Заточка электродов для контактной сварки
Обновлено: 01.05.2024
Сварка контактным способом имеет свои особенности процесса технологии, а электроды для контактной сварки обладают отличием от обычных расходных элементов, помогающим осуществить этот процесс.
В частности, особым должен быть материал электродов для контактной сварки. Конструкция и материал электродов определят качество соединения деталей.

Контактная сварка
Такая востребованная технология, как сварка изделий контактным способом, применяется при профессиональных работах и в бытовых условиях. Ее суть заключается в том, что соединение деталей происходит под влиянием не только нагревания, но и давления.

Этот вид сварки применим для тонких изделий методом внахлест. Электроды для точечной сварки нельзя использовать для других видов сварочных работ. При работе они устанавливаются в специальные приспособления - электродержатели. Основным достоинством контактной сварки является высокая производительность, а также небольшой износ используемых электродов, и невысокое энергопотребление.
Конструкция электродов
Электроды для контактной точечной сварки конструктивно состоят из рабочей части, средней части, имеющей форму цилиндра, и посадочной части. Рабочая часть у разных видов электродов может быть плоской или иметь сферическую поверхность. Диаметр окружности плоской рабочей поверхности или радиус сферы следует выбирать в зависимости от толщины соединяемых деталей и от материала электрода. Угол конуса рабочей части электрода, как правило, составляет 30 градусов.

От средней части зависит прочность электрода. Диаметр этой части, и ее длина выбирается производителями из размерного ряда, установленного нормативными документами в соответствие с тем, какое значение имеет наибольшее усилие сжатия. Диаметр электрода должен быть в два раза больше, чем суммарная толщина соединяемых деталей.
Для плотной установки в электродержатель посадочная часть имеет небольшую конусность. Это является предотвращением протечки охлаждающей воды. Уклон зависит от диаметра электрода, так же, как и длина посадочной части.
Однако, прямолинейная форма иногда не позволяет осуществлять контактную сварку в труднодоступных местах, а также в том случае, если изделие имеет сложную конструкцию. Поэтому производителями изготавливаются электроды контактной сварки различной формы. Такая искривленная конфигурация позволит осуществлять сварку в глубине конструкции. Это позволяет сделать грамотный выбор для конкретного вида предстоящей работы.
Материалы электродов
Результат сварочного процесса в большой степени зависит от того, какие выбраны материалы для электродов контактной сварки. Выбранный материал должен иметь характеристики, которые позволят выдержать повышенные нагрузки, такие как перегрев, расплав и окисление. При этом форма электрода должна оставаться неизбежной, чтобы образуемые точки продолжали оставаться качественными.
Основной материал при изготовлении - это медь. Но в чистом виде этот элемент не используется, поскольку ему не хватает жаропрочности. Также медь не является достаточно пластичной. Ей не хватает достаточной упругости, чтобы восстанавливать свою изначальную форму после окончания процесса сварки.
Поэтому при изготовлении этих расходных элементов добавляются такие элементы, как хром, цинк, магний. Свою высокую электропроводность электроды не теряют, поскольку основной составной частью служит медь, но добавки придают улучшенные эксплуатационные характеристики. Кремний, железо и никель способствуют увеличению твердости электродов.
Интересное видео
Заточка вольфрамовых электродов
Вольфрамовые электроды, относящиеся к неплавящемуся виду, применяются для сварки под защитой газа. Помимо их правильного использования необходима регулярная заточка вольфрамовых электродов для их дальнейшего успешного использования.

Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения - автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.

На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
Форма заточки зависит в частности от используемого тока - для постоянного тока требуется конусовидная заточка, а для переменного - округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
Правила заточки
На глубину шва и его ширину окажет влияние длина, на которую осуществляется заточка вольфрамового стержня. Она находится в зависимости от диаметра используемого электрода.

С увеличением длины заточки будет уменьшаться ширина шва, а при недостаточном значении длины заточки уменьшится глубина проплавления. На стабильность горения дуги окажет положительное влияние притупленная форма заточки.

Диаметр притупления находится в зависимости от величины тока и диаметра электрода. При угле заточки, превышающем 120 градусов, процесс сварки теряет устойчивость, а если он менее 20 градусов, то на кончике электрода будет образовываться нагар. При слишком остром угле заточки снижается срок службы вольфрамового электрода.

Поэтому перед началом этого процесса необходимо разобраться, как заточить вольфрамовый электрод, соблюдая все необходимые правила, чтобы обеспечить наилучшую форму шва и стабильность горения дуги. Для выбора наилучшей длины можно воспользоваться специальными таблицами. Затачивать вольфрамовый электрод следует только в продольном направлении.
Особая заточка вольфрамового электрода для сварки алюминия на переменном токе не требуется, однако рекомендуется округлять их концы.
Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
- Специализированный станок.
- Ручная машина.
- Электроточило с мелкозернистым абразивным кругом.
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.

Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Хороший результат также обеспечит машинка для заточки вольфрамовых электродов, осуществляющая это процесс тоже с помощью алмазного диска. Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.
Выставить требуемый угол заточки легко по имеющей шкале. Управлять процессом можно через прозрачное смотровое окошко. В комплекте имеется держатель для электрода, обеспечивающий его стабильное положение и уменьшающий риск получения травм для сварщика. Такое устройство относится к типу переносных. Заточка осуществляется вручную.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:
- отрезок трубы;
- электрический моторчик;
- зажимной патрон;
- гайка;
- дрель;
- надфиль.
Из оборудования будет нужен сварочный аппарат.
Электроды для контактной сварки
Большинство металлических изделий, которые нас окружают, изготовлены при помощи контактной сварки. Существуют различные виды сварки, но контактная позволяет создавать достаточно прочные и эстетично красивые швы. Поскольку металл сваривается не традиционным методом, то для такого процесса нужны электроды для контактной сварки.

Электроды для контактной сварки
Контактная сварка возможна только для сваривания двух металлических деталей, наложенных одна на другую, их невозможно соединить данным методом встык. В тот момент, когда обе детали зажаты токопроводящими элементами сварочного аппарата, кратковременно подается электрический ток, который плавит детали непосредственно в точке сжатия. Главным образом это возможно благодаря сопротивлению тока.
Конструкции электродов
Для работы с электродуговой сваркой также используются электроды, но они кардинально отличаются от токопроводящих элементов для контактной сварки, и не подходят для данного вида работ. Поскольку в момент сварки детали сдавливаются контактными частями сварочного аппарата, то электроды для контактной сварки способны проводить электрический ток, выдерживать нагрузку на сжатие и отводить тепло.
Диаметр электродов определяет насколько прочно и качественно будут сварены детали. Их диаметр должен быть в 2 раза толще сварного узла. Согласно государственным стандартам они бывают диаметром от 10 до 40 мм.
Свариваемый металл определяет форму применяемого электрода. Данные элементы, имеющие плоскую рабочую поверхность, используют для сварки обычных сталей. Сферическая форма идеально подходит для соединения меди, алюминия, высокоуглеродистых и легированных сталей.
Сферическая форма наиболее устойчива к сгоранию. Благодаря своей форме они способны выполнить большее количество сварных швов до заточки. Кроме того, применение такой формы позволяет варить любой металл. В то же время, если сваривать алюминий или магний плоской поверхностью, то будут образовываться вмятины.

Схема электрода для сварки
Посадочное место электрода часто выполнено в форме конуса или с резьбой. Данная конструкция позволяет избежать потерь тока и эффективно выполнить сжатие деталей. Посадочный конус может быть коротким, однако их применяют при малых усилиях и низких токах. Если используется крепление с резьбой, то зачастую через накидную гайку. Резьбовое крепление особенно актуально в специальных многоточечных машинах, так как необходим одинаковый зазор между клешнями.
Для выполнения сварки в глубине детали, применяются электроды искривленной конфигурации. Существует разнообразие изогнутых форм, поэтому при постоянной работе в таких условиях, необходимо иметь подборку различных форм. Однако пользоваться ими неудобно, и они имеют более низкую стойкость, в сравнении с прямыми, поэтому к ним прибегают в последнюю очередь.
Поскольку давление на фигурный электрод приходится не по его оси, во время нагрева он подвержен изгибанию, и об этом нужно помнить при выборе его формы. Кроме того, в такие моменты, возможно смещение рабочей поверхности искривленного электрода, по отношении к ровному. Поэтому в таких ситуациях обычно применяется сферическая рабочая поверхность. Не осевая нагрузка сказывается также на посадочном месте электрододержателя. Поэтому при чрезмерной нагрузке, нужно использовать электроды с увеличенным диаметром конуса.
Выполняя сварку в глубине детали можно использовать прямой электрод, если наклонить его по вертикали. Однако угол наклона должен быть не больше 30 о , так как при большем градусе наклона происходит деформация электрододержателя. В таких ситуациях применяют два изогнутых токопроводящих элемента.

Внешний вид электродов
Использование хомута в месте крепления фигурного электрода позволяет снизить нагрузку на конус и продлить срок службы посадочного места сварочного аппарата. При разработке фигурного электрода, необходимо вначале выполнить чертеж, затем изготовить из пластилина или дерева пробную модель, и только после этого приступать к его изготовлению.
В промышленной сварке применяется охлаждение контактной части. Зачастую такое охлаждение происходит через внутренний канал, но если электрод небольшого диаметра или происходит увеличенный нагрев, то охлаждающую жидкость подают снаружи. Однако наружное охлаждение допускается при условии, что свариваемые детали не поддаются коррозии.
Труднее всего охладить фигурный электрод из-за его конструкции. Для его охлаждения применяют тонкие медные трубки, которые располагаются по боковым частям. Однако даже при таких условиях он недостаточно хорошо охлаждается, поэтому не может варить в том же темпе, что и прямой электрод. В противном случае происходит его перегрев и срок эксплуатации сокращается.
Сварка в глубине маленькой детали производится фигурными электродами, а с большими деталями предпочтительнее использовать фигурные держатели. Преимуществом такого способа является возможность регулировать длину электрода.
Во время контактной сварки ось двух электродов должна быть 90 о по отношению к поверхности детали. Поэтому когда свариваются крупногабаритные детали с уклоном, используются поворотные, самоустанавливающиеся держатели, а сварка выполняется сферической рабочей поверхностью.
Стальная сетка диаметром до 5 мм сваривается пластинчатым электродом. Равномерное распределение нагрузки достигается путем свободного вращения вокруг своей оси верхнего токопроводящего контакта.
Хотя сферическая форма рабочей поверхности является самой устойчивой из остальных форм, все же она, вследствие тепловых и силовых нагрузок, теряет свою первоначальную форму. Если рабочая поверхность контакта увеличивается на 20 % от первоначального размера, то он считается непригодным, и его нужно затачивать. Заточка электродов контактной сварки производится в согласии ГОСТом 14111.
Материалы электродов для контактной сварки
Одним из решающих факторов качества сварного шва, является прочность на разрыв. Это определяется температурой сварной точки и зависит от теплофизических свойств материала проводника.
Медь в чистом виде неэффективна, поскольку является очень пластичным металлом и не имеет необходимой упругости, чтобы между сварными циклами восстановиться в геометрической форме. Кроме того, себестоимость материала относительно высока, а при таких свойствах электроды требовали бы регулярной замены, что привело бы к удорожанию процесса.
Использование упрочненной меди также не увенчалось успехом, так как снижение температуры рекристаллизации приводит к тому, что с каждой следующей сварной точкой износ рабочей поверхности будет увеличиваться. В свою очередь, эффективными оказались сплавы меди с рядом других металлов. К примеру, кадмий, бериллий, магний и цинк добавили твердости сплаву во время нагрева. В то же время железо, никель, хром и кремний позволяют выдерживать частые тепловые нагрузки и сохранять темп работы.

Электропроводность меди составляет 0,0172 Ом*мм 2 /м. Чем меньше этот показатель, тем наиболее он подходит в качестве материала электродов для контактной сварки.
В случае, если нужно сварить элементы из разных металлов или деталей разной толщины, тогда электротеплопроводность электрода должна составить до 40% от данного свойства чистой меди. Однако если выполнить весь проводник из такого сплава, то он будет достаточно быстро нагреваться, поскольку имеет высокое сопротивление.
Используя технологию составных конструкций можно добиться ощутимой экономии средств. В таких конструкциях материалы, используемые в основании, подбирают с высоким показателем электропроводности, а наружную или сменную часть изготавливают из тепло и износостойких сплавов. Например, металлокерамические сплавы, состоящие на 44 % из меди и на 56 % из вольфрама. Электропроводность такого сплава составляет 60 % от электропроводности меди, что позволяет минимальными усилиями нагреть сварную точку.
В зависимости от условий работы и поставленных задач, сплавы делятся на:
- Тяжелые условия. Электроды, работающие при температуре до 500 о С, выполнены из сплавов бронз, хрома и циркония. Для сварки нержавейки используют сплавы бронз, легированных титаном и бериллием.
- Средняя нагрузка. Сваркустандартно углеродистых, медных и алюминиевых деталей, производят электродами из сплавов, в которых марка меди для электродов, способная работать при температуре до 300 о С.
- Легко нагруженные. Сплавы, в состав которых входит кадмиевая, хромистая и кремненикелевая бронзы, способны работать при температуре до 200 о С
Электроды для точечной сварки
Процесс точечной сварки объясняет сам себя из своего же названия. Соответственно сварочным мини швом является одна точка, размер которой обусловлен диаметром рабочей поверхности электрода.
Электродами для контактной точечной сварки являются стержни, выполненные из сплавов, в основе которых находится медь. Диаметр рабочей поверхности обусловлен ГОСТом 14111-90, и изготавливается в диапазоне от 10-40 мм. Электроды на точечную сварку тщательно подбираются, поскольку имеют различные свойства. Они выполняются как со сферической, так и с плоской рабочей поверхностью.

Криволинейный электрод для точечной сварки
Электроды для точечной сварки своими руками теоретически можно изготовить, но необходимо быть уверенным, что сплав соответствует заявленным требованиям. Кроме того нужно выдержать все размеры, что в домашних условиях не так-то просто. Поэтому, приобретая заводские токопроводящие элементы, можно рассчитывать на качественное выполнение сварочных работ.
Точечная сварка имеет массу плюсов, среди которых эстетическое сварочное пятно, простота эксплуатации сварочного аппарата и высокая производительность. Имеется также один недостаток, а именно отсутствие герметичного сварочного шва.
Электроды для шовной сварки
Одной из разновидностей контактной сварки являетс, шовная сварка. Однако электроды для шовной сварки – это также сплав металлов, только в форме ролика.
Ролики для шовной сварки бывают таких видов:
- без скоса;
- со скосом с одной стороны;
- со скосом с обеих сторон.
Конфигурация свариваемой детали определяет, ролик какой формы следует использовать. В труднодоступных местах недопустимо применять ролик со скосом с обеих сторон. В этом случае подойдет ролик без скосов или со скосом с одной стороны. В свою очередь ролик со скосом на двух сторонах эффективнее прижимает детали и быстрее охлаждается.

Электроды-ролики для шовной сварки
Применение роликовой сварки помогает добиться герметичных сварочных швов, что позволяет использовать их в изготовлении емкостей и резервуаров.
Итак, контактная сварка позволяет производить высокотехнологичные швы, но чтобы добиться качественного результата, нужно тщательно следовать значениям, указанным в таблицах. Какую сварку выбрать, точечную или шовную, зависит от ваших потребностей.
Уход за электродами
Данная таблица наглядно показывает важность обслуживания электродов. Это важно не только для сохранения качества сварного соединения, которое имеет первостепенное значение, но и для снижения лишней нагрузки на сварочное оборудование. После изучения табличных данных вы сможете сделать собственные выводы.
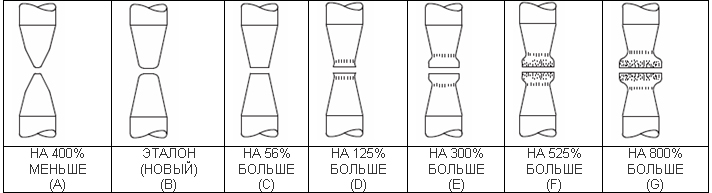

ТРЕБУЕМАЯ СИЛА ТОКА, А

ПРАВИЛЬНОЕ ОБСЛУЖИВАНИЕ ЭЛЕКТРОДОВ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙ СВАРКИ
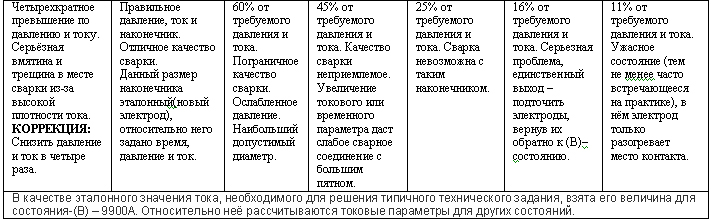
Электроды для рельефной сварки
Для обеспечения точного выравнивания, необходимого для хорошего контакта и качества сварных соединений, электроды для рельефной сварки должны быть расположены прямо на центральной линии приложения давления. В дополнение к появлению некачественных сварных соединений недостаточная центровка электродов может привести к повреждению их поверхностей [рис. 1].
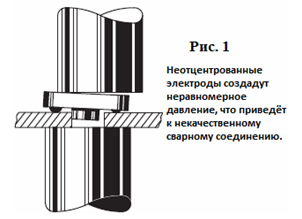
Другой серьёзной причиной плохой сварки является непараллельность поверхностей электродов. Она влечёт за собой неравномерное давление на электродах, что приводит к выплёскиванию расплавленного металла из области сварки во время сварочного цикла. В том случае, если сварка пошла через несущую часть электрода, повреждаются рельефы, и может сгореть изоляция. Кроме того, непараллельность приводит к закусыванию наконечников электродов их несущими частями во время сварки, в результате чего возникает ожог на заготовке в месте контакта со смещёнными рельефами, и возможен сдвиг относительно ответных частей сварочной оснастки [рис. 2].
Рекомендации по обслуживанию
СЛЕДУЕТ
. держать запас электродов на станке, чтобы минимизировать простои из-за замены электрода,
. подтачивать электроды на токарном станке,
. использовать специальный 3 класс меди для наконечников электродов.
НЕ СЛЕДУЕТ
. подпиливать электроды (неровная поверхность приведет либо к частичной сварке, либо к выплеску металла из сварочной зоны),
. хранить электроды в местах, где возможно повреждение их поверхностей,
. использовать разводной ключ для снятия электродов.
Электроды для точечной сварки
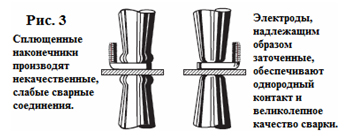
При контактной точечной сварке тепловая концентрация зависит от размеров и формы наконечников электродов. Сварка осуществляется по всей площади под наконечником электрода, через который проходит ток. Наконечники небольших диаметров электродов для точечной сварки разрушаются или стачиваются гораздо быстрее своих собратьев по рельефной сварке, и, следовательно, их необходимо регулярно подтачивать, чтобы поддерживать правильный контакт [рис. 3].
СЛЕДУЕТ
. держать запас электродов на станке,
. периодически подтачивать электроды на специализированном станке,
. менять диаметра наконечников при работе с разными толщинами свариваемого металла.
НЕ СЛЕДУЕТ
. подпиливать электроды (неровная поверхность приведет к непроварам),
. хранить электроды в местах, где возможно повреждение их поверхностей,
. использовать разводной ключ для снятия электродов.
1. Для обеспечения идеального выравнивания, поверхности и оси электродов должны быть параллельны. Это может быть проверено путем вставки между электродами куска угля и листа чистой белой бумаги и запуска электродов в тестовом режиме. Получившийся на бумаге отпечаток покажет размер и однородность плоскости контакта между двумя поверхностями.
2. Используйте водяную рубашку в случае необходимости и располагайте её как можно ближе к сварочной поверхности.
3. Держите свариваемый материал чистым: без масла, пленки, грязи и других посторонних веществ.
4. Следуйте предписанной технологической процедуре сварки.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ И ДЕРЖАТЕЛИ
2. Используйте стандартные электроды везде, где это возможно.
3. Используйте наконечники оптимального диаметра для заданной толщины свариваемых материалов.
4. Использование прозрачные шланги, чтобы постоянно контролировать ток воды через электроды.
5. Подключите шланг подачи воды к соответствующему входу на держателе для того, чтобы вода сначала поступала в центральную охлаждающую трубу.
6. Охлаждайте электроды водой, текущей со скоростью не менее 7 литров в минуту через каждый наконечник.
7. Убедитесь, что внутренняя трубка системы охлаждения держателя вставлена в отверстие для воды на наконечнике на глубину до 6мм.
8. Отрегулируйте внутреннюю трубку системы охлаждения держателя по высоте при переходе на наконечник другой длины.
9. Убедитесь, что верхний конец трубки системы охлаждения держателя обрезан под углом, не вызывающим заедание наконечника и перекрытие подачи воды.
10. Нанесите тонким слоем специальную смазку на стержень наконечника до вставки в держатель, чтобы легче было его вытаскивать.
11. Используйте держатели эжекторного типа для легкого извлечения наконечников и чтобы избежать повреждений стержней наконечников.
12. Держите наконечник и держатель чистыми, гладкими и свободными от посторонних субстанций.
13. Подтачивайте электроды точечной сварки достаточно часто для сохранения качества сварки.
14. Подтачивайте электроды на токарном станке до первоначальной формы по мере возможности.
15. Используйте кусок кожи или резиновый молоток при выравнивании держателя или наконечника.
16. Подавайте охлаждающую жидкость с обеих сторон диска при шовной сварке.
2. Избегайте специальных, офсетных или нестандартных наконечников, когда работу можно выполнить с помощью стандартного прямого наконечника.
3. Не используйте маленькие наконечники для сварочных работ с тяжёлыми большими заготовками и наоборот.
4. Не забудьте включить подачу охлаждающей воды на полную мощность прежде, чем начать сварку.
5. Никогда не используйте шланг, который неплотно садится на сосок подачи воды на держателе.
6. Не допускайте протечек, засорения или повреждения водяной оснастки.
7. Избегайте использования держателей с текущими или деформированными трубками.
8. Никогда не используйте держатели электродов, которые не имеют регулируемых внутренних трубок системы охлаждения.
9. Не давайте трубке закупориться из-за накопления примесей. Несколько капель масла с разумной периодичностью помогут сохранить трубку рабочей.
10. Не позволяйте электродам оставаться без дела в держателях на длительные промежутки времени.
11. Не используйте разводные ключи или аналогичные инструменты для извлечения электродов.
12. Избегайте использования свинцовых белил или подобных соединений для герметизации протечки переходников.
13. Никогда не позволяйте наконечнику электрода точечной сварки сплющиться до такой степени, что подточка станет затруднительной.
14. Никогда не используйте грубые диски для подточки электродов.
15. Не бейте по держателю или наконечнику стальным молотком при выравнивании оснастки.
16. Избегайте в шовной сварке использования дисков слишком тонких для данной тепловой или физической нагрузки.
Сварочные электроды своими руками
Нельзя пожаловаться на небольшой выбор электродов в специализированных магазинах, однако существует такая интересная возможность, как сделать электроды для сварки своими руками. Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.

Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
- Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
- Жидкое стекло, играющее роль связующего звена.
- Порошок из мела или известняк.
- Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.

Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих - мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Процесс изготовления
Если нарезана проволока и измельчен мел, то можно приступать к изготовлению электродов. Разбираясь, как сделать электрод, следует понимать, что предварительно смешивать порошок мела и силикатный клей не обязательно.
Следует взять кусок проволоки, положить его на ровную горизонтальную поверхность, и обмазать набранным из банки с помощью кисти жидким стеклом. Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Вторым способом является предварительное приготовление обмазки, которую можно получить, смешав растолченный мел и жидкое стекло в виде силикатного клея. Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.

После того, как обмазка окончательно высохнет, полученный самодельный электрод необходимо подвергнуть прокалке. Осуществлять прокаливание следует в электрической духовке, включив режим проветривания. Время этого процесса составляет не менее получаса, а температура должна быть приблизительно 100 градусов. Это позволит обмазке загустеть и образовать прочную оболочку.
Прекрасно, если полученные электроды можно будет тут же проверить на имеющемся оборудовании, и при необходимости внести в процесс изготовления коррективы.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным.
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Угольный электрод
Изготавливая угольный электрод своими руками, в качестве основного стержня следует выбирать пруток, изготовленный из угля или кокса. Могут быть включены и другие добавки. Процесс изготовления разделяется на приготовлении смеси, ее формирования и просушки.

Оцинковка
Цинковый электрод служит источником электронов при гальванизации, которые поступают во внешнюю цепь. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Чтобы выполнить цинковый электрод своими руками, придется совершить ряд особых действий. Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Точечная контактная сварка
Точечная или иначе контактная сварка - это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.

Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Читайте также: