Что необходимо предпринять если при возбуждении сварочной дуги электрод прилип к поверхности металла
Обновлено: 19.05.2024
Наплавка на плоскую поверхность детали из низкоуглеродистой стали.
. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродом; ^
в) постукиванием или легким касанием электрод заготовке.
2. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) Необходимо немедленно отломить электрод от поверхности заготовки.
б) Необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки.
в) Необходимо отломить электрод от поверхности заготовки с помощью молотка.
3. При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
4. Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
5. Слишком длинная дуга приводит:
а) к увеличению разбрызгивания электродного металла;
б) к уменьшению провара;
в) к плоской форме валика.
6. Слишком короткая дуга приводит:
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
7. Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
а) Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
б) Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
в) Чем ниже скорость, тем ширина валика будет больше.
8. Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
9. Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги;
в) обратным проходом по шву на длину 15-20 мм.
10. При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
Критерии оценок тестирования:
Список использованной литературы
1. Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
2. Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
3. Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
4. Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
5. Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
6. Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.

Курс профессиональной переподготовки
Организация деятельности библиотекаря в профессиональном образовании

Курс повышения квалификации
Охрана труда

Методика и технологии работы с современными автоматизированными системами библиотек и информационно-библиотечных центров в условиях реализации ФГОС

«Сватовство на Кубани»
Краткое описание документа:
«Наплавка на плоскую поверхность детали из низкоуглеродистой стали»
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
Тестирование в педагогике выполняет три основные взаимосвязанные функции: диагностическую , обучающую и воспитательную :
· Диагностическая функция заключается в выявлении уровня знаний, умений, навыков учащегося. Это основная и самая очевидная функция тестирования. По объективности, широте и скорости диагностирования, тестирование превосходит все остальные формы педагогического контроля.
· Обучающая функция тестирования состоит в мотивировании учащегося к активизации работы по усвоению учебного материала. Для усиления обучающей функции тестирования могут быть использованы дополнительные меры стимулирования студентов, такие как: раздача преподавателем примерного перечня вопросов для самостоятельной подготовки, наличие в самом тесте наводящих вопросов и подсказок, совместный разбор результатов теста.
· Воспитательная функция проявляется в периодичности и неизбежности тестового контроля. Это дисциплинирует, организует и направляет деятельность учащихся, помогает выявить и устранить пробелы в знаниях, формирует стремление развить свои способности .
Сварка пластин встык в вертикальном положении шва
план-конспект занятия
Достижение практических навыков обучающихся при выполнении сварки в вертикальном положении швов.
- Подвести обучающихся к системному анализу изученного материала и закреплению знаний по ранее изученным темам.
- Научить обучающихся применять ранее изученные знания и умения в процессе выполнения заданий мастера.
- Продемонстрировать процесс сварки в вертикальном положении шва.
- Показать или объяснить метод подбора режима сварки.
- Научить обучающихся производить визуально-измерительный контроль сварки пластин в вертикальном положении шва.
II. Развивающая цель:
Формирование общих и профессиональных компетенций.
- Развивать общие и профессиональные компетенции.
- Обобщать изученный материал и применять его на практике.
- Развивать познавательные процессы (внимание, воображение, память, восприятие).
- Аргументировано отстаивать свое мнение.
III. Воспитывающая цель:
Стимулировать потребность в формировании ответственности, аккуратности, и также социальной коммуникации.
- Воспитывать ответственность за свои действия.
- Воспитывать аккуратность и точность в работе.
- Воспитывать трудовую дисциплину (ответственность, добросовестность, инициативность).
- Умение работать в коллективе.
- наглядно-демонстрационный;
- практический.
Методы контроля : самоконтроль, взаимоконтроль, устный опрос, письменная проверка.
Материально-техническое оснащение урока : интерактивная доска, плакаты, образцы, эталоны, инструменты и приспособления слесаря и сварщика (молоток-шлакоотделитель, металлическая щетка, зубила, электроды марки МР-3), многопостовой сварочный выпрямитель ВДМ-1202, балластные реостаты РБ-250
Межпредметная связь : Спецтехнология, черчение, математика, материаловедение.
- освоение приемов владения инструментами;
-ознакомление с оборудованием ручной дуговой сварки;
-ручная дуговая наплавка во всех пространственных положениях.
I. Организационный момент.
- Проверка готовности обучающихся к уроку.
- Проверка внешнего вида.
- Приветствие.
После проверки внешнего вида и состояния спецодежды обучающиеся занимают свои места.
Эмоциональный настрой, включение обучающихся в деловой ритм.
II. Вводный инструктаж.
Тема урока: Наплавка валиков в вертикальном положении шва.
Сегодня, нам необходимо научиться выполнять сварку пластин в вертикальном положении шва. Для этого нам необходимо использовать все те знания, умения и навыки, которые вы раннее изучали и выполняли практически.
2.Предварительное определение уровня знаний
Раздаточный материал 1.1
Задание: Из предложенных вариантов ответа выберите один правильный ответ.
1. Возбуждение сварочной дуги производится
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродам;
в) постукиванием или легким касанием электроды по заготовке.
2.Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) необходимо немедленно отломить электрод от поверхности заготовки;
б) необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны отломить его от поверхности заготовки;
3. При наплавке валика электрод должен быть наклонен от вертикали и направлении наплавки на?
4. Для получения валика правильной формы длина дуги должна быть?
5. Слишком длинная дуга приводит?
а) к увеличению разбрызгивания электронного металла;
б) к уменьшению провора;
6. Слишком короткая дуга приводит?
7. Как влияет скорость перемещения электрода на размеры наплавленного валика?
а) чем меньше скорость, тем сварочный металл будет меньше проникать в основной металл, и валик будет более высоким;
б) чем меньше скорость, тем сварочный металл будет больше проникать в основной металл, и валик будет более высоким;
8. Ширина валика, в зависимости от диаметра электрода, измеряется следующим образом:
а) увеличивается с увеличением диаметра электрода;
б) плавным обрывом дуги
в) обратным проходом по шву на длину 12-20 мм.
4 и более ошибок – «2»
Сварка металлов - незаменимый технологический процесс, без применения которого нельзя создать современные конструкции. Прочность сварной конструкции и надежность ее при эксплуатации в основном зависят от качества сварных соединений и швов. Прежде чем научится сваривать качественно сварные изделия мы должны научиться выполнять приемы сварки во всех положениях шва.
4. Изучение нового материала
Тема урока: Сварка пластин в вертикальном положении шва
Раздаточный материал 1.2.
Техника сварки в вертикальном положении шва.
Сварка швов в положениях, отличающихся о нижнего, требует повышенной квалификации в связи с возможным под действием сила тяжести вытеканием расплавленного металла из сварочной ванны или падением капель электродного металла мимо сварочной ванны (рис. 1).
При сварке на «подъем» нижележащий закристаллизовавшийся металл помогает удержать расплавленный металл сварочной ванны(рис. 2).При этом случае облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу (рис. в). Однако внешний вид грубочешуйчатый.
Рис. 1. Положение электрода при сварке вертикальных швов снизу вверх:
а – вытекание металла из сварочной ванны при большой длине дуги;
б – короткая дуга;
в – наплавка при короткой дуге;
г – положение электрода
Положение электрода при сварке вертикальных швов снизу вверх.
После образования ванны жидкого металла электрод отводится несколько вверх. При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания металла из кратера необходимо совершать движения электрода с отведением вверх и поочередно в обе стороны. Это дает возможность металлу быстро затвердевать. Движение не должны концентрировать в каком-либо одном месте. Электрод должен быть не более 3-4мм. Электрод должен быть наклонен вверх в сторону перемещения электрода вдоль оси шва, можно также наклонять электрод и вниз. В этом случае удобно наблюдать за каплями расплавленного металла. Поддерживать более короткую длину дуги, при которой капли расплавленного электродного металла легче переходят в шов. Тщательно заваривайте кратер шва.
Особенно неприятным явлениям при наплавке валиков на наклонную пластину является образование чехольчиков и козырьков на электродах. При этом надо помнить, что устранить их можно изменением наклона электрода или поворотом его вокруг оси, не прерывая процесса сварки.
К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла.
Основными достоинствами ручной дуговой наплавки является универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах.
Для повышения производительности труда можно производить наплавку опиранием на чехольчик, трехфазной дугой, наклонным или лежачим электродом.
5. Ознакомление учащихся с этапами работы - работа по инструкционно - технологической карте
Тест «Наплавка на плоскую поверхность детали из низкоуглеродистой стали»
тест на тему
- Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
- При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
- Для получения валика правильной формы длина дуги должна быть:
- Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
- Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
- Заварка кратера производится следующим образом:
- При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
По теме: методические разработки, презентации и конспекты

ТЕСТ Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях
ТЕСТСварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положенияхМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных ста.
ТЕСТ Сварка угловым швом пластин из низкоуглеродистой стали в нижнем положении
ТЕСТ Сварка угловым швом пластин из низкоуглеродистой стали в нижнем положенииМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сп.
ТЕСТ Сварка поворотных труб из низкоуглеродистой стали при горизонтальном и вертикальном положениях оси трубы
ТЕСТСварка поворотных труб из низкоуглеродистой стали при горизонтальном и вертикальном положениях оси трубыМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных сталей.
МАСТЕР-КЛАСС «Наплавка валиков на пластину из низкоуглеродистой стали»
МАСТЕР-КЛАСС«Наплавка валиков на пластину из низкоуглеродистой стали»ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
ТЕСТ Присадочные и флюсующие материалы для сварки низкоуглеродистых сталей
ТЕСТ Присадочные и флюсующие материалы для сварки низкоуглеродистых сталейМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплаво.

Многослойная наплавка валиков на плоскую поверхность заготовки из конструкционной стали в нижнем положении
Данная методическая разработка направлена на развитие интереса к избранной профессии, формирование профессиональных навыков обучающихся многослойной наплавке валиков на плоскую поверхность заготовки и.
Наплавка валиков на плоскую поверхность заготовки из конструкционной стали
Методическая разработка на тему Наплавка валиков на плоскую поверхность заготовки из конструкционной стали.
Урок учебной практики по профессии "Сварщик"ПМ 02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
М ИН ИС ТЕ Р С Т В О О Б Р А З О В А Н ИЯ И Н А У КИ ЧЕЛЯ Б И Н СК О Й О БЛАСТ И Госуда р с т ве н ное б ю дж е т ное образова т ель н ое у ч р е ж ден и е ср е д н е г о про ф е с с иональ н ого образован и я
«Ко р кинск и й гор н о -ст р о и т ельн ы й т ехн ик у м»
УРОК УЧЕБНОЙ ПРАКТИКИ ПО ПРОФЕССИИ «СВАРЩИК»
ПМ 02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
Место проведения: Ресурсный центр КГСТ
Разработал: мастер производственного обучения Берлович Т.И.
г. Коркино 2017г
нас е д а н и и цикловой комис с ии
горн о - ме х ан и че с кого ц и к ла
Протокол № __ от « _ _ »_______ 2016 г.
Пр е д се д атель ЦК______________________
Зам директора по УПР
Тема рабочей программы : Ручная дуговая сварка во всех пространственных положениях.
Тема урока: Сварка пластин встык в вертикальном положении шва
Тип урока: Урок изучения трудовых приемов и навыков
Методическая цель: «Современные подходы к образовательному процессу в условиях перехода на Федеральные государственные образовательные стандарты».
Цели урока :
I. Обучающая цель:
1. Подвести студентов к системному анализу изученного материала и закреплению знаний по ранее изученным темам.
2. Научить студентов применять ранее изученные знания и умения в процессе выполнения заданий мастера.
3. Продемонстрировать процесс сварки в вертикальном положении шва.
4. Показать или объяснить метод подбора режима сварки.
5. Научить студентов производить визуально-измерительный контроль сварки пластин в вертикальном положении шва.
II. Развивающая цель:
1. Развивать общие и профессиональные компетенции.
2. Обобщать изученный материал и применять его на практике.
3. Развивать познавательные процессы (внимание, воображение, память, восприятие).
4. Аргументировано отстаивать свое мнение.
III. Воспитательная цель:
1. Воспитывать ответственность за свои действия.
2. Воспитывать аккуратность и точность в работе.
3. Воспитывать трудовую дисциплину (ответственность, добросовестность, инициативность).
4. Умение работать в коллективе.
Формируемые ПК и ОК:
ПК 2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов
ПК 2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций
ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
Методы обучения:
Форма обучения :
Методы контроля : самоконтроль, взаимоконтроль, устный опрос, письменная проверка.
Материально-техническое оснащение урока: доска, плакаты, образцы, эталоны, инструменты и приспособления слесаря и сварщика (молоток-шлакоотделитель, металлическая щетка, зубила, электроды марки МР-3), многопостовой сварочный выпрямитель ВДМ-1202,
Межпредметная связь : Спецтехнология, черчение , математика, материаловедение .
Внутрипредметная связь:
- освоение приемов владения инструментами;
I. Организационный момент.
- Проверка готовности студентов к уроку.
- Проверка внешнего вида
После проверки внешнего вида и состояния спецодежды студенты занимают свои места.
II. Вводный инструктаж.
Тема урока: Наплавка валиков в вертикальном положении шва .
3.Предварительное определение уровня знаний
Задание: Из предложенных вариантов ответа выберите один правильный ответ.
1.Возбуждение сварочной дуги производится
2.Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
3. При наплавке валика электрод должен быть наклонен от вертикали и направлении наплавки на?
4. Для получения валика правильной формы длина дуги должна быть?
5. Слишком длинная дуга приводит?
6. Слишком короткая дуга приводит?
7. Как влияет скорость перемещения электрода на размеры наплавленного валика?
8. Ширина валика, в зависимости от диаметра электрода, измеряется следующим образом:
9. Заварка кратера производится следующим образом:
Критерии оценок
4. Изучение нового материала
Техника сварки в вертикальном положении шва.

Рис. 1. Положение электрода при сварке вертикальных швов снизу вверх:
Положение электрода при сварке вертикальных швов снизу вверх.
После образования ванны жидкого металла электрод отводится несколько вверх. При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания металла из кратера необходимо совершать движения электрода с отведением вверх и поочередно в обе стороны. Это дает возможность металлу быстро затвердевать. Движение не должны концентрировать в каком-либо одном месте. Электрод должен быть не более 3-4мм. Электрод должен быть наклонен вверх в сторону перемещения электрода вдоль оси шва, можно также наклонять электрод и вниз. В этом случае удобно наблюдать за каплями расплавленного металла. Поддерживать более короткую длину дуги, при которой капли расплавленного электродного металла легче переходят в шов. Тщательно заваривайте кратер шва.Особенно неприятным явлениям при наплавке валиков на наклонную пластину является образование чехольчиков и козырьков на электродах. При этом надо помнить, что устранить их можно изменением наклона электрода или поворотом его вокруг оси, не прерывая процесса сварки.К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла.
5. Ознакомление студентов с этапами работы - работа по инструкционно - технологической карте
Почему электроды прилипают

Залипание электрода — распространенная проблема, с которой сталкиваются как новички, так и опытные сварщики. В этой статье будут рассмотрены причины возникновения этого явления и способы его устранения, а также что делать если электрод прилипает к металлу при сварке инвертором.
Среднее время прочтения: 5 минут.
Содержание
Причины залипания электрода при сварке инвертором:
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
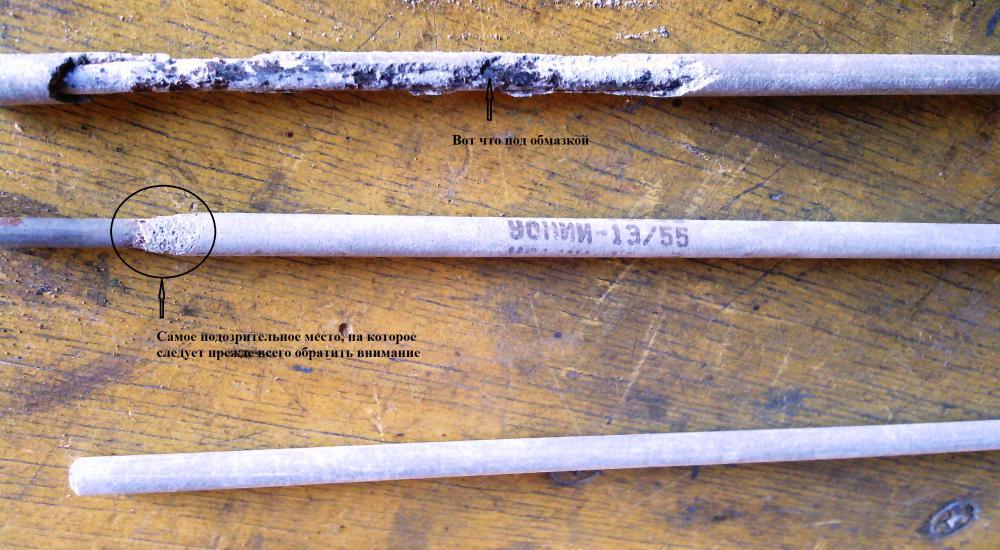
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на "плюс" или на "минус").
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
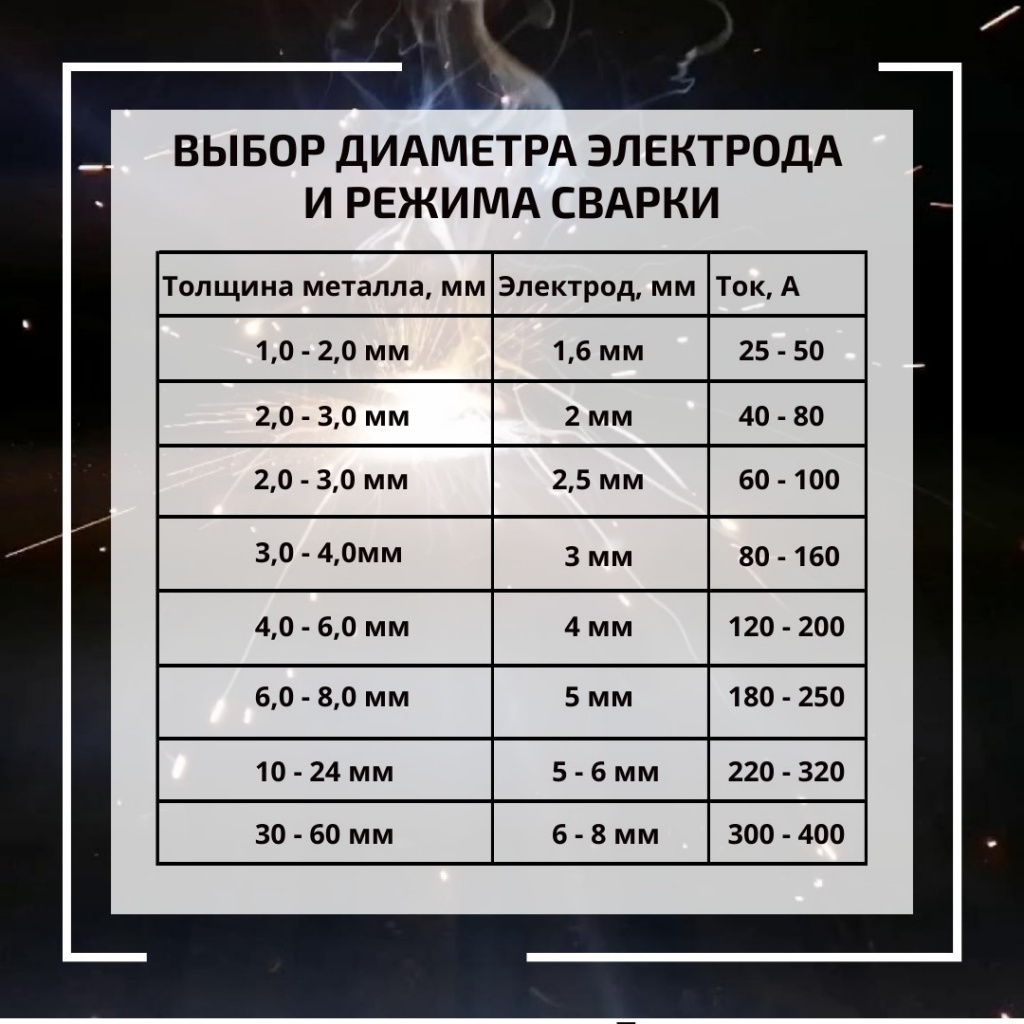
4. Низкий сварочный ток
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
7. Плохо очищенная металлическая поверхность
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.

Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте
Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.

3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.

5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.
Читайте также: