Замена транзисторов в сварочном инверторе
Обновлено: 18.05.2024
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
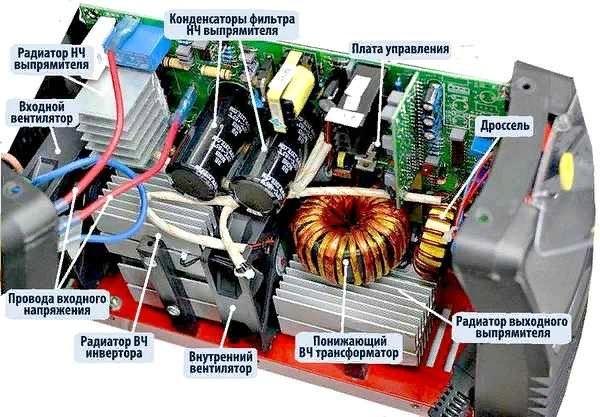
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
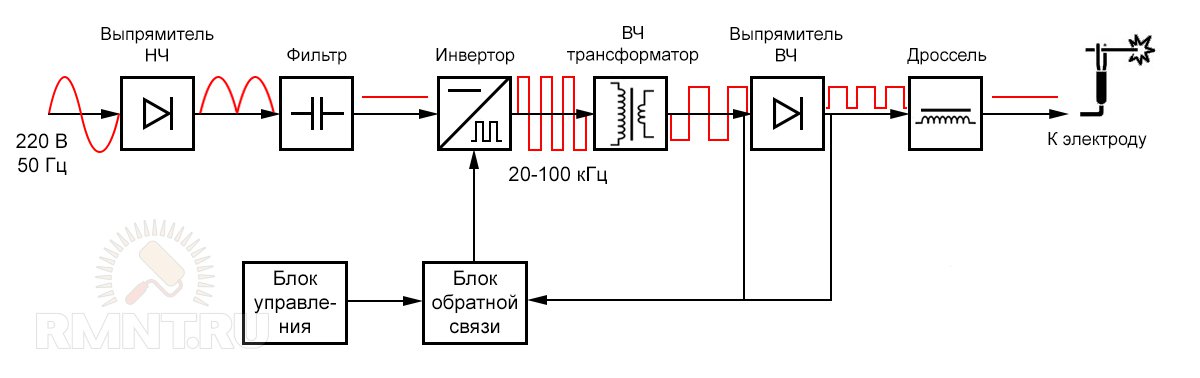
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
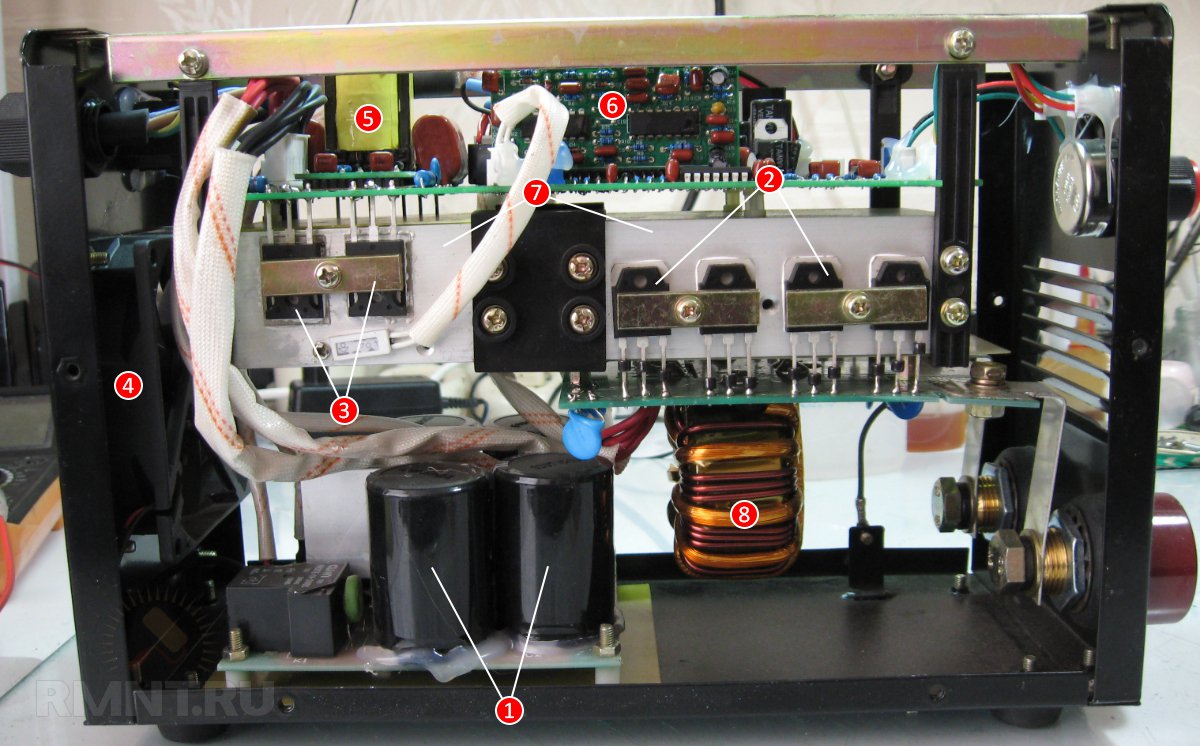
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
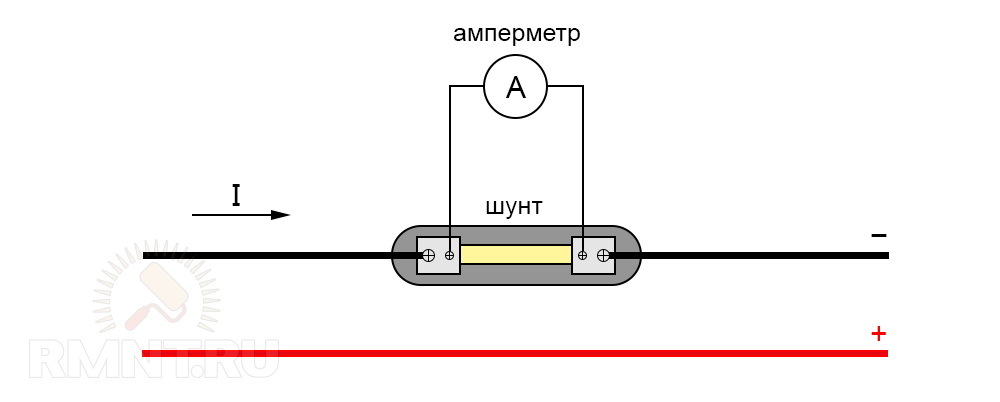
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Замена Транзистора 40N60 На Более Мощный

Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
KRAB 9 постов
oleg1ma 9 постов
Смит 7 постов
boyka_alex 18 постов
Популярные посты

zuboka
не поможет - все равно будет гореть

серий
10 февраля, 2019
Понимаете в чем вопрос. Лет 6-7 назад я поставил перед собой цель сделать с нуля сварочный.Целый год я читал умные книжки,прочитал весь форум электриков по сварочнику Бармалея и. ДА,СДЕЛАЛ. До сего
Нужно найти причину.
Изображения в теме


Пробовал, я выше писал, что ничего не изменилось, максимум, что могу только уменьшить анодный ток, а так он железобетоно держит на 30мА и все. Говорят что надо увеличить напряжение экранной сетки
Рекомендую "поиграться" с R13. Во первых можно увеличить выходную мощность, а во вторых, как не странно, улучшить качество звучания.

Не нашел ничего умнее чем применения L200CV т.к. приемник можно питать от транса и одновременно заряжать акк. и всё это внутри корпуса. Второй вариант-внешняя зарядка. По моему первый вариант предпочтительнее. Вот со столетней 7660 проблемка, т.к. создана для создания отр. напряжения для процессоров и при использовании в аудио аппаратуре при увеличении нагрузки может начать шуметь из-за низкой частоты работы. Для этих целей есть мс работающие на частоте несколько сот кГц таких у меня в то время не было. Присматривался к разным оконечникам, но 3 TDA7056B имеют 36 мА х.х. Для стационара можно было бы подобрать что-то и покруче с всякими доп. функциями. Частотное разделение вход-выход проще, чем настройка RLC на динамиках. Создание двухполярного питания для ОУ точно не гуд т.к. в однополярке сигнал адио всегда сдвинут вверх на 1/2 от GND питания (в общем введение двухполярного питания не рекомендуют). Есть простые схемы включения ОУ для однополярки (в чём я не пру как вы поняли по схемам выше).
Причины поломок сварочных инверторов и их устранение
Основы ремонта сварочных инверторов своими силами. Главные причины неисправностей и их проявления в работе. Порядок действий при возникновении проблем. Куда смотреть и как ремонтировать, об этом далее.
Для ремонта сварочного инвертора своими руками требуется совсем немного: некоторые познания в электротехнике, элементарные радиолюбительские навыки, обычный мультиметр и паяльник, пригодный для пайки печатных плат. Дополнительным стимулом к принятию решения о самостоятельном ремонте станет результат изучения прейскурантов сервисных предприятий, особенно если сварочный аппарат стоит меньше десяти тысяч рублей. Для того чтобы понять принцип работы и устройство сварочного инвертора, достаточно популярной литературы, которая в изобилии присутствует в интернете. Облегчает задачу и тот факт, что внутренняя компоновка и состав основных модулей у всех аппаратов бытового назначения практически одинаковы (см. рис. ниже).

Основные причины выхода из строя инверторов и их проявление
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.

Далее описаны основные нарушения в работе инверторов и их причины.
Нестабильность дуги, разбрызгивание металла
При значительных колебаниях входного напряжения или некорректной работе системы управления инвертора происходят скачкообразные изменения сварочного тока, что приводит к нестабильности дуги. В этом случае в первую очередь необходимо проверить напряжение сети. Если оно в норме, а колебания продолжаются, следует произвести внутреннюю диагностику инвертора.
Разбрызгивание металла при сварке, как правило, является следствием неправильного выбора тока сварки. Причиной этого может быть как человеческий фактор, так и неисправность регулятора тока или системы управления.
Инвертор не включается
У этого явления может быть несколько причин:
- плохой контакт зажима кабеля «массы»;
- слишком низкое входное напряжение;
- выключился входной автомат (причиной этого может быть внутреннее короткое замыкание);
- сработала тепловая защита.
В последнем случае необходимо дождаться остывания аппарата и попробовать включить его заново. Если защита срабатывает повторно, то инвертору требуется техобслуживание или ремонт.
Перегрев инвертора
Основной причиной перегрева инвертора является нарушение тепловых режимов из-за большого количества пыли во внутреннем пространстве аппарата. Пыль выступает в роли теплоизоляции, покрывая поверхности охлаждаемых потоком воздуха компонентов, и не позволяет нормально работать вентиляторам. При постоянном перегреве, прежде чем заводить речь о диагностике и ремонте, необходимо тщательно и очень аккуратно очистить все внутренние модули сжатым воздухом. Другой причиной перегрева инвертора является несоблюдение рекомендуемой величины параметра ПВ (продолжительность включения).

Повышенное энергопотребление
Повышенное энергопотребление на холостом ходу при нормативном значении входного напряжения сети, как правило, связано с коротким замыканием между витками одной из обмоток высокочастотного трансформатора. Внешне такая неисправность выглядит как подгорание изоляции вокруг его токоведущих частей и чаще всего сопровождается падением величины напряжения холостого хода (иногда в два-три раза). Самому снять, разобрать и осмотреть трансформатор несложно, а вот его ремонт лучше все-таки поручить тому, кто в этом хорошо разбирается.
Прикипание электрода к металлу
Если в процессе сварки электрод прикипает, скорее всего, это вызвано неправильным подбором технологических параметров и плохой подготовкой свариваемых поверхностей. Кроме того, для предупреждения такого явления все современные инверторы оснащены автоматической функцией Anti-Stick. Когда значение сварочного тока соответствует диаметру электрода и толщине свариваемого метала, а зона сварки разделана и зачищена надлежащим образом, причиной прикипания (залипания) может быть периодическое снижение напряжения как со стороны электросети, так и непосредственно в цепи сварки.
В первом случае необходимо стабилизировать сетевое питание или же использовать инвертор с возможностью работы при пониженном напряжении. Со стороны сварочной цепи должна производиться периодическая зачистка контактов и проверка их надежности. Кроме того, падение напряжение может быть вызвано применением кабелей, длина и сечение которых не соответствуют нормативным требованиям.
Невозможность регулировки тока
В первую очередь речь может идти о неисправности индикатора, отображающего величину тока. Также одна из самых распространенных причин — обрыв провода, поломка или внутренний износ потенциометра, которым задается значение сварочного тока. Если все это в порядке, то проблема может быть в неисправности системы управления инвертора. Разобраться в ней и выполнить такой ремонт может только опытный специалист.

Самопроизвольное отключение
Причинами внезапных отключений сварочного инвертора могут быть резкие скачки напряжения питающей электросети, неисправность входного автомата и срабатывание температурной защиты. В первом случае необходимо каким-либо образом стабилизировать входное напряжение или использовать аппарат, предназначенный для работы в таком диапазоне. При частом срабатывании температурной защиты необходимо произвести внутреннюю очистку от пыли и проверить соблюдение рекомендаций производителя по длительности непрерывной работы. Проверить исправность входного автомата можно без сложного ремонта, временно подключив вместо него заведомо исправное устройство.
Порядок действий при ремонте аппаратов
Выход и строя сварочного инвертора может произойти как вследствие серьезной поломки, так и по причине незначительной неисправности. Прежде чем обращаться в сервисный центр или к знакомому мастеру, имеет смысл рассмотреть вариант ремонта своими руками, особенно если у владельца есть профильное образование или радиолюбительские навыки. Инвертор следует разобрать, почистить и внимательно осмотреть изнутри, т. к. проблема может заключаться в избытке пыли или каком-либо отвалившемся проводке, и никакого серьезного ремонта на самом деле не нужно.
Если принято решение осуществить самостоятельный ремонт, то необходим следующий минимальный набор инструментов:
- Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
- Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
- Отвертки, пассатижи, кусачки, пинцет.

Очень часто пишут, что для проверки состояния инверторного аппарата обязательно нужен осциллограф. Но это другой уровень знаний и навыков с другими рекомендациями по поиску неисправностей. Наши же действия по диагностике и ремонту инвертора ограничатся визуальным осмотром, прозвонкой, элементарными замерами состояния основных элементов электронной схемы инвертора и их заменой в случае неисправности. Если все это не принесет результата, то необходимо обратиться к профильным специалистам.
Порядок действий на первом этапе таков:
- Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты.
- Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов.
- Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена.
- Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку.
- Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами.
- Произвести внешний осмотр печатной платы системы управления. Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам).
Если после внешнего осмотра и устранения обнаруженных неполадок инвертор не включается или работает некорректно, необходимо диагностировать отдельные цепи и силовые элементы (см. далее).
Диагностика инвертора
Проверка полупроводниковых электронных компонентов выполняется путем замера сопротивления на их выводах со сменой полярности мультиметра. В одном случае оно должно быть близко к нулю, во другом — бесконечно большим.
Перед тем как приступить к диагностике инвертора, необходимо включить последовательно с ним лампочку накаливания 100÷150 Вт, которая будет стабилизировать ток и послужит защитой от короткого замыкания. Кроме того, по свечению лампочки можно судить о рабочем состоянии конденсаторов и силовых транзисторов.
Диагностику инвертора проводим в следующей последовательности:
- Проверка силовых диодов выходного выпрямителя. Замеряем мультиметром сопротивление на выходных клеммах инвертора. В одну сторону должен быть ноль, в другую – бесконечность. Если это не так, то переходим к ремонту: определяем неисправный диод и заменяем его.
- Проверка силовых транзисторов ВЧ-преобразователя. Вначале необходимо определить тип расположения выводов транзисторов. Делаем замер на «пробой», меняя полярность между затвором и двумя другими выводами. Если в обе стороны ноль, то транзистор неисправен и подлежит замене.
- Проверка диодов НЧ-выпрямителя. Здесь диоды включены по мостовой схеме, поэтому вначале нужно определить четыре контактные точки. При нуле в обе стороны диод подлежит замене.
- При исправности всех силовых полупроводников приборов можно подсоединить инвертор к сети. При этом включенная последовательно с ним лампочка сначала вспыхнет на несколько секунд, а затем по мере заряда конденсаторов НЧ-выпрямителя начнет заметно тускнеть. Если хотя бы один из транзисторов ВЧ-преобразователя пробит, лампочка будет гореть полным накалом.
- Затем инвертор можно несколько раз включить и выключить клавишей на лицевой панели. После этого необходимо замерить напряжение холостого хода в нескольких положениях регулятора тока (оно будет несколько меньше номинального).

Перед тем как ремонтировать сварочный инвертор, его необходимо отключить от электросети. Схему с лампочкой можно использовать только на холостом ходу. Проверку аппарата под нагрузкой лучше всего производить с балластным реостатом.
Замена транзисторов
При ремонте сварочного инвертора, возможно, придется заменять транзисторы, стабилитроны, резисторы и другие электронные детали. Для этого необходимо обладать некоторыми навыками по пайке подобных изделий. При замене транзисторов (IGBT и MOSFET) необходимо помнить, что они могут выйти из строя под воздействием статического электричества. Работать с ними рекомендуется на антистатических поверхностях и в браслетах для защиты от статики. На самом деле мало кто полностью следует этим предписаниям, но знать о них все же необходимо.
Для того чтобы заменить силовой транзистор, необходимо выкрутить винт, которым он прижимается к радиатору, отделить его корпус от поверхности, а затем аккуратно выпаять. Установка нового транзистора производится в обратном порядке, перед тем как прижать его винтом к радиатору, нужно нанести на место контакта тонкий слой теплоотводящей пасты.
Ремонт выпрямителей
В составе инвертора присутствуют три выпрямителя: однополупериодный выходной и два мостовых: входной и внутреннего питания («дежурка»). Первый имеет в своем составе два диода и проверяется мультиметром через входные клеммы инвертора, а мостовые — по четырем точкам (на разъемах или плате). При ремонте выпрямителей чаще всего заменяются диоды, конденсаторы и балластные резисторы. Специальных мер предосторожности при пайке этих элементов нет, хотя при замене деталей внутреннего источника питания нужно быть предельно внимательным: они установлены на печатной плате. Диоды входного и выходного выпрямителей крепятся на радиаторы. При установке нового элемента перед фиксацией его прижимным винтом нужно обязательно воспользоваться теплоотводящей пастой.
Диагностика конденсаторов
Основные причины выхода из строя электролитических конденсаторов — это механические повреждения, значительные превышения номинального напряжения, нарушение внутренних контактов и старение. В первых двух случаях неисправности можно обнаружить визуально, при этом на торцы большинства моделей электролитических конденсаторов нанесены специальные насечки, которые приподнимаются или раскрываются при «взрыве» электролита (см. фото ниже).

Скрытые неисправности достаточно просто обнаруживаются прибором с функцией измерения емкости или же обычным мультиметром. В последнем случае предварительно разряженный конденсатор сначала показывает небольшое сопротивление, которое по мере его заряда от источника мультиметра возрастает вплоть до бесконечности. При замере на контактах неисправного конденсатора прибор показывает либо обрыв, либо какое-нибудь постоянное сопротивление.
Ремонт платы управления
Если простая диагностика мультиметром и последовавший за ней ремонт не дали нужного результата, то источником проблем, скорее всего, является плата управления. Без осциллографа здесь можно проверить только значения напряжений в обозначенных на схеме контактных точках платы, а также замерить питающие напряжения и прозвонить полупроводниковые приборы (которые, скорее всего, придется выпаивать). Кроме того, для ремонта платы управления необходимы хорошие знания радиоэлектроники и умение разбираться в схемах электронных приборов. Тому, кто не обладает такой квалификацией, остается один путь — в сервисный центр или к специалисту с хорошей репутацией.
Нам кажется, что в этой статье перечислены все возможные действия по диагностике неисправностей инвертора с использованием мультиметра. Если мы пропустили какие-то важные моменты, напишите об этом в комментариях и расскажите о своем опыте ремонта инверторного аппарата.
PS. Опытное и серийное изготовление печатных плат с гарантией, можно посмотреть по этой ссылке.
Ремонт сварочника ИСМ-160

Итак полгода назад в результати экспериментов над сварочником ему поплохело ) выбило два транзистора FGH40N60 и раскололся цементированный ограничивающий ток заряда конденсаторов 15-и ватный резистор. Резистор купил в микронике, транзюки в количестве 4-х штук заказал в Китае, ибо у нас они были только в чипидипе и по неадекватной цене.
Почти полгода все это пылилось, как то было не до него, ну а щас решил починить. Первым делом был впаян новый резистор, и заменены все 4-е мосфета (несмотря на то что два были живыми). И о чудо все заработало. Вентилятор крутится, на выходных клеммах 60 Вольт. Вот вроде бы оно счастье, но при попытке чиркнуть электродом произошол БАБАХ и снова выгорело тоже плечо…После чего стало понятно что халявы не будет.
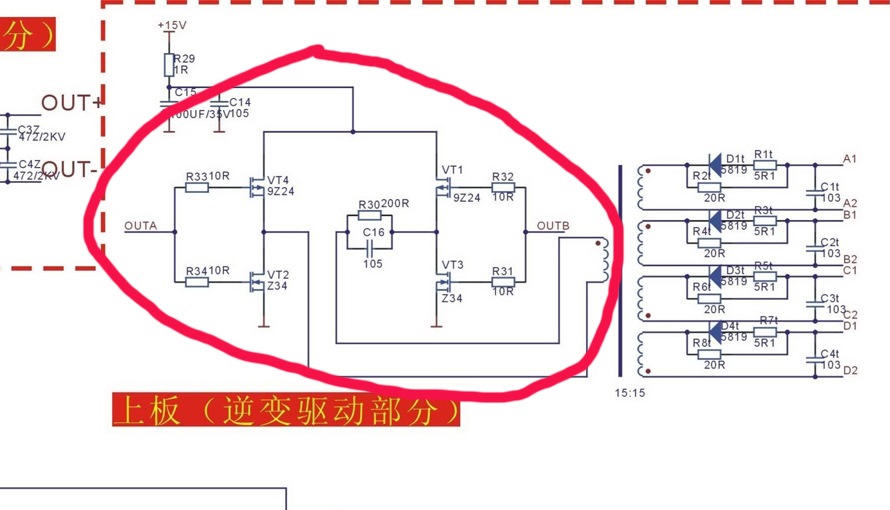
Далее по профильным форумам были начаты поиски схемы. Ближайший аналог оказался некий Китайский MMA ZX7-225. Вот его схемка:
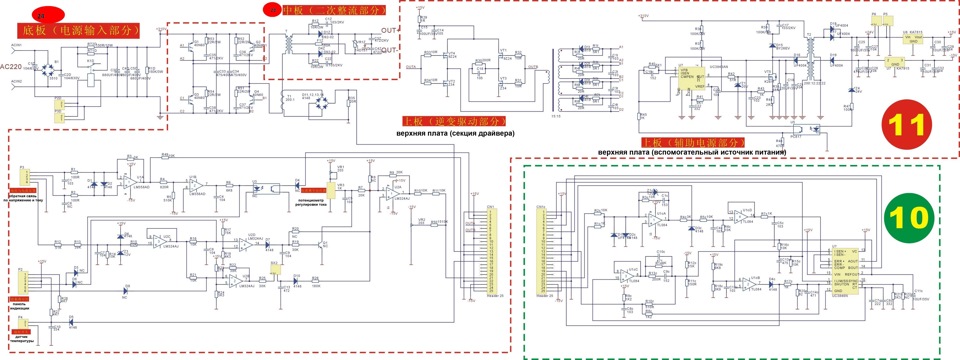
вот ссылка на полноразмерную картинку перевод китайских надписей примерный гугловский, ну и позиционные обозначения элементов не совпадают, а так по схемотехнике практически один в один.
Вместо сгоревшего плеча, были впаяны два оставшихся в живых родных транзюка. Далее решил вместо управляющей микросхемы которая завязана на обратные связи и всякие ограничения сделать временную свою схемку выдающую импульсы несмотря ни на что )) (насколько это правильное или неправильное решение я не могу сказать, но мне так удобней)
была набросана вот такая схемка
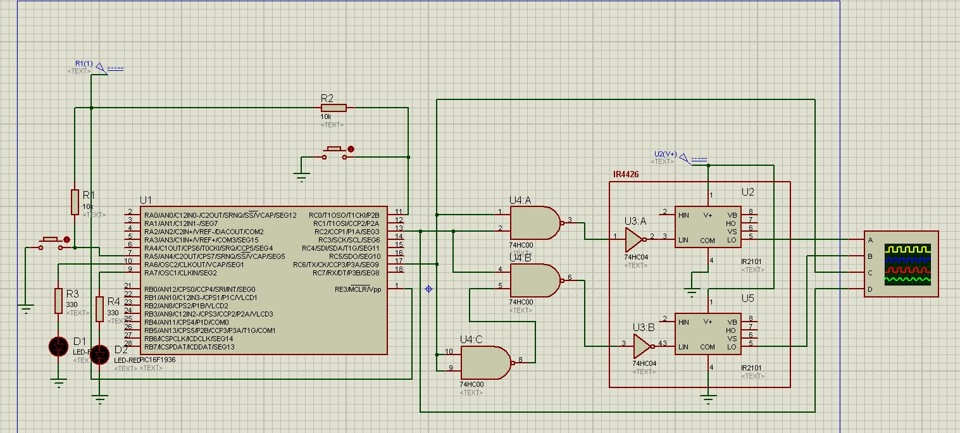
решено было сделать два режима, один статическая выдача высокого по одному каналу и низкого по другому, с преключением каналов, и второй с выдачей импульсов на частоте 40 кГц на которой работает родная микросхема. Для этого решено было использовать два канала ШИМ, один на частоте 80 кГц выдает импульсы изменяемой ширины (меняется кнопками), а второй выдает 40 кГц меандр, при этом этот 40 кГц меандр с помощью несложной логики подключает 80 кГц импульсы то к одному каналу драйвера мосфет/игбт IR4426 то к другому ( в протеусе кстати IR4426 нету, поэтому она съимитирована с помощью двух IR2101 и двух инверторов)
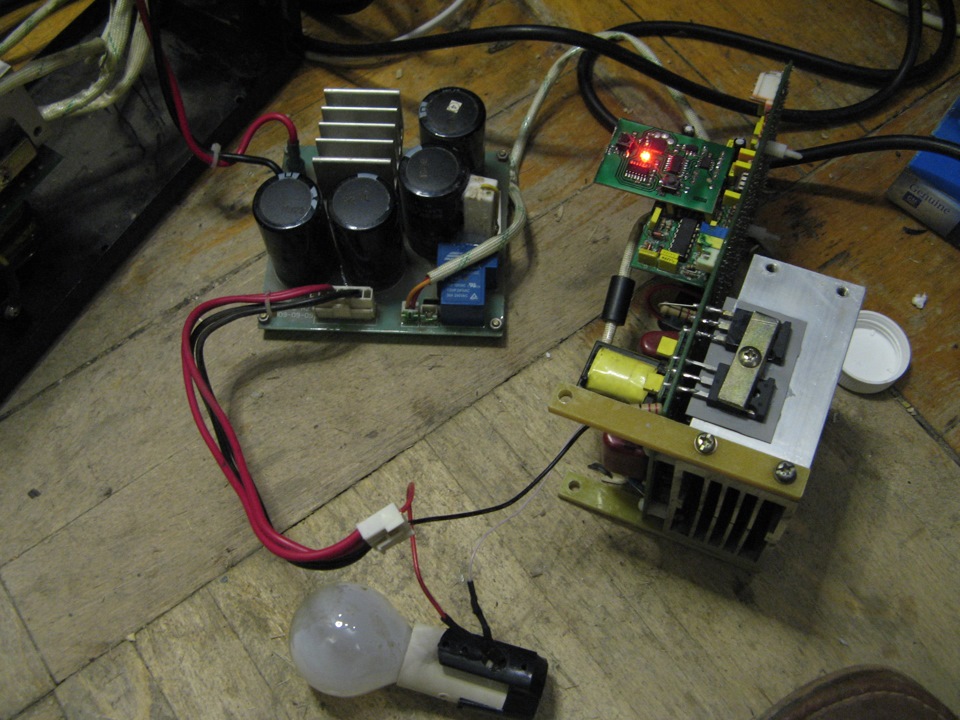
далее все было реализовано в железе:
вместо родной микросхемы KA3846 была впаяна кроватка
и в нее установлена моя приблуда
В разрыв 310 вольт была установлена лампа на 60 Вт, чтобы в случае сквозных токов мосфеты не умерли.
Итак после статической проверки вот этого участка
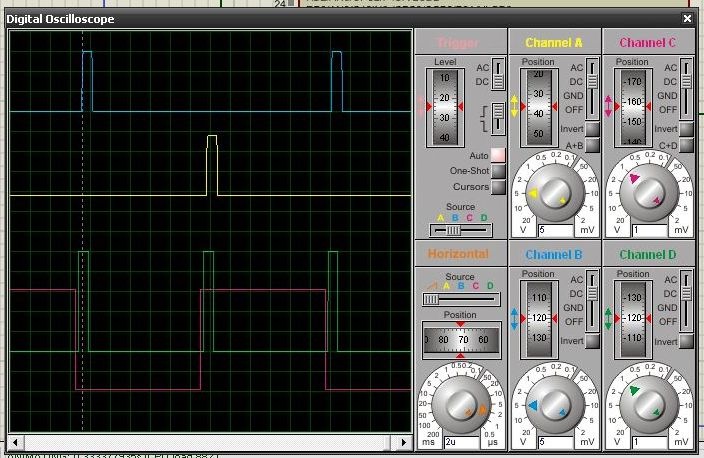
был включен режим импульсов. Вот такие осциллограммы получились на затворах IGBT транзисторов:
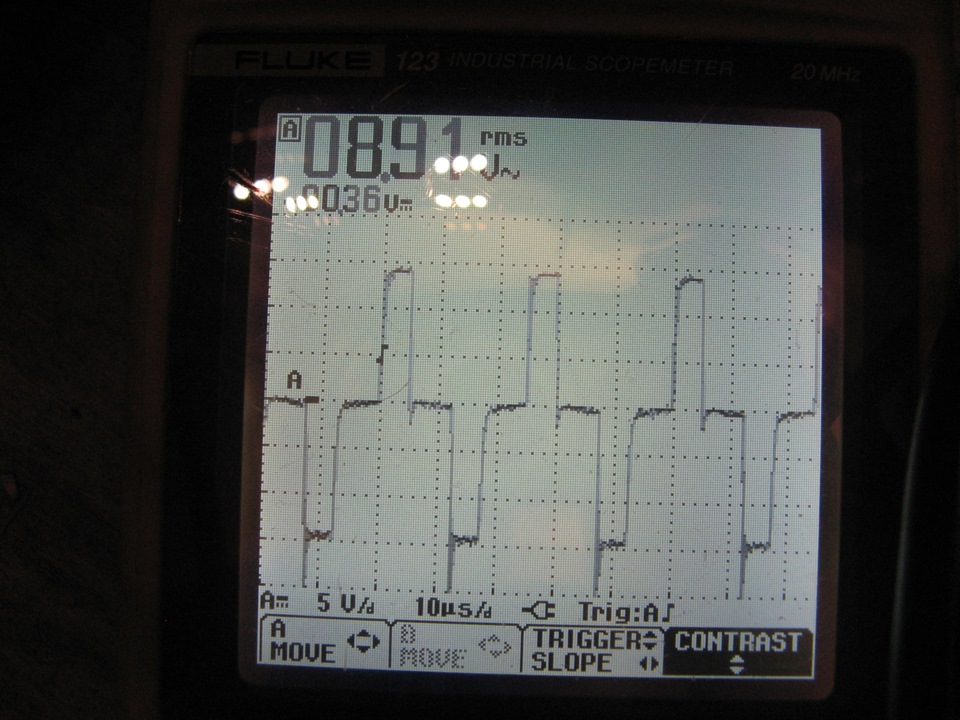
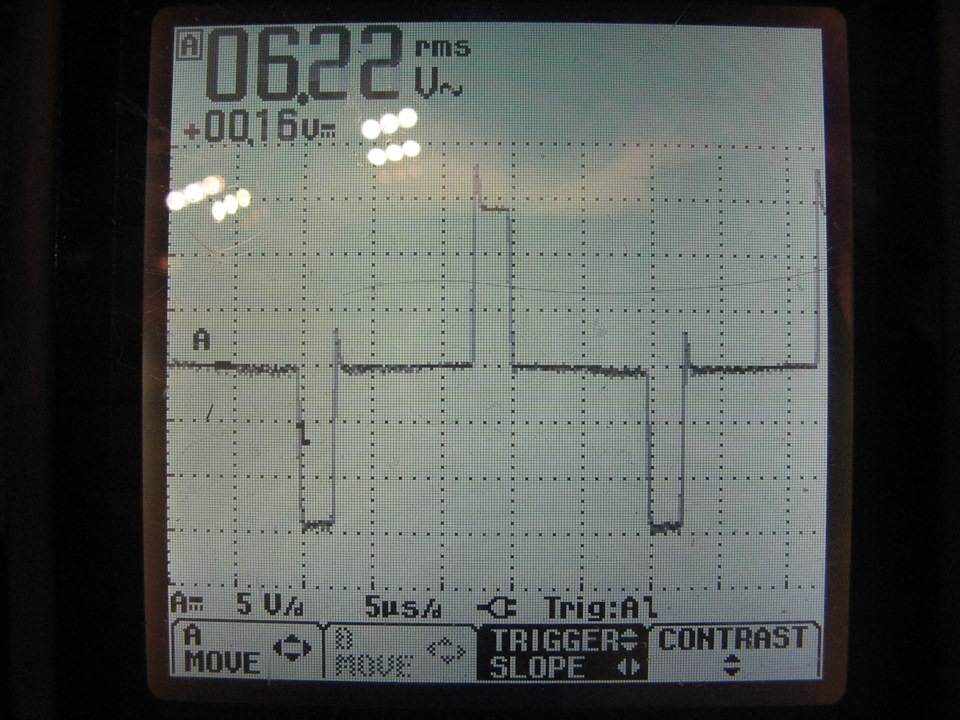
Вроде как все ок. Далее нагрузил выход 12-и омным 35 ваттным резистором, ток получился 3 А. Ничего нигде не выбило, така резистор в один момент разогрелся и пожег малость пол ).
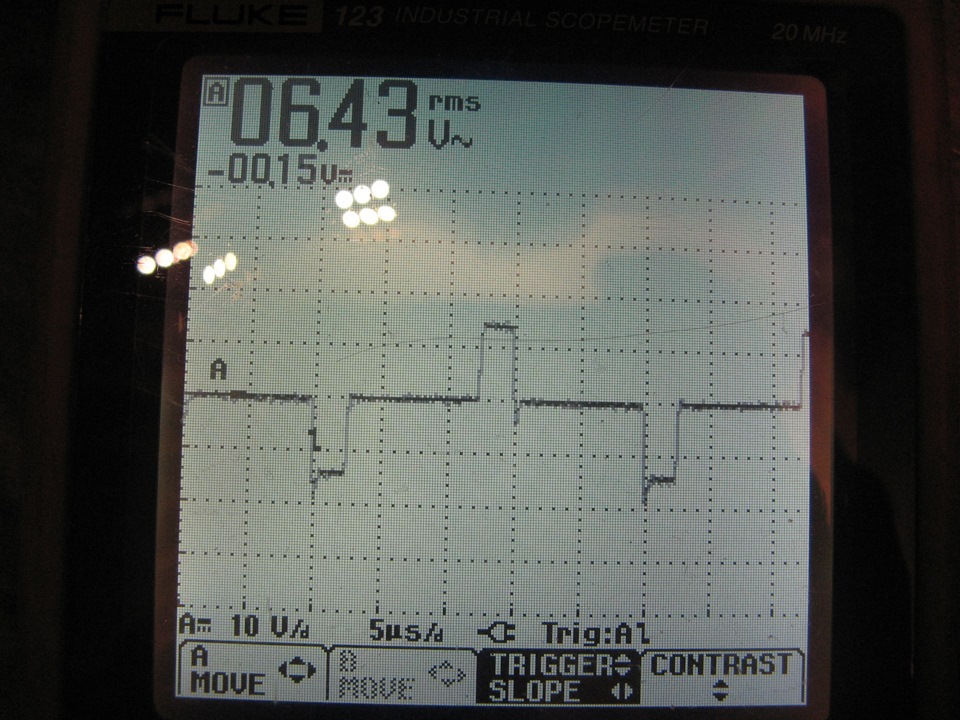
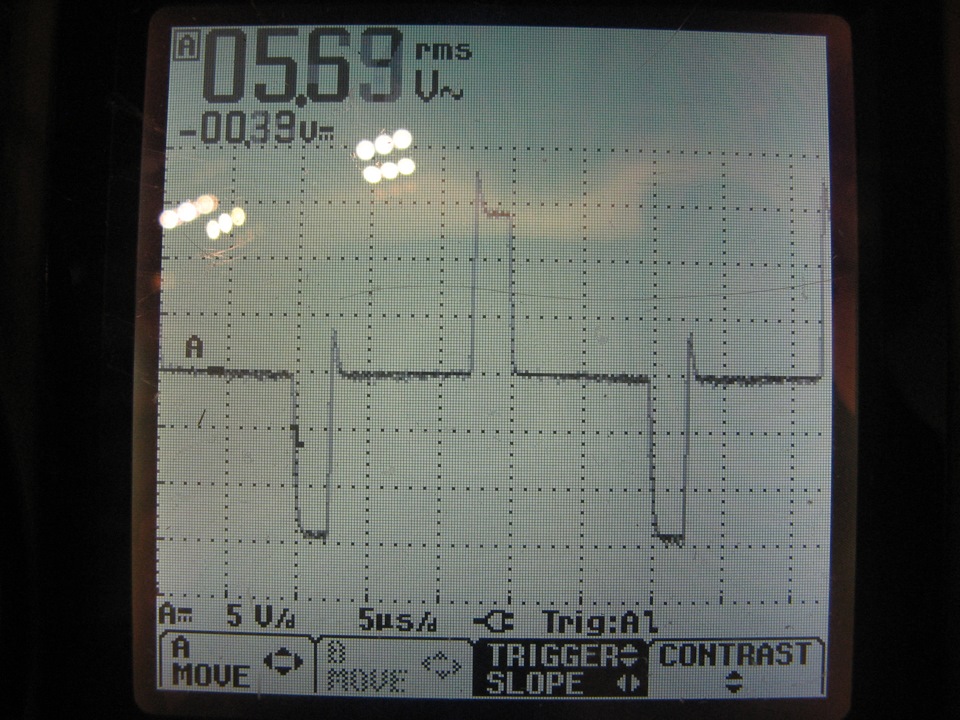
Тогда на пробу поставил уже родную микросхему. На ХХ импульсы такие:
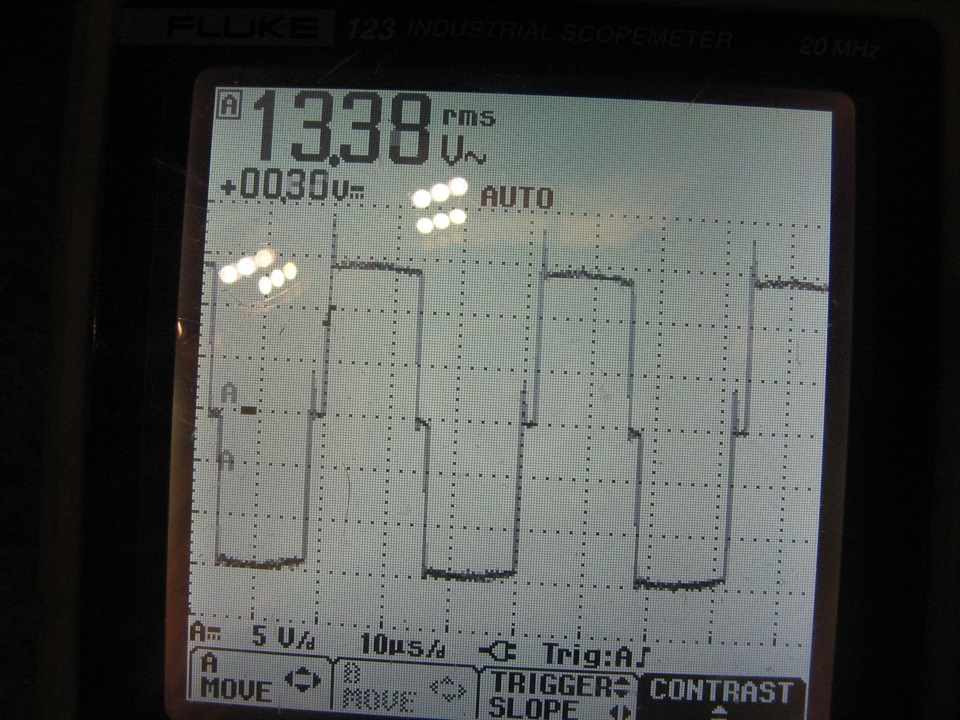
Далее заменил лампочку 60 Вт на одлну галогенку 500Вт, выставил ток 20 А, закоротил отверткой выводы — импульсы на хзатворах стали минимальными, но ничего не сгорело. Собрал без ламп — то бишь штатно все, отвез в грараж сжег одн элекрот 1,6 мм на токе 40 А и одну тройку на 100А.
Вроде все тьфу тьфу тьфу работает. Но возникает вопрос почему выгорели транзисторы во второй раз? после этого ни один из элементов заменен не был (ну кроме сгоревших транзюков), ведь потренировавшись со своей платой вернулся ко всему штатному.
Единственное объяснение которое я вижу это то что когда выпаивал родную микросхему феном (так как она была запаяна с двух сторон платы) попутно прогрел все, что рядом и возможно избавился от какой-нибудь "холодной пайки", например резисторов и кондеров задающих dead time. Но с другой стороны сварочнику уже лет 10, почему это не вылезло раньше? Второй это то, что всё отмыл от просто гигантского слоя пыли, часть из которой вполне ведь могла быть металлизированной, ибо сварочник всегда сосед болгарки.
Хотелось бы услышать мнение специалиста по сварочникам Dominys (поэтому упомяну его тут чтобы он заглянул в эту тему ))
Читайте также: