Герметичность металл по металлу
Обновлено: 15.05.2024
Настоящий стандарт распространяется на затворы запорных клапанов номинальных диаметров от DN 6 до DN 200 с уплотнением «металл по металлу», работающие при давлении жидких и газообразных сред от 13,5952 · 10 -7 до 150 МПа и температуре от минус 253 до 600 °С, включая затворы арматуры, подвергаемой восстановительному ремонту, и устанавливает типы затворов, конструкцию, размеры и технические требования к ним.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 8.064-94 Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений твердости по шкале Роквелла и Супер-Роквелла
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9544-2005 Арматура трубопроводная запорная. Классы и нормы герметичности затворов
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 17711-93 Сплавы медно-цинковые (латуни) литейные. Марки
ГОСТ 18175-78 Бронзы безоловянные, обрабатываемые давлением. Марки
ГОСТ 21449-75 Прутки для наплавки. Технические условия
ТУ 3-145-81 Проволока стальная наплавочная
ТУ ИЭС 511-85 Проволока порошковая наплавочная марки ПП-АН133А
ТУ ИЭС 555-86 Лента порошковая наплавочная марки ПЛ-АН151
ТУ ИЭС 654-87 Проволока порошковая наплавочная ПП-АН157
РД 50-635-87 «Методические указания. Цепи размерные. Основные понятия. Методы расчета линейных и угловых цепей»
СТ ЦКБА 053-2008 «Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования»
«Специальные условия поставки оборудования, приборов, материалов и изделий для объектов атомной энергетики»
3 Классификация и основные параметры затворов
3.1 Классификация и основные параметры затворов приведены в таблице 1.
Таблица 1 - Классификация и основные параметры затворов
Рабочее давление, МПа
До DN 200 включ.
От DN 65 до DN 200 включ.
До DN 100 включ.
До DN 150 включ.
4 Технические требования
4.1 Конструкция затворов и их основные размеры должны соответствовать рисункам 1 - 5 и таблицам 2 - 6.

1 - золотник; 2 - седло.
Рисунок 1 - Затвор типа I
Таблица 2 - Размеры затвора типа I (см. рисунок 1)
Размеры в миллиметрах
Размеры для рабочих давлений, МПа
Св. 6,3 до 20 включ.
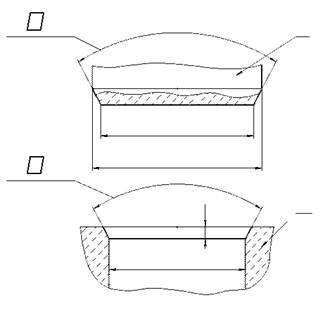
1 - золотник; 2 - седло
* Допускается 90° ± 16 ¢ .
Рисунок 2 - Затвор типа II
Таблица 3 - Размеры затвора типа II (см. рисунок 2)
От 13,5952 · 10 -7 до 150 включ.
От 13,5952 · 10 -7 до 40 включ.
* Допускается величину Н выбирать из условия максимально допустимых удельных нагрузок на уплотнительные поверхности

Рисунок 3 - Затвор типа III
Таблица 4 - Размеры затвора типа III (см. рисунок 3)
От 0,3 до 1 включ.

Рисунок 4 - Затвор типа IV
Таблица 5 - Размеры затвора типа IV (см. рисунок 4)

Рисунок 5 - Затвор типа V
Таблица 6 - Размеры затвора типа V (см. рисунок 5)
4.3 Параметры шероховатости уплотнительных поверхностей затворов всех типов в зависимости от класса герметичности по ГОСТ 9544 в соответствии с таблицей 7.
Таблица 7 - Параметры шероховатости уплотнительных поверхностей затворов всех типов в зависимости от класса герметичности по ГОСТ 9544
Примечание - Для обеспечения полной герметичности при вакууме до 13,5952 · 10 -7 МПа параметры шероховатости: Ra не более 0,08 мкм, Sm не более 0,025 мм.
4.4 Рекомендуемые допуски формы и взаимного расположения уплотнительных поверхностей затворов приведены в приложении А.
4.5 Твердость уплотнительных поверхностей золотника для всех типов затворов рекомендуется превышать твердость поверхности седла не менее чем на 5 единиц HRC.
4.6 Удельные нагрузки q y , МПа, необходимые для обеспечения герметичности затворов при контакте по поверхности (тип I - III) определяются по эмпирической формуле
где m - безразмерный коэффициент, учитывающий влияние рабочей среды, в соответствии с таблицей 8;
с - постоянная величина для примененного материала в уплотнении затворов, в соответствии с таблицей 9, МПа;
Р - рабочее давление, МПа;
В - ширина уплотнения (рис. 1 - 3), см.
Таблица 8 - Значение коэффициента, учитывающего влияние среды
Воздух, пар, паро-водяная смесь
Среды с высокой проникающей способностью (водород, керосин и др.)
Таблица 9 - Значение постоянной величины для применяемого материала
Сталь и твердые сплавы
Бронза, латунь, медь
4.7 Погонные нагрузки qn , Н/см, необходимые для обеспечения герметичности затворов при контакте по линии (рис. 4 - 5), определяются по эмпирической формуле
(2)
где т - безразмерный коэффициент в соответствии с таблицей 8;
q ¢ n - погонная нагрузка, зависящая от примененного материала в уплотнении затвора, Н/см, в соответствии с таблицей 10. При изготовлении уплотнений из разных материалов величина q ¢ n принимается по наиболее мягкому материалу.
Таблица 10 - Значение погонной нагрузки, зависящее от примененного материала
Медь, латунь мягкая
Латунь твердая, бронза, чугун
4.8 Предельно допустимые удельные нагрузки для различных материалов уплотнений q доп , приведены в таблице 11.
Таблица 11 - Предельно допустимые удельные нагрузки для различных материалов уплотнений
Температура применения, °С
Перемещение золотника без вращения
Перемещение золотника с вращением
Не менее 100 НВ
Сталь высоколегированная (коррозионностойкая, кислотостойкая, жаропрочная)
Сталь легированная конструкционная
Азотирование 750 - 900 HV
Наплавочные твердые износостойкие материалы
(марки УОНИ-13/Н1-БК, ЭЛ3-НВ1)
* Наплавочные материалы по СТ ЦКБА 053.
1 Для затворов с конусным контактом (тип II) допускается увеличение qдоп до 1,5 за исключением твердых наплавочных материалов.
2 Твердость в единицах HRC дана в соответствии с ГОСТ 8.064.
4.9 Направление подачи рабочей среды в арматуре для затворов всех типов, установленных настоящим стандартом, не регламентируется.
4.10 Для рабочих сред с твердыми включениями следует применять в арматуре затворы типов II, III. Размер твердых включений (частиц) не должен превышать (кроме особо оговоренных случаев) 70 мкм по максимальному измерению.
4.11 В криогенной арматуре, как правило, применяют затворы типов IV и V, допускается применять затвор типа I .
4.12 Затворы арматуры АЭС должны соответствовать требованиям НП-068.
4.13 Выбор материалов деталей затворов «металл по металлу» и их испытания для арматуры АЭС должны производиться с учетом требований «Специальных условий поставки оборудования, приборов, материалов и изделий для объектов атомной энергетики».
4.14 Отказ арматуры по затвору - негерметичность, превышающая установленную в соответствии с 4.2.
4.15 Критерий предельного состояния арматуры по затвору - достижение максимально допустимой протечки в соответствии с п. 4.2.
4.16 Рекомендуемые показатели надежности и технико-эксплуатационные характеристики затворов с уплотнением «металл по металлу» в составе арматуры приведены в приложении Б.
4.17 Допускается применение других конструктивных и материальных исполнений затворов при условии их отработки в установленном порядке по программам, согласованным с ЗАО «НПФ «ЦКБА» и государственными надзорными органами.
Приложение А
(рекомендуемое)
Допуски запорных клапанов
А.1 Допуски взаимного расположения уплотнительных поверхностей приведены в таблице А.1
Таблица А.1 - Допуски взаимного расположения уплотнительных поверхностей (параллельное и угловое смещение осей золотника и седла) для затворов типов I - V
Уплотнение жестких стыков (металл по металлу)

Уплотнение прокладками из мягких материалов всегда сопряжено с большим или меньшим изменением расстояния между уплотняемыми деталями. В машиностроении нередко возникает задача уплотнения стыков типа «металл по металлу» с соблюдением точного взаимного расположения стыкуемых деталей. Таков, например, случай соединения частей корпусов, содержащих опоры скольжения или качения, и т. д.
Задача уплотнения таких жестких стыков решается несколькими способами. Неразборные и редко разбираемые соединения уплотняют герметизирующими составами, например, бакелитом, белилами, суриком, жидким стеклом и т. д.
Промышленность выпускает широкий ассортимент герметиков, предназначенных для работы в разнообразных соединениях. К их числу относятся:
1) герметик У-30М на основе тиоколового каучука; масло-, бензо- и водостоек, отличается высокой газонепроницаемостью; диапазон рабочих температур от –30 до +130°С; адгезия к металлу невысокая;
2) герметик ВТУР на основе тиокола с динзоцианатом: масло-, бензо- и водостоек; диапазон рабочих температур от –50 до +130°С; адгезия к металлу высокая;
3) герметик ВГХ-180 — фенолформальдегидная смола с натуральным каучуком; масло- и водостоек; диапазон рабочих температур от –50 до +130°С; высокая адгезия к металлу; под действием бензина и керосина набухает;
4) герметик 5Ф-13 — фторкаучук с эпоксидной смолой ЭД-6; бензо-, масло- и водостоек; диапазон рабочих температур от –50 до +200°С; адгезия к металлу невысокая;
5) герметики ВИКСИНТ У-1-18, ВМТ-1 на основе полисилоксанов; масло- и водостойки; теплостойкость до 300°С; в бензине и керосине набухают; адгезия к металлу невысокая.
Герметики выпускаются в виде паст и лаков. Их наносят на уплотняемые поверхности поливом, кистью или шпателем. Устойчивая герметизирующая пленка образуется в среднем через пять-шесть суток.
Для соединений, работающих при особо высоких температурах, применяют силоксановые эмали (кремнийорганические пластикаты с порошкообразным металлическим наполнителем — Al, Zn), выдерживающие температуру до 800°С.
При затяжке избыток герметизирующего состава выдавливается; на стыке остается тонкая пленка (толщиной в несколько сотых долей миллиметра), практически не влияющая на точность взаимного расположения соединяемых деталей.
Соединения, собираемые на герметизирующих составах, с трудом поддаются разборке, особенно после работы вгорячую. В таких соединениях необходимо предусматривать съемные устройства.
Особо точные разъемные стыки типа «металл по металлу» уплотняют путем тонкой плоскостной обработки — притиркой или шабрением.
Притирке подвергают поверхности разъема, предварительно начисто обработанные строганием широкими резцами, тонким фрезерованием или шлифованием. Притирку производят на притирах-плитах из чугуна или специального стекла (пирекс) с точно обработанными плоскостями. Изделие прижимают к притиру, которому сообщают кругообразное движение небольшой амплитуды.
Притирку производят на различных притирочных материалах. Чаще всего применяют стеклянную пудру, порошки карборунда (карбид кремния), корунда (кристаллическая окись алюминия), карбида бора, алмазную пыль (для твердых металлов). В качестве смазки применяют машинное масло, керосин, жирные кислоты.
Притирку ведут сначала на шлифпорошках с размером зерна не более 100 мкм, затем переходят на микропорошки. Окончательную доводку производят на пасте ГОИ, состоящей в основном из окиси хрома с добавлением связующих и смазывающих веществ (стеарина, керосина, олеиновой кислоты и т. д.). Иногда производят притирку соединяемых плоскостей непосредственно друг по другу.
Притирка — трудоемкий и дорогой процесс, поэтому ее применяют для особо ответственных стыков. В последнее время процесс притирки механизируют. В некоторых случаях притирку можно заменить производительными методами чистового строгания и чистового фрезерования.
Шабрение производят обычно в такой последовательности. Сначала шабрят по плитам одну плоскость разъема до получения двух—пяти пятен контакта на 1 см 2 . Пришабренную по плите плоскость покрывают тонким слоем краски (лазурь), устанавливают на нее стыкуемую деталь, легкими кругообразными движениями переводят на нее краску и удаляют шаберами следы краски. Эту операцию производят многократно до получения необходимой точности прилегания. Шабрение является весьма трудоемким процессом и в серийном производстве применяется редко.
Притертые или пришабренные поверхности при сборке покрывают тонким слоем герметизирующей мастики. Мастики чаще всего изготовляют из разведенной на вареной олифе тонкотертой краски (свинцовые белила, свинцовый сурик, охра и т. д.), железной пудры или серебристого графита с маслом. Применяют также суспензию коллоидального графита в масле. Иногда соединяемые поверхности натирают всухую серебристым графитом.
Для надежного уплотнения стыков типа «металл по металлу» требуется повышенная жесткость фланцев и частое расположение стягивающих болтов.
Другой способ уплотнения жестких стыков заключается в установке на стыкуемых поверхностях утопленных упругих прокладок прямоугольного или круглого сечения. Прокладки устанавливают в канавках, выполненных по всей периферии стыка. В свободном состоянии прокладка выступает над поверхностью стыка на строго определенную величину а (рис. 726, I), зависящую от материала прокладки и желаемой силы уплотнения. При затяжке стыкуемые поверхности доводят до соприкосновения, причем материал прокладки упруго или пластически деформируется, осуществляя уплотнение поверхностей (рис. 726, II).

Для увеличения герметичности на уплотняемых поверхностях делают мелкие канавки (рис. 727), в которые затекает деформируемый материал прокладки.

С той же целью прокладку делают гребенчатой (рис. 728). При затяжке гребешки сминаются, образуя ряд канавок, действующих подобно лабиринтному уплотнению.

Сечение канавки должно быть больше сечения прокладки, для того чтобы не препятствовать деформации прокладки.
Материал прокладки выбирают в зависимости от условий работы стыка. Для стыков, работающих в нормальных условиях, применяют резину, пластики; для стыков, работающих при повышенных температурах, — пластичные металлы: свинец, алюминий, отожженную красную медь и т. д. Хорошее уплотнение обеспечивают прокладки из красной меди с гальваническим кадмиевым покрытием.
На рис. 729 изображено уплотнение упругой прокладкой, установленной в замкнутом пространстве, образованном канавкой на одной из поверхностей и гребешком на другой. Этот способ применяют преимущественно для круглых фланцев, у которых канавки и шипы могут быть изготовлены точением с необходимой степенью точности.

Круглые фланцы уплотняют также упругими металлическими кольцами (рис. 730), чаще всего Z-образного сечения (так называемые гофровые кольца ).

Формы гофровых колец показаны (в порядке возрастающей упругости) на рис. 731.

Круглые фланцы с центрирующими буртиками уплотняют шнурами из упругих материалов (резины, синтетики), которые закладывают в канавки, проделанные в буртике (рис. 732). При таком расположении на стыке обеспечивается чистый контакт «металл по металлу». Этот способ применяют только для «холодных» стыков.

На рис. 733 показан способ установки прокладки в открытой канавке на периферии стыка.

Преимущество этого способа заключается в том, что прокладка предохраняет стык от внешних воздействий и предупреждает коррозию металлических поверхностей стыка. Примеры установки периферийных прокладок приведены на рис. 734, I, II.

Встречаются случаи, когда в стыках «металл по металлу» требуется уплотнить круглые отверстия и каналы, служащие, например, для подвода смазочного масла, перепуска охлаждающей жидкости и т. д.
На рис. 735 изображено уплотнение масляного канала подшипника. Применение мягкой прокладки (рис. 735, I) здесь недопустимо, так как при затяжке изменяется положение вала относительно смежных деталей. Например, если вал приводится в движение зубчатыми колесами, затяжка может нарушить правильное зацепление колес. В таких случаях применяют уплотняющие вставки (рис. 735, II).

На рис. 736, I—III показаны вставки из упругого материала (резины, пластиков и т. п.). Уплотнение достигается за счет торцового (рис. 736, I, II) или радиального (рис. 736, III) обжатия вставок. Иногда применяют металлические вставки в виде втулок в сочетании с упругими уплотняющими элементами (рис. 736, IV—VI). Металлические вставки могут быть использованы также в качестве контрольных штифтов.
Нормы и классы герметичности
Таблица 3.3. Нормы и классы герметичности затворов запорной арматуры
| Класс герметичности | Норма герметичности затвора q для испытательной среды | |||
| вода при Р исп =1,1pn | воздух при Р исп =0,6 МПа | |||
| Q, мм 3 /с | Q, см 3 /мин | Q, мм 3 /с | Q, см 3 /мин | |
| А | Отсутствие видимых утечек в течение времени испытания | |||
| АА | 0,006·dn | 0,0004·dn | 0,18·dn | 0,011·dn |
| В | 0,01·dn | 0,0006·dn | 0,30·dn | 0,018·dn |
| С | 0,03·dn | 0,0018·dn | 3,00·dn | 0,18 ·dn |
| СС | 0,08·dn | 0,0048·dn | 22,30·dn | 1,30·dn |
| d | 0,10·dn | 0,006·dn | 30·dn | 1,80·dn |
| е | 0,30·dn | 0,018·dn | 300·dn | 18,0·dn |
| ее | 0,39·dn | 0,023·dn | 470·dn | 28,2·dn |
| f | 1,0·dn | 0,060·dn | 3000·dn | 180·dn |
| g | 2,0·dn | 0,12·dn | 6000·dn | 360·dn |
Таблица 3.4. Рекомендации по назначению классов герметичности затворов, рабочая среда — газ
| Вид арматуры | Тип арматуры | Класс герметичности затвора | |||||||||
| А | АА | В | С | cc | d | е | ее | f | g | ||
| Уплотнение затвора «металл-металл» | |||||||||||
| Запорная | Клапаны | + | + | + | + | + | + | + | + | + | + |
| Задвижки | + | + | + | + | + | + | + | + | |||
| Дисковые затворы | + | + | + | + | + | + | + | + | |||
| Краны | + | + | + | + | + | + | |||||
| Обратная | Затворы | + | + | + | + | ||||||
| Клапаны | + | + | + | + | + | + | |||||
| Предохранительная | Все | + | + | + | + | + | |||||
| Запорно-регулирующая | + | + | + | ||||||||
| Распределительно-смесительная | + | + | + | + | + | + | + | + | |||
| Фазоразделительная | + | + | + | + | + | ||||||
| Уплотнение затвора «мягкое» | |||||||||||
| Запорная | Клапаны | + | + | + | + | ||||||
| Задвижки | + | + | + | + | |||||||
| Дисковые затворы | + | + | + | + | + | ||||||
| Краны | + | + | + | + | + | + | + | + | + | + | |
| Обратная | Затворы | + | + | + | + | + | |||||
| Клапаны | + | + | + | + | + | ||||||
| Предохранительная | Все | + | + | + | |||||||
| Запорно-регулирующая | + | + | + | + | + | ||||||
| Распределительно-смесительная | + | + | + | + | + | ||||||
| Фазоразделительная | + | + | + | ||||||||
Таблица 3.5. Рекомендации по назначению классов герметичности затворов, рабочая среда – жидкость
| Вид арматуры | Тип арматуры | Класс герметичности затвора | |||||||||
| А | АА | В | С | cc | d | е | ее | f | g | ||
| Уплотнение затвора «металл-металл» | |||||||||||
| Запорная | Клапаны | + | + | + | + | + | + | + | + | + | + |
| Задвижки | + | + | + | + | + | + | + | + | + | + | |
| Дисковые затворы | + | + | + | + | + | + | + | + | + | + | |
| Краны | + | + | + | + | + | + | + | + | + | + | |
| Обратная | Затворы | + | + | + | + | + | + | + | |||
| Клапаны | + | + | + | + | + | + | + | ||||
| Предохранительная | Все | + | + | + | + | ||||||
| Запорно-регулирующая | + | + | + | + | + | ||||||
| Распределительно-смесительная | + | + | + | + | + | + | + | + | |||
| Фазоразделительная | + | + | + | + | + | ||||||
| Уплотнение затвора «мягкое» | |||||||||||
| Запорная | Клапаны | + | + | + | + | + | + | ||||
| Задвижки | + | + | + | + | + | + | |||||
| Дисковые затворы | + | + | + | + | + | + | |||||
| Краны | + | + | + | + | + | + | + | + | + | + | |
| Обратная | Затворы | + | + | + | + | + | |||||
| Клапаны | + | + | + | + | + | ||||||
| Предохранительная | Все | + | + | + | + | ||||||
| Запорно-регулирующая | + | + | + | + | + | ||||||
| Распределительно-смесительная | + | + | + | + | + | ||||||
| Фазоразделительная | + | + | + | ||||||||
Таблица 3.6 . Рекомендации по назначению классов герметичности для регулирующей арматуры
Герметичность металл по металлу
Вартанов Михаил Владимирович,
доктор технических наук, профессор,
Шкурко Леонид Степанович,
кандидат технических наук, доцент,
Корх Никита Олегович,
Московский государственный технический университет «МАМИ».
При проектировании объемных изделий с жидкими и газообразными рабочими средами непроницаемость для рабочей среды может быть обеспечена двумя способами: либо созданием неразъемного соединения элементов оболочки с помощью пайки, сварки, клепки, либо путем уплотнения разъемных стыков при помощи различных средств. Создание неразъемных соединений с помощью пайки, клепки или сварки не всегда возможно из-за конструктивных или эксплуатационных особенностей изделий (например, когда в процессе эксплуатации предусмотрена разборка узла).
К соединениям без прокладочных материалов относятся металл по металлу, пластик по пластику, резина по резине и т.д.
В машиностроении среди герметичных соединений без прокладочных материалов в основном применяются металл-металлические соединения. Герметичность обеспечивается за счет контакта микропрофиля уплотняемых поверхностей. Степень негерметичности зависит от качества и свойств сопрягаемых поверхности и методов обработки сопрягаемых поверхностей. При этом фактический контакт между металлическими поверхностями сопряженных деталей при наиболее тщательной обработке не превышает 25-35%. Задача обеспечения заданного уровня герметичности путем моделирования определенного профиля поверхности решается в следующем порядке: сначала определяются параметры поверхностного слоя сопрягаемых деталей, которые обеспечат заданное значение герметичности, затем назначаются режимы обработки, обеспечивающие необходимые параметры поверхности [1].
Такой метод позволяет обеспечить необходимый уровень герметичности уже на стадии проектирования изделия.
Однако в автомобилестроении при герметизации неподвижных разъемных соединений чаще всего используются прокладочные элементы. Их задача – заполнить микронеровности уплотняемых поверхностей за счет собственных упругопластических деформаций и перекрыть, таким образом, каналы, по которым происходит утечка рабочих сред. Уплотнения изготавливаются из металлов и неметаллических материалов. Общепринятой классификации уплотнительных элементов не существует в виду исключительного многообразия уплотнений. Чаще всего их классифицируют в соответствии с принципами действия и отраслевой принадлежностью [2].
В качестве уплотнителей металлы чаще сего используют в тяжелых условиях эксплуатации: в головке цилиндра и головке блока цилиндров, в клапанной крышке, в качестве уплотнителей для свеч зажигания и т.д. При этом эти изделия подвергаются действию высоких давлений, резких перепадов температур, воздействию агрессивных сред. Для изготовления металлических прокладок применяется алюминий (АД и др.), сталь (12Х18Н10Т, SS304, SS316, 05кп и др.), латунь (Л63 и др.), медь и другие металлы и сплавы.
К неметаллическим прокладочным материалам относятся резины, паронит, фторопласты, силиконовые и анаэробные герметики (так называемые «жидкие прокладки»). Также могут быть использованы кожа, бумага, картон, фибра и т.д. Прокладка должна обладать способностью к деформациям, компенсирующим деформации фланцевого соединения при изменении режимов работы, иметь низкую стоимость и простую конструкцию.
В современном автомобиле широкое применение находят полимерные материалы, и рост количества применяемых полимеров постоянно растет.
Постепенно повышается уровень качества и эксплуатационных характеристик новых материалов. Они приобретают устойчивость к агрессивным средам – бензину, маслам, химическим веществам, смазочным материалам, – и долгому использованию в жестких условиях [3]. Диапазон рабочих температур расширяется и превышает для некоторых материалов 300 °С. Это говорит о том, что полимерные прокладки имеют огромный потенциал для использования в создании и ремонте машин и могут конкурировать с традиционными прокладками из резин, паронита и металлов.
Цель применения полимерной прокладки состоит в том, чтобы сформировать её в качестве постоянной детали на одной из фланцевых поверхностей. Такая прокладка наносятся вручную или дозирующим устройством, которое точно формирует валики из материала на фланцевых поверхностях. Затем валики отверждаются и прилипают к одному из фланцев под действием влаги воздухи или ультрафиолетового света в течение небольшого промежутка времени. Герметизация достигается путем сжатия отвержденной прокладки в момент монтажа фланцевого соединения.
Подавляющее большинство соединений, встречающихся в современной технике, герметизируется с помощью уплотнительных элементов. В особо жестких условиях – при высоких рабочих температурах и давлениях – применяют металлические прокладки. Однако основная масса соединений уплотняется с помощью неметаллических уплотнителей. Также отмечается рост применения так называемых «жидких прокладок» – материалов, выступающих в качестве уплотнителей взамен традиционных материалов из резины, паронита и других неметаллических прокладок. Это объясняется высокими эксплуатационными характеристиками «жидких прокладок» - химической стойкостью ко многим рабочим жидкостям, эластичности, а также удобству в применении в ситуации отсутствия вырубной прокладки необходимого типоразмера.
Постепенное вытеснение традиционных уплотнительных материалов полимерными «жидкими прокладками» связано со многими причинами. Это высокотехнологичные материалы, химически стойкие к современным агрессивным топливам и маслам, обладающие практически нулевой проницаемостью для газов. Они обеспечивают высокую конструкционную прочность для многих соединений. Препятствуют отвинчиванию резьбовых соединений, избавляя от необходимости устанавливать стопорные шайбы, что в конечном итоге снижает массу автомобилей. Резиноподобные силиконовые прокладки заменяют резиновые кольцевые и вырубные, поскольку меньше подвержены старению, легко наносятся на наклонные и вертикальные поверхности. Многие металлические соединения собирают с помощью анаэробных герметиков. Во-первых, это обеспечивает дополнительную жесткость соединению, во-вторых, не изменяется размерная цепь узла, в котором применяется герметик, в-третьих, повышается герметичность стыка.
Также, в отличие от металл-металлических соединений, соединения с прокладками отличаются меньшей шумностью [4]. Наличие звукопоглощающего слоя между сопрягаемыми поверхностями помогает не только снизить собственный шум агрегата, но и шум всей системы, являясь демпфером при ударных и вибронагрузках.
Несмотря на очевидные преимущества применения новых материалов и их внедрение сталкивается с определенными сложностями.
Применение герметиков в процессе ремонта узлов и агрегатов машин зачастую почти невозможно. Ручное нанесение герметика значительно отличается по качеству от роботизированного в худшую сторону, поскольку выдержать постоянный зазор между насадкой и уплотняемой поверхностью очень сложно.
На производстве оптимальным вариантом нанесения является нанесение без участия человека, поскольку недостаточная квалификация рабочих или производственная дисциплина иногда приводит к нарушению технологии герметизации и герметизируемые соединения становятся непригодны для дальнейшей эксплуатации.
1. Еременкова И. В. Технологическое обеспечение герметичности неподвижных разъемных металлических соединений [Текст]: автореферат диссертации на соискание ученой степени канд. техн. наук: 05.02.08 / И. В. Еременкова. - Брянск, 2005. - 13 c. - Библиогр.: с. 12-13 (7 назв.).
2. Уплотнения и уплотнительная техника: Справочник [Л. А. Кондаков и др.]; Под общ. ред. А. И. Голубева, Л. А. Кондакова. - 2-е изд., перераб. и доп. - М.: Машиностроение. - 1994. - 445 с.: ил. - Рус.
3. Новый эластомерный материал. Neues Elastomermaterial trotzt Hitze und Kraftstoff im Motorraum. MTZ. 2008. 69, №2, стр.115. Нем.
4. Расчет акустических характеристик. Rechnergestütztes Verfahren zur akustischen Optimierung van Dichtungen. MTZ. 2005. 66, №5, стр. 386-393. Нем.
Поступила в редакцию 24.08.2011 г.
2006-2019 © Журнал научных публикаций аспирантов и докторантов.
Все материалы, размещенные на данном сайте, охраняются авторским правом. При использовании материалов сайта активная ссылка на первоисточник обязательна.
Герметики для металла
Традиционный способ соединения металлических изделий – с помощью сварки и пайки, но с появлением новых технологий данную опцию могут выполнять специальные герметики. Они не только формируют надежное сцепление поверхностей, но и предотвращают коррозию, окисление, защищают от механических повреждений.

Описание
Герметики для металла – вязкие, пастообразные или ленточные составы, в основе которых лежат полимеры или олигомеры. Они формируют герметизирующий слой, отличающийся надежностью, прочностью и долговечностью. Вещества хорошо сцепляются с разными материалами, поэтому задействуются в различных отраслях промышленности и строительства, одновременно выполняя несколько функций. Смеси соединяют металлические поверхности или металл с другими материалами и защищают обработанные изделия от агрессивных воздействий внешней среды.
Виды герметиков, состав и сферы применения
По готовности к применению материалы делятся на:
- однокомпонентные – готовы к использованию без предварительного смешивания;
- двухкомпонентные и многокомпонентные – перед использованием составные элементы требуют точного и тщательного смешивания.
Исходя из состава, герметики подразделяются на несколько групп.
Силиконовые
Универсальные вещества, которые способны не только соединять металл, но и пресекать его разрушение, обеспечивать защиту от агрессивных воздействий. Основа составов – силикон или каучук.
По типу застывания производят нейтральные и ацетоксильные смеси. Первая группа веществ затвердевает за счет влаги из воздуха, выделяя при этом спирт. Вторая – уксусную кислоту. Ацетоксильные вещества нежелательно задействовать для соединения металлов, поскольку кислота способствует образованию коррозии и разрушает скрепленные компоненты.
По области использования силиконовые смеси разделяются на автомобильные, строительные и специальные. Они задействуются в нефтегазовой, автомобильной, авиакосмической и прочих направлениях промышленности, в строительстве и в быту. Склеивать можно не только металлические компоненты, но и металл с резиной, пластиком, керамикой, деревом и т.д. Составы долговечные, устойчивы к внешним воздействиям, сохраняют эластичные свойства после нанесения, работают при разных температурах и легко деформируются (смещаются, поворачиваются) без снижения герметичности.
Полиуретановые
Пастообразные смеси, с основой из полиуретановых форполимеров. Производят однокомпонентные и двухкомпонентные средства. Первая группа используется повсеместно, поскольку материалы не нужно предварительно смешивать. Двухкомпонентные составы включают пасту с полиолами и отвердитель. Процесс смешивания сложный, поэтому такие герметики, как правило, задействуются в промышленности и профессиональном строительстве. Главное преимущество – возможность применения при отрицательных температурах и высокая скорость застывания.
Для склеивания металла можно задействовать любые полиуретановые смеси. При соединении металлических поверхностей со стеклом или пластиком используются специальные «стекольные» герметики, отличающиеся высокой адгезией, устойчивостью к влаге, вибрации и разным температурам. Вещества быстро затвердевают, обладают необходимой эластичностью, подвергаются окрашиванию, выдерживают механические и прочие воздействия, включая влияние коррозионных агентов.
Битумные
Изготовляются из битумной смолы и добавок. Задействуются при выполнении кровельных работ, для защиты стальных резервуаров и канализационных труб. С помощью веществ можно быстро устранить повреждения металлических деталей. Они быстро затвердевают, не требуют дополнительной обработки, защищают металл от коррозии. Кроме этого смеси отличаются высокой эластичностью, адгезией и устойчивостью к агрессивным воздействиям. Период работы герметика – 20 лет.
MS-полимеры
Гибридные материалы из силикона и полиуретана, обладающие преимуществами обоих составов. Вещества быстро застывают даже при отрицательной температуре, не загрязняют и не окисляют поверхности. Смеси безопасные в использовании и отличаются хорошей адгезией без применения дополнительных средств, подвергаются окрашиванию, которое не влияет на скорость затвердевания. Гибридные составы задействуются при сборке транспортных средств, вагонов, прицепов фур и т.д. Также применяются в судостроении, авиастроении и прочих производственных направлениях.
Анаэробные
Жидкие герметики, которые также подходят для склейки металлических изделий. При внедрении активаторов можно соединять металлы с пластиковыми и прочими основаниями. Отличительная черта материалов – процесс застывания. Он возможен только при обработке в условиях вакуума. В обычной среде смеси остаются текучими.

Вещества не растворяются в жидкостях, пресекают появление коррозии, выдерживают давление до 50 атм., устойчивы к воздействию внешних сред и вибрации. Аэробные герметики выпускают 3 видов: невысокой, средней и повышенной прочности. Различие в методах демонтажа. Для снятия низкопрочной смеси достаточно наличие подручного инструмента, среднепрочной – профессионального инструмента, высокопрочной – потребуется нагрев до 230 °C в течение нескольких минут.
Средства задействуются в промышленности и строительстве при сборке металлических конструкций, трубопроводов и узлов, где есть резьбовые соединения, поскольку материалы способны обеспечить их надежную фиксацию и герметизацию.
Тиоколовые
В основе смеси – тиокол и тиолсодержащий полимер. Материал имеет трехкомпонентную структуру, включающую основную и отверждающую пасту, а также ускоритель вулканизации. Основное назначение веществ – герметизация швов железобетонных конструкций. Герметики с высокими показателями остаточной деформации, адгезии, прочности и эластичности. Период службы материалов – 20 лет.
Бутилкаучуковые
В основе веществ бутилкаучук, обладающий высокой влаго- и воздухонепроницаемостью. Герметики не затвердевают при использовании, производятся в виде уплотнителей, монтажных лент, шнуров и брикетов. Задействуются для заделывания трещин и швов при монтаже кровли и других строительных конструкций, соединения межпательных швов, а также в процессе установки окон. Применение материалов аналогично нанесению двухстороннего скотча.
Характеристики
Все свойства герметиков сохраняются, если они наносятся на очищенную поверхность. Увеличения сцепления и максимальной адгезии материала можно достичь посредством использования грунтовок, активаторов или праймеров.
Любому составу требуется время для набора стартовой прочности – от 5 до 60 минут, в зависимости от вида смеси. Полное застывание достигается в период – от 30 мин. до 72 ч. и более. Время засыхания для каждого состава неодинаковое.
Общие свойства у многих герметиков следующие:
- прочность, эластичность и долговечность;
- хорошая адгезия с металлами, пластиком, керамикой и т.д.;
- длительный срок службы сцепления;
- устойчивость к ультрафиолету, кислотам и щелочам;
- сохранение всех свойств в разных температурных условиях;
- возможность окрашивания любыми красками;
- большинство материалов не выделяет вредные вещества после застывания;
- высокие показатели остаточной деформации.
Смеси удаляются двумя способами – механическим и химическим. В первом случае задействуются различные подручные и профессиональные инструменты, в зависимости от прочности сцепления. Во втором – бензин, ацетон и другие вещества, способные растворить застывший или незастывший герметик.
ТОП-5 герметиков
Популярные герметики для металла от ведущих производителей смазочных материалов.
Efele 133
Универсальный резьбовой анаэробный герметик, который используется для герметизации и надежной фиксации часто разбираемых трубных соединений. Также задействуется в водяных системах пожаротушения. Подходит для резьбовых соединений, диаметром до 3 дюймов, которые эксплуатируются в средах, с температурой – от –60 до +150 °С. Средство устраняет ослабления болтов и гаек, возникающих под воздействием вибрации или тепловых расширений, предотвращая их самоотвинчивание, пресекает образование течи, повышает допуск на механическую обработку.

Weicon AN 305-72
Анаэробный клей-герметик с высокой вязкостью и средней прочностью, предназначенный для обработки резьбовых соединений труб. В состав средства входит политетрафторэтилен, обеспечивающий надежную фиксацию и предотвращающий самоотвинчивание скрепляющих компонентов. Вещество предохраняет изделия от фреттинг-коррозии и может использоваться в газообразных и жидких средах. Все свойства сохраняются при температуре - от -60 до +150 °С.
Weicon Aqua-Flex
Weicon Aqua-Flex – состав, используемый для герметизации труб и водопроводов, в процессе ремонта судов и других объектов морского и речного сектора. Также задействуется в строительстве при восстановлении крыш и стоков, установки ПФХ-настилов в бассейнах. Вещество применимо во влажных и мокрых средах и подходит для узлов оборудования по производству продуктов питания, поскольку имеет пищевой доступ.

Dow Corning 730 FS
Однокомпонентный фторсиликоновый герметик, используемый для герметизации и соединения в местах, где необходима устойчивость к набуханию от горючих веществ. Также смесь применяется для сборки и восстановления топливных систем и баков самолетов, склеивания и герметизации деталей, подверженных воздействию влаги, механических ударов и вибрации. Вещество устойчиво к растворителям, затвердевает в обычных условиях под влиянием воздуха и влаги, превращаясь в прочную резину. Отличается хорошей адгезией. Стабильность и эластичность сохраняется при температуре - от -65 до +200°C.
Dow Corning Q3-3526
Герметик Dow Corning Q3-3526 – не текучий двухкомпонентный силиконовый материал быстрого затвердевания. Предназначен для быстрой герметизации и соединения деталей с разной скоростью теплового расширения или изделий, подверженных воздействию высоких температур. Задействуется в процессе сборки передних фар, вспомогательного светового оборудования, панелей и частей корпуса транспортных средств, при установке окошек и дверцей СВЧ-печей, а также компонентов других бытовых приборов. Вещество склеивается со многими металлами, не стекает после смешивания и отличается высокой устойчивостью к агрессивным средам.
Читайте также: