Задания по сварочным работам
Обновлено: 28.09.2024
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
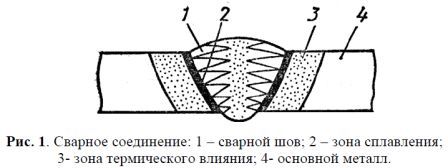
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
- Техническими характеристиками использованных электродов
- Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
- Для экономии металла
- Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
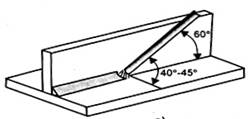
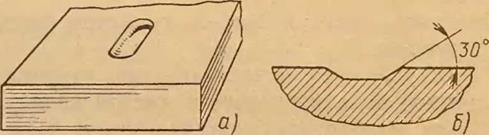
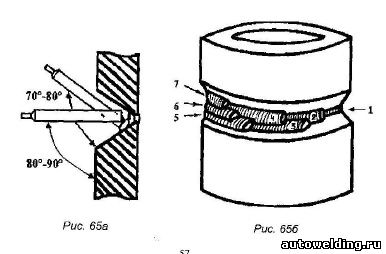
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
- Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм 2
- Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
6. В каком порядке проводится аттестация сварщиков?
- По решению аттестационной комиссии
- Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
- Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
- Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ
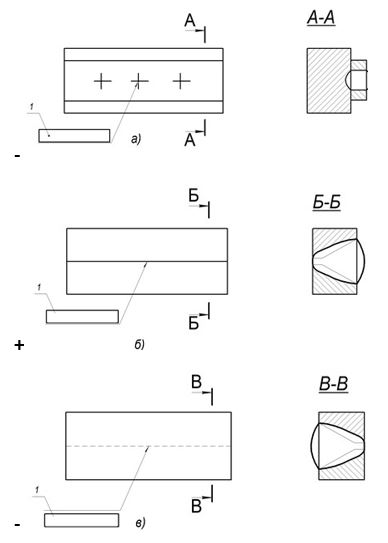
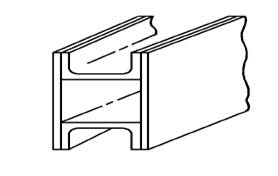
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
- Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
- Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
- Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
- Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
- Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
- Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
- Температура плавления металла, глубина проварки
- Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
- Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
- Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
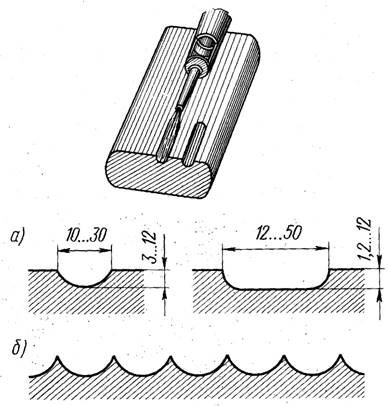
15. Какой дефект сварного шва изображен на рисунке?

- Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
- Неправильно подобранных электродов
- Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
- V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
- Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
- Внешнему виду катета сварного шва
- Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
- Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
- Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
- Плоские, угловые, стыковые, объемные
- С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
- К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
- Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
- Увеличении этих деформаций
+ Уменьшении этих деформаций
23. Магнитное дутье дуги – это:
- Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
- Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
- По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
- Радиографическими и ультразвуковыми
- Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
- Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
- Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
- Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
- Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
- Предпочтительную толщину электрода для проведения работ
- Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
Задания для проведения учебной практики по профессии 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки))
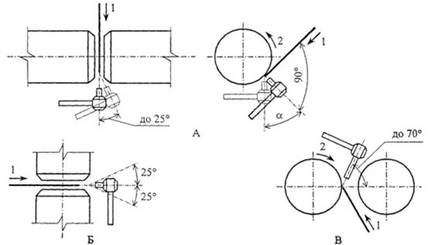
Задача: Необходимо выполнить газовую сварку стыкового соединения в наклонном положении шва из меди.
Порядок выполнения решения профессиональной задачи:
А. Подберите материалы, оборудование и режим сварки.
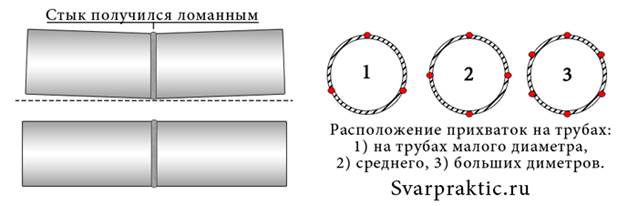
Б. Определите длину, количество и месторасположение прихваток.
В. Составьте последовательность технологических операций.
Г. Проведите все требуемые технологические операции.
Д. Соблюдайте требования техники безопасности и охраны труда на всех этапах работы.
Задача: Необходимо выполнить полуавтоматическую сварку углового соединения в нижнем положении шва из алюминия.
Задача: Необходимо выполнить ручную дуговую сварку нахлесточного соединения в вертикальном положении шва из среднеуглеродистой стали.
Задача: Необходимо выполнить ручную дуговую сварку таврового соединения в горизонтальном положении шва из среднеуглеродистой стали.
Задача: Необходимо выполнить плазменную сварку двутаврового соединения в нижнем положении шва из низкоуглеродистой стали.
Задача: Необходимо выполнить ручную дуговую сварку двутаврового соединения в нижнем положении шва из среднелегированной стали.
Задача: Необходимо выполнить кислородную резку детали из низколегированной стали согласно представленному плану
Задача: Необходимо выполнить ручную дуговую сварку стыкового соединения в нижнем положении шва из чугуна с предварительным подогревом деталей.
Задача: Необходимо выполнить пайку треснувшей пластины чугуна латунью.
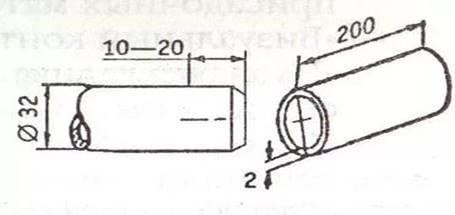
Задача: Необходимо выполнить ручную дуговую сварку стыкового соединения труб в нижнем положении шва из чугуна с предварительным подогревом деталей.
Задача: Необходимо выполнить аргонодуговую сварку стыкового соединения труб с предварительным торцеванием кромок в нижнем положении шва из нержавеющей стали.
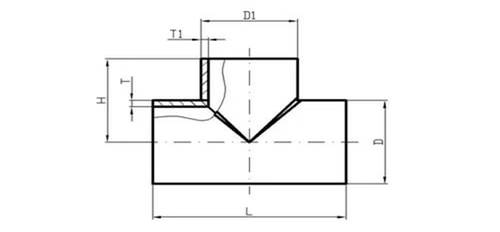
Задача: Необходимо выполнить газовую сварку таврового соединения труб в нижнем положении шва из меди с последующим замедленным охлаждением.
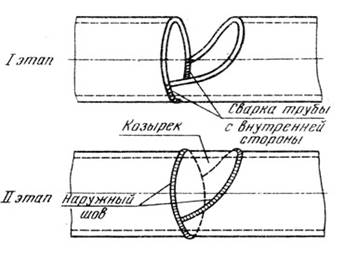
Задача: Необходимо выполнить электродуговую сварку стыкового соединения труб "козырьком" для внутреннего провара в нижнем положении шва из низкоуглеродистой стали.
Задача: Необходимо выполнить полуавтоматическую сварку соединения трубы с заглушкой в нижнем положении шва из шва из среднелегированной стали.
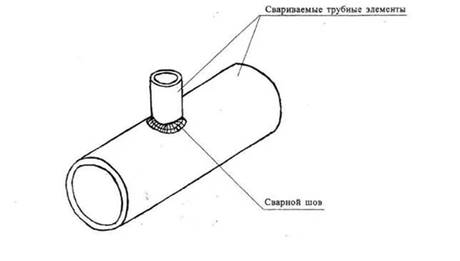
Задача: Необходимо выполнить аргонодуговую сварку соединения трубы со штуцером в нижнем положении шва из алюминия.
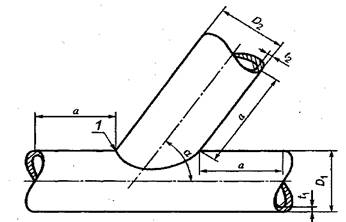
Задача: Необходимо выполнить плазменную сварку соединения труб под углом 45 градусов в нижнем положении шва из высоколегированной стали.
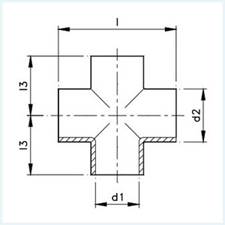
Задача: Необходимо выполнить ручную дуговую сварку труб по типу соединения "крестовина" из низколегированной стали.
Задача: Необходимо выполнить многослойную ручную дуговую сварку труб встык из низкоуглеродистой стали.
Задача: Необходимо выполнить газовую сварку труб разного диаметра из бронзы (БрОЦ).
Задача: Необходимо выполнить газовую сварку короба из низкоуглеродистой стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить аргонодуговую сварку короба из нержавеющей стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить ручную дуговую сварку короба из высокоуглеродистой стали с предварительным подогревом. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить полуавтоматическую сварку самозащитной проволокой короба из среднелегированной стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить полуавтоматическую сварку в среде защитных газов короба из низкоуглеродистой стали. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить аргонодуговую сварку короба из алюминия. (горизонтальное и вертикальное положение швов)
Задача: Необходимо выполнить газовую короба из чугуна омедненными электродами. (горизонтальное и вертикальное положение швов)
Задания по сварочным работам
Лауреат Премии СНГ 2013 года за достижения в области качества- Совет по профессиональным квалификациям в области сварки
- Примеры заданий, входящих в состав оценочных средств
Профессиональный стандарт
Реестровый номер квалификации
Наименование квалификации
Примеры заданий
Сварщик дуговой сварки плавящимся покрытым электродом (2 уровень квалификации)
Сварщик дуговой сварки плавящимся покрытым электродом (3 уровень квалификации)
Сварщик дуговой сварки плавящимся покрытым электродом (4 уровень квалификации)
Сварщик дуговой сварки самозащитной проволокой (2 уровень квалификации)
Сварщик дуговой сварки самозащитной проволокой (3 уровень квалификации)
Сварщик дуговой сварки самозащитной проволокой (4 уровень квалификации)
Сварщик дуговой сварки под флюсом (2 уровень квалификации)
Сварщик дуговой сварки под флюсом (3 уровень квалификации)
Сварщик дуговой сварки под флюсом (4 уровень квалификации)
Сварщик дуговой сварки плавящимся электродом в защитном газе (2 уровень квалификации)
Сварщик дуговой сварки плавящимся электродом в защитном газе (3 уровень квалификации)
Сварщик дуговой сварки плавящимся электродом в защитном газе (4 уровень квалификации)
Сварщик дуговой сварки неплавящимся электродом в защитном газе (2 уровень квалификации)
Сварщик дуговой сварки неплавящимся электродом в защитном газе (3 уровень квалификации)
Сварщик дуговой сварки неплавящимся электродом в защитном газе (4 уровень квалификации)
Сварщик газовой сварки (2 уровень квалификации)
Сварщик газовой сварки (3 уровень квалификации)
Сварщик газовой сварки (4 уровень квалификации)
Сварщик термитной сварки (2 уровень квалификации)
Сварщик термитной сварки (3 уровень квалификации)
Сварщик нагретым газом (2 уровень квалификации)
Сварщик нагретым газом (3 уровень квалификации)
Сварщик нагретым инструментом (2 уровень квалификации)
Сварщик нагретым инструментом (3 уровень квалификации)
Сварщик экструзионной сварки (2 уровень квалификации)
Сварщик экструзионной сварки (3 уровень квалификации)
Сварщик - бригадир (4 уровень квалификации)
«Сварщик-оператор полностью механизированной, автоматической и роботизированной сварки»
Оператор автоматической сварки плавлением металлических материалов (3 уровень квалификации)
Оператор автоматической сварки давлением металлических материалов (3 уровень квалификации)
Оператор автоматической сварки полимерных материалов (3 уровень квалификации)
Оператор автоматической сварки плавлением металлических материалов высококонцентрированным источником нагрева (3 уровень квалификации)
Оператор роботизированной сварки (3 уровень квалификации)
Сварщик-оператор автоматической сварки плавлением металлических материалов (4 уровень квалификации)
Сварщик-оператор автоматической сварки давлением металлических материалов (4 уровень квалификации)
Сварщик-оператор автоматической сварки полимерных материалов (4 уровень квалификации)
Сварщик-оператор автоматической сварки плавлением металлических материалов высококонцентрированным источником нагрева (4 уровень квалификации)
Сварщик-оператор роботизированной сварки (5 уровень квалификации)
Сварщик-оператор роботизированного комплекса (5 уровень квалификации)
«Резчик термической резки металлов»
Резчик ручной кислородной резки (2 уровень квалификации)
Резчик ручной плазменной резки (2 уровень квалификации)
Резчик ручной кислородной резки (3 уровень квалификации)
Резчик ручной плазменной резки (3 уровень квалификации)
Оператор автоматической кислородной резки (3 уровень квалификации)
Оператор автоматической лазерной резки (3 уровень квалификации)
Оператор автоматической плазменной резки (3 уровень квалификации)
Оператор роботизированной термической резки (3 уровень квалификации)
Резчик-оператор автоматической кислородной резки (4 уровень квалификации)
Резчик-оператор автоматической лазерной резки (4 уровень квалификации)
Резчик-оператор автоматической плазменной резки (4 уровень квалификации)
Резчик-оператор роботизированной термической резки (5 уровень квалификации)
Резчик-оператор роботизированного комплекса термической резки (5 уровень квалификации)
«Контролер сварочных работ»
Контролер сварочных работ (3 уровень квалификации)
Контролер сварочных работ (4 уровень квалификации)
Контролер сварочных работ (5 уровень квалификации)
«Специалист сварочного производства»
Специалист по организации и подготовке производственной деятельности сварочного участка (цеха) (5 уровень квалификации)
Руководитель производственной деятельностью сварочного участка (цеха) и обеспечением её контроля (5 уровень квалификации)
Специалист по технологической подготовке производственной деятельности сварочного участка (цеха) (5 уровень квалификации)
Специалист по технологическому контролю производственной деятельности сварочного участка (цеха) (5 уровень квалификации)
Специалист по технической подготовке сварочного производства, его обеспечению и нормированию (6 уровень квалификации)
Специалист по техническому контролю сварочного производства (6 уровень квалификации)
Специалист по организации и подготовке сварочного производства (7 уровень квалификации)
Руководитель деятельностью сварочного производства и обеспечением ее контроля (7 уровень квалификации)
«Специалист по неразрушающему контролю»
Дефектоскопист по визуальному и измерительному контролю (3 уровень квалификации)
Дефектоскопист по ультразвуковому контролю (3 уровень квалификации)
Дефектоскопист по радиационному контролю (3 уровень квалификации)
Дефектоскопист по магнитному контролю (3 уровень квалификации)
Дефектоскопист по вихретоковому контролю (3 уровень квалификации)
Дефектоскопист по капиллярному контролю (3 уровень квалификации)
Дефектоскопист по контролю течеисканием (3 уровень квалификации)
Дефектоскопист по вибрационному контролю (3 уровень квалификации)
Дефектоскопист по акустико - эмиссионному контролю (3 уровень квалификации)
Дефектоскопист по электрическому контролю (3 уровень квалификации)
Дефектоскопист по тепловому контролю (3 уровень квалификации)
Дефектоскопист по визуальному и измерительному контролю (4 уровень квалификации)
Дефектоскопист по ультразвуковому контролю (4 уровень квалификации)
Дефектоскопист по радиационному контролю (4 уровень квалификации)
Дефектоскопист по магнитному контролю (4 уровень квалификации)
Дефектоскопист по вихретоковому контролю (4 уровень квалификации)
Дефектоскопист по капиллярному контролю (4 уровень квалификации)
Дефектоскопист по контролю течеисканием (4 уровень квалификации)
Дефектоскопист по вибрационному контролю (4 уровень квалификации)
Дефектоскопист по акустико - эмиссионному контролю (4 уровень квалификации)
Дефектоскопист по электрическому контролю (4 уровень квалификации)
Дефектоскопист по тепловому контролю (4 уровень квалификации)
Специалист по визуальному и измерительному контролю (4 уровень квалификации)
Специалист по ультразвуковому контролю (4 уровень квалификации)
Специалист по радиационному контролю (4 уровень квалификации)
Специалист по магнитному контролю (4 уровень квалификации)
Специалист по вихретоковому контролю (4 уровень квалификации)
Специалист по капиллярному контролю (4 уровень квалификации)
Специалист по контролю течеисканием (4 уровень квалификации)
Специалист по вибрационному контролю (4 уровень квалификации)
Специалист по акустико - эмиссионному контролю (4 уровень квалификации)
Специалист по электрическому контролю (4 уровень квалификации)
Специалист по тепловому контролю (4 уровень квалификации)
Ведущий специалист по неразрушающему контролю (5 уровень квалификации)
Руководитель работами по неразрушающему контролю (5 уровень квалификации)
Главный специалист по неразрушающему контролю (6 уровень квалификации)
Главный специалист по инновационным разработкам в области неразрушающего контроля (6 уровень квалификации)
«Лаборант по физико-механическим испытаниям металлических и полимерных материалов и сварных соединений»
Лаборант по физико-механическим испытаниям металлических и полимерных материалов и сварных соединений (3 уровень квалификации)
Лаборант по физико-механическим испытаниям металлических и полимерных материалов и сварных соединений (4 уровень квалификации)
Индивидуальные задания по сварочным работам
2. Защита зрения, кожи, органов дыхания при электродуговой сварке.
3. Противопожарная безопасность при сварке.
4. Энергия, используется при сварном соединении.
5. Что собой представляет сварочная дуга. Источники питания дуги.
6. Дуговая сварка покрытыми электродами.
7. Сварные соединения и швы.
8. Режимы ручной дуговой сварки.
9. Дефекты сварных соединений.
10. Методы контроля сварных соединений.
11. Понятие о сварке и ее сущность.
12. Классификация видов сварки.
13. Основные разновидности дуговой сварки.
14. Сварочное оборудование.
15. Электроды для дуговой сварки.
16. Подготовка деталей под сварку.
17. Общие сведения о наплавке.
18. Дуговая резка металла.
19. Стыковое соединение деталей.
20. Угловое соединение деталей.
21. Тавровое соединение деталей.
22. Нахлесточное соединение деталей.
23. Торцовое соединение деталей.
24. Что такое сварной шов?
25. Что такое сварочная ванна?
Индивидуальные задания по электромонтажным работам
1.Техника безопасности при выполнении электромонтажных работ.
2. Назначение, устройство, ТО магнитных пускателей.
3. Назначение, устройство, ТО автоматических воздушных выключателей.
4. Из каких основных элементов состоит провод, шнур, кабель, назовите способы соединения ответвления и оконцевания жил концов кабеля.
5. Схема прямого пуска асинхронного 3-х фазного двигателя
6.Перечислите возможные повреждения кабелей.
7.Перечислите требования к соединительным муфтам.
8. Назначение, устройство, ТО предохранителей.
9. Способы прокладки силовых кабелей.
10.Перечислите электромонтажный инструмент и приспособления.
11.Назначение и устройство силового трансформатора.
12.Что называется пайкой, последовательность и преимущества пайки, от чего зависит качество пайки.
13.Дайте сравнительную оценку припоев и флюсов.
14. Монтаж открытых электропроводок.
15.Правила разделки проводов и кабелей.
16.Требования безопасности к рабочему места электромонтера.
17.Какие требования необходимо выполнять для обеспечения надежного контактного соединения при пайке.
18. Назовите требования, предъявляемые к электрическим контактам.
19.Назовите цветовую марку жил проводов и кабелей в цепях постоянного и переменного тока.
20.Дайте определение и классифицируйте внутренние электропроводки.
21.Поясните технологическую последовательность монтажа электропроводок.
22.Поясните устройство и принцип работы асинхронного двигателя.
23.Поясните устройство и принцип работы электромагнитных реле и контакторов.
24.Как выполняется защита электроприборов от перегрузок и в режиме короткого замыкания.
25. Назовите типы и основные параметры переключателей.
Приложение 2 Задание на учебную практику
Министерство транспорта Российской Федерации
ФГБОУ ВО «Российский университет транспорта (МИИТ)»
Институт прикладных технологий
МОСКОВСКИЙ КОЛЛЕДЖ ЖЕЛЕЗНОДОРОЖНОГО транспорта
РАССМОТРЕНО УТВЕРЖДАЮ
Председатель цикловой комиссии Зам. директора института
_______________ ____________ ______________Н.И. Воронова
«____»___________________201 г. «____»________________201 г.
ЗАДАНИЕ
на учебную практику
(по профессиональному модулю ПМ.01 для специальности 23.02.06
«Техническая эксплуатация подвижного состава железных дорог»)
Цель практики
Учебная практика направлена на формирование, закрепление, развитие практических навыков и компетенций в процессе выполнения определенных видов работ, связанных с будущей профессиональной деятельностью. Целью учебной практики по профессиональному модулю ПМ.01 является формирование общих и профессиональных компетенций с целью освоения вида профессиональной деятельности «Эксплуатация и техническое обслуживание подвижного состава».
Вопросы, подлежащие изучению
2.1Общие сведения о мастерских
2.2Виды выполняемых работ на практике
2.3Индивидуальное задание по слесарным работам:
2.4Индивидуальное задание по механическим работам:
2.5Индивидуальное задание по сварочным работам:
2.6 Индивидуальное задание по электромонтажным работам:
Содержание отчета по учебной практике
3.1 Титульный лист
3.2 Задание на практику
3.3 Аттестационный лист
3.5 Индивидуальное задание по слесарным работам
3.6 Индивидуальное задание по механическим работам
3.7 Индивидуальное задание по сварочным работам
3.8 Индивидуальное задание по электромонтажным работам
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.01)
Читайте также: