Электроэрозионная резка металла принцип работы
Обновлено: 05.10.2024
Технику электроэрозионной обработки применяют в машино- и приборостроении в качестве альтернативы механической обработке металла резанием. Особенно заметны её преимущества в работе с электропроводными материалами высокой плотности, заготовками и деталями сложной формы, а также при прошивке соединительных каналов в корпусных изделиях. Давайте познакомимся с принципом работы электроэрозионного станка и разберём особенности технологии электроэрозионной обработки (ЭЭО) поэтапно.
ЭЭО: общая информация
Электроэрозией называют разрушение верхних слоёв металла под действием электротока. Способ обработки металлов, основанный на использовании электрической эрозии, был впервые разработан учёными Б. Р. Лазаренко и Н. И. Лазаренко в СССР ещё в первой половине XX века.
В ходе ЭЭО в зоне электрического разряда при высоком температурном воздействии материал нагревается, плавится и начинает испаряться. Для обеспечения таких условий необходим мощный источник энергии – генератор импульсов. Весь процесс проходит в специальной жидкости, заполняющей небольшое пространство между электродами. Последними в данном случае являются обрабатывающий инструмент и сама деталь.
Силы, возникающие в канале разряда в ходе металлообработки, выбрасывают расплавленный и испарённый метал в рабочую жидкость, где он охлаждается, оседает и в итоге выводится из рабочего пространства в виде небольших твёрдых частиц. На обрабатываемом участке заготовки появляются лунки, которые называют эрозионными.
Актуальные госстандарты выделяют несколько базовых разновидностей ЭЭО:
- Вырезание (ЭЭВ) и отрезка (ЭЭОт);
- Прошивание (ЭЭПр);
- Объёмное копирование (ЭЭОК);
- Шлифование (ЭЭШ);
- Маркирование (ЭЭМ);
- Упрочнение (ЭЭУ).
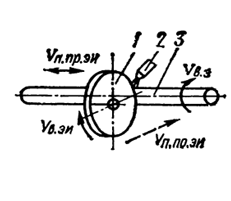
ЭЭО служит для работы с заготовками сложной формы, получения фасонных полостей, изготовления в твердосплавных деталях различных канавок, прорезей и пазов, а также для резки, шлифовки и многих других производственных операций. Схему ЭЭО вы можете увидеть ниже.
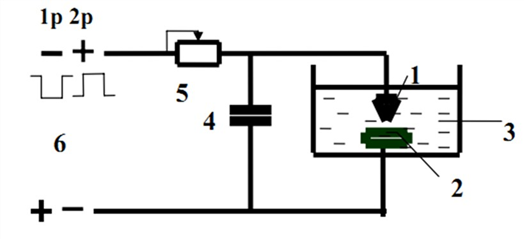
Схема ЭЭО. 1 – ЭИ, 2 – заготовка, 3 – РЖ, 4 - конденсатор, 5 – реостат, 6 – источник электропитания, 1р – электроискровый режим, 2р – электроимпульсный режим.
Электроискровый режим
Деталь либо заготовка в этом режиме имеет положительный заряд и является анодом. Поток частиц обрабатывает поверхность материала, расплавляя его в виде лунки. Чтобы поток не деформировал ЭИ, необходимо использовать импульсы напряжения длительности не выше 10 -3 с. При работе в электроискровом режиме слой снимаемого металла будет небольшим, поэтому такой метод лучше подходит для точной чистовой обработки.
Электроимпульсный режим
В этом режиме деталь имеет отрицательный заряд и является катодом. Она принимает на себя напряжение длительностью выше 10 -3 с, под действием которого между ней и электрод-инструментом образуется дуговой разряд. Ионный поток, возникающий в ходе такой обработки, получается достаточно мощным, чтобы снимать большой слой металла с высокой скоростью. В сравнении с электроискровым режимом, при электроимпульсном воздействии продуктивность ЭЭО повышается примерно в 8 раз, однако страдает качество и чистота обработки.
Теперь, когда освещены основные виды и режимы ЭЭО, рассмотрим принципы работы и типологию станков, на которых она производится.
Электроэрозионный станок: строение и виды
Электроэрозионным станком (ЭЭС) называют устройство, предназначающееся для металлообработки методом электрической эрозии. По принципу работы принято выделять универсальные и специальные ЭЭС двух типов: вырезные и копировально-прошивочные.
Копировально-прошивочные ЭЭС
Такие станки изготавливают повышенной точности либо в стандартной модификации. Чаще всего они имеют вертикальную компоновку и неподвижный либо координатный стол со съёмной или подъёмной ванной. Современные модели оснащают функцией адаптивного программируемого управления, что значительно расширяет спектр операций, доступных устройству.
- Обработка отверстий со сложным профилем (фильеры, щели и др.);
- Изготовление элементов рабочих компонентов пресс-форм, фильер, штампов;
- Прошивка отверстий, извлечение остатков инструмента из крупногабаритных изделий (переносных станков и т. д.).
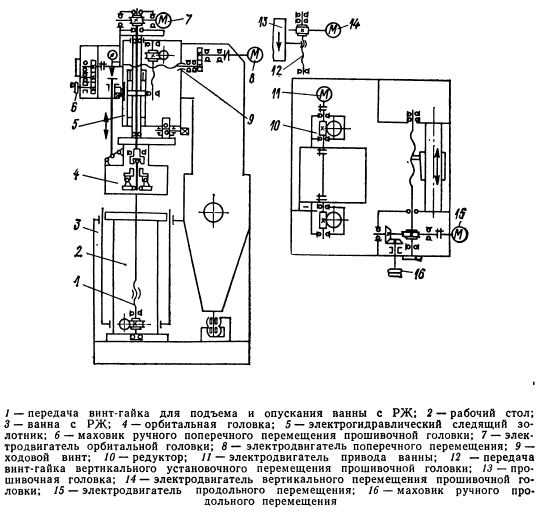
Схема копировально-прошивочного ЭЭС с электрогидравлическим приводом подачи ЭИ
Вырезные ЭЭС
Благодаря особым генераторам с биметаллической проволокой вырезные электроэрозионные станки имеют производительность на 60-70% большую, чем устройства копировально-прошивного типа. При работе с геометрически сложными поверхностями (н-р конусами) используют дополнительное оборудование.
Сфера применения вырезных ЭЭС достаточно широка. Их применяют в автомобиле- и приборостроении при вырезке сложных деталей, матриц для экструдирования, различных шаблонов, в изготовлении изделий массового потребления (инструменты, предметы декора и т. д.).
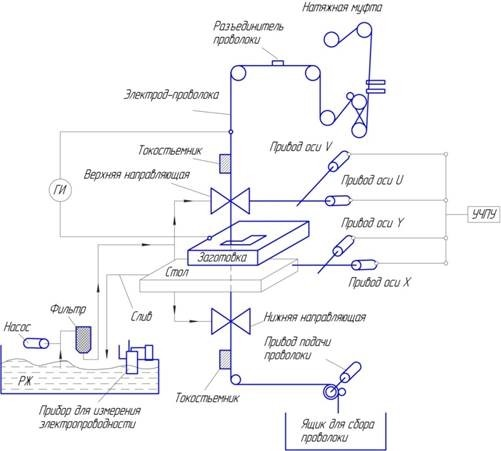
Устройство ЭЭС вырезного типа.
Принцип работы ЭЭС
Электроэрозионная обработка на станке проходит через несколько основных этапов:
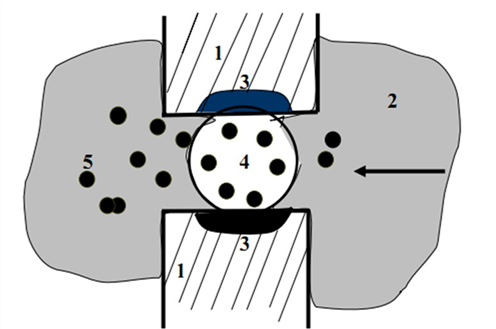
Процесс ЭЭО: электроды (1), жидкость-диэлектрик (2), лунки (3), газ (4) и шлам (5).
- К электродам (1) подаётся напряжение, создающее между ними электрическое поле. При уменьшении этого промежутка до критического значения меж электродами образуется разряд, создающий проводящий канал.
- Чтобы повысить эффективность разряда, катод и анод помещаются в жидкость-диэлектрик (2). Материал каждого электрода имеет микроскопические неровности и выступы, максимальная напряжённость электрического поля возникает между двумя самыми близко расположенными выступами. В этом промежутке появляются проводящие "мостки" из примесей РЖ.
- В ходе нагрева жидкости и её испарения под действием электротока возникает пузырь из газа (4). Внутри него происходит сильный дуговой либо искровой разряд, сопровождаемый ударной волной. Возникшие как следствие разряда потоки частиц (ионы, электроны) летят к электродам, способствуя поддержанию канала разряда.
- Концентрируемая в зоне разряда энергия увеличивает температуру в ней до огромных значений. Электродные поверхности начинают плавиться и частично испаряться, а капли расплавленного материала подхватываются диэлектрической жидкостью и выводятся в виде небольших фрагментов (5).
Требования к ЭИ и РЖ для электроэрозионных станков
Согласно действующим нормативным документам, РЖ для электроэрозионной металлообработки должна:
- Способствовать высокой продуктивности ЭЭО;
- Иметь низкий уровень испаряемости;
- Обладать стабильными физико-химическими свойствами;
- Иметь хороший уровень фильтруемости, невысокую коррозионную активность в отношении материалов ЭИ и детали;
- Не содержать токсичных веществ в составе.
- Обладать температурой вспышки паров не ниже 61 о С.
Большое распространение в области ЭЭО получили низкомолекулярные углеводородные жидкости различных уровней вязкости, вода, растворы на основе воды и двухатомных спиртов, кремнийорганические жидкости. Оптимальные для того или иного метода обработки параметры обеспечивают специализированные РЖ. Эффективность использования жидкости снижается в зависимости от степени её загрязнённости шламом. Замену РЖ чаще всего производят при падении электропроводности ниже 0,05 См/м.
Электрод-инструмент, используемый при ЭЭО, должен обеспечивать стабильную работу станка во всём диапазоне его рабочих режимов и способствовать наибольшей производительности при минимальном износе. Качественный ЭИ обладает следующими свойствами:
- Жёсткость и высокая сопротивляемость механической деформации;
- Стойкость к высокотемпературным воздействиям;
- Отсутствие царапин, трещин, вмятин и других дефектов;
- Шероховатость Ra = 2,5:0,63 мкм.
Для работы с углеродистыми сталями, жаропрочными сплавами применяются электрод-инструменты из меди и графита. В черновой обработке этих же материалов используются чугунные и алюминиевые ЭИ. Тугоплавкие и твердосплавные материалы обрабатывают посредством композиционных медных и вольфрамовых ЭИ. Конкретный материал и тип выбранного инструмента зависит от обрабатываемой детали, сложности её формы, размеров, материала и других параметров.
Преимущества и недостатки электроэрозионной обработки металла
Одним из вариантом зачистки металлов является электроэрозионная обработка. Принцип работы технологии прост. К заготовке и электроду подключается источник постоянного тока, который генерирует кратковременные импульсы, проходящие через электроды. Электричество в активной зоне создает электронную дугу, которая легко прожигает металлическую поверхность. Дуга живет небольшой период во времени, поэтому она не деформирует металл, не оставляет следов, сохраняет целостность электрода.

Электроэрозионная обработка металлов обычно выполняется с помощью специальных станков, которые обладают множеством преимуществ — высокая мощность, универсальность, простота использования. Но как происходит такая обработка металлов? В каких режимах работы могут функционировать эрозионные станки? И о чем нужно знать при их выборе? В статье эти вопросы будут рассмотрены.
Физические и химические основы электроэрозии
Электроэрозионная обработка (ЭЭО) — это технология, которая позволяет разрушать поверхность металлических изделий с помощью электрических разрядов. Явление электрической эрозии основано на разрушении электродов под действием электрического тока, пропускаемого через электроды. Технология была изобретена советскими инженерами и учеными Б. Лазаренко и Н. Лазаренко в 1943 году.
Технология электроэрозии позволяет изменить размеры, форму металлических деталей — ее можно использовать для создания отверстий, для шлифовки, для обработки фасонных полостей, для создания углублений и так далее. Технология является очень точной и надежной, что позволяет использовать для высокоточной обработки металлов.

На физическом уровне ЭЭО выглядит так:
- Для электрической эрозии применяются станки, которые имеет приблизительно одинаковую конструкцию. Главным их элементом является обрабатывающий инструмент-электрод, который выступает в роли резака. Вторым важным элементом является сама обрабатываемая деталь. Третий элемент — источник постоянного тока, к которому подключаются электрод и обрабатываемая деталь.
- Чтобы избежать перегрева деталей, обработка выполняется в жидкой среде. В качестве жидкости выступают диэлектрики, которые плохо проводят ток (керосин, минеральное масло). Для удобства работы станок может оборудоваться дополнительными деталями (реостаты, конденсаторы и другие). Большинство современных станков также оборудованы электронной панелью управления.
- Установка может работать в двух режимах — электроискровой и электроимпульсный. В случае электроискрового режима ток подается таким образом, что электрод выступает в роли минус-катода, а сама деталь — плюс-анода. Во время работы электрод генерирует электрическую дугу, которая ионизирует поверхность металлической заготовки. Ионы имеют очень высокую температуру, что приводит к расплавлению металла с образованием небольшой лунки. Чтобы не расплавить электрод-катод, электричество подается короткими импульсами. Длительность подачи электричества для генерации 1 импульса — 0,001 секунд. Во время электроискровой обработки срезается небольшое количество металла, поэтому эту технологию используют для финальной обработки заготовки.
- В случае электроимпульсного режима работы меняется электрическая полярность. На электрод подается положительный ток, а на деталь — отрицательный. Это также приводит к образованию ионизированной плазмы, которая прожигает металл с образованием лунки-углубления. Однако из-за особенностей кристаллической решетки металлов генерируется более мощный поток ионов, поэтому электроимпульсный режим мощнее электроискрового в 10-11 раз. Чтобы защитить электрод от расплавления, ток подается небольшими порциями, где длительность подачи 1 импульса составляет 0,001 секунд. Электроимпульсный режим из-за повышенной мощности используется для черновой обработки, а также для резки сверхпрочных металлических сплавов.

Частички металла, которые срезаются ионным потоком, попадают в жидкость-диэлектрик. Они не растворяются, а находятся в диэлектрике в виде мелкой взвеси. Сперва частички обладают очень высокой температурой, однако при контакте с жидкостью они быстро остывают, достигая температуры окружающей среды. После проведения работ не рекомендуется использовать «раствор» по прямому назначению, поскольку металлическая взвесь может ухудшать технические свойства эксплуатируемого прибора.
Электроэрозионная обработка металлов
Электроэрозионная обработка подходит для обработки любых металлов и их сплавов (чугун, сталь, латунь, алюминий и так далее). Температура ионизированной плазмы является очень высокой (более 10 тысяч градусов), что делает возможной работу со всеми видами металлов. Плазма обладает коротким периодом жизни, поэтому она не повреждает металлическую деталь, а контролировать мощность ионного потока не слишком сложно. Технология востребована в высокоточных отраслях промышленности; в мелкосерийном и домашнем производстве станки для ЭЭО используются редко в связи с их высокой стоимостью.
На практике технология ЭЭО обычно применяется для обработки сложных фасадных конструкций, а также при работе со сверхпрочными деталями для самолетов, автомобилей, кораблей, электронных устройств. В случае правильного использования оборудования не возникают микротрещины и микроповреждении металлической заготовки, что положительно сказывается на качестве обработки. Для создания электрода используются графит, вольфрам, алюминий или латунь. Эти материалы не разрушаются при контакте с нагретой плазмой, сохраняют свою форму. ЭЭО позволяет изменить форму, размеры, шероховатость исходной детали.
Преимущества
- Универсальность (для металлов). Поток разогретой плазмы обладает очень высокой температурой, а с его помощью можно прожечь любой металлический сплав. С помощью разогретой плазмы можно создать отверстие, разрезать деталь, выполнить высокоточную шлифовку, создать углубление. Это делает ЭЭО-станки универсальными, удобными в использовании.
- Высокое качество резки. Толщина ионизированной плазмы составляет менее 1 миллиметра, поэтому с ее помощью можно делать точную обработку металлических деталей. Разогретая плазма быстро остывает, поэтому края заготовки остаются ровными, прочными, без расплавленных частей. Электрическая дуга не испаряет раствор-диэлектрик, поэтому защитную жидкость можно использовать долгое время (потери жидкости от испарения составляют менее 0,1%).
- Простота применения. ЭЭО-станки просты в использовании, не нуждаются в особом уходе. Почти все модели оборудованы электронной панелью, которая позволяет контролировать режим работы (мощность разряда, длительность импульса, глубина подачи плазмы и другие). Во время работы не образуются вредоносные испарения и газы, поэтому рабочему не нужно носить защитную одежду.
- Несколько режимов работы. Основные режимы — электроискровой и электроимпульсный. Первая методика применяется для разрезания детали, вторая используется для полировки, выравнивания поверхности. Также существуют вспомогательные методы обработки материалов — эрозионно-химическая технология, проволочная, анодно-механическая, электроконтактная и другие.

Недостатки
- Нельзя обрабатывать диэлектрические материалы. Электрическая дуга, которая создает высокотемпературную плазму, возникает за счет контакта электрода с металлической поверхности обрабатываемой деталью. Если деталь будет выполнена из диэлектрического материала (дерево, бетон, пластик), то в таком случае режущая дуга не возникнет, а станок будет бесполезен.
- Высокое электропотребление. Для работы ЭЭО-станка требуется большое количество электроэнергии, что увеличивает себестоимость обработки. Во время работы станка должны поддерживаться постоянные параметры электрического тока (напряжение, мощность, сила). Поэтому многие установки оборудуются защитным оборудованием, позволяющего изменить параметры станка в случае скачка напряжения.
- Низкая производительность. Большинство моделей станков проводят резку с небольшой скоростью (от 0,1 до 7-8 миллиметров в секунду в зависимости от способа обработки металла). Поэтому ЭЭО-станки не подходят для фабрик с большой производственной загруженностью.
- Высокая стоимость. ЭЭО-оборудование стоит достаточно дорого, что снижает его универсальность и доступность. Большинство станков производятся иностранными компаниями (Япония, Германия, Польша), что также негативно влияет на ценообразование. Помимо этого придется оплачивать вспомогательные расходы — на покупку защитной жидкости, на замену отработанных электродов, на потребление электричества и другие.

Способы обработки
Перечислим основные способы электроэрозионной обработки:
- Создание отверстий. Пучок плазмы позволяет создать очень глубокие отверстия в металлической поверхности (от 20 до 40 диаметров в зависимости от типа электрода). Увеличить глубину отверстия можно за счет кручения детали, перемещения электрода, использования нестандартного вспомогательного оборудования. Средняя скорость сверления составляет 0,1-1 миллиметр в секунду.
- Резка металлические объектов. С помощью плазменного пучка можно разрезать заготовку на любое количество частей. Глубина резки практически не имеет ограничений по глубине — стандартная глубина составляет 20-40 диаметров, однако ее можно увеличить за счет применения нестандартных электродов и вращения заготовки. Средняя скорость резки — 0,1-0,5 миллиметров в секунду.
- Вырезание деталей. С помощью технологии ЭЭО можно вырезать объекты любой формы. Эта технология широко применяется для резки драгоценных камней для создания необычных украшений. Также ее применяют для производства фасонных резцов, матриц, пуансонов и других объектов.
- Шлифование, легирование. Технологию ЭЭО можно выполнять для выравнивания шероховатых поверхностей, а также для устранения внешних дефектов. Шлифовка выполняется точечным методом с помощью электрода, поэтому ЭЭО-легирование не рекомендуется использовать для работы с большими поверхностями. Однако эта технология может применяться для работы с деталями сложной формы, для устранения дефектов на поверхности магнитных сплавов. Средняя скорость шлифовки — 4-5 квадратных миллиметров в секунду.

ЭЭО-технику можно также применять для маркирования металлов и создание надписей на их поверхности. Для маркировки могут использоваться любые символы — буквы, цифры, специальные обозначения. Де-факто маркировка представляет собой создание несквозных отверстий, а нанести код можно на любой участок металлической детали. Средняя производительность ЭЭО-оборудования составляет 4-10 миллиметров в секунду, что является хорошим показателем для техники такого класса.
Станки для электроэрозии металлов
- INTEGRAL 2 (AGIE). Производится одноименной швейцарской компанией. Позволяет работать с деталями размером не более 80 х 60 х 25 сантиметров. Основной режим работы — электроискровая эрозия в защитной среде диэлектрической жидкости. Имеет встроенную панель ЧПУ, которая позволяет контролировать технологические особенности операции (мощность ионного потока, точность обработки, итоговый уровень шероховатости).
- AQ535 (SODICK). Производится японской компанией. Позволяет обрабатывать заготовки, размеры которых составляют не более 105 x 65 x 30 сантиметров. Электроэрозионная обработка выполняется с помощью режущей проволоки, которая может делать все основные операции (создание отверстий, маркировка, шлифовка, вырезание). Модель оснащена продвинутой ЧПУ-панелью и имеет встроенную систему, экономящую электричество, что снижает себестоимость обработки.
- Модель 4531. Производилась в СССР; новые станки 4531 больше не выпускаются. Однако в продаже можно встретить множество неиспользованных моделей, а также станков Б/У. Для работы применяется электроискровая обработка металлических заготовок. Максимальные габариты обрабатываемых деталей — 16 x 12 x 3 сантиметра. Управление осуществляется в основном механическим способом + есть несколько информационных панелей, позволяющих узнать технологические особенности процедуры.

Заключение
Технология позволяет резать металлы любой прочности. Обработка выполняется за счет создания ионизированного потока частиц, которые прожигают металл. Разогретые ионы создаются с помощью электрической дуги, которая возникает между проводящим электродом и металлической поверхностью обрабатываемой детали при прохождении между ними электрического тока. Чтобы не повредить деталь и не испарить электрод, используется защитная жидкость-диэлектрик, а электрический ток подается небольшими порциями-импульсами (частота — 0,001 с).
ЭЭО-станки выполняют все основные операции — создание отверстий, резка, нанесение маркировки. Электроэрозионная обработка металла обладает множеством преимуществ — высокая точность, универсальность (для металлов), простота применения станков. Однако есть и недостатки — нельзя резать пластик, бетон или дерево, большое потребление электричества, высокая стоимость станка. Использовать ЭЭО-станки рекомендуется для производства высокоточных деталей. Основные модели станков — AGIE INTEGRAL 2, модель 4531, SODICK AQ535.
Электроэрозионная обработка: полное руководство по обработке

Электроэрозионная обработка металла — это технология обработки с ЧПУ, обеспечивающая уникальные результаты. Природа процесса электроэрозионной обработки означает, что вы можете создавать формы и структуры, которые практически невозможны с помощью других методов обработки, и может дать невероятные результаты.
Что такое электроэрозионная обработка?
Теория, на которой основана электроэрозионная обработка (EDM), насчитывает столетия. Британский химик восемнадцатого века Джозеф Пристли наблюдал, как электрические заряды удаляли материал с металлических электродов в своих экспериментах еще в 1770 году.
Первый работающий электроэрозионный станок был разработан в раздираемом войной Советском Союзе, братьями-физиками Лазаренко в 1943 году.
Электроэрозионная обработка работает путем создания электрического заряда, который испускает искры. Эти искры невероятно горячие, от 8000 до 12000 ° C. Тепло направлено на то, чтобы расплавить металл от большего металлического блока и аккуратно создать задуманную конструкцию.
Весь процесс происходит в ванне с деионизированной водой, которая охлаждает машину, увеличивая удельное сопротивление воды. Она также смывает отходы, этот процесс называется промывкой.
Электроэрозионный электродвигатель, работает аналогичным образом: для плавления материала используется быстро заряженная проводящая металлическая проволока. Между проволокой и материалом нет фактического контакта, что предотвращает искажение пути прохождения проволоки или повреждение детали. Искры двигаются через зазор и растапливают лишний металл.

Электроэрозионная обработка
Проволока может быть сильно заряжена, чтобы отрезать большие куски материала. Вы также можете снизить напряжение машины, чтобы улучшить качество поверхности. При определенных уровнях напряжения проход провода может удалить с поверхности всего 0,0001 дюйма металла, удаляя шероховатый внешний слой, создавая гладкую и блестящую поверхность.
Электроэрозионные станки также могут перемещаться по пяти осям, в том числе наклоняться, чтобы создавать конические эффекты на металле и предлагать больше степеней свободы. Электроэрозионные станки можно вращать на этих осях для создания конических вмятин и очень точных пропилов.
Примечательность технологии заключается в том, что с помощью этого метода можно создать на вашей детали определенные геометрические элементы, которые практически невозможны с другими типами станков с ЧПУ. Вы можете создавать в металле небольшие прорези, квадратные углы, а также сложные формы и конструкции, которые невозможны, например, с помощью фрезерования с ЧПУ.
Для чего используется электроэрозионная обработка?
Прототипирование
Хотя в настоящее время 3D-печать часто считается передовой технологией прототипирования, электроэрозионная обработка в этой области тоже очень востребована. Скорость производства электроэрозионной обработки делает его невероятно полезным для создания прототипов.
Компании используют электроэрозионную обработку в качестве дополнения к другим формам производства, чтобы удовлетворить растущие потребности в металлических прототипах. Эти прототипы очень ценны, поскольку немногие компании предлагают их.

Прототипы с электроэрозионной обработкой
Использование электроэрозионной обработки для производства медицинского оборудования
Электроэрозионная обработка- это особенно полезный метод ЧПУ для быстрого изготовления деталей без каких-либо загрязняющих материалов. Это очень важно при производстве как медицинских имплантатов, так и форм.
Этого необходимо достичь при сохранении высокой скорости производства, поскольку многие медицинские устройства и имплантаты необходимы в огромных количествах, например, ортопедические винты и болты, опоры для суставов и имплантированные шины.
Кроме того, такие инструменты, как хирургические катоды для шприцев, клапаны для кислородных масок и ручные инструменты, нуждаются в регулярной замене.
Использование электроэрозионной обработки для военпрома
Еще одна область, в которой используется проволочный электроэрозионный станок — это армия.
Каждому роду войск требуется постоянный поток высококачественных компонентов как для новой техники, так и запасных частей для часто используемых предметов и транспортных средств. Например, компоненты для ракет, истребителей и артиллерийских орудий.
Проволочный электроэрозионный станок способен производить детали самого высокого качества для этих целей, и каждая из них должна производиться с расчетом на то, что она будет использоваться в ситуации жизни и смерти. Имея это в виду, качество и отделка имеют первостепенное значение, что делает электроэрозию идеальным техпрохессом.
Плюсы и минусы проволочной электроэрозионной обработки
Точность
Проволочный электроэрозионный станок продвинулся вперед, чтобы достичь микроскопической точности резки и вдавливания. Технологию можно запрограммировать на разрезы толщиной всего несколько микрометров.
Эти разрезы также очень воспроизводимы, что снижает риск деформации или искажения, что делает проволочную электроэрозионную обработку одним из самых точных используемых методов производства с ЧПУ.
Сложная геометрия
С помощью электроэрозии можно производить детали с целым рядом сложных форм и структур. Электроэрозионный станок может производить высокие, изогнутые, прямые детали и детали с кромками.
Это значительно расширяет область применения технологии и позволяет использовать ее в самых разных отраслях, от медицины до высокопроизводительного транспорта и не только.
Универсальность производства
Электроэрозионная обработка универсальна по твердости и проводимости металлов, которые она может резать, что позволяет использовать ее в самых разных отраслях промышленности.
Различные материалы, от латуни до вольфрама, имеют разный состав и, следовательно, лучше подходят для производства различных продуктов. Заменяя разные проволоки, можно создавать различные варианты отделки на одном и том же станке.
Ограничения проволочного электроэрозионного станка
Медленно для ЧПУ
Несмотря на то, что электроэрозионная обработка является быстрым методом производства по сравнению с альтернативными методами, такими как 3D-печать, он не такой быстрый как, к примеру, фрезерная обработка с ЧПУ.
Для всего, кроме самых мелких деталей в массовых количествах, для скорости рекомендуются другие методы, такие как абразивная резка тонким кругом.
Ограниченные материалы
Метод резки проволочной электроэрозионной обработкой с использованием высоких температур электропроводности означает, что его можно использовать только для резки материалов, которые сами по себе являются проводящими.
Он не может эффективно работать с такими материалами, как пластик или дерево, как другие методы производства с ЧПУ.
Экологическая хрупкость
На эффективность обработки сильно влияет среда, в которой он работает. Незначительные изменения состава проволоки, заготовки и ионизация охлаждающей воды повлияют на ее работоспособность.
Это означает, что идеальные условия имеют первостепенное значение, и любое изменение этих факторов приведет к нежелательным изменениям конечного результата и потенциальному повреждению продукта.
Из чего сделана электроэрозионная проволока?
В настоящее время для изготовления электроэрозионной проволоки используется множество различных проводящих металлов, каждый из которых имеет свои преимущества, недостатки и области применения.
Латунь
Латунь представляет собой сплав меди и цинка и быстро стала наиболее распространенным материалом для электроэрозионной проволоки, используемым сегодня. Цинк имеет более низкую температуру плавления и испарения, чем медь, поэтому чем выше насыщенность цинка в сплаве, тем быстрее он режет.
Тем не менее, с латунью нужно быть аккуратным. При приближении к 40% насыщения цинк начинает менять состояние, и проволока становится невероятно хрупкой.
Более того, слишком большое насыщение снижает надежность заправки, поэтому проволока не так эффективно подается в машину.
Проволока с покрытием
Проволока с покрытием изготавливается с использованием процесса, называемого электрогальванизацией, при котором латунная или медная проволока покрывается очень тонким слоем чистого цинка или оксида цинка. Эти провода режут намного быстрее, чем их чистые аналоги, и реже ломаются.
Они в основном рекомендуются для быстрой обработки изделий и обеспечивают лучшую отделку поверхности с большей целостностью. Однако они дороже, чем чистая латунная или медная проволока.

Проволока для электроэрозионной обработки
Диффузионно-отожженная проволока
Диффузионный отжиг является способом снижения вреда от перенасыщения цинка. На проволоку наносится толстое покрытие из чистого цинка, который затем отжигается в печи, так что цинк диффундирует в смесь, в результате чего получается проволока, состоящая на 50% из латуни и на 50% из чистого цинка.
Эти проволоки обладают более высокой прочностью на растяжение по сравнению с латунными проволоками и рекомендуются для более быстрой резки высоких изделий. Они также хорошо работают там, где присутствуют плохие условия промывки, и отходы не могут быть эффективно удалены водой, и особенно прочны при резке инструментальной стали, алюминия и графита.
Стальной сердечник
Неудивительно, что проволока со стальным сердечником изготовлена из высокоуглеродистой стали, покрытой латунью с высоким содержанием цинка, прошедшей диффузионный отжиг. Сталь обеспечивает высокую прочность на растяжение и сопротивление разрушению, а латунь с высокой электропроводностью обеспечивает высокую скорость резания.
Проволока со стальным сердечником может иметь предел прочности на растяжение до 290 000 фунтов на квадратный дюйм, геркулес по сравнению с проволокой на основе латуни, которая может достигать 54 000 фунтов на квадратный дюйм, и особенно полезна при производстве очень высоких деталей или деталей, требующих идеальной прямолинейности.
Вольфрам или молибден
Как вольфрамовая, так и молибденовая проволока широко не используются, но обеспечивают ряд важных применений в электроэрозионной промышленности. Оба чрезвычайно прочны, причем вольфрам является самым прочным материалом для проволоки.
Однако они являются плохими проводниками и страдают от более низкой скорости резки. Их высокие температуры плавления также снижают эффективность промывки, что является жизненно важным фактором для промышленных электроэрозионных электроэрозионных работ.
Где они проявляются сами по себе, так это в своих приложениях. При разрезании латунной и цинковой проволоки на готовом изделии остаются микроскопические количества материала. В таких областях, как медицина и армия, это неприемлемо.
Прочность вольфрамовой и молибденовой проволоки означает, что металл практически не отламывается и не загрязняет деталь, что делает их единственным выбором в этих секторах.
Сколько стоит проволочный электроэрозионный станок?
Производственный процесс очень затратный. Легирование меди и цинка для получения латуни, а также покрытие или диффузионный отжиг требуют больших вложений в оборудование, материалы и энергию. Даже тогда есть процесс превращения металла в проволоку.
Существует слишком много переменных, влияющих на цену, чтобы получить твердое число, но это, безусловно, самая большая стоимость, связанная с процессом проволочной электроэрозионной обработки.
Латунная проволока самая дешевая по цене около 1 доллара за килограмм, тогда как молибденовая проволока стоит более 5 долларов за килограмм.
Но количество необходимой проволоки означает, что эти затраты очень быстро возрастают. Если вы решите, что Wire EDM — лучший выбор для вас, походите по магазинам, чтобы найти лучшую цену, которую вы можете.
Что такое электроэрозионная обработка? Определение, методы, описание
Для изменения размеров, форм и других свойств металлических заготовок используется технология электроэрозионной обработки (ЭЭО). Суть её заключается в воздействии на участок детали электрическим разрядом, который возникает между обрабатываемой поверхностью и инструментом, выступающим в качестве второго электрода.
Электроимпульсы, возникающие в ходе ЭЭО, «вырывают» частицы материала из обрабатываемой поверхности. Заряд возникает при сближении находящихся под напряжением электродов, помещённых в диэлектрическую жидкость. Возникновение заряда приводит к образованию высокотемпературной плазмы в его канале.

ЭЭО заготовки из металла
Возможности и сфера применения
Широкое распространение электроэрозионный метод в металлообработке получил во времена СССР как альтернатива механической резке. В сравнении с последней, ЭЭО имеет следующие преимущества:
- более высокая точность;
- ниже уровень энергозатрат и меньшее количество отходов;
- возможность создавать детали сложной конфигурации;
- повышенная производительность на современных станках с ЧПУ;
- возможность работать с заготовками из материалов, трудно поддающихся механическим воздействиям.
В настоящее время электроэрозионное оборудование используется фактически во всех отраслях приборо- и машиностроения для производства деталей и запчастей различной конфигурации.

Детали, изготовленные на электроэрозионном станке
Ход и режимы ЭЭО
Рассмотрим общую схему обработки металлов методом электрической эрозии:
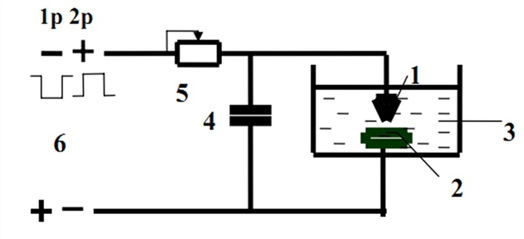
Конденсатор (4), электрод-инструмент (1) и деталь (2) подсоединены параллельно и подключены к подаче напряжения. Оба электрода находятся в жидкости-диэлектрике (3). В момент, когда потенциал зажигания разряда окажется меньше напряжения конденсатора, в жидкости произойдёт пробой.
После этого жидкость на участке пробоя закипает и частично испаряется, образуя газовый пузырь. Таким образом разряд, появившийся между электродами, развивается в газовой среде, разогревая деталь на нужном участке. Верхний слой заготовки начинает плавиться, проточная жидкость подхватывает продукты расплава и выводит их из рабочей зоны в виде шлама.
Существует два основных режима ЭЭО: электроискровый (1p) и электроимпульсный (2p). Рассмотрим особенности каждого из них.
→ Во время электроискровой обработки заготовка, параметры которой подлежат изменению, несёт положительный заряд, то есть выступает анодом. Поток частиц расплавляет объём поверхности металла в виде лунки. Чтобы в таком режиме он не деформировал электрод-инструмент, импульсы напряжения по длительности не должны быть выше 10 -3 с.
Электроискровым режимом пользуются при чистовой обработке деталей. Для съёма больших объёмов материала он не подходит.
→ Электроимпульсный режим подразумевает перемену заряда электродов: деталь в данном случае выступает катодом. Для эффективной обработки необходимо использовать импульсы напряжения длительности выше 10 -3 с.
ЭЭО материалов с разной степенью обрабатываемости
Эрозионный эффект, производимый одним и тем же по мощности разрядом, может сильно разниться в зависимости от материала детали. Электроэрозионисты для описания этого явления используют термин «электроэрозионная обрабатываемость» – зависимость эффективности эрозии от характеристик обрабатываемого металла.
Существует несколько параметров, определяющих электроэрозионную обрабатываемость материала:
- t o плавления;
- теплоёмкость;
- теплопроводность;
- t o кипения.
Процесс ЭЭО
Существует несколько основных схем работы с металлическими заготовками с применением электроэрозии. Рассмотрим их подробнее.
Копирование формы либо сечения электрода . В данном случае обрабатываемый участок заготовки по своей форме соответствует отражённой рабочей поверхности ЭИ. Различают два подвида копирования: обратное и прямое. В последнем случае инструмент располагается под деталью, а в прямом копировании – наоборот, над ней.
Процесс копирования формы электрода в промышленности называется прошиванием. Данный метод отличается простотой и точностью исполнения.
Перемещение обрабатываемой детали и ЭИ . Возможность двигать электроды относительно друг друга в ходе ЭЭО позволяет вырезать сложнопрофильные детали, делать нарезку металла и сплавов, отшлифовывать поверхности и грани различных изделий, растачивать их.
Прошивка щелей, отверстий, окон. Для проведения операции необходим электроэрозионный станок (ЭЭС) универсального типа. С его помощью в заготовке можно прошивать щели глубиной до 100 мм и шириной от 2,5 до 10 мм.
Чтобы своевременно удалить шлам из пространства между электродами, используют специальные Т-образные ЭИ, либо меняют форму хвостовой части инструмента, уменьшая её толщину. Шероховатость готовой поверхности составляет, как правило, не более 2,5 мкм при скорости прошивания в диапазоне 0,5-0,8 мм в минуту.
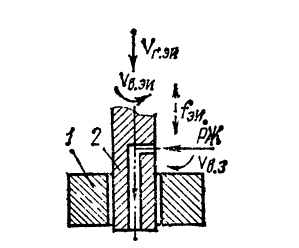
Процесс электроэрозионного прошивания: 1 – заготовка, 2 – ЭИ
Обработка сит, металлических сеток . Существуют ЭЭС, способные обрабатывать сетчатые детали с несколькими тысячами отверстий. Одновременно такой станок способен обрабатывать около 800 отверстий. В качестве материала при этом используется латунь, устойчивая к окислению сталь и т. д. Максимальная производительность устройства – 10 тыс. отверстий за час.
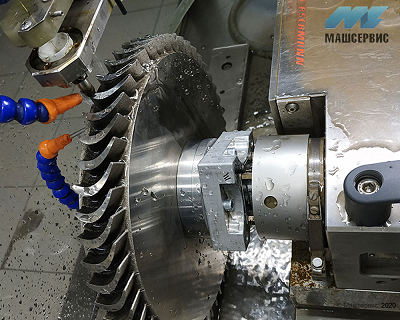
Шлифование при помощи электроэрозии . Технологии ЭЭО применяют для шлифовки высокопрочных стальных заготовок и твердосплавных материалов. Металл удаляется под действием импульсных разрядов, возникающих между деталью и вращаемым ЭИ. Это позволяет использовать электроэрозионное шлифование как альтернативу абразивному методу.
Электроэрозионное шлифование: 1 – вращающийся ЭИ, 2 – сопло с РЖ, 3 – заготовка.
Сложноконтурная проволочная вырезка . ЭИ в данном случае – это медная, латунная или вольфрамовая проволока различного диаметра. В схеме обработки она используется как катод. Данный метод имеет два преимущества перед технологиями прямого и обратного копирования:
- для сложной обработки не требуется использовать фасонные ЭИ;
- не нужно заменять электрод-инструмент через каждые 5-10 изготовленных деталей.
Преимущества и недостатки
Как и другие технологии металлообработки, ЭЭО имеет свои плюсы и минусы. Для начала рассмотрим её преимущества:
- Высокая точность и качество резки. Точечное воздействие ионизированной плазмы, возникающей в процессе работы, позволяет проводить чистовую обработку металлических изделий с большой точностью. Обработанная поверхность получается ровной и прочной, поскольку нагретая плазма быстро теряет температуру.
- Универсальность. Обработке посредством электрической эрозии поддаются фактически любые сплавы металлов. Нагретая плазма позволяет создавать в заготовках отверстия, резать детали, шлифовать их, вырезать углубления и т. д.
- Простота применения. Станки для электроэрозионной обработки не требуют частого техобслуживания или особых условий ухода, они просты в освоении и использовании. Большинство современных моделей оборудуются панелями, через которые можно контролировать режим работы, отслеживать такие характеристики, как длительность импульса, мощность подаваемого разряда и т. д.
- Безопасность. В процессе работ не образуется вредных для организма соединений, поэтому рабочему не обязательно использовать СИЗ органов дыхания или специальную одежду.
- Два режима обработки. ЭЭО в электроискровом и электроимпульсном режиме подходит как для черновой, так и для чистовой обработки деталей, включая шлифовку, выравнивание и т. д.
Эксперты по ЭЭО выделяют также несколько недостатков рассматриваемого метода обработки. Главным минусом технологии считается невозможность работы с любыми диэлектрическими материалами. Кроме того, ЭЭС потребляют сравнительно большое количество энергии, и позволить их себе может далеко не каждое предприятие.
ЭЭО открывает возможность обработки металлов и сплавов любой прочности. В процессе электроэрозии ионизированный поток частиц воздействует на поверхность заготовки в газовой среде. Для предотвращения повреждения электродов используется диэлектрическая жидкость. Она же выводит твёрдые частицы удалённого материала из рабочей области.
На электроэрозионных станках доступны к выполнению все базовые операции по металлообработке: резка, создание отверстий, щелей, нанесение маркировки и т. д. К преимуществам технологии можно отнести высокую точность, универсальность и простоту обращения с оборудованием. ЭЭС востребованы в любых отраслях производства, занимающихся высокоточной обработкой изготавливаемых деталей.
Читайте также: