Что такое гальваностегия как ее используют для защиты металлов от коррозии
Обновлено: 11.05.2024
Прежде чем наносить на изделие из металла покрытие, надо его изготовить. Одним из способов его создания может быть получение изделия методом гальванопластики, поэтому я и начну рассмотрение гальванотехнических процессов с этого раздела.
Пожалуй, наиболее точное определение дано в Большой советской энциклопедии (М.: Советская энциклопедия. 1969–1978): «Гальванопластика — получение легко отделяющихся, относительно толстых, точных копий с различных предметов, т. н. матриц».
Матрицы могут быть изготовлены из различных материалов — как металлических, так и из не проводящих электрический ток материалов.
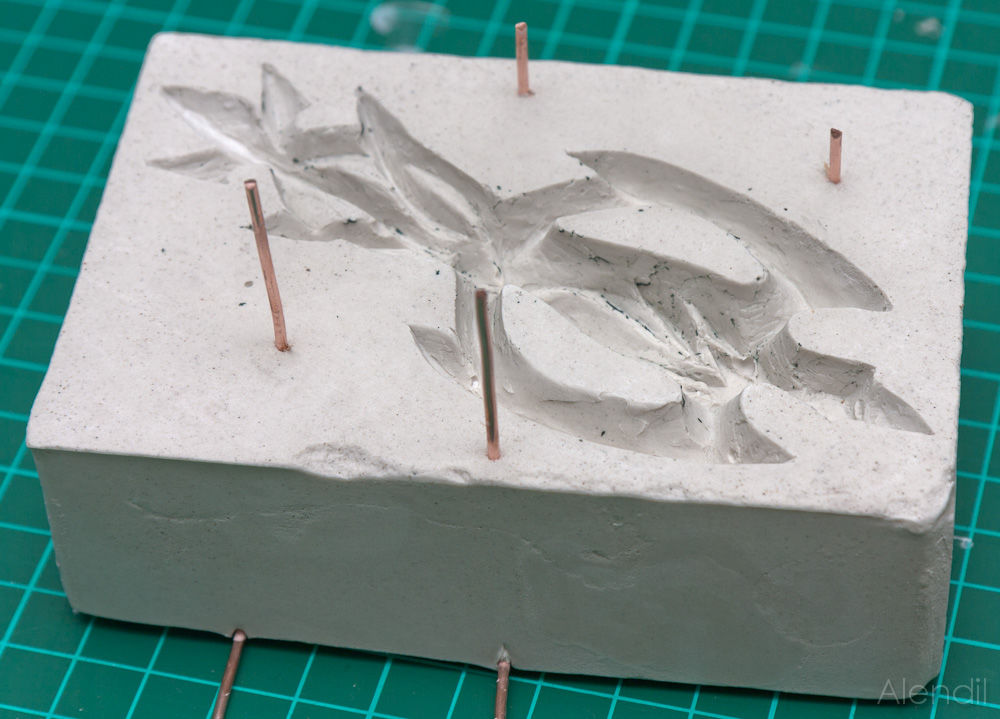
При использовании материалов, не проводящих электрический ток, для изготовления матриц (резина, пластмассы, гипс и т. д.) сложности возникают при создании токопроводящего слоя (на иллюстрации ниже форма из виксинта, в которой установлены электроды для подключения к источнику постоянного тока).
Прежде чем нанести токопроводящий слой, матрицу нужно подготовить: устранить гигроскопичность поверхности, обеспечить прочное сцепление токопроводящего слоя с основой. Дерево, кружева, гипс и все другие гигроскопичные материалы пропитываются горячей натуральной олифой или расплавленным парафином (воском). Перед нанесением токопроводящего слоя, поверхность матрицы должна быть тщательно вымыта и обезжирена.
Существует несколько разновидностей токопроводящих слоев. Выбор токопроводящего слоя зависит от ряда факторов: материала матрицы, требуемой точности воспроизведения деталей и, не в последнюю очередь, что важно для домашних мастерских, доступности материалов.
Наиболее известный, еще со времен Б. С. Якоби, материал — графит.
В настоящее время выпускаются различные готовые спреи для нанесения токопроводящих слоев (пример на иллюстрации).
Достоинство их использования — простота. Недостаток — значительная стоимость.
Чаще всего используется коллоидный графит. Графит наносят мягкой кисточкой на поверхность матрицы, до тех пор, пока слой не будет выглядеть равномерным и однотонным. Излишки графита сдувают, после чего поверхность промывают водой. Для ускорения работы можно использовать графит, растертый с клеем БФ-2 (для уменьшения вязкости его несколько разбавляют спиртом). Данный метод рекомендуется использовать в том случае, когда есть возможность проникнуть кистью во все полости и равномерно нанести слой графита.
Если нет готового порошка графита, его можно приготовить из грифелей простых мягких карандашей. Грифели нужно тщательно истолочь и просеять через вчетверо сложенный капроновый чулок.
Графит обладает большим электрическим сопротивлением, поэтому только через некоторое время (иногда продолжительное) весь предмет оказывается покрыт слоем металла. Осаждение ведут при минимальной для данной площади плотности тока.
Вторым доступным вариантом нанесения токопроводящего слоя является использование бронзовой пудры (продается в комплекте «Краска бронзовая») .

Небольшие предметы окунают в жидкий нитролак (НЦ-222, НЦ-218) или клей БФ-2. Затем, быстро стряхнув капли лака, густо обсыпают бронзовым порошком. Излишки его удаляют. На более крупные предметы наносят кистью клей БФ-2 (здесь замена другим клеем или лаком не допускается) и по высохшей клеевой пленке кистью же наносят бронзовый порошок, смешанный с ацетоном до полужидкой консистенции. Очень важно, чтобы клеевой слой был без пропусков и пузырей, а порошок наложен ровным слоем. После просушки и последующей промывки бронзированную поверхность смачивают раствором двухлористого олова (5 г на 20 мл воды) в течение одной минуты, а затем промывают в проточной воде. Если поверхность не полностью смачивается водой, обработку оловом повторяют.
После промывки модель помещают в ванну. Электропроводность получившегося слоя хорошая, осаждение меди ведется током средней плотности.
Случается, что по разным причинам некоторые места не затягиваются медью. Тогда модель из ванны вынимают, промывают, сушат, дополнительно покрывают незатянувшиеся места и снова помещают в ванну.
Для создания токопроводящих слоев применяются и другие методики. Я разобрал наиболее доступные из существующих.
При использовании металлических матриц возникает иная сложность: создание разделительного слоя обеспечивающего отделение полученного изделия от матрицы (на иллюстрации ниже — использование готового состава).

Для этой цели можно применять 0,1-процентный раствор воска в скипидаре, иногда с добавкой 1°/0 сероуглерода. Другим раствором может служить состав из 100 г воска, 50 г канифоли и 400 г графита, смешанных в 1 л четыреххлористого углерода. Одним из указанных растворов протирают поверхность матриц перед покрытием. При этом следует учитывать, что наиболее дефицитным компонентом будет четыреххлористый углерод. Можно экспериментальным путем подобрать аналог, сходный по свойствам и доступный в свободой продаже.
Разделительный слой образуют также путем погружения матриц из меди и медных сплавов в раствор сернистого натрия, или посредством обработки матрицы сероводородом ( патинировании). Некоторые металлы, например, хром, алюминий и олово, после горячего лужения образуют естественные оксидные пленки, служащие хорошим разделительным слоем. Однако применение этих металлов для покрытия или изготовления матриц весьма ограничено.
В обоих случаях требуется тщательная обработка матриц для избежания неприятных сюрпризов при завершении процесса наращивания изделия.
Успехов и удачи всем, кто интересуется и использует гальванотехнику в своем творчестве.
Гальванопластика и гальваностегия — what it is? Часть 3
На металлический предмет, в частности, полученный методом гальванопластики, можно нанести тонкий слой металла, отличающегося от металла, из которого изготовлен предмет.
Этот процесс называется гальваностегией.
«Гальваностегия — получение на поверхности изделий прочно сцепленных с ней тонких металлических покрытий» (Большая советская энциклопедия. — М.: Советская энциклопедия. 1969–1978).
В принципе гальванопластика не отличается от гальваностегии. Однако гальваностегические и гальванопластические процессы имеют свои особенности и отличаются прежде всего методами подготовки поверхности перед осаждением на нее металла.
В гальванопластике металл обычно наращивают не на металл, а на тонкий токопроводящий слой, нанесенный на поверхность непроводника, или на разделительный, плохо проводящий слой, нанесенный на металл.
В гальваностегии поверхность подготавливается так, чтобы покрытие прочно держалось на ней.
Для получения ровного и прочного осадка металла необходимо тщательно очистить предмет от окислов и жира. Если предмет имеет сложную и неровную поверхность ( что характерно для предметов ДПИ ), то очистка производится не механически, а с помощью растворов — химическим или электрохимическим путем.
Предварительную очистку предмета можно проводить обычной отмывкой с применением различных ПАВ (поверхностно активных веществ). На практике хороший результат получается при использовании обычного хозяйственного мыла.
Обезжиривание поверхности металлов производится различными способами. Широко применяют следующие способы обезжиривания:
- в органических растворителях (бензин, дихлорэтан, трихлорэтан, тетрахлорэтилен, четыреххлористый углерод, ацетон);
- в растворах щелочей (10-20-процентный раствор едкого калия или натра);
- электрохимическое;
- ультразвуком.
Электрохимическое обезжиривание осуществляют в обезжиривающем растворе, через который пропускают постоянный электрический ток. Для электрохимического обезжиривания применяют растворы, состоящие из едкого натра, фосфорнокислого натрия, углекислого натрия, жидкого стекла и других веществ. Конкретные рецептуры растворов и режимы электрохимического обезжиривания широко представлены в интернете и требуют выбора в зависимости от материала обезжириваемого изделия.
После обезжиривания предметы нельзя брать руками. Необходимо заранее к предметам прикрепить проволочки для переноски их в электролитическую ванну.
Перед переносом изделий в электролитическую ванну их декапируют (декапирование — это обработка металла с целью удаления с его поверхности окислов, частиц загрязнений, окалины). Декапирование на практике удобно проводить 10% раствором соляной кислотой (HCl). Она растворяет окислы, не токсична и сравнительно безопасна.
После декапирования предметы помещают в гальваническую ванну, состав которой зависит от металла (сплава), который будет наноситься.
Составы этих гальванических ванн сложнее, чем стандартный электролит меднения и часто содержат компоненты малодоступные или просто недоступные для мастеров. В частности, это касается сернокислого серебра для электролитов серебрения и дицианоаурата для электролитов золочения.
Электролиты бронзирования, латунирования, цинкования, никелирования, хромирования и электролитического лужения более доступные. Рецептуры электролитов и режимы осаждения металлов и сплавов так же, как растворов и режимов электрохимического обезжиривания, широко представлены в сети, как самостоятельно, так и на специализированных форумах, где обсуждаются их преимущества и недостатки.
Что такое гальваностегия как ее используют для защиты металлов от коррозии

Исследование основных закономерностей гальванопластических технологий
1 Муниципальное бюджетное общеобразовательное учреждение "Средняя общеобразовательная школа №1" с УИОП

Автор работы награжден дипломом победителя III степени
Текст работы размещён без изображений и формул.
Полная версия работы доступна во вкладке "Файлы работы" в формате PDF
Актуальность темы
исследование возможности омеднения различных типов поверхностей;
исследование влияния силы тока на конечный результат покрытия;
исследование влияния концентрации электролита на качество покрытия;
проверка законов электролиза Фарадея.
Теоретическая часть
История создания гальванического производства
Что такое гальваника? Понятие «гальваническое покрытие». Классификация и назначение гальванических покрытий.
Гальваника- это электрохимический метод нанесения металлических и химических покрытий на электропроводящий и неэлектропроводящий материал для придания ему определенных свойств: защитных антикоррозийных, защитно-декоративных, декоративных, специальных: антифрикционных, для придания твердости, износостойкости и др. Гальваника – это осаждение металлического слоя под воздействием электрического тока из электролита на любую электропроводящую поверхность для придания изделию различных свойств:
- защитных;
- защитно-декоративных;
- декоративных;
- специальных.
Гальваническое покрытие – это металлическая пленка толщиной от долей микрона до десятых долей миллиметра, наносимые на поверхность не металлических и металлических изделий методом гальваники для придания им твердости, износостойкости, антикоррозийных, антифрикционных, декоративных свойств.
Г альванические покрытия были открыты в 1836 г. русским физиком и изобретателем в области электротехники Б. С. Якоби и основаны на электрокристаллизации – электрохимическом осаждении на катоде (в роли которого выступает основное изделие) положительно заряженных ионов металлов при пропускании через водный раствор их солей постоянного электрического тока. При этом соли металлов, распадаются на ионы под воздействием электрического тока, направляются к разным полюсам: отрицательно заряженные – к аноду, а положительно заряженные ионы металла – к катоду, то есть к изделию, поверхностный слой которого мы хотим изменить нанесением гальванического покрытия.
Еще в 1836 г., будучи профессором гражданской архитектуры Дерптского университета, Якоби Б.С. разработал оригинальную конструкцию медно-цинкового гальванического элемента. Элемент включал медный цилиндр (катод) с раствором медного купороса и цинк (анод), опущенный в раствор хлористого натрия или аммония, причем растворы были разделены полупроницаемой перегородкой в виде бычьего пузыря. При действии такого элемента цинк переходил в раствор, образуя соответствующие соли, а медь выделялась в металлическом состоянии (восстанавливалась на катоде) в виде плотных листов медного осадка, которые легко отделялись от цилиндра (катода). Первоначально он подумал, «что это происходит потому, что медь, из которой был сделан цилиндр, была, быть может, плохо сплющена, или, что служитель, не имея достаточно толстых листов меди, сдвоил их». «Движимый первым побуждением, - пишет Б.С.Якоби, - я призвал служителя и велел ему сказать мне правду, упрекая в том, что он мне плохо служит. Его горячий протест навел меня на мысль – решить вопрос о происхождении этих кусочков, сравнивая их внутреннюю поверхность с внешней поверхностью цилиндра. Начав это исследование, я тотчас же увидел несколько почти микроскопических царапин напильника на обеих поверхностях, точно соответствующих друг другу: вогнутые на поверхности цилиндра и рельефные на поверхности отдельного листка. Гальванопластика, - заключает Якоби, - явилась следствием этого тщательного исследования». 3 февраля 1837 года Якоби написал известному физику академику Э.Ленцу, что им замечено отложение меди при пропускании электрического тока.
В соответствии с их назначением гальванические покрытия можно разделить на следующие основные группы:
1) коррозиеустойчивые, или защитные;
2) защитно-декоративные;
3) износостойкие;
4) специальные.
Нас заинтересовала данная тема, и мы решили более глубоко изучить основные закономерности гальванопластической технологии.
Практическая часть
Оборудование и конструкция
В нашем распоряжении были: мультиметр, источник питания, электролит ( на основе медного купороса), медная пластина, стальная пластина (проводник), прибор для измерения толщины, непроводящая полимерная пленка (поливинилхлорид), графитовый лак , весы, емкость для работы и хранения материала, резисторы.
Рис 1 Оборудование
Рис 2 Кристаллогидрат медного купороса и серная кислота
Рис 3 Схема гальванической установки
Мы включили в цепь источник питания, подсоединили зажимы, которыми впоследствии мы будем удерживать медную пластину и проводники в растворе, тем самым замыкая цепь.
Исследование возможности на покрытия (проводящие и непроводящие)
Мы проверили возможность омеднения различных типов подложек. В качестве проводящей подложки была выбрана стальная пластина, а в качестве непроводящей полимерная пленка с маленькой значением электропроницаемости, которую мы модифицировали с помощью графитового лака.
Рис 4 Стальные пластины и синяя пленка(непроводник)
Рис 5 Плёнка покрытая графитовым лаком (проводник) и
синяя пленка(непроводник)
Приготовление раствора электролита
Для приготовления электролита мы в 400 граммах воды растворили 80 г медного купороса, добавили 10г спирта и еще 0,5г.тиомочевины . Далее нагрели раствор и постепенно добавляли 64 г серной кислоты. На выходе получили электролит.
Рис 6 Приготовление медного купороса(электролита)
Исследование влияния силы тока на конечный результат покрытия
Д ля данного исследования мы использовали закон электролиза Фарадея:
Где m - масса осажденного на электроде вещества, F – постоянная Фарадея, M - молярная масса вещества, n – выделенное кол-во вещества, I - сила тока, t -время осаждение вещества.
Мы опустили конструкцию в электролит на 20 минут под напряжением в 15 вольт и силой тока 0,4 ампер.
После этого мы уменьшили силу тока до 0,2 ампер, при помощи включении в цепь 2 катушек индуктивности.
Эксперимент1:
Идеальная m= (0,4*1200) /96,485* 64/2=159,1957 мг
Идеальная m= (0,2*1200) /96,485* 64/2=79 , 5978 мг
Идеальная m= (0,4*1200) /96,485* 64/2=159,1957 мг
Рис 7 Медная пластина
Рис 8 Три вида стальных пластин
Исследование влияния концентрации медного купороса
Для данного исследования, мы уменьшили концентрацию электролита, добавив 50 г воды в раствор. Мы опустили конструкцию в электролит на 20 минут под напряжением в 15 вольт и силой тока 0,4 ампер. В конце мы получили более качественное покрытие .
Рис 9 Две пластины
Нельзя покрыть непроводящие поверхности, но если покрыть их проводником, то можно
При повышении силы тока ухудшается качество покрытия
При уменьшении концентрации раствора электролита, сохраняя исходную силу тока, качество покрытия улучшается
Получили меньшую массу, чем расчетная, по причине сопротивления и потери энергии. По формуле масса указана при идеальных условиях (без сопротивления, потери энергии и других внешних факторов).
Применение металлических (гальванических) покрытий является одним из наиболее распространенных методов защиты изделий от коррозии в машиностроении и приборостроении. Качество металлических покрытий во многом определяет качество изделий, их долговечность, работоспособность и надежность в эксплуатации. Гальванические покрытия служат не только средством защиты от коррозии, но также и способом повышения износостойкости деталей, электропроводности и других важных свойств поверхности.
Гальванические покрытия в машиностроении, под ред. М.А. Шлугера, т. 1, М., 1985. P.M. Вишолшрскис.;
Лайнер В.И. Современная гальванотехника. М.: «Металлургия», 1967;
Одноралов Н. В. Занимательная гальванотехника: Пособие для учащихся. — 3-е изд. — М.: Просвещение, 1979. — 106 с, ил.;
Читайте также: