Глубина проникновения тока в металлах
Обновлено: 20.09.2024
Законы, физические величины и свойства применяемых материалов, определяющие индукционный нагрев
1. Область применения токов высокой частоты
Под высокочастотным нагревом (нагрев токами высокой частоты) понимается нагрев при бесконтактной передаче энергии в нагреваемое тело с помощью электромагнитного поля. В зависимости от того, какая составляющая электромагнитного поля играет основную роль, различают нагрев в магнитном поле (индукционный нагрев) и электрическом поле (диэлектрический или «емкостный» нагрев). Системы высокочастотного нагрева имеют ряд особенностей:
- нагрев может осуществляться только на переменном токе;
- понятие «высокая» или «низкая» частота является относительным и определяется соотношением размеров тел и длины электромагнитной волны в их материале;
- в системах всегда имеется реактивная мощность (индуктивная или емкостная), причем ее величина обычно много больше активной;
- системы являются объектами с распределенными параметрами, что усложняет измерения в них и расчеты.
Для индукционного нагрева используются частоты от 50 Гц до 5 мГц, для диэлектрического - от сотен килогерц до тысяч мегагерц.
Индукционный нагрев успешно применяется для следующих технологических процессов:
- плавки металлов в открытых и вакуумных индукционных печах;
- индукционного нагрева заготовок под штамповку, прокатку, гибку и другие способы пластической деформации;
- поверхностной индукционной закалки;
- индукционного нагрева для термообработки (отжиг, отпуск, рекристаллизация, нормализация, закалка) сортового проката, труб, лент;
- сварки труб, профилей и кабельных оболочек;
- высокочастотной пайки и наплавки инструмента для механической обработки (резцы, фрезы, протяжки и др.) и горнобурового инструмента (долота, шарошки), изоляторов и выводов конденсаторов, всевозможных трубчатых соединений и других изделий, которые трудно изготовить в виде цельных конструкций;
- индукционного нагрева с целью сушки или оплавления лаковых, полиэтиленовых и других антикоррозионных, термозащитных и электроизоляционных покрытий лент, труб и профилей;
- индукционного нагрева труднообрабатываемых материалов перед механической обработкой резанием (слябы, слитки из титановых и других специальных сплавов);
- бестигельной зонной плавки и очистки полупроводниковых материалов-кремния, германия и др.;
- эпитаксиального наращивания пленок чистых металлов и полупроводников;
- плавки металлов во взвешенном состоянии;
- обогрева технологического оборудования (трубопроводы, химические реакторы, экструдеры, пресс-формы и т. д.);
- индукционного нагрева газов (воздух, кислород, аргон, ксенон и др.) для осуществления химических реакций и проведения различных высокотемпературных технологических процессов.
Диэлектрический нагрев используется для разнообразных технологий, основными из которых являются:
- сушка древесины, пряжи, сыпучих материалов типа люминофоров и т. д.;
- склейка изделий из древесины (оконные переплеты, двери, щиты, мебель, музыкальные инструменты); полимерных и комбинированных материалов;
- сварка изделий из полихлорвинила и других пластмасс, а также синтетических волокон и пленок;
- подогрев пресс-порошков перед штамповкой;
- подогрев с целью ускорения полимеризации при изготовлении изделий из стеклопластиков и реактопластов;
- формование изделий из пенополистирола при изготовлении тепловой изоляции холодильников, упаковочной тары, теплоизоляционных плит, моделей для точного литья и т. д.;
- сушка литейных стержней;
- дефростация и разогрев пищевых продуктов.
Общая и единичная мощность установок диэлектрического нагрева, используемых в промышленности, значительно меньше, чем индукционных, а их конструкция в сильной степени определяется особенностями технологического процесса. Проектирование таких установок сводится или к выбору существующих установок, включающих источник питания и технологическое устройство, или к индивидуальному проектированию специальной установки с одновременной разработкой технологического процесса.
Имеется много других весьма эффективных применений токов высокой частоты в промышленном производстве. Области и масштабы их использования непрерывно расширяются.
2. Поверхностный эффект, глубина проникновения тока
Индукционный нагрев осуществляется вихревыми токами, индуктированными в нагреваемом предмете. Поэтому индукционным способом можно нагревать только электропроводящие материалы. Вихревые токи возникают в проводнике, если его поместить в переменное магнитное поле. Эти токи всегда замыкаются в нагреваемом теле и протекают в плоскости, перпендикулярной напряженности магнитного поля. Магнитное поле образуется индуктором, когда по нему пропускают переменный ток.
Применяется большое количество разнообразных конструкций и форм индукторов: Однако в большинстве случаев индукторы - это одновитковые или многовитковые катушки, изготовленные из медной трубки. Когда индуктор возбуждает магнитное поле, направленное по оси детали, говорят, что индукционный нагрев осуществляется в продольном магнитном поле. Если же направление поля перпендикулярно оси нагреваемой детали, говорят, что индукционный нагрев осуществляется в поперечном магнитном поле. Плотность индуктированных в проводнике вихревых токов по сечению проводника неодинакова, она уменьшается от поверхности к центру. Это явление носит название поверхностного эффекта. Поверхностный эффект наблюдается при любой форме проводника.
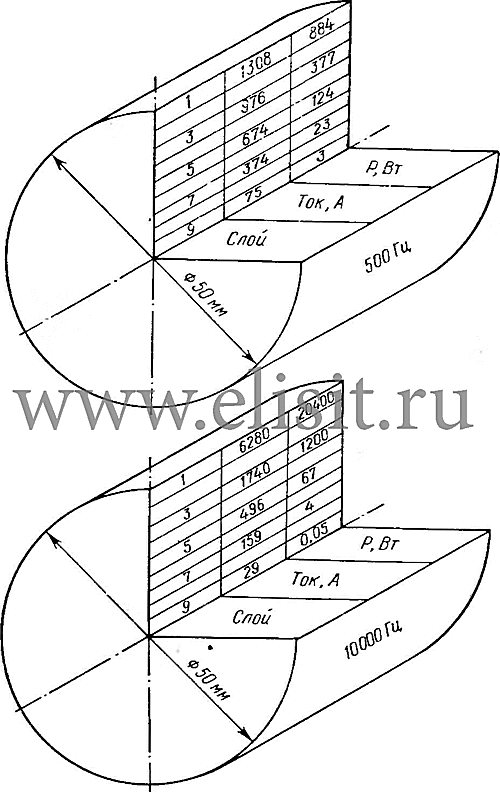
На рис. 1 показано распределение тока и мощности по слоям одинаковой толщины в цилиндрическом проводнике из немагнитной стали диаметром 50 мм, помещенном в магнитное переменное поле частотой 500 и 10 ООО Гц. Ток в индукторе принят одинаковым при той и другой частоте.
В соответствии с распределением тока в поверхностном слое выделится наибольшая мощность. Действительно, в нашем случае при частоте 10 000 Гц 75% всей мощности, переданной в проводник, выделилось в первом слое. Поверхностный эффект выражен при прочих равных условиях более резко там, где частота выше.
Амплитуда плотности тока в массивном однородном теле убывает непрерывно по экспоненте e -x / Δ . На расстоянии Δ от поверхности она уменьшается в е ≈ 2,718 раз (основание натурального логарифма).
Величина Δ, называемая глубиной проникновения тока в данный материал, играет очень большую роль в теории индукционного нагрева. Она служит своеобразной единицей измерения, определяющей линейные размеры нагреваемых тел и индуктора, и широко используется в электрических и тепловых расчетах. Если минимальный линейный размер поперечного сечения тела, в котором протекают вихревые токи, много больше Δ (в восемь и более раз), то частота является высокой (или тело массивным), если же он меньше Δ, то частота низкая (или тело «прозрачное» для электромагнитного поля данной частоты).
В массивном теле в пределах слоя толщиной Δ выделяется почти вся энергия (86,5%), а мощность, передаваемая в тело, может быть точно найдена, если считать, что весь индуктированный ток равномерно распределен в слое Δ. Это позволяет находить сопротивления тел при ярком поверхностном эффекте по формулам для постоянного тока. В общем случае Δ теряет свою физическую интерпретацию и является расчетной величиной, характеризующей длину электромагнитной волны в материале (λ = 2лΔ) и зависящей только от его свойств и частоты тока:
где ρ - электрическое сопротивление материала проводника, Ом∙см; μ - относительная магнитная проницаемость; f - частота тока, Гц.
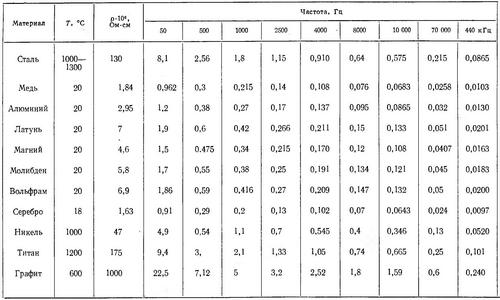
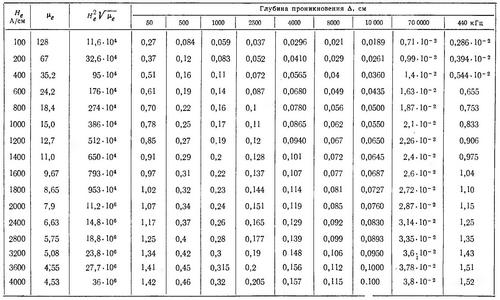
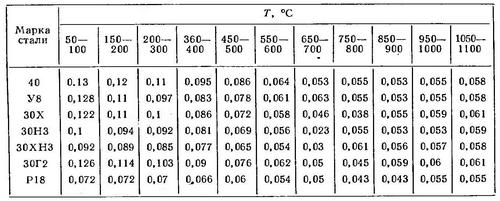
Для ферромагнитных материалов различают глубину проникновения в холодный металл Δx (до температуры точки Кюри) и в горячий металл - Δг или Δ2. Значения глубины проникновения Δ для разных материалов и частот приведены в табл. 1.
Таблица 1. Значения глубины проникновения тока (см)
3. Формы и размеры проводника
Из рис. 1 видно, что при частоте 500 Гц мощность, выделенная в цилиндре, меньше, чем при 10000 Гц. Это свидетельствует о низком к. п. д. индуктора, а при 500 Гц, что всегда наблюдается при слабо выраженном поверхностном эффекте, к. п. д. будет выше, если диаметр цилиндра увеличить. Для сравнительной оценки результатов индукционного нагрева и удобства решения уравнений электромагнитного поля для каждой формы проводника введен безразмерный параметр т - показатель степени поверхностного эффекта. Из всего многообразия форм проводников выделяют обычно три наиболее распространенных:
сплошной цилиндр с радиусом R2
пластина прямоугольной формы с толщиной h2
полый цилиндр с толщиной стенки τ2 (труба)
Характеристики нагрева, например распределение плотности тока, у тел одинаковой формы (подобных тел) будут те же самые, если их показатели степени поверхностного эффекта равны. Например, частота 50 Гц при нагреве цилиндра радиусом 280 мм аналогична частоте 2500 Гц при нагреве цилиндров радиусом 40 мм из того же материала, так как в обоих случаях показатель т один и тот же. Таким образом, показатель степени поверхностного эффекта определяет относительную частоту или относительный размер тела.
4. Магнитная проницаемость
Относительная магнитная проницаемость большинства материалов близка к единице, лишь немного превышая ее для парамагнетиков или не достигая для диамагнетиков. Сюда относятся все газы, большинство непроводниковых материалов и металлов - медь, алюминий, титан, графит, аустенитные стали и др.
Вещества, у которых относительная магнитная проницаемость значительно превышает единицу, называются ферромагнетиками. К ним относятся железо, кобальт, никель и сплавы на их основе, в том числе большинство сталей и чугунов. Для ферромагнетиков характерна зависимость μ от напряженности магнитного поля, температуры и ряда других факторов, таких, как характер термообработки, предварительное намагничивание и т. д.
С повышением температуры μ может несколько снижаться (в сильных полях) или возрастать (в слабых полях), а затем при определенной температуре, называемой точкой Кюри, резко падает до единицы. Для сталей точка Кюри равна 740-780° С, для никеля - 360° С, кобальта- 1140° С.
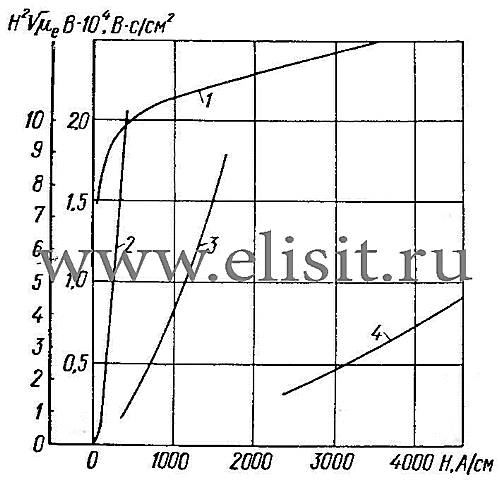
Рис. 2. Усредненные магнитные свойства стали:
1 - кривая намагничивания В = f (H); 2, 3, 4 - зависимость H 2 от Н (значения H z надо умножить 10 5 ;10 6 ; 10 7 соответственно для каждой из этих кривых)
Зависимость μ от H сложна и неоднозначна. Различают несколько видов магнитной проницаемости (усредненная, динамическая и т. д.), однако при расчетах индукторов обычно используется μ, определяемая по основной кривой намагничивания для действующего значения напряженности магнитного поля. С увеличением H проницаемость быстро растет, достигает максимума при некоторой напряженности H называемой критической, и затем падает, стремясь в пределе к единице. В слабых и средних полях μ различных ферромагнетиков существенно различается (в десятки раз), однако в сильных полях (H >> Hкр), характерных для индукционного нагрева, кривые намагничивания отличаются мало. Усредненная кривая намагничивания для углеродистых сталей и зависимость H 2 √μ приведены на рис. 2. Они позволят связать напряженность поля и μ с удельной мощностью, поглощаемой ферромагнетиком в переменном магнитном поле. При этом напряженность поля от поверхности в глубь центра уменьшается и μ возрастает. Если поверхностный эффект выражен сильно, плотность тока в ферромагнетике меняется почти по прямой, а удельная мощность равна
.png)
где Нe - действующее значение напряженности магнитного поля на поверхности среды, А/см; μе - относительная магнитная проницаемость на поверхности, ; ρ - удельное сопротивление, Ом∙см; Δе - глубина проникновения тока при μ= μе(табл. 2).
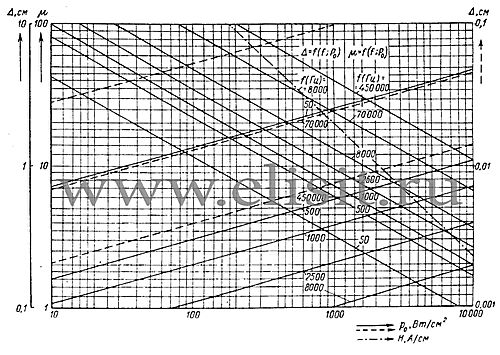
Отсюда , где ρ0 взято в кВт/см 2 . Зная ρ0 , находим и затем по кривой рис. 2 - Не и μe. В логарифмическом масштабе зависимости μе = f (Не), μе == f (ρ0) и Δе = f ( f, ρ0) близки к прямым и более удобны для использования (рис. 3).
Рис. 3. Зависимость магнитной проницаемости стали μ и глубины проникновения тока Δ от удельной мощности ρо при различных частотах тока f (μ- сплошные линии слева вниз направо; Δ - сплошные линии слева вверх направо; Δ-штриховые линии при масштабе справа; μ = f (Н) - штрих-пунктирная линия)
Если поверхностный эффект в ферромагнетике выражен неярко, необходимо специальное рассмотрение зависимости μ от ρ0.
Следует отметить, что магнитная проницаемость сталей аустенитного класса, например стали XI8H10T, может отличаться от единицы (μ = 1,5÷2,0) из-за наличия остаточного феррита.
5. Электрическое сопротивление
Известно, что электрическое сопротивление металлов с ростом температуры возрастает (рис. 4).
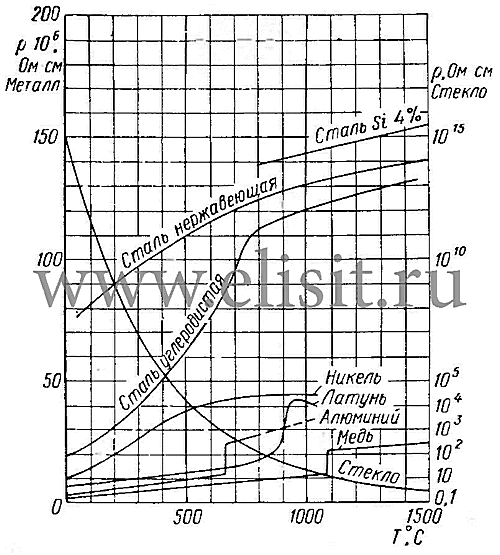
Рис. 4. Зависимость удельного электросопротивления материалов от температуры
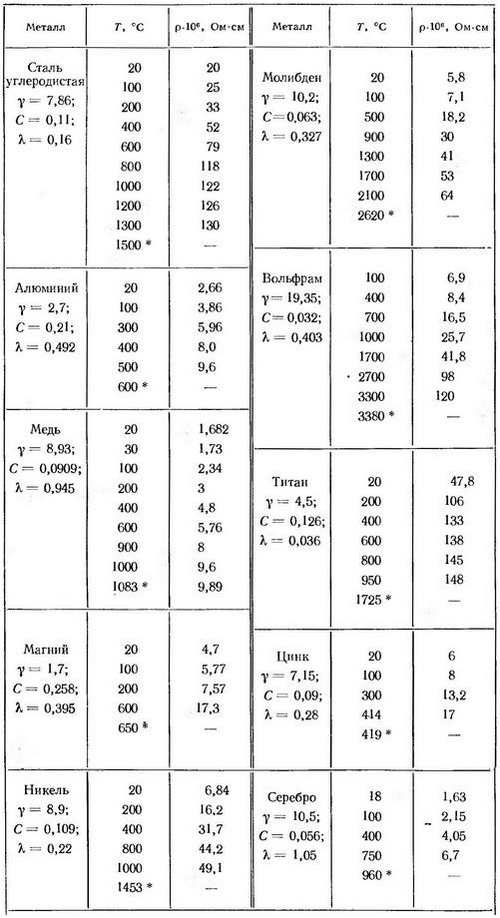
Для ферромагнетиков наибольшее изменение происходит при температуре точки Кюри. В дальнейшем рост его замедляется. При температурах выше 1000° С сопротивление сталей различных марок практически становится одинаковым. В табл. 3 указаны сопротивления материалов, наиболее часто нагреваемых индукционным методом.
Таблица 3. Удельное сопротивление металлов
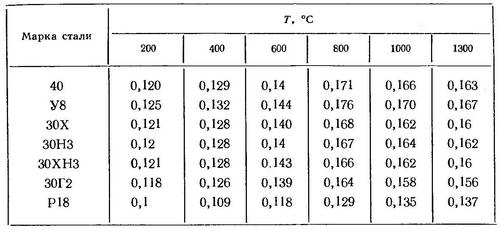
6. Теплоемкость
Таблица 4. Значения средней теплоемкости с (кал/г-° С) в интервале от 50° С до Т для различных сталей
7. Теплопроводность
С ростом температуры теплопроводность чистых металлов обычно понижается. Исключение представляют алюминий и некоторые сплавы, например нержавеющая сталь Х18Н10Т, у которых теплопроводность растет при увеличении температуры. Теплопроводность всех марок сталей сближается при температуре выше 800° С. Среднее значение ее для стали (900° С) равно 0,065 кал/см∙с∙°С. Значения коэффициента теплопроводности для некоторых металлов и сплавов приведены в табл. 3.
8. Температуропроводность
Температуропроводность является расчетной величиной, характеризующей скорость распространения температуры и зависящей от теплоемкости, теплопроводности и удельного веса материала в соответствии с формулой . Температуропроводность оказывает значительное влияние на результаты тепловых расчетов. Поэтому выбирать ее рекомендуется с учетом температуры нагрева (табл. 5).
Таблица 5. Значения коэффициента температуропроводности а (см 2 /с) для различных сталей
Источник: "Проектирование и эксплуатация высокочастотных установок" Шамов А. Н., Бодажков В. А.
Что такое скин-эффект и где он применяется на практике
Скин-эффект представляет собой электромагнитное явление, которое означает, что на высокой частоте, электрический ток циркулирует только на поверхности проводников. Это явление электромагнитного происхождения существует для всех проводников, через которые проходят переменные токи. Это вызывает уменьшение плотности тока по мере удаления от периферии проводника.
Итак, скин-эффект заключается в возникновении переменных токов, текущих только у поверхности проводника. Глубина проникания токов, выражается математически как
где f — частота изменения поля; μ — магнитная проницаемость; с — удельная электрическая проводимость и к — константа.
Чем выше частота тока, или больше скорость его изменения во времени, тем сильнее проявляется скин-эффект.
При микроволновых частотах токи текут в тонком поверхностном слое проводника, проникая на глубину, не превышающую нескольких межмолекулярных расстояний (магнитное поле внутри проводника отсутвует).
Скин-эффект приводит к уменьшению действующего сечения проводника и, как следствие, к увеличению сопротивления проводника, индуктивность проводника при этом уменьшается.

Распределение плотности тока в твердом проводнике при прохождении по нему: а) постоянного ток и б) переменного тока
Объяснение поверхностного эффекта
Электроны, движущиеся у поверхности проводника и вносящие свой вклад в электрический ток, подвержены действию магнитного потока от других движущихся электронов в меньшей степени, чем те электроны, которые находятся в проводнике на больших глубинах.
Это объясняется тем, что поверхностные электроны испытывают влияние соседних электронов только с одной стороны, тогда как глубинные электроны окружены соседними электронами со всех сторон. Поскольку глубинные электроны, участвующие в создании переменного тока, находятся под действием более сильного магнитного поля, к ним приложены большие силы Ленца.
Рассматривая эти условия под иным углом зрения, можно сказать, что глубинные электроны характеризуются большей взаимной индуктивностью по отношению к соседним электронам, чем поверхностные электроны.
Следовательно, для электронов легче изменить свое движение, если они находятся вблизи поверхности проводника, по сравнению с электронами, находящимися глубже.
Поскольку носители всегда выбирают оптимальную траекторию (соответствующую условию минимальной энергии), в данном случае носители, образующие переменный ток, под действием боковых сил Ленца перемещаются наружу, в область минимальной взаимной индукции, т. е. к поверхности проводника.
Градиент индуктивности внутри проводящего тела обусловливает изменение фазового угла вдоль поперечного сечения тела. Не исключается даже возможность противоположных направлений движения электронов в разных частях одного и того же тела.
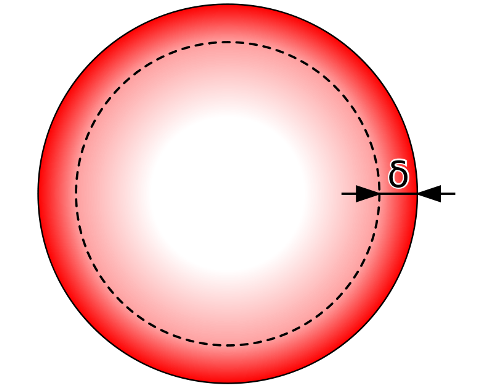
Эквивалентная толщина проводящего слоя δ (а также глубина скин-слоя) и фактическое распределение тока в поперечном сечении проводника
Аналогичные явления наблюдаются при возникновении эффекта близости, в основе которого лежит перераспределение носителей, обусловливающих переменный ток, при сближении двух проводников.
Носители заряда, движущиеся в одном из проводников, создают силы, воздействующие на носители в другом проводнике, расположенном поблизости. В результате этого носители заряда в каждом из проводников перемещаются в положение, соответствующее минимуму взаимной индуктивности.
Как скин-эффект, так и эффект близости приводят к перераспределению носителей, эквивалентному уменьшению площади поперечного сечения проводника, через которое течет ток. Следствием этого является увеличение сопротивления проводника, причем сопротивление будет тем больше, чем выше частота переменного тока.
Применение поверхностного эффетка на практике
Снижение действия скин-эффекта в линиях электропередачи с расщепленными фазами:

На ВЛ напряжением 330 кВ и выше фазный провод составляется из нескольких проводов, подвешенных параллельно на некотором расстоянии друг от друга. Такие фазные провода называются расщепленными. Одиночный провод, использующий такое же количество металла на километр, будет иметь более высокие потери из-за скин-эффекта.
В пролетах на линиях электропередачи с расщепленными фазами применяют дистанционные распорки, которые предотвращают схлестывание, соударения и закручивание отдельных проводов фаз.
Также на благодаря скин-эффекту по воздушным линиям электропередачи организовывают передачу высокочастотных сигналов для работы систем телемеханики и связи (такие системы позволяют управлять оборудованием входящим в электрические сети на большом расстоянии).
Эти сигналы передаются на высоких частотах и, соответственно, идут по поверхности провода, а основная передача электроэнергии происходит на низкой частоте (50Гц) по внутренней части провода.
В современной технике сверхвысоких частот многие детали (волноводы, коаксиальные линии) покрывают тонким, хорошо проводящим слоем серебра, так как их сопротивление практически обусловлено только поверхностным слоем.
Промышленная индукционная закалка:

Скин-эффект используется в работе индукционных закалочных установок, для того что бы можно было нагревать металл на нужную глубину. Этого добиваются путем регулирования частоты напряжения на индукторе (чем больше частота - тем меньший слой металла при закалке будет нагрет).
Эта статья предоставлена сайтом "Школа для электрика". Другие электрические и магнитные эффекты подробно и в доступном для понимания изложении рассмотрены здесь: Электрические эффекты и явления
Параметры индукционного нагрева заготовок
где Δ - глубина проникновения тока в см; ç - удельное сопротивление материала проводника в ом·см; μ - магнитная проницаемость материала проводника в гс/э; ƒ - частота тока в гц.
Для холодной низколегированной стали (15-20° С) Δ = 2/√ƒ; для горячей низколегированной стали Δ = 60/√ƒ; для медного проводника при 40° Δ = 7/√ƒ
С повышением температуры глубина проникновения тока в нагреваемую заготовку возрастает ( табл. 5 ).
Таблица 5 . Глубина проникновения тока в металл при разных частотах и температурах
Частота
тока в гц
Глубина проникновения тока в мм
Сталь
углеродистая
при 20° С
Сталь
при 1200° С
К концу индукционного нагрева заготовок наблюдается некоторая разность температур поверхности заготовки и ее центра, тем большая, чем быстрее ведется нагрев. Считают допустимым, чтобы перепад температур к концу нагрева составлял 100-150° С. Следует, однако, учесть, что при переносе заготовки в ковочную машину температура по ее сечению достаточно выравнивается. Время, необходимое для сквозного нагрева заготовки до 1250°С на частотах 1000, 2500 и 8000 гц при заданной допускаемой неравномерности температуры по сечению можно определить по опытным графикам ( рис. 1 ).
| Рис. 1. Минимальное время нагрева стальной заготовки до 1250° С в зависимости от ее диаметра и частоты тока. Разность температур между поверхностью и центром заготовки 100-150° С |
При проектировании установок и выборе оборудования следует по возможности выбирать наименьшее время нагрева заготовок и наименьшую допускаемую частоту. В противном случае возрастают габариты установки (при методическом нагревателе) или снижается ее производительность (при нагревателе периодического действия), а также образуется больше окалины, увеличиваются потери тепла при нагреве.
При пользовании графиками рис. 1 необходимо иметь в виду следующее. Зависимости, приведенные на них, найдены экспериментально в условиях работы обычных методических индукторов с равномерной намоткой витков, когда:
- напряженность магнитного поля индуктора на всех стадиях нагрева заготовки постоянна;
- удельная мощность, развиваемая в заготовке, относительно мала и находится в пределах 0,05—0,10 квт/см2;
- температура поверхности заготовки к концу цикла нагрева отличается от температуры центра относительно мало (на 100-150° С);
- температура поверхности заготовки в конце цикла нагрева незначительно превосходит необходимую конечную температуру нагрева (не более чем на 30-50° С).
Рост температуры заготовки на поверхности и в центре схематически изображен на рис. 2 .
| Рис. 2. Схема роста температур на поверхности и в центре заготовки: а - нагрев до 1200° С в методическом индукторе с равномерным шагом витков; б - нагрев до 1200° С в методическом индукторе для ускоренного индукционного нагрева с неравномерным шагом витков: в - нагрев до 1000° С с перегревом поверхности; 1 - температура поверхности заготовки; 2 - температура центра заготовки; Т - температура нагрева в °С; τ 1 , τ 2 , τ 3 - время нагрева заготовки |
Применением неодинакового шага витков в разных зонах индуктора или соответствующим выбором электрического режима можно достигнуть роста температур на поверхности и в центре заготовки в соответствии с кривой б ( рис. 2 ). Для такого «ускоренного» индукционного нагрева требуются методические индукторы специальной конструкции. Зона индуктора, в которой поверхность заготовки нагревается от начальной температуры до ковочной (1200-1250° С), выполняется с более плотной намоткой витков, чем зона индуктора, в которой температура поверхности заготовки остается практически постоянной и происходит интенсивный нагрев ее сердцевины.
Обычно намотка индуктора составляется из 3-4 секций, имеющих разный шаг намотки.
Ускоренный индукционный нагрев дает возможность:
- сократить время нагрева заготовок в 1,5-2 раза и соответственно уменьшить длину индукторов;
- уменьшить габариты и производственную площадь, занимаемую нагревателями, доводя удельный съем нагретого металла до 0,7-0,8 т/ч с 1 м2 площади пода (при обычном индукционном нагреве от 0,2-0,5 т/ч·м2);
- увеличить на 5-7% к. п. д. индуктора за счет уменьшения тепловых потерь, что позволяет экономить 30-40 квт·ч энергии на каждой тонне нагретых заготовок;
- довести производительность индукторов до 3 т/ч с одного ручья и заменить многоручьевые нагреватели одноручьевыми, что облегчает автоматизацию процессов нагрева и штамповки;
- сократить активную длину индукторов, что уменьшает потери стали на окалину до 0,1-0,2%, т. е. в 1,5-2 раза по сравнению с обычным индукционным нагревом.
Ускоренный индукционный нагрев целесообразен во всех случаях, когда производительность нагревательного устройства превышает 0,8 т/ч. Минимальное время, необходимое при ускоренном индукционном нагреве заготовок может быть выбрано по кривым ( рис. 3 ).
Применение специализированных индукторов для ускоренного нагрева рационально также в автоматических нагревательно-ковочных агрегатах, в которых обычно требуется минимальная длина индукторов. Обработка давлением в них производится за весьма короткое время, поэтому заготовки нагревают обычно лишь до 1000° С.
Рис. 3. Минимальное время ускоренного индукционного нагрева стальных заготовок до 1250° С в зависимости от их диаметра и частоты тока при конечном перепаде температуры по сечению заготовки 100°. Частота тока в гц: 1 - 500; 2 - 1000; 3 - 2500; 4 - 8000; 5 - радиочастоты
Для максимального увеличения скорости нагрева заготовок диаметром 20-40 мм необходимо режим нагрева выбирать исходя из следующих положений:
- Удельную мощность, развиваемую в нагреваемой заготовке, принимать в пределах 0,5-1 квт/см2.
- При необходимой конечной температуре нагрева 1000° С применять такой режим, при котором температура поверхности заготовки в конце цикла нагрева составляет 1200-1250° С. Температура центра заготовки при этом обычно меньше температуры поверхности на 400—600° С. За время переноса нагретой заготовки из индуктора в высадочную машину (обычно 2- 3 сек) произойдет выравнивание температуры по сечению заготовки до 1000°С ( см. кривые в на рис. 2 ).
Таким образом, при скоростных режимах нагрева характерно применение значительных удельных мощностей (в 5-6 раз больших, чем по режимам, соответствующим рис. 1 ) и, следовательно, высоких температурных градиентов между поверхностью и центром заготовки.
Выбор минимальных продолжительностей нагрева в соответствии с приведенными положениями позволяет рекомендовать следующее минимальное время нагрева до 1000°С.
Ориентировочное определение времени индукционного нагрева заготовок при частоте 50 гц можно производить при помощи данных табл. 6 .
Таблица 6 . Время в сек индукционного нагрева заготовок при частоте 50 гц
Индукционный нагрев ТВЧ :: Статьи
Читайте также: