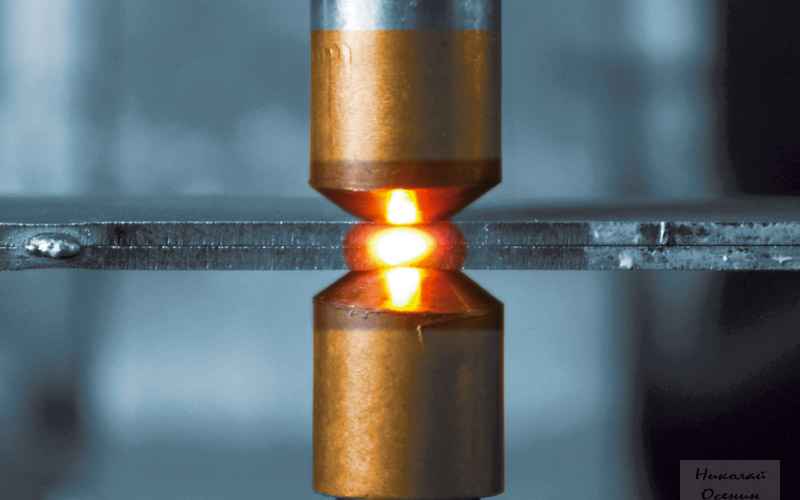
Что такое точечная сварка
Процесс соединения двух кусков железа с помощью машины для контактной точечной сварки можно сравнить с процессом сшивания двух кусков ткани швейной машиной. Между скреплением кусков ткани отдельными стежками и соединением металлических фрагментов в отдельных точках есть несомненное сходство. В качестве «иголки» здесь выступают два медных электрода, между которыми зажимаются свариваемые детали, а роль «нитки» играет образующийся между ними расплав, который, затвердевая, надежно сцепляет элементы конструкции.

Большая востребованность точечной сварки обусловлена целым рядом достоинств, которыми она обладает. В их числе: отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратность соединения (отсутствие сварного шва), экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов (сварных точек) в минуту. К недостаткам точечной можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут быть значительно уменьшены или вообще устранены особыми технологическими приемами.
Где применяется точечная сварка

Областью использования точечной сварки (она же SPOT-сварка) является преимущественно промышленность: автомобиле-, вагоно- и самолетостроение. Также она применяется в строительстве, при изготовлении художественных изделий из металла (наваривание листов и лент на каркас) и даже при изготовлении ювелирных изделий.
Как работает точечная сварка
В свое время англичанин Джоуль и русский физик Ленц независимо друг от друга вывели формулу для расчета теплоты, выделяющейся в проводнике, по которому течет электрический ток. Оказалось, что чем выше сила тока, тем сильнее нагревается металл, при чем настолько, что может стать жидким. На этом явлении и базируется контактная точечная сварка.
При сдавливании электродами свариваемых элементов, между ними образуется хороший контакт, ток вырастает до нескольких сот ампер, а температура в месте соприкосновения может превышать полторы тысячи градусов. Этого вполне хватает, чтобы приварить детали друг к другу. При этом размер получающейся сварной точки, а, следовательно, и качество соединения, во многом зависит от силы тока.
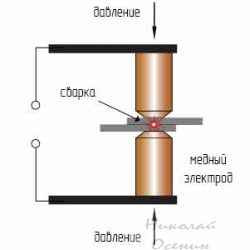
Точечная сварка бывает односторонней (можно соединять элементы всей поверхностью заготовки) и двухсторонней (с помощью медных электродов).
Особенности точечной сварки
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током. Продолжительность сварочного импульса составляет от десятых долей до нескольких секунд. Мягкие режимы показаны для сталей, склонных к закалке. В основном именно мягкие режимы используются для контактной точечной сварки в домашних условиях, поскольку мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Оборудование для точечной сварки металлов

Аппарат, применяемый для точечной сварки, называют машиной контактной точечной сварки, хотя иногда встречается название «Станок контактной точечной сварки». По мощности и габаритам различают стационарные, подвесные и переносные (споттеры) машины. Аппараты первого вида являются наиболее мощными и работают на производстве. Аппараты, относящиеся ко второй разновидности, могут применяться на заводских конвейерных линиях, а также в автосервисах. Третий тип машин для точечной сварки лучше всего подходит для личного использования.
Различия между существующими видами аппаратов для точечной сварки определяются в основном родом сварочного тока и формой его импульса, которые производятся их силовыми электрическими контурами. По этим параметрам оборудование контактной точечной сварки подразделяется на следующие виды:
- Машины для сварки переменным током;
- Аппараты низкочастотной точечной сварки;
- Машины конденсаторного типа;
- Машины сварки постоянным током.
Каждый из этих типов машин имеет свои преимущества и недостатки в технологическом, техническом и экономическом аспектах. Наибольшее распространение получили машины для сварки переменным током.
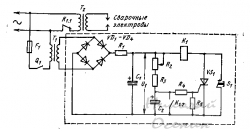
Машины контактной точечной сварки металлов переменного тока

Напряжение для точечной сварки, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров. Если первичную обмотку выполнить не из одной, а нескольких обмоток, то, подключая их в различном сочетании друг с другом, можно менять коэффициент трансформации, получая различные значения выходного напряжения и сварочного тока на вторичной обмотке.
Кроме силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменного тока имеют набор управляющего оборудования — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и пр.
Конденсаторная контактная точечная сварка

Сущность конденсаторной сварки заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя токовый импульс большой величины. Это позволяет производить сварку, потребляя из сети меньшую мощность по сравнению с обычными аппаратами для точечной сварки. Кроме этого основного преимущества, конденсаторная сварка имеет и другие. Используя ее можно постоянно контролировать расходование энергии (той, которая накопилась в конденсаторе) на одно сварное соединение, что обеспечивает стабильность результата.
Сварка происходит за очень короткое время (сотые и даже тысячные доли секунды). Это дает концентрированное выделение тепла и минимизирует зону термического влияния. Последнее достоинство позволяет использовать её для сварки металлов с высокой электро- и теплопроводностью (медных и алюминиевых сплавов, серебра и др.), а также материалов с резко различающимися теплофизическими свойствами.
Значение прижима заготовок при точечной сварке
Едва ли не главным моментом, от которого зависит качество проведенной работы, оказывается такой параметр, как усилие сжатия свариваемых деталей. Самые простые и дешевые устройства оснащаются ручным приводом. Более дорогие и обеспечивающие лучшее качество машины для контактной точечной сварки снабжены механическим, гидравлическим или пневматическим приводами. Если вы не знаете заранее, какие работы вам придется делать – железный забор из металла толщиной 0,8 мм или каркас для фундамента из прутьев сантиметрового диаметра, то стоит выбрать машину с пневматическим приводом, дающим возможность изменять прижимное давление в широком диапазоне.
Читайте также: