Гибка прутка из металла
Обновлено: 05.10.2024
Чаще всего при работе с металлами для их деформации прибегают к гибке. Она может выполняться с использованием ручных или механизированных инструментов, ей могут подвергаться как холодные, так и горячие металлы – выбор зависит от толщины материала и сложности контуров. В этой статье поговорим о том, как выполняется гибка нержавеющей стали.
Гибка прутка металлического
Металлический пруток относится к сортовым изделиям и обычно поставляется заказчикам большими партиями. Эти объемные партии предстоит обработать специалистам по гибке. Конечно же, в серийных, да и в менее массовых масштабах ни о какой ручной гибке прутка по радиусу не может быть и речи. Во-первых, это технически невозможно, во-вторых, исполнитель не уложится в срок. И, наконец, в спешке и с применением ручных приспособлений брак в работе неизбежен.
Современное гибочное оборудование точно и аккуратно. Причем с любыми типами изделий: обработка “традиционного” проката с круглым сечением для него так же проста, как гибка квадратного прутка, прямоугольного, шестигранного, а также любых профилей нестандартной формы.
Гибка полнотелых прутков
В этой статье под прутком мы понимаем цельное изделие без внутренних пустот, то есть полнотелое. Хотя на производствах выпускаются и полые прутки, имеющие внутренние пустоты и благодаря им часто относящиеся к трубам небольшого диаметра — круглым или профильным. При прохождении профилегиба они обнаруживают разные свойства, а их деформация может вызвать серьезные затруднения.
В отличие от трубного проката цельные стержни, то есть прутки, способны выдержать любые нагрузки. Хотя их способность перенести деформирующие усилия во многом будет определяться типом материала. Известно, что гибка металлического прутка из среднеуглеродистой стали проще и безопаснее, чем из нелегированной конструкционной.
Характеристики гибки металлического прутка
Во время воздействия гибочного оборудования на металл возникает такое явление, как деформация. Но ее характер на протяжении процесса неоднороден: вначале появляется упругая деформация, а затем пластическая. Эта смена помогает прутку сохранить форму сечения в месте сгиба и избежать дефектов.
При гибке прутка он подвергается деформирующим процессам не в целом, а на конкретных участках: на заготовке возникают так называемые очаги деформации. Волокна металла на внутренней стороне сгиба испытывают сжатие и имеют меньший радиус кривизны, чем внешние — испытывающие растяжение. В пограничном участке между волокнами растяжения и сжатия образуется так называемая нейтральная зона, которая практически не меняется во время гибки.
Основные способы гибки нержавеющей стали
Иначе ее называют свободной гибкой: для того чтобы сформировать угол сгиба, пуансон перемещают в заданную точку (заготовку вдавливают прессом на нужную глубину). При этом нижняя часть заготовки в двух точках соприкасается с матрицей, после чего происходит образование воздушного зазора между заготовкой и поверхностью матрицы.
Достоинствами этого вида гибки нержавеющей стали на заказ являются возможность обработки заготовок под разными углами сгиба, деформация материалов различной ширины, высокая производительность, экономичность.
Среди недостатков отметим невозможность стабилизации геометрии угла, что приводит к низкой точности готовых деталей, необходимость предварительного придания заготовке правильной формы с помощью резки.
Это одна из разновидностей воздушной гибки. Благодаря плотному прижиманию пуансоном детали к матрице в конечной точке сила гибки увеличивается в разы. При этом заготовка не соприкасается с дном матрицы, находящаяся внизу линия сгиба и матрица разделены воздушным зазором.
Достоинства этого вида гибки нержавеющей стали: стабилизация угла сгиба, происходящая благодаря отсутствию зазора между боковыми ребрами матрицы и пуансоном, а также то, что на размер угла влияет исключительно применяемый инструмент. Ковку используют при необходимости получать детали высокой точности.
К недостаткам можно отнести небольшой радиус пуансона, значительные усилия, затрачиваемые на гибку, необходимость комплекта инструментов, с помощью которых выполняются углы сгиба.
Этот вид гибки является безвоздушным, поскольку в процессе заготовку плотно зажимают между пуансоном и матрицей, в которую ее вбивают.
К достоинствам можно отнести высокую точность, стабильные размеры, на которые влияют точность комплекта инструментов. Размер заготовки не меняется, окончательная деформация отличается стабильностью.
Среди недостатков следует отметить необходимость приложения значительных усилий. Поэтому этот способ практически не используется для работы с заготовками толщиной свыше 2 мм.
Иначе этот метод гибки нержавеющей стали называют адаптивной гибкой. Процесс обработки металла делится на две стадии. По окончании предварительной фазы при помощи специальных сенсорных датчиков заготовку измеряют и корректируют параметры системы управления. Во второй стадии находящаяся в пуансоне заготовка вжимается за счет подпора, выходящего из матрицы в расчетную точку.
Этот вариант гибки нержавеющей стали обладает следующими достоинствами: высокой точностью, универсальностью, гибкостью при работе с металлом.
К недостаткам можно отнести измерительные сенсорные щупы в рабочей зоне, сужающие размер заготовки и требующие внимательности от оператора станка, а также низкую производительность, вызванную необходимостью адаптировать деталь. К этому способу следует прибегать при необходимости получения изделий очень высокой точности.

Гибка металлического прутка — особенности
Однако это далеко не все нюансы гибки прутка по радиусу. На точность операции и качество финишного продукта могут влиять:
- прочность металла;
- способ гибки — холодный или с предварительным нагревом заготовки;
- сложность формы, которую должно приобрести изделие.
При строительстве монолитных объектов “на века” используется прокат, изготовленный из более прочных марок стали. Они отличаются повышенной прочностью, но крайне неудобны в гибке. Если материал непластичен, единственным способом изменить его форму до необходимой становится нагрев от 600 до 700 градусов. Выполняется термическая гибка на особом оборудовании — горизонтально-гибочных машинах.
Марки нержавейки, наиболее подходящие для гибки
В первую очередь расскажем о самой большой и универсальной группе сталей – 300. Химический состав хромоникелевых нержавеющих сталей этой категории позволяет отнести их к нескольким видам – аустенитным, аустенитно-ферритным и аустенитно-мартенситным.
На химический состав влияют входящие в него углерод, никель, хром и титан. Они не обладают магнитными свойствами, за исключением случаев, когда их подвергали холодной механической обработке. Низкие температуры не влияют на высокую прочность, не возникает сложностей с резкой, гибкой нержавеющей стали, сваркой и полировкой.
Нержавеющая сталь AISI 304 (08Х18Н10). Добавление в эту сталь молибдена позволило повысить ее технические характеристики. Она более устойчива к коррозии, воздействию агрессивной кислотной среды по сравнению с другими сталями, входящими в группу. Под воздействием более высоких температур ее свойства остаются неизменными. Эту нержавеющую сталь широко используют в процессе производства изделий, предназначенных для химической промышленности, и оборудования, применяемого в морской воде и атмосфере.

Нержавеющая сталь AISI 316T (10Х17Н13М2Т), содержание в которой титана в 5 раз превышает содержание углерода. Изготовленные из этой нержавеющей стали детали отличаются высокой прочностью, устойчивостью к температурным воздействиям, ионам хлора. Из нержавеющей стали AISI 316T производят сварные конструкции, лопасти газовых турбин, она применяется в химической и пищевой отраслях промышленности. При ее гибке не возникает сложностей, к тому же она более доступна по цене, если сравнивать с аналогами.
Нержавеющая хромоникелевая сталь AISI 321 (12-08Х18Н10Т), в которую добавлен титан. Высокая устойчивость к коррозии позволяет изготавливать из нее бесшовные трубы и разнообразные трубопроводные фитинги (отводы, тройники, переходы и фланцы). Это легкосвариваемая нержавеющая сталь, не обладающая магнитными свойствами, устойчивая к воздействию повышенных температур (до +800 °С), с сохранением неизменных механических характеристик.
Перейдем к нержавеющим сталям группы 400. Несмотря на более узкий диапазон, их востребованность достаточно велика. В них присутствует высокое содержание хрома. Другие легирующие элементы содержатся в нержавеющих сталях группы 400 в минимальном количестве. Благодаря низкому содержанию углерода отличается пластичностью, без проблем гнется и сваривается.
Нержавеющая сталь AISI 430 (12х17). Эта марка появилась не так давно, однако уже завоевывает свои позиции относительно групп 300 и 400. В нержавеющей стали произведена частичная замена дорогостоящего никеля марганцем и азотом. Благодаря сбалансированности химического состава качество стали ничуть не ниже, чем у аустенитных нержавеющих сталей марок AISI 304 и AISI 321. Она характеризуется:
- высокой коррозийной стойкостью;
- хорошей свариваемостью;
- легкостью в полировке и деформации (гибке);
- более низкой стоимостью в сравнении с аналогами.
Благодаря перечисленным качествам нержавеющая сталь AISI 201 пользуется широким спросом среди конечных потребителей. Ее используют в медицинской и пищевой промышленности, изготавливают круглые и профильные трубы, которые, в свою очередь, идут на производство различных перил, поручней и ограждений.
Гибка прутка — приводные станки
В Сети можно встретить много рекомендаций по изготовлению устройства для гибки металлического прутка своими руками. Но, повторимся, такой механизм, даже если он собран правильно, не сможет решать серийные задачи. В промышленных целях — для обработки партий заготовок — используются мощные приводные станки. Они:
- достаточно мобильны;
- производительны;
- не занимают много пространства;
- легко настраиваются и перенастраиваются;
- работают аккуратно, создают максимально плавные закругления.
Для чего необходимо гнуть арматуру и как это лучше сделать
Как известно, бетонные конструкции плохо переносят нагрузки на изгиб, под воздействием которых они начинают разрушаться. Чтобы избежать таких негативных последствий, бетонные конструкции укрепляют при помощи каркасов из стальных прутков, а с недавнего времени для этих же целей стали использовать и композитную арматуру. Без армирующего каркаса почти невозможно сделать надежный фундамент для любого строения, а также бетонные конструкции, испытывающие в процессе эксплуатации механические нагрузки.
Наиболее слабыми местами в любом арматурном каркасе являются места стыков прутков, что особенно актуально для угловых соединений, создание которых путем пересечения прямых арматурных прутков является серьезным нарушением технологии.

Усиление арматурного каркаса посредством гнутых стержней
Угловые участки армирующего каркаса, сформированные таким неправильным образом, значительно ослабляют бетонную конструкцию и могут привести к ее расслоению. Именно поэтому для подобных соединений необходимо гнуть и укладывать арматуру таким образом, чтобы на каждый примыкающий к ней пруток образовывался нахлест величиной минимум 80 см. Гнутые арматурные элементы используются не только для создания каркасов для фундамента, их также применяют в качестве соединительных элементов, которые эксплуатируются под воздействием растягивающих нагрузок (крюки различного назначения, лапки и др.).
О том, как согнуть арматуру таким образом, чтобы она при этом не лишилась своих первоначальных прочностных характеристик, знают только специалисты. При этом важно иметь в виду, что своими руками допускается гнуть только арматуру из металла, но не из композитных материалов (информацию о том, чем резать стеклопластиковую арматуру, можно найти в конце статьи).

Минимальный радиус загиба арматурных стержней
Гибку арматуры для получения надежного каркаса для фундамента следует выполнять только механическим способом, избегая образования острых углов в месте изгиба. Радиус закругления прутков, который формируется в месте изгиба, должен иметь величину в интервале 10–15 диаметров самого изделия.
Те, кто выполняет гибку арматуры своими руками, часто совершают следующие грубые ошибки:
- делают надпил или надрез места сгиба, чтобы облегчить себе работу (такой надрез, нарушая структуру металлического прутка, значительно ослабляет конструкцию каркаса);
- место, где необходимо выполнить изгиб, предварительно нагревают при помощи паяльной лампы или помещая пруток в костер.
После выполнения надреза или нагрева прутка в домашних условиях его обычно гнут при помощи подручных средств – кувалды, молотка, куска трубы и др. Естественно, что все подобные процедуры приводят к ослаблению и разрушению арматурной конструкции. Чтобы сохранить ее прочностные характеристики, гнуть элементы, из которых она состоит, необходимо только в холодном состоянии и не нарушая целостности их структуры, ели это дополнительно не оговорено в проектной документации.
Гибка прутка на станке на заказ
Гибка квадратного прутка и проката с другими формами сечений — одно их ведущих направлений работы нашего цеха. Ему посвящен целый участок, на котором могут одновременно выполняться несколько серийных заказов. Если вы обратитесь к нам, то:
- получите качественный гнутый прокат любой сложности в установленный срок;
- максимально сэкономите время и силы, так как мы гарантируем выполнение вашего заказа “под ключ”, с отгрузкой и доставкой;
- сможете заказать услугу с хорошей скидкой, если поручите нам обработку большой партии прутков.
С нами вы сможете воплотить в жизнь любые строительные проекты, вплоть до самых сложных задумок. Обращайтесь!
Гибка металла в Москве: низкие цены и гарантия качества

Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Гибка металла: способы, инструмент для гибки металла
Помните, как герой гайдаевской комедии, демонстрируя Шурику свою силу, сжимал-разжимал чугунную батарею? По сути, он выполнял такую операцию, как гибка металла сложных форм. Только вручную и с непонятной целью. Сегодня услугу уникальной гибки металла предлагают специальные станки и делают эту работу безукоризненно. С их помощью гнуть металл на заказ можно и единичными заготовками, и большими партиями.

Под гибкой металлопроката понимается вид обработки, при которой форма заготовки меняется в результате деформации, без применения таких операций, как разрезание или сварка.
Оборудование для гибки металлического профиля можно условно разделить на ручное и автоматическое. Ручной гибке металла в основном подвергается листовой прокат. Если требуется гибка толстого металла, используются станки на гидравлической и электромеханической основе, а также гибка металла на чпу - станках последнего поколения, оснащенных числовым программным управлением.
Гибка листового металла
Услуги по гибке металлических изделий чаще всего заказывают для листового проката. Самый популярный вид работ - так называемая радиусная гибка листового металла на заказ в Москве, когда из листа необходимо получить заготовку для будущей трубы.
Услуги по гибке металла
Какие же гнутые детали из металла могут сойти с перечисленных выше станков? Высокоточная гибка металла подходит практически для всех сортовых изделий:
- арматура,
- трубы с круглым и профильным сечением,
- уголки,
- балки - тавровые и двутавровые,
- швеллеры и многие другие изделия.
Использование качественной техники и строгое соблюдение технологий превращает холодную гибку металла в простой и малозатратный процесс. Вероятность образования дефектов - к примеру, эффекта гофры - практически равна нулю.
Гибка металла любой сложности
Оборудование нашего цеха позволяет произвести гибку деталей любой допустимой для этой операции толщины. Как отдельные виды услуг мы предлагаем:
- гибку стальных профилей, в том числе оцинкованных и сделанных из нержавейки;
- гибку жести на заказ;
- гибку заготовок из алюминия и сплавов на его основе;
- работу с медью, латунью и другими материалами премиум-сегмента.
Гибка металла на специализированном производстве
Конечно, выполнить такой широкий спектр гибочных работ по металлу можно только на хорошо оснащенном производстве, ведь сегодня ручная гибка листового металла встречается уже крайне редко. В нашем арсенале - станки всех типов, приспособленные для выполнения как простых, так и сложнейших операций. Предлагая вам бюджетную цену на гибку металла, мы гарантируем выполнение заказа в срок и полное отсутствие брака.
Виды гибки листового металла
Листовой металл, гибка и резка которого не представляют больших сложностей, может обрабатываться на листогибном станке несколькими способами. Выделяют такие виды операций над ним, как воздушная гибка, гибка по матрице, гибка при помощи поворотной балки, чеканка (штамповка) и гибка скольжением. Какие именно услуги по гибке металла в Москве подойдут вашим заготовкам, мы определим при обсуждении заказа.
Оборудование для работы при гибках листовых металлов
Услуги гибки металла в Москве, а конкретно, листового проката, могут предлагаться на станках разных типов:
- ручных,
- гидравлических,
- механических и электромеханических,
- пневматических,
- электромагнитных.
Цены на гибку
Пропорционально классу оборудования может увеличиваться и стоимость гибки металла. Применительно к листовому прокату большинство исполнителей предлагают гибку металла, цена которой определяется толщиной листа и длиной гиба. Если заказ объемный, многие предлагают скидку в зависимости от количества гибов. При гибке металла в Москве розницу, напротив, возможна наценка.
Где заказать услугу гибки металла?

Гибкой металла в Москве (ПЗО) занимаются предприятия разного уровня. Ту же гибку профилей на заказ для вас может провести мастер-золотые руки у себя в гараже или большой цех, оснащенный современным оборудованием. Основные преимущества компаний, предлагающих гибку металла, - прайс-лист с фиксированными ценами и гарантия на работу. В случае с частником, предлагающим гибку металла дешево, заказчику приходится полагаться на его честность и на удачу.
Гибка металла на чпу
Далеко не каждый частник сможет предложить и гибку металла на станках с чпу, так как это очень дорогостоящее оборудование. Но именно оно гарантирует практически полную автоматизацию, качество и безаварийность процесса даже при такой несложной операции, как точная гибка листового металла. Станок, оснащенный числовым программным управлением, позволяет производствам осуществлять сложную, почти художественную гибку металла на заказ в Москве.
Гибка металла в Москве
Гибка металла под заказ в столице - услуга, востребованная прежде всего строительной отраслью. Благодаря ей получаются гнутые профили для возведения производственных построек, ангаров, складов, навесов, объектов торговли. Но холодная гибка металла может применяться и в художественных целях - для создания элементов ландшафтного дизайна. Такая работа проводится строго по индивидуальным проектам, а заказчик в этом случае поручает исполнителю гибку металла по чертежам.
Виды воздействий на металл
Гибка металлопроката может осуществляться разными способами. Если брать в расчет лист, на него может оказываться прессовое, поворотное и ротационное воздействие. Гибка деталей для будущих труб может производиться холодным или горячим способом, в основе деформации этих изделий лежит метод изгиба. Гибка стальных профилей (уголков и пр.) осуществляется методом прокатки. Таким образом, способ гибки металла под заказ определяется типом изделия.
Способ деформации металла
При гибочных работах по металлу с заготовкой происходят одни и те же процессы: с наружной стороны изгиба - ее растяжение, с внутренней - сжатие. Чем меньше радиус гибки, тем большей будет деформация. Для профессионала, предлагающего гибку металла на заказ в Москве, важно не допустить появления трещин в наружных слоях и избежать эффекта “гофры” на внутренней стороне изгиба. Наши мастера успешно решают эти задачи.
Листогибочные работы по металлу
Гибка листового металла на заказ - одна из первых услуг, которые наш цех предложили нашим заказчикам. И сегодня, спустя много лет, она так же востребована нашими потребителями и партнерами, как сложнейшие операции резки, штамповки и другие виды обработки заготовок.
Мы не только гнем металл под заказ, но и выполняем сопутствующие операции: например, рубку и гибку листового металла или гибку и покраску листового металла. Наша листовая гибка - это неизменно высокое качество работы и очень выгодные для любого заказчика цены. Обращайтесь!
Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести — пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях — пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) — размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
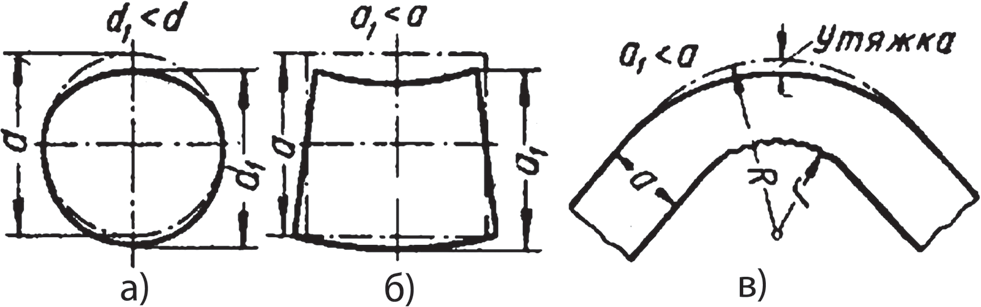
Рис. 1. Искажение формы заготовки при изгибе: а — круглого сечения; б — прямоугольного сечения; в — утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r — радиус гибки, k — коэффициент, зависящий от материала и направления проката, S — толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой — k=0,5 и для стали средней твердости — k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой — k=1,2 и для стали средней твердости — k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).

где φ — угол дуги f в градусах (φ=180° – β ); x — расстояние от внутренней плоскости до нейтральной оси в мм.
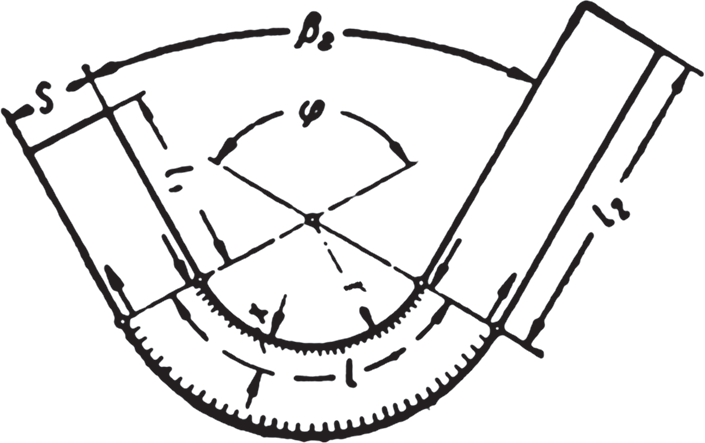
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
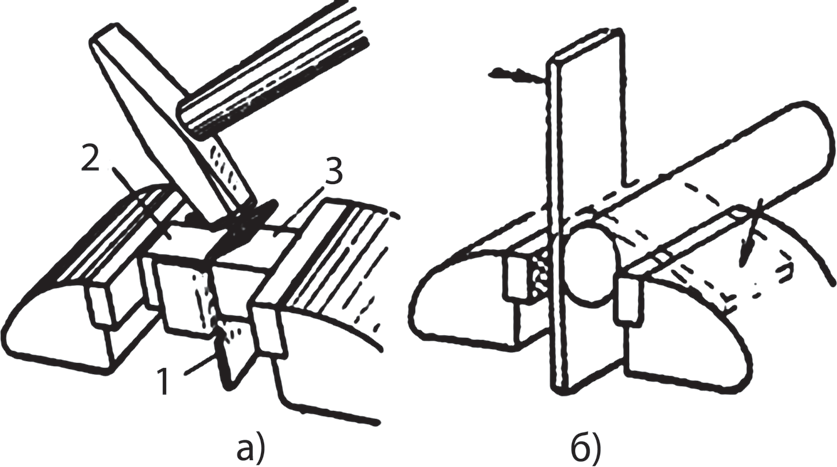
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
2. Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
При гибке в холодном состоянии труб диаметром до 25 мм применяются ручные приспособления.
На рис. 4, а показан ручной станок, предназначенный для гибки труб диаметром от 12 до 20 мм. Станок имеет ось 1 и опорную плиту 2, с помощью которых он крепится болтами к верстаку. Рабочими органами станка являются неподвижный ролик 4 с хомутиком 5, укрепленный на оси 1, и подвижный ролик 3, закрепленный на скобе 6 с рукояткой 7. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу с подвижным роликом вокруг оси неподвижного ролика до получения требуемого изгиба, после чего возвращают скобу в исходное положение и вынимают трубу.
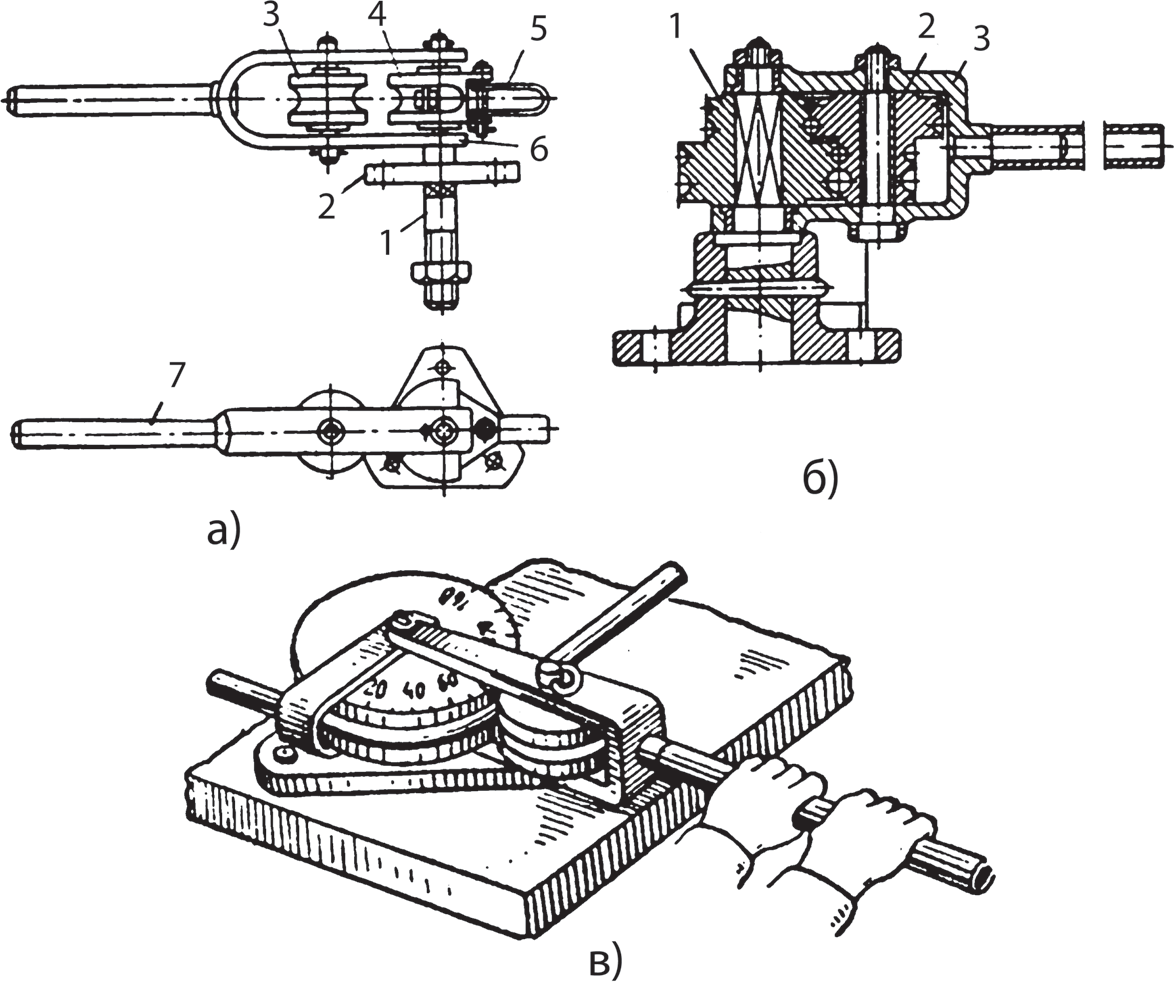
Рис. 4. Гибка на ручных приспособлениях
Для гибки медных трубок разных диаметров при сборке машин применяют многоручьевой трубогиб (5.66, б). В этом случае трубку пропускают между роликами 1 и 2 до соприкосновения с упором, затем при повороте вилки 3 подвижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу, равному радиусу ролика 1.
С помощью ручного рычажного трубогиба (5.66, в) можно изгибать стальные газовые трубы диаметром 1/2 , 3/4 и 1» в холодном состоянии без наполнителя.
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без наполнителя в холодном состоянии может использоваться специальная головка с ручным приводом.
3. Изготовление цилиндрических пружин
По своему назначению цилиндрические пружины делятся на работающие на растяжение, на сжатие и на скручивание (рис. 5).
У пружин, работающих на сжатие (рис. 5, а), витки расположены на некотором расстоянии друг от друга, шаг — t; концы пружин прижимают к смежным виткам. Основными размерами являются: внутренний диаметр — Dвн, наружный диаметр — Dнар; шаг навивки — t; диаметр проволоки — d; длина пружины — L.
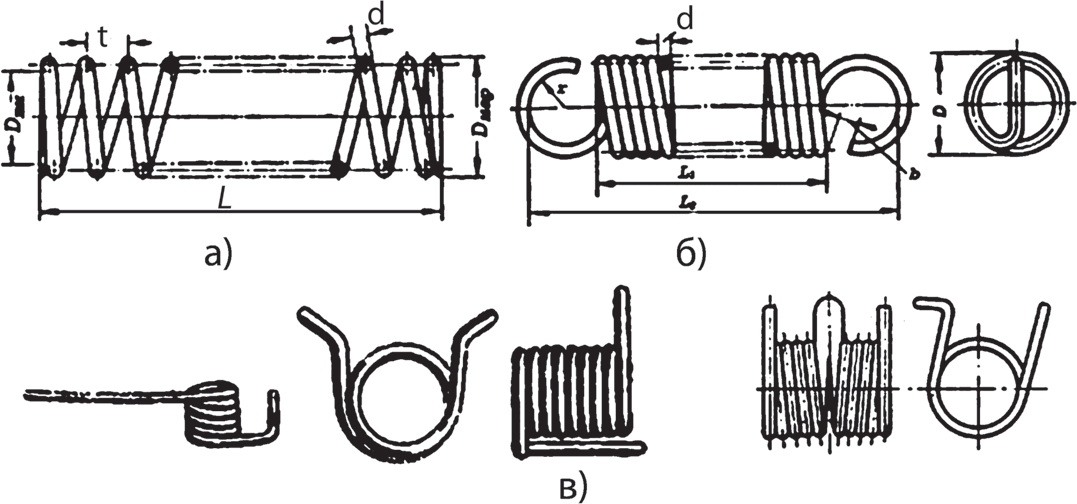
Рис. 5. Цилиндрические пружины: а — сжатия; б — растяжения; в — скручивания
У пружин, работающих на растяжение (рис. 5, б) витки плотно прилегают один к другому, последние витки отгибают на 90° и загибают в виде полуколец и колец. Основными размерами являются: наружный диаметр — D; диаметр проволоки — d; радиус проушины — r; ширина зацепа — b; длина навивки пружины — L1; полная длина пружины — L2.
У пружин, работающих на скручивание (рис. 5, в), витки плотно прилегают один к другому, на концах имеются зацепы, которые воспринимают закручивающую нагрузку и закручивают пружину в целом. Основные размеры пружин, работающих на скручивание, такие же как у пружин, работающих на растяжение.
Для расчета длины заготовки, потребной для изготовления пружины, необходимо знать средний диаметр пружины D0, который равен:
Длину заготовки f пружины (без учета колец или зацепов на концах) определяют по следующей формуле:
f=πD0n , где n — число витков пружины.
При подсчете витков пружины учитываются только рабочие витки. У пружин сжатия с неприжатыми витками число рабочих витков определяют путем вычитания из общего числа витков двух витков (по витку с каждого конца пружины). Если крайние витки прижаты для образования опорной плоскости, то вычитают полтора витка.
Обычно для ремонта машин навивку пружин производят на универсальном токарном станке (рис. 6).
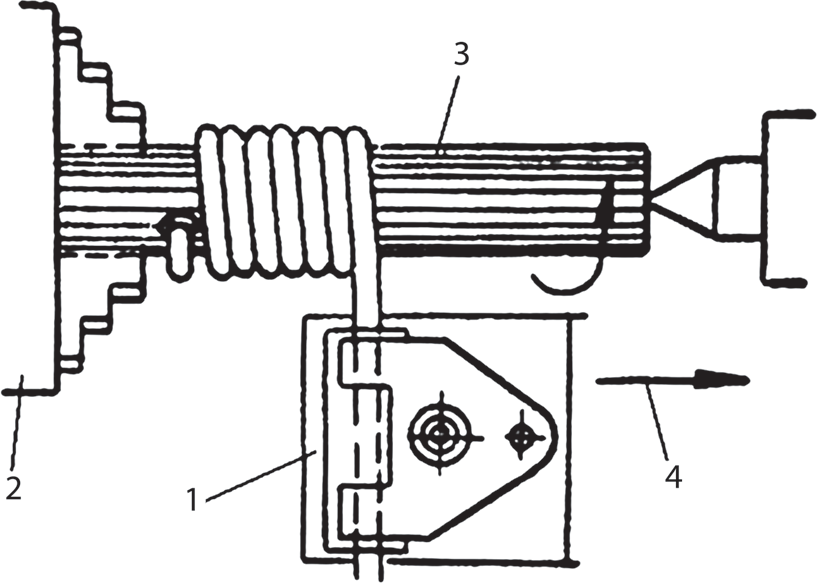
Рис. 6. Навивка пружины на токарном станке
На резцедержателе 1 станка устанавливается держатель для проволоки. В патроне 2 станка устанавливается оправка 3, диаметр которой на 0,85–0,9 меньше внутреннего диаметра пружины. Суппорт станка устанавливают так, чтобы держатель проволоки был рядом с кулачками патрона, затем настраивают частоту вращения шпинделя не более 60 об/мин и подачу 4, соответствующую диаметру d проволоки или шагу t пружины. Включают станок и считают число оборотов оправки. Когда число оборотов оправки будет равно числу витков пружины с учетом нерабочих витков, станок останавливают и выставляют упор отключения станка и подачи.
Затем суппорт станка устанавливают так, чтобы держатель проволоки был рядом с кулачками патрона. Проволока пропускается через держатель и ее конец закрепляется на оправе хомутом с поводком или в отверстии, как показано на рисунке. Первый виток пружины выполняют вращением патрона от руки и после этого включают станок.
После остановки станка конец проволоки откусывают кусачками.
При навивке пружин на станке необходимо быть предельно внимательным. Освободившаяся проволока или обрыв мятой проволоки может спружинить и нанести травму.
Обычно для пружин растяжения производят непрерывную навивку на всей длине оправки, а затем ее делят на требуемые по длине пружины.
Для пружин сжатия также производят непрерывную навивку, но замечают по линейке или лимбу подачи, в каких местах нужно выключить подачу, сделать два-три сжатых витка и вновь включить подачу.
По окончании навивки вручную производят доделку пружины. При этом удаляют заделочные концы, которыми крепили проволоку в станке, и отделяют нужное число витков для пружины. Для этого делают надрез трехгранным напильником в нужном месте на проволоке и отламывают или разрубают в нужном месте проволоку на зубиле, вертикально закрепленном в тисках.
Чтобы поджать концы пружины, работающей на сжатие, пружину 2 вставляют в направляющую трубку 1 (рис. 7, а) и через отверстие трубки нагревают пламенем газовой горелки или паяльной лампы. Как только виток нагреется до красного цвета, пружину вынимают из трубки и быстро прижимают к плоскости плиты.
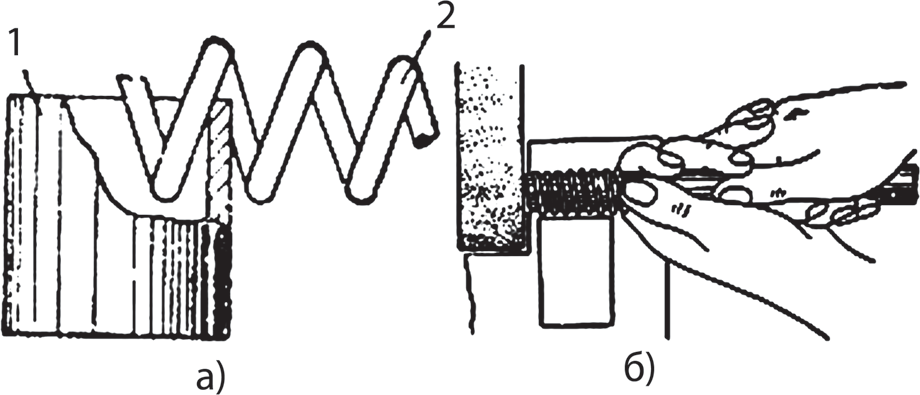
Рис. 7. Поджатие концов пружины сжатия: а — подогревом; б — на заточном станке
После поджатия витков пружине придают вертикальное положение на плите. Для этого надевают заготовку пружины на оправку и подшлифовывают металл на торце пружины боковой поверхностью абразивного круга на заточном станке (рис. 7, б).
Если пружину навивали с прерыванием подачи, то достаточно разделить заготовку на части и доработать торцы на заточном станке.
Заделка концов пружин растяжения в виде полуколец выполняется вручную с помощью подставки в тисках (рис. 3, а) или круглогубцев.
Для этого вручную зубилом на плите отгибают на 30–40° один виток на торце у отрубленной заготовки пружины. Затем отогнутый виток пружины отгибают далее с опорой на подставку (рис. 8) на 90° с помощью молотка. Если проволока не жесткая, то эту операцию можно выполнить круглогубцами.
Как гнуть нержавейку лист в домашних условиях?
Гибка металла – это технологическая операция, при которой изделие принимает нужные размеры и форму с помощью сжатия внутренних и растяжения наружных слоев материала. В результате чего из заготовки плоской формы получают объемное изделие без сварных и иных швов и соединений.
«Гибка» звучит как простой процесс, но в действительности, он очень сложен. Значение гибки и в современном постиндустриальном мире трудно переоценить. Куда ни посмотреть – всюду конструкции из гнутого листового металла. Даже производители гибочных прессов удивляются, насколько сложные детали стали изготавливаться на разработанном ими оборудовании.
Всё это стало возможным благодаря активному внедрению ЧПУ, применению в технологии гибки нескольких управляемых осей, новейших систем гидравлики и измерительной электроники, а также широким использованием роботов. Основным же двигателем ускоренного развития высокоточной гибочной технологии явился повсеместный переход металлоoбрабатывающей промышленности на применение высокопроизводительных вырубных прессов и листовой лазерной резки.
Исторически эта технологическая операция возникла практически одновременно с литьём и ковкой – первичными этапами металлообработки. Научившись правильно гнуть заготовки из металла, люди решили огромное количество насущных бытовых и военных задач, начиная от создания сложных инструментов для охоты и сельского хозяйства, и заканчивая производством оружия.
«Лист» и «гибка» не очень ассоциируются с высокой технологией – high tech, однако для того чтобы гнуть «непослушный» лист металла необходимы специальные знания и огромный практический опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90 градусов, не меняя параметров настройки.
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина – 500мм, 1000мм или 2000 мм, если гибка производится вдоль или поперёк волокон материала, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию (горячекатаный прокат), если поверхностное упрочнение при самой деформации сильнее или слабее и т.д. и т.п.
Да, о гибке листового металла, как о профессиональной сфере металлообработки, можно говорить очень много, но, пожалуй, надо отметить самое главное.
1. Гибка листового металла – это высокопроизводительная, быстрая и высокоточная операция.
2. Замена сварки гибкой, как правило, очень выгодна при увеличении скорости производственного процесса и при обеспечении дополнительной прочности изделия за счёт так называемых рёбер жесткости.
3. Гибка металла редко является первичной операцией, как правило, — её задача максимально приблизить деталь к конечной форме (товарному виду).
4. Гибка сложных многопрофильных изделий из листового металла (в т.ч. плющение и изготовление петель) очень сильно зависит от применения редких специальных инструментов — узких, изогнутых пуансонов и ковочных оснасток.
5. Гибка заготовок из толстого (более 5 мм) листа сильно зависит от «тоннажности» станка, т.е. от такой характеристики как усилие балки, измеряемой в тоннах на метр.
6. Гибка малых бортов (отгибов) напрямую увязана с физическими характеристиками металла – его толщиной, жёсткостью и текучестью. Так, например, получить борт высотой в 2 мм из листа толщиной 1 мм гибкой технологически невозможно – нужно применять операцию штамповки.
7. Также стандартным холодным способом согнуть заготовку металла толщиной более 5 мм с внутренним угловым радиусом гиба менее толщины самого металла чревато разрывом внешней плоскости детали.
Гибка листового металла в нашей компании осуществляется на 120-ти тонном, 3-х метровом гидравлическом прессе с ЧПУ производства компании Baycal. Используемый на нашем производстве листогибочный станок имеет широкий арсенал оснастки (матриц и пуансонов), которые позволяют нам выполнять даже самые сложные заказы.
Нержавеющая сталь нашла широчайшее применение во многих сферах деятельности человека: строительном деле, автомобильной промышленности, производстве посуды и других. Но для того, чтобы лист нержавейки превратился в конечное изделие, его необходимо обработать: обрезать, согнуть, просверлить и т.д. Все эти виды обработки, несмотря на кажущуюся простоту, являются сложными технологическими процессами, требующими профессионального подхода и наличия специального оборудования. Даже такой, казалось бы, простейший процесс, как гибка, требует высокой точности и соблюдения технологии, иначе конечное изделие вряд ли будет отличаться высоким качеством.
Особенности гибки нержавеющей стали
Нержавейка представляет собой устойчивую к коррозии сталь. Эта устойчивость достигается благодаря специальным легирующим веществам, входящим в состав стали. Помимо защиты от коррозии легирующие компоненты способны заметно повлиять на свойства стали: прочность, хрупкость, пластичность и т.д. Поэтому при любой обработке нержавеющей стали, необходимо обязательно учитывать ее марку. Перед гибкой стальной лист обычно подвергается резке с помощью лазера, водной струи высокого давления или другого метода. В процессе резки создается плоская развертка будущего изделия. Далее лист подвергается гибке, при которой ему придается необходимая форма. Гибка листов из нержавейки принципиально ничем не отличается от гибки листов из обычной стали, алюминия или других металлов. Для этого применяются специальные листогибочные станки или прессы. Гибка листа нержавеющей стали обычно осуществляется в холодном состояния. Если требуются более серьезные деформации, то лист, во избежание повреждений, нагревают перед гибкой.
В последнее время процесс гибки листового металла все больше автоматизируется. Это позволяет добиться:
- увеличения объемов производства;
- снижения себестоимости изделий;
- улучшения их качества;
- уменьшения количества бракованной продукции.
Станок, управляемый компьютером, четко выполняет все шаги, заданные в программе. Участие человека в процессе обработки требуется минимальное. Но это касается только высокоразвитых крупных производств. На сравнительно малых производствах часто используется преимущественно ручной труд.
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Преимущества гибки
Гибку очень часто сравнивают с другим распространенным видом обработки металла – сваркой, т.к. изделие, созданное путем сгибания стального листа, в большинстве случаев можно изготовить, сварив между собой отдельные его элементы. Однако для производства изделий, которые могут быть изготовлены путем гибки, сварка практически не используется. Это объясняется огромным числом достоинств гибки по сравнению со сваркой. Среди основных достоинств гибки можно выделить:
- отсутствие сварного шва (наименее прочного элемента конструкции);
- меньшая себестоимость изделия;
- меньший расход материалов;
- высокая скорость изготовления;
- более привлекательный внешний вид и т.д.
Также стоит отметить, что гибке можно подвергнуть не только нержавейку, но и многие другие материалы, сварка которых сложна или невозможна.
Чтобы конечная продукция отличалась высоким качеством, необходимо строго соблюдать производственный процесс и использовать качественное оборудование. К квалификации рабочего, работающего за листогибочным станком или прессом, также предъявляются высокие требования. И, как уже отмечалось, перед гибкой или любой другой обработкой необходимо обязательно учитывать марку нержавеющей стали, т.к. лист из нее может обладать специфическими свойствами.
Есть два способа согнуть стержень из нержавеющей стали, один требует усилия, а другой требует нагрева. Когда вы механически сгибаете стержень из нержавеющей стали с помощью гибочного пресса, вы создаете изгиб с истинным радиусом. Если у вас нет доступа к гибкому прессу, другой вариант — использовать кислородно-ацетиленовую горелку, чтобы нагреть стержень, а затем согнуть нагретую область стержня. Из двух способов нагрев стержня из нержавеющей стали является наиболее часто используемым способом создания изгиба стержня из нержавеющей стали.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
В процессе монтажа трубопроводов различного назначения, а также строительных конструкций на основе труб с круглым сечением или профильных часто возникает необходимость в изгибе труб на требуемый радиус. Способов сделать это существует множество. Выбор зависит от материала, толщины стенки, диама, объема работ, наличия необходимого оборудования. Трубы из нержавеющей стали часто применяются в промышленном и индивидуальном строительстве. Чтобы согнуть трубу из нержавейки, нужно применить специальные знания и навыки, о чем будет рассказано в данной статье.

Схема технологии производства нержавеющих труб.
Существующие способы гибки металлических труб можно разделить на горячие и холодные, а также на ручные и механические. Важно знать, что трубы из нержавейки нельзя гнуть горячим способом (при нагревании горелкой), поэтому будут описаны только способы холодного изгиба.
Гибка труб, как правило, сопровождается нежелательными явлениями, влияющими на последующую эксплуатацию. Возможность их появления зависит от материала, диама, способа изгиба.
Принцип сгибания арматуры
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Как согнуть арматуру без специального устройства
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Как согнуть трубу под прямым углом
Металл выступает в качестве достаточно прочного материала, но при особом воздействии его можно согнуть. На сегодняшний день известно несколько способов решения этого вопроса. В качестве первой технологии выступает использование колышков. Но вы должны помнить, что такой способ может повлечь повреждение трубы или даже ее поломку. Избежать этого можно, заполнив внутреннюю полость сухим песком. С обоих концов следует установить заглушки.

На следующем этапе можно начинать сгибание. Для этого в землю вкапываются колышки. Их вы будете использовать в роли рычагов. Если в своих силах вы не уверены, то для начала следует потренироваться на ненужных отрезках труб. Если перед вами встал вопрос о том, как согнуть трубу без трубогиба, то с помощью данной технологии вы сможете изменить форму изделия, диаметр которого варьируется в пределах от 16 до 20 мм. Для труб более внушительного диаметра данная методика не подходит, так как процесс окажется довольно сложным. Важно учесть ещё и материал, который лежит в основе. Например, для оцинковки рекомендуется использовать другие способы.
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:

- Металлические заготовки сегодня выпускаются согласно определенным стандартам, поэтому изначально получить готовое изделие таким способом не получиться. Особенно это касается листового проката, имеющего форму плоского листа определенной толщины.Данные материалы в дальнейшем применяются для получения конкретных изделий, необходимых для решения конкретной задачи. Приобрести лист из нержавеющей стали можно в специальных магазинах или напрямую с завода.
Гибочный станок. Преимущества
Деформация металла зачастую предполагает не только изменение формы, но снижение качественных характеристик. Поэтому гнуть листовую сталь желательно только с помощью специальных станков.Они имеют относительно простую конструкцию и состоят из нескольких элементов:
- струбцины;
- щечки и основания;
- кронштейна, сварного прижима и оси;
- уголка пуансона.
Применение таких инструментов для гибки, имеет несколько преимуществ:
Алгоритм гибки
Сегодня листовые заготовки можно гнуть несколькими способами, которые отличаются применяемым для этого оборудованием:
- Относительно тонкие листы можно деформировать с помощью молотка, плоскогубцев или киянки. Для этого следует организовать определенный упор, по торцу которого и будет выполняться гибка. Это может быть обычный стол, на краю которого и располагается лист.
- Для придания заготовке различной и точной формы, а также для сталей большой толщины применяются специальные прессы роликового типа или гидравлические вальцы. С помощью этих механизмов можно получить разную форму и придать необходимых угол.
Следует отметить, что принцип гибки остается один и тот же. Здесь меняется только физическое усилие, которое может быть, как выполняемым человеком, так и автоматизированными у
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
Читайте также: