Горячее цинкование металла оборудование
Обновлено: 05.05.2024
Производственно-инжиниринговая компания ENCE GmbH (ЭНЦЕ ГмбХ) (Швейцария) совместно со своим партнером компанией ANDRITZ Metals (Германия) (Sundwig GmbH (Зундвиг ГмбХ)) и, используя собственный инжиниринговый центр и производственные мощности на заводе BUKANG (Республика Корея), разработает, скомплектует и осуществит поставку "под ключ" линий для горячего цинкования рулонной стали, включая инжиниринг и проектирование. Широкая сеть представительств в Украине (Киев), России (Москва, Н. Тагил, Уфа, Липецк, Череповец), Казахстане (Алматы, Атырау), Узбекистане (Ташкент) и сервисные центры – ООО ИНТЕХ СА (LLC Intech SA) / Киев / Украина, ТОО ИНТЕХ СА (LLC Intech SA) / Алматы / Казахстан, ООО ИНТЕХ ГмбХ (LLC Intech GmbH) / Москва / Россия готова осуществить логистику, растамаживание, шеф-монтаж и пуско-наладку, гарантийное и сервисное обслуживание.
Покрытие поверхности рулонной стали цинком (цинкование) является самым распространенным видом защиты металла от коррозии. Оцинкованные листы можно подвергать гибке, штамповке, сварке, поэтому их широко применяют во всех отраслях промышленности при изготовлении изделий общего назначения (посуда, холодильники), строительстве (кровельный лист), сельском хозяйстве (трубы для орошения полей), машиностроении (приборы, панели, гнутые профили). Для повышения коррозионной стойкости во многих случаях оцинкованные листы покрывают лако-красками (полимерами). Подробней можно ознакомится на странице линии полимерного покрытия
Оцинкование движущейся рулонной полосы происходит непрерывно с последующей выдачей готовой продукции в виде рулонов определенной массы или листов. Подробнее с технологией горячего цинкования можно ознакомиться на отдельной странице сайта.
Область применения: цинкование рулонной стали.
Технические характеристики предлагаемых линий:
| Скорость движения полосы в ванне с цинком: | до 300 м/мин |
| Производительность: | 100 – 600 тыс. тонн/год |
| Исходный материал: | холоднокатаная полоса 0,2-2,5 мм |
Обезжиривание и отжиг полосы осуществляют в самой линии оцинкования.
Готовая продукция:
тонкий оцинкованный лист используется в производстве бытовой техники, строительной индустрии и ряде других отраслей промышленности (в том числе для производства гнутых профилей, строительных металлоконструкций, автомобильных деталей и компонентов электробытовых приборов). Кроме того оцинкованный лист может использоваться для дальнейшего выпуска металла с защитными лакокрасочными и полимерными покрытиями. Данная продукция в последние годы очень востребована на рынке металла России и в других странах СНГ
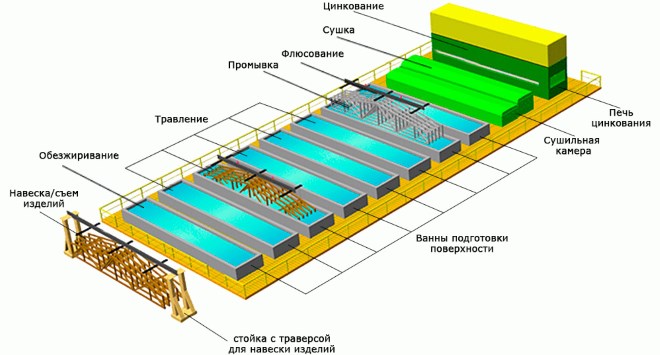
На схеме изображена типовая полностью автоматизированная высокоскоростная линия горячего цинкования горизонтального типа:

Непрерывная линия горячего цинкования состоит из следующих технологических секций и оборудования:
ВХОДНАЯ СЕКЦИЯ состоит из двух разматывателей рулонов (масса рулона 10—40 т), работающих поочередно, двух толщиномеров для измерения толщины полосы, сдвоенных гильотинных ножниц для обрезки утолщенных концов полосы, электросварочной машины с правильными роликами для сварки внахлестку концов полос двух рулонов, небольшой петлевой ямы перед дисковыми ножницами для обрезки боковых кромок полосы, натяжных роликов и многоярусного петлевого устройства (накопителя с запасом полосы).
Во время сварки концов полосы двух рулонов входная секция не работает (40—60 сек); последующие секции работают, непрерывно выбирая запас полосы из накопителя.
Электросварочная машина работает в автоматическом режиме при выполнении следующих операций: центрирование концов двух полос, чистовая резка концов, накладка концов, зажим, правка, сварка, обжатие сварного шва. Все силовые механизмы имеют привод от гидроцилиндров. Утолщение сварного шва не более 10% от толщины полосы; прочность, шва не менее 85% от прочности основного металла полосы, что обеспечивает последующее движение полосы в линии с натяжением и при высокой скорости.
Вертикально-петлевой аккумулятор работает в автоматическом режиме от системы "слежения" за запасом полосы, регулирующей скорость движения полосы во входной секции. Концевая тележка накопителя перемещается от канатного барабана, имеющего непосредственный (безредукторный) привод от электродвигателя, что обеспечивает постоянное натяжение полосы во всех петлях при прямом и обратном ходе тележки.
Секция электрохимической очистки состоит из ванн электрохимической очистки (обезжиривания) в щелочном растворе, камеры промывки и сушки и натяжных роликов.
Секция термической обработки состоит из регулятора натяжения полосы, печи безокислительного нагрева, блока струйного охлаждения и камеры выдержки . В печи полоса нагревается до температуры 450-470°С, при которой сгорают остатки смазки на поверхности полосы, затем производится отжиг полосы при 730-800°С (для продукции, пригодной для нормальной вытяжки при штамповке) или нормализация при 900-950°C (для полосы, предназначенной для глубокой вытяжки). Термическая обработка осуществляется в защитной атмосфере, содержащей 10-15% водорода. Предусмотрена возможность увеличения производительности термообработки (скорость полосы до 15 м/с) путем интенсификации прямого восстановительного нагрева полосы в продуктах неполного сжигания газового топлива; при этом при-меняются последующее ступенчатое ускоренное охлаждение в блоке струйного охлаждения , состоящем из вентилятора, водяного теплообменника и системы сопел для струйной подачи защитного газа на полосу, и выдержка полосы при температуре около 500°С в камере выдержки.
СЕКЦИЯ ЦИНКОВАНИЯ состоит из наклонного канала, наполненного защитным газом, ванны с расплавленным цинком с погружным оборудованием(погружной барабан, стабилизирующий и корректирующий ролики с подшипниками скольжения). По наклонному каналу полоса (не соприкасаясь с воздухом) при температуре около 500°С поступает в ванну с расплавленным цинком (температура расплава 440-460°С). Толщина покрытия полосы цинком регулируется при помощи бесконтактного струйного устройства. Цинковая ванна имеет керамическую футеровку либо сделана из спец. сплава, ее обогрев осуществляется при помощи съемных индукторов, газовых горелок, погружных керамических нагревателей.
СЕКЦИЯ ОХЛАЖДЕНИЯ состоит из печи для отпуска (320-350°С) и камеры охлаждения оцинкованной полосы воздухом и толщиномера цинкового покрытия.
СЕКЦИЯ ПРАВКИ и дрессировки состоит из двух дрессировочных клетей для дрессировки полосы и правильно-растяжной машины. Дрессировка (прокатка с небольшим обжатием 0.5-1.5 %) и правка растяжением применяются с целью повышения качества поверхности полосы (планшетности), что необходимо для последующего нанесения полимерных покрытий. Контроль степени обжатия (вытяжки) осуществляется при помощи индукционных импульсных датчиков и регуляторов натяжения полосы. Далее полоса проходит через ванну пассивации для закрепления на поверхности декоративных рисунков ("цинковых цветов"), образующихся при кристаллизации цинка в камере охлаждения.
Помимо поставки линий "под ключ", компания ENCE GmbH (ЭНЦЕ ГмбХ) может поставить отдельные узлы, агрегаты и оборудование в целях модернизации уже существующих у заказчика линий горячего цинкования, а именно:
- Разматыватели и наматыватели
- Толщиномеры различных типов
- Электросварочные машины с правильными роликами
- Вертикально-петлевые аккумуляторы
- Секции электрохимической очистки
- Печи безокислительного нагрева
- Ванны цинкования с керамической футеровкой или изготовленные из спецсплавов
- Индукторы для нагрева цинка
- Погружные керамические нагреватели
- Электромагнитный стабилизатор на линии цинкования рулонной стали
- Дрессировочные клети
- Системы пневмосдува эмульсии в дрессировочных клетях
ПРИМЕРОМ УСПЕШНОЙ ЭКСПЛУАТАЦИИ с 2001 года линии горячего цинкования рулонной стали является линия горячего цинкования на НЛМК в листопрокатном цехе №5 с годовой производительностью до 150 тыс тонн оцинкованного металла толщиной 0,3 – 0,5 мм, генеральным проектировщиком которой была компания Зундвиг ГмбХ, Германия. А в рамках программы технического перевооружения НЛМК в 2009 году совместно с компанией Зундвиг ГмбХ (Sundwig GmbH) на комбинате был введен в строй четвертый агрегат непрерывного горячего цинкования (АНГЦ-4) мощностью 300 тыс. тонн в год с возможностью производства горячеоцинкованного проката толщиной 0,22 – 0,8 мм и шириной 900 – 1270 мм на основе низкоуглеродистых марок стали.
Производственно-инжиниринговая компания ENCE GmbH совместно со своим инжиниринговым центром и машиностроительным заводом BUKANG готова изготовить отдельные агрегаты и комплектующие для линий горячего цинкования стальной полосы различной производительности. Кроме того специалисты компании готовы принять участие в модернизации уже действующих производств в плане оснащения линий дополнительным технологическим оборудованием, повышения уровня автоматизации работающего оборудования с целью повышения качества выпускаемой продукции, увеличения производительности и снижения себестоимости производства.
Без спорно не все заказчики изначально готовы инвестировать средства в строительство высоко-производительной линии горячего цинкования. Иногда чаша весов во время непростого выбора склоняется в сторону закупки бюджетного варианта линии со средней скоростью цинкования рулонной стали, которая в последствии (при получении большего опыта персонала и расширения рынка продаж) может быть существенно модернизирована до более высоких показателей. Компания ENCE GmbH готова помочь не только в модернизации, но и в первичной оценке эффективности с выдачей конкретных предложений.
В качестве альтернативы высокоскоростным и высоко-производительным линиям производственно-инжиниринговая компания ENCE GmbH предлагает рассмотреть пример бюджетного варианта линии горячего цинкования рулонной стали, который имеет право на развитие и в настоящее время достаточно актуален для многих закачиков.
Горячее цинкование металла: технология, оборудование, ГОСТ
Горячее цинкование – это метод покрытия поверхности металлического изделия слоем цинка, уступающий по своей популярности только гальванической технологии оцинковки. Между тем по стоимости выполнения, а также по долговечности формируемых цинковых покрытий данный способ превосходит электрохимическое цинкование.

Результаты испытаний болтов с различной оцинковкой в растворе соляной кислоты
Ознакомиться с требованиями ГОСТ к горячим цинковым покрытиям можно, скачав документ в формате pdf по ссылке ниже.
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.
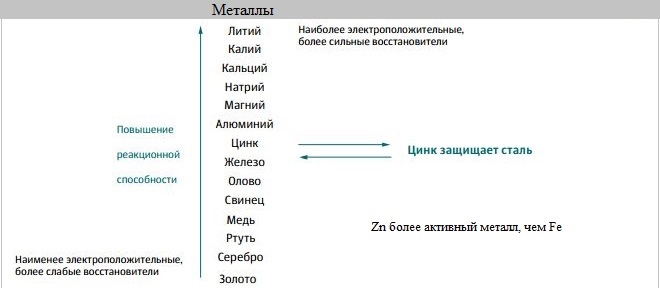
Положение цинка в электрохимическом ряду металлов
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
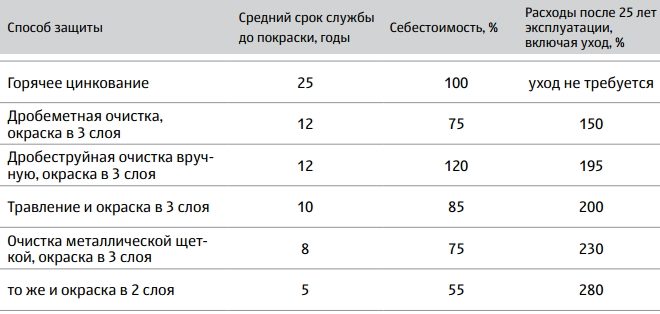
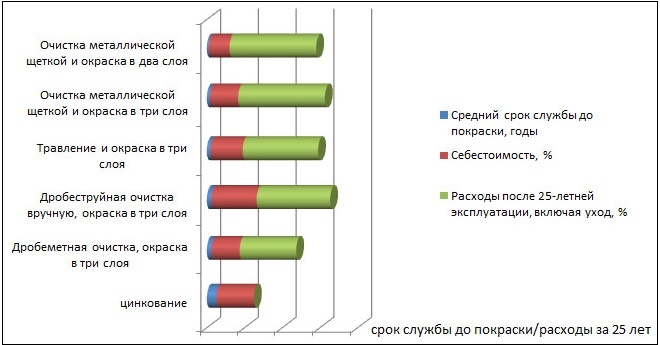
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
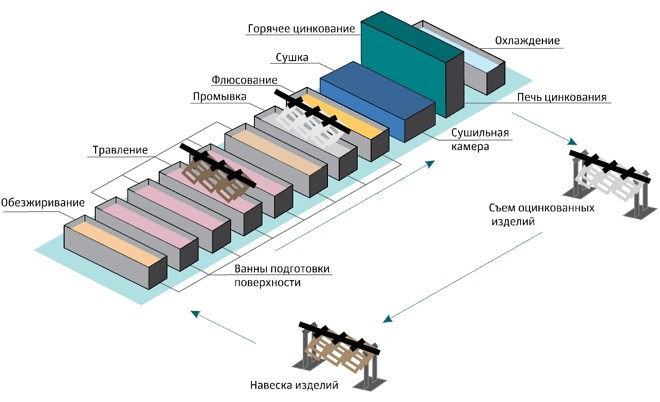
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Как осуществляется технологический процесс
Сам процесс нанесения защитного цинкового слоя, для чего может использоваться линия горячего цинкования или более простое оборудование, заключается в погружении детали в емкость с расплавленным цинком. Температура, при которой цинковый расплав находится в таких емкостях, выбирается в зависимости от ряда факторов, к числу которых относятся и геометрические параметры обрабатываемого изделия. В среднем значение такой температуры находится в интервале 420–455°.
Если в качестве оборудования применяется не агрегат для непрерывного горячего цинкования (АНГЦ), а более простые технические устройства, необходимо обеспечить выполнение следующих условий на производственном участке.
- Обязательно наличие мощной вытяжки, которая удалит из воздуха пары, интенсивно образующиеся при цинковании.
- Оборудование для горячего цинкования должно обеспечивать строгое соблюдение скорости погружения изделия в расплав, а также времени его выдержки в нем.
- Обработанная деталь после извлечения из емкости с цинком должна качественно охлаждаться.

Ванна для цинкования может достигать в длину 14 и более метров
Горячее цинкование метизов выполняется в следующей последовательности:
- Погружение изделия в емкость с расплавленным цинком.
- Выдержка, время которой может составлять от 4 до 10 минут.
- Извлечение обрабатываемой детали из емкости с расплавом, от скорости выполнения которого во многом зависит толщина формируемого покрытия.
- Охлаждение, которое может выполняться принудительно или протекать естественным путем.
Данная технология, преимущества использования которой были отмечены выше, отличается и относительно невысокой сложностью. Для осуществления такой процедуры нет необходимости готовить сложные электролитические растворы, чем на производственных предприятиях занимается гальваник.
Однако не лишена такая технология и недостатков, наиболее значимый из которых заключается в том, что размеры деталей, на которые наносится защитное покрытие, ограничены размерами емкости, содержащей расплавленный цинк. На крупных производственных предприятиях задача обработки габаритных изделий решается за счет применения агрегатов непрерывного горячего цинкования (АНГЦ).
Цинкование металла: разновидности, проведение в домашних условиях
Защита металла от возникновения и развития коррозии является очень актуальным вопросом, решение которого позволяет значительно продлить срок службы металлических изделий, а также сделать их эксплуатацию более надежной. Самым распространенным способом, позволяющим обеспечить такую защиту, является цинкование, подразумевающее нанесение на поверхность металла покрытия, в химическом составе которого может содержаться до 95% цинка. Цинкование металла можно выполнять по различным технологиям, каждая из которых применяется в определенных ситуациях и имеет как достоинства, так и недостатки.

Цинкование получило наибольшее распространение среди других анодных защитных покрытий металлов
Для чего на сталь наносят слой цинка
Хорошо известно, что изделия, изготовленные из стали, очень подвержены коррозионным процессам, особенно при эксплуатации в условиях повышенной влажности. Между тем, если оцинковать стальную деталь, можно обеспечить ей надежную защиту от коррозии. Объясняется это тем, что цинковое покрытие образует с основным металлом гальваническую пару, в которой цинк имеет большую степень электроотрицательного заряда, чем сталь.
В такой гальванической паре при воздействии на ее составляющие агрессивных факторов внешней среды подвергается воздействию коррозии именно цинк, а химические реакции стали практически исключаются. Таким образом, коррозионная защита стали будет обеспечена до тех пор, пока покрытие, состоящее из цинка, полностью не разрушится. При этом на тех участках стального изделия, где покрытие из цинка по каким-либо причинам разрушается, под воздействием кислорода и влаги формируется гидрооксид цинка, который также обладает хорошими защитными свойствами.
Преимущества нанесения цинка перед окрашиванием
Цинкование изделий из стали позволяет обеспечить им не только барьерную, но и электрохимическую защиту. Цинкование металла может выполняться по разным технологиям, для реализации которых применяется различное оборудование. Используя отдельные виды таких технологий, можно выполнить цинкование в домашних условиях и при этом добиться отличного результата.
Методы цинкования
На сегодняшний день цинкование металла осуществляется с помощью следующих методов:
- горячего;
- холодного;
- гальванического;
- газотермического;
- термодиффузионного.
Выбор метода, который будет использоваться для цинкования деталей и конструкций, изготовленных из стали, зависит от условий их эксплуатации, а также от характеристик, которым должен соответствовать защитный слой. Вне зависимости от используемой технологии цинкования необходимо заранее определиться с толщиной формируемого защитного слоя, которая зависит от таких параметров технологического процесса, как время воздействия на металл рабочей среды, а также от температуры выполнения обработки. При использовании стальных деталей и конструкций, на поверхность которых нанесен слой цинкового покрытия, следует иметь в виду, что они не должны подвергаться значительным механическим воздействиям, так как защитное покрытие из данного металла отличается высокой хрупкостью и может легко разрушиться.
Чтобы разбираться в том, какие виды цинкования следует использовать в той или иной ситуации, надо хорошо изучить каждый из них.
Горячее цинкование
Горячее цинкование металлоконструкций, хотя и позволяет добиться наилучшего качества и долговечности обработанных изделий, занимает среди подобных технологий только второе место по распространенности. При использовании этого метода возникает проблема экологической безопасности, так как его реализация требует применения сильных химических реагентов для подготовки обрабатываемой поверхности, а сама процедура выполняется в расплавленном цинке.
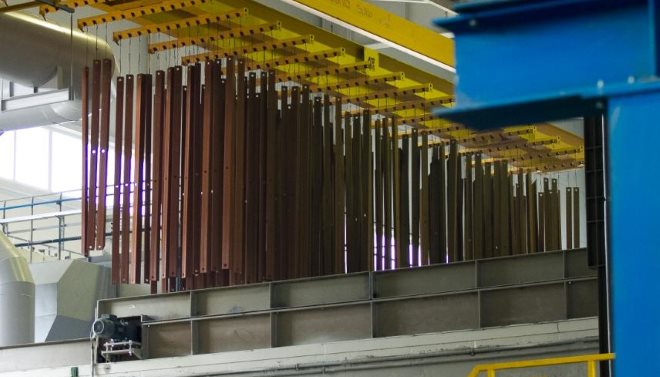
Промышленная линия горячего цинкования
В процессе оцинкования стали с использованием горячего метода выделяются два этапа:
- подготовка поверхности изделия к обработке;
- сама процедура покрытия металла цинком.
В свою очередь подготовка обрабатываемой поверхности также выполняется в несколько этапов:
- очистка и обезжиривание;
- травление с использованием кислотных растворов;
- промывка после травления и флюсование;
- тщательная просушка.

Погружение опор в ванну с горячим цинком
После того как изделие прошло все этапы предварительной подготовки и полностью просохло, его помещают в специальную ванну, наполненную расплавленным цинком. В результате на поверхности стального изделия формируется тонкий слой, состоящий из железа и цинка (Fe-Zn), который и обеспечивает надежную защиту от коррозии. После извлечения из ванны изделие обдувают сжатым воздухом, за счет чего обеспечивается не только его просушка, но и удаление с обработанной поверхности лишнего цинка. Большим недостатком данного метода цинкования металла является то, что размеры изделий, которые могут быть ему подвергнуты, ограничены габаритами ванны с расплавленным цинком. Между тем на крупных производственных предприятиях процесс оцинкования стали – строительных лесов, мачт освещения, опор ЛЭП (линий электропередачи) – осуществляется именно таким способом.
Поскольку данный метод связан с большими трудозатратами и необходимостью применения сложного технологического оборудования, для цинкования металла в домашних условиях он не применяется.
Холодное цинкование
Широкая популярность, которую метод холодного цинкования стали приобрел в последние годы, объясняется рядом причин. Самая главная из них состоит в том, что при своей высокой технологичности и простоте реализации такой метод цинкования позволяет создавать на поверхности металла слой, отличающийся высокими защитными свойствами. Немаловажным является и то, что при этом не требуется оборудование для цинкования металла, поэтому такую оцинковку можно выполнить своими руками даже в домашних условиях.
Суть технологии холодного цинкования заключается в том, что на поверхность обрабатываемого изделия наносится специальная цинкосодержащая смесь, в качестве которой может быть использован цинконол или любой другой состав. Наносить цинконол или другую смесь можно при помощи обычной кисточки или валика. В тех случаях, когда покрыть такой смесью необходимо изделия сложной конфигурации или труднодоступные места, для ее нанесения можно использовать краскопульт. Цинконол и другие составы, используемые для выполнения холодного цинкования, позволяют получить на поверхности металла защитный слой, содержащий 89–93% цинка.
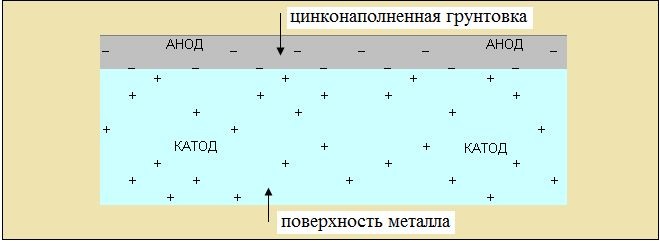
Схема холодного цинкования
Оцинковка металла с помощью холодного метода является безальтернативной в тех случаях, когда требуется обеспечить защиту от коррозии конструкциям, которые не могут быть покрыты слоем цинка по другим технологиям. К таким конструкциям, в частности, относятся уже смонтированные трубы, опоры линий электропередач, элементы железнодорожных путей, а также другие металлические элементы, которые находятся в смонтированном (стационарном) состоянии.
Цинконол и другие составы для выполнения холодного цинкования широко используются и при ремонтных работах, когда необходимо восстановить поврежденный цинковый слой на металлическом изделии или конструкции. В частности, при помощи данного метода может быть выполнена восстановительная оцинковка кузова автомобиля (более того, использовать цинконол и другие смеси можно и для начального, полного цинкования кузова своими руками).

Составы для холодного цинкования представляют собой полимерные растворы с добавлением высокодисперсионного цинкового порошка
Выполнять холодное цинкование изделий из стали можно в достаточно широком температурном интервале, при этом сформированное покрытие отличается не только высокими защитными свойствами, но и хорошей эластичностью, устойчивостью к механическим повреждениям и температурным расширениям.
Если говорить о недостатках метода холодного цинкования, то к ним можно отнести недостаточно высокую устойчивость сформированного покрытия к механическим воздействиям, а также необходимость в строгом соблюдении техники безопасности при осуществлении такой процедуры, требующей использования органических растворителей.
Гальванический метод
Гальваническое цинкование, при выполнении которого на поверхность обрабатываемого изделия оказывается электрохимическое воздействие, позволяет получать покрытия, не только отличающиеся высокой точностью по толщине, но и обладающие исключительной гладкостью. Такое электрохимическое цинкование обеспечивает формирование на поверхности металла защитного слоя, толщина которого находится в интервале 20–30 мкм.
Гальваническое цинкование позволяет регулировать толщину формируемого защитного слоя, при этом он отличается равномерностью и высокой декоративностью. За счет того, что при выполнении гальванической оцинковки металл и цинк, который наносится на его поверхность, соединяются на молекулярном уровне, готовое покрытие отличается исключительно высокой адгезией с основным металлом. Между тем на степень адгезии оказывает влияние наличие на поверхности обрабатываемого изделия жировых и окисных пленок, удалить которые полностью (особенно в условиях массового производства) практически невозможно.

Гальваническая линия цинкования включает в себя полный комплекс обработки (от подготовки до закрепления)
Гальваническое цинкование выполняют следующим образом. Обрабатываемая конструкция и цинковые пластины помещаются в электролитический раствор, а затем подключаются к положительному и отрицательному контактам источника электрического тока. За счет сформированной таким образом разности электрических потенциалов пластины начинают растворяться в электролите, и молекулы цинка устремляются к поверхности обрабатываемого изделия, оседая на ней и формируя однородный защитный слой.
Большим преимуществом, которым гальваническое цинкование отличается от других технологий, является то, что оно позволяет сформировать на поверхности изделия защитный слой, отличающийся исключительными декоративными характеристиками. Гальваник при этом может регулировать толщину такого слоя.
К наиболее значимому недостатку данного метода можно отнести его достаточно высокую себестоимость, которая складывается не только из стоимости цинковых пластин и электролита. Например, использованный электролит, который содержит достаточно большое количество опасных отходов, необходимо тщательно очищать перед отправкой в канализацию, что также серьезно отражается на себестоимости метода.
Термодиффузионное цинкование
Термодиффузионная технология цинкования металла (ТДЦ), которую часто называют шерардизацией, была разработана еще в 20-х годах прошлого столетия, но долгое время применялась недостаточно активно. С конца прошлого века оцинковывание металла по данной технологии вновь обрело популярность.
Суть данного метода покрытия металлического изделия цинком заключается в том, что обрабатываемую деталь вместе с цинкосодержащей сухой смесью помещают в герметичный контейнер, в котором создается высокая температура – порядка 2600°. Под воздействием такой высокой температуры атомы цинка переходят в газообразное состояние, что значительно облегчает их диффузионное проникновение в поверхностный слой обрабатываемого изделия. Используют такую технологию цинкования преимущественно в тех случаях, когда на поверхности обрабатываемого металла необходимо сформировать защитный слой, толщина которого превышает 15 мкм.

Установка для термодиффузионного цинкования
Термодиффузионное покрытие изделий из металла цинком, подготовка к которому выполняется так же, как и при горячем цинковании, отличается рядом преимуществ, к которым следует отнести:
- полную экологическую безопасность процесса, так как он выполняется в герметичном контейнере;
- практически полное отсутствие пор на готовом защитном покрытии, отличающемся высокой адгезией к обрабатываемой поверхности;
- высокую защитную способность покрытия, полученного по данной технологии (в 5 раз выше, чем у цинкового слоя, сформированного гальваническим способом);
- возможность регулировать толщину цинкового слоя в достаточно большом диапазоне;
- сохранение даже сложной формы и геометрических параметров покрытого цинком изделия;
- отсутствие необходимости в специальной утилизации образующихся отходов.

Так выглядят изделия, покрытые цинком по методу ТДЦ
Есть у данного метода покрытия металлических изделий цинком и свои недостатки, к которым следует отнести:
- не слишком привлекательный грязно-серый цвет готового покрытия и отсутствие металлического блеска;
- невысокую производительность;
- наличие включений цинковой пыли в окружающем воздухе при выполнении такого процесса, что наносит вред человеческому здоровью;
- неоднородность цинкового покрытия по толщине.
Газотермическое напыление цинка
Чтобы покрыть слоем цинка металлический лист или объемную деталь, можно использовать газотермический метод цинкования. Суть такого метода заключается в том, что цинк, присутствующий изначально в составе сухой смеси или проволоки, напыляется на поверхность обрабатываемого изделия в составе газовой среды. Использовать такую технологию оптимально в тех ситуациях, когда цинковый слой надо нанести на крупногабаритные изделия, которые нельзя подвергнуть обработке другими способами.
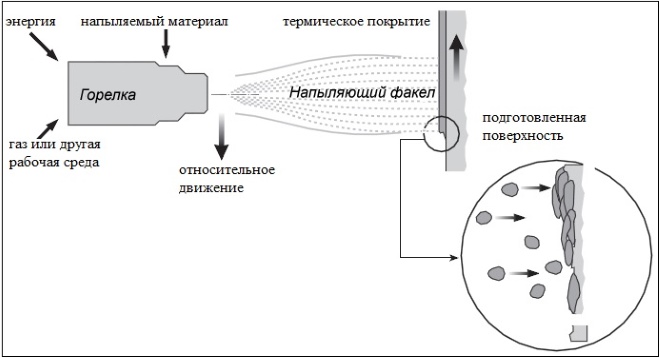
Принцип газо-термического цинкования
Покрытие металлического изделия цинком при использовании такого метода происходит следующим образом. Частички расплавленного металла, ударяясь об обрабатываемую поверхность, формируют тонкий слой, напоминающий по своей структуре чешую. Такое покрытие, которое характеризуется наличием большого количества пор, дополняется нанесением лакокрасочных материалов. Созданный в результате такого комбинирования слой обладает защитными свойствами, позволяющими металлическому изделию, на которое он нанесен, длительное время успешно эксплуатироваться в достаточно агрессивных средах (высокая влажность, постоянное воздействие морской и пресной воды и др.).
Параметры цинковых покрытий, наносимых всеми вышеперечисленными способами, регламентирует соответствующий ГОСТ, на который и следует ориентироваться специалистам.
Как выполнить процедуру в домашних условиях
Оцинковка в домашних условиях выполняется преимущественно электрохимическим методом или по технологии холодного цинкования, что объясняется простотой данных способов. Чтобы выполнить цинкование своими руками с помощью электрохимического метода, необходимо тщательно подготовить поверхность обрабатываемого изделия. Такая подготовка заключается в очистке и обезжиривании, а также в протравливании кислотой и последующей промывке водой.
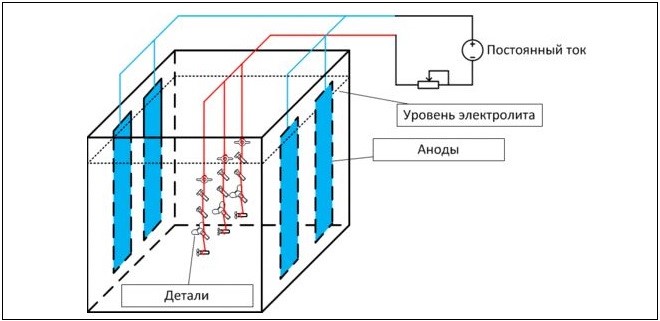
Схема гальванической установки для самостоятельного цинкования
Свой аппарат для выполнения гальванического цинкования можно изготовить из источника постоянного тока, выдающего напряжение порядка 6–12 В с силой тока 2–6 А, емкости из диэлектрического материала и устройства, при помощи которого будут фиксироваться электрод и обрабатываемое изделие. Электролитом в данном случае может выступать раствор любой соли, содержащей в своем составе цинк. Приготовить такой раствор можно из аккумуляторного электролита, поместив в него на некоторое время цинк и дождавшись окончания реакции растворения. Полученный состав перед использованием для цинкования следует процедить.
Выполняя оцинковку своими руками, следует иметь в виду, что на толщину и качество формируемого покрытия оказывают влияние следующие факторы:
Холодное цинкование металла: технология, ГОСТ, популярные составы
Холодное цинкование – это методика, при помощи которой поверхность металлического изделия можно эффективно защитить от воздействия коррозии. Суть данной технологии заключается в том, что на металл наносится специальная смесь, в химическом составе которой в большом количестве содержится цинк.

Холодное цинкование магистрального газопровода
Ознакомиться с требованиями ГОСТ к процессу холодного цинкования можно, скачав документ в формате pdf по ссылке ниже.
Альтернатива традиционным методам цинкования
Оцинковка, по мнению большинства специалистов, является одним из лучших способов коррозионной защиты металлических конструкций. Применение методов гальванического и горячего цинкования позволяет обеспечить антикоррозионную защиту металлу на десятки лет (до полувека). Между тем применять такие методы цинкования не всегда представляется возможным, так как это требует значительных финансовых вложений в специальное оборудование и технологическую оснастку.
Во всех случаях, когда использование традиционных способов покрытия металла слоем цинка связано с определенными сложностями, хорошей альтернативой является холодное цинкование металла. При холодном поверхностном цинковании на металлическое изделие наносится цинкосодержащий состав. В результате такой обработки формируется слой, антикоррозионные свойства которого почти ничем не уступают характеристикам покрытий, полученных другими методами цинкования.
К наиболее значимым преимуществам, которыми обладает технология холодного цинкования, надо отнести следующие.
- Краска, используемая для холодного цинкования, отличается хорошей адгезией как по отношению к поверхности обрабатываемого изделия, так и к покрытиям любого другого типа.
- Конструкции, оцинковывание которых выполняется с помощью холодного метода, могут иметь любые геометрические параметры и формы.
- Метод холодного цинкования не требует значительных финансовых затрат для подготовки изделий к обработке.
- Металлические детали, которые были подвергнуты оцинковке по данной технологии, хорошо поддаются свариванию.
- Состав для холодного цинкования может наноситься даже в домашних условиях, для чего можно использовать краскопульт, малярный валик или даже обычную кисть.
- Такой способ покрытия металла цинком не требует демонтажа обрабатываемой конструкции, нет необходимости транспортировать ее к месту выполнения обработки, а затем доставлять обратно и выполнять монтаж.
Оцинковка, проводимая по холодной технологии, отличается еще одним значимым преимуществом. Заключается оно в том, что осуществлять такой процесс можно в достаточно широком интервале температур: от –20 до +40°. Между тем цинковый защитный слой, полученный по данной технологии, характеризуется недостаточно высокой устойчивостью к механическим повреждениям, что можно считать недостатком такого метода цинкования. Однако, учитывая тот факт, что поврежденное покрытие в любой момент можно восстановить, используя состав для холодного цинкования, такой недостаток можно считать незначительным.
Особенности технологии
Используют при холодном цинковании краски – различные цинкосодержащие смеси. Требования к ним, как и к любым цинковым покрытиям, полученным по различным технологиям, регламентирует ГОСТ 9.305-84. Так, в этом документе указано, что холодная оцинковка может выполняться на любых металлических изделиях и конструкциях, кроме тех, которые изготовлены из сталей повышенной прочности или магниевых сплавов.
Чтобы в результате выполнения холодного поверхностного цинкования получить на металлическом изделии или конструкции слой с высокими защитными свойствами, необходимо тщательно подготовить обрабатываемую поверхность.
Заключается такая подготовка, согласно ГОСТу, в выполнении следующих процедур.
- С обрабатываемой поверхности удаляются закоксованные участки, загрязнения различной природы, остатки солей, повреждения, вызванные воздействием природных факторов.
- Металлу придается требуемый уровень шероховатости, для чего может быть использована абразивоструйная, гидроабразивная или гидродинамическая обработка. Таким образом с изделия можно также удалить продукты окисления и ржавчину.
- Проводится финишная ручная очистка металла, выполняемая для удаления с него сварочных брызг, острых кромок и заусенцев.
- С изделия удаляют остатки пыли струей сжатого воздуха.

Этапы холодного цинкования
Для того чтобы оцинкованный слой отличался хорошей адгезией с обрабатываемой поверхностью, на ней не должно быть жировых и масляных пятен. Если такие пятна имеются, их необходимо удалить перед холодным цинкованием, для чего используются растворители углеводородной группы. ГОСТ, в частности, оговаривает следующие требования к качеству подготовки обрабатываемой поверхности.
- Количество и размеры частиц пыли, сохранившейся на поверхности изделия после ее обеспыливания, должны соответствовать требованиям стандарта ISO 8502-3.
- Уровень обезжиривания поверхности, который проверяется при помощи люминесцентной методики, должен соответствовать ГОСТу 12.2.052.
- Степень шероховатости поверхности, проверяемая при помощи профилометра или компаратора, должна отвечать требованиям стандарта ISO 8503-1.

Холодное цинкование кузова автомобиля своими силами
После того как проверено качество подготовки к холодному цинкованию, можно наносить на изделие жидкий цинк – специальную смесь, содержащую данный металл. Используя различные краски или смеси с цинковой составляющей, следует обращать внимание на то, при какой температуре воздуха их рекомендуют применять производители. Надо также иметь в виду, что температура самой обрабатываемой поверхности должна быть минимум на 3° выше, чем точка росы. Если пренебречь этим требованием, можно столкнуться с тем, что на поверхности обрабатываемого изделия будет конденсироваться влага, которая значительно ухудшит характеристики наносимого покрытия.
Для определения точки росы, что требуется не только при проведении холодного цинкования, можно использовать различные измерительные приборы, к числу которых относятся гигрометр, термометр, психрометр или специальные измерительные устройства. Показания приборов, полученные при таких измерениях, сверяются с данными справочных таблиц. Таким образом точно определяется точка росы для конкретного случая.
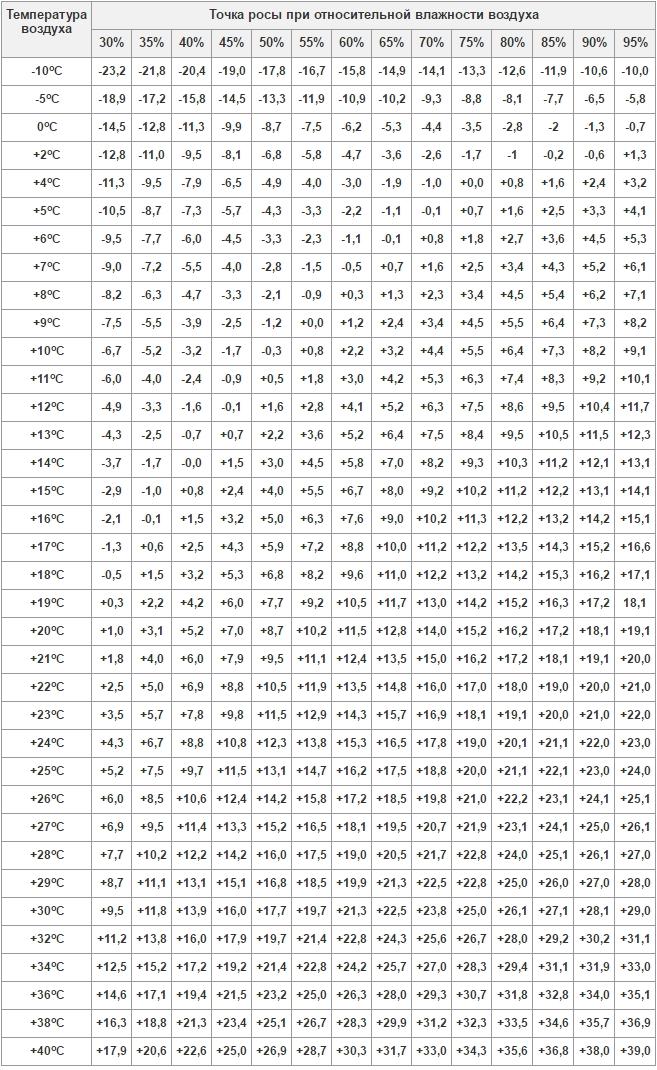
Зависимость точки росы от температуры и относительной влажности
Краску цинковую можно наносить в несколько слоев. Очень важно, чтобы каждый новый слой наносился только после того, как прежний просохнет до указанной производителем используемого состава степени. Каждый слой краски для холодного цинкования должен наноситься максимально равномерно. Холодная оцинковка, как уже говорилось выше, может выполняться при помощи пневматического краскопульта или безвоздушным методом. Как правило, последний способ, который предполагает применение валиков или кистей, используют в тех случаях, когда защитное покрытие необходимо нанести не на всю поверхность изделия, а только на его отдельные участки.
Толщина сформированного защитного слоя, а также степень его адгезии с обработанной поверхностью обязательно проверяются, для чего используются специальные измерительные устройства. Кроме того, осуществляется визуальный контроль нанесенного покрытия, что позволяет оценить его декоративные характеристики, а также выявить на нем дефекты и плохо обработанные участки.
Используемые составы
Холодная оцинковка может выполняться с применением различных составов, выбор которых делают в зависимости от целого ряда факторов. Применяются такие смеси как в производственных условиях, так и для того, чтобы выполнить холодное цинкование своими руками в домашних условиях.
Одним из наиболее популярных цинкосодержащих составов, при помощи которого выполняется холодное цинкование металлоконструкций, является «Гальванол». Этим средством можно обрабатывать как наружные, так и внутренние части металлических конструкций, элементы оборудования различного назначения.
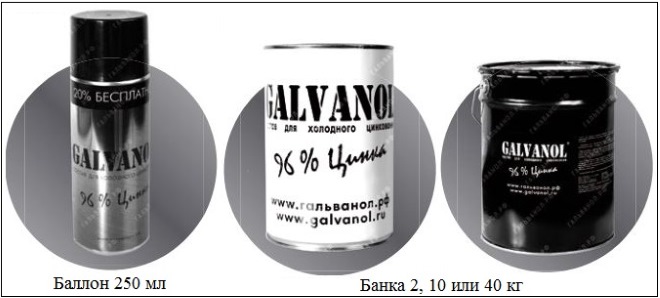
Фасовка состава для холодного цинкования «Гальванол»
«Гальванол», который относится к категории однокомпонентных смесей, представляет собой жидкий раствор, содержащий электролитический цинк высокой чистоты, а также связующие компоненты и летучие соединения. «Гальванол» обеспечивает очень высокую степень защиты изделия при холодном цинковании.
К значимым достоинствам, которыми обладает «Гальванол», следует отнести:
- хорошую адгезию с поверхностями изделий, изготовленных из черных металлов;
- быстроту и легкость нанесения;
- возможность использования в широком температурном интервале: от –30 до +50°;
- возможность нанесения на ржавые поверхности (при условии, что ржавчина на них держится достаточно крепко);
- возможность использования даже при повышенной влажности окружающего воздуха.
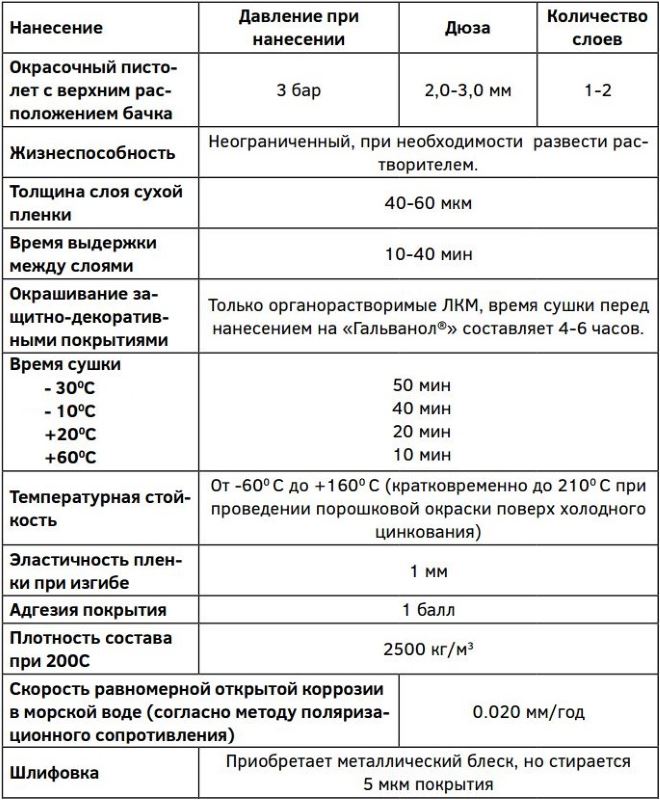
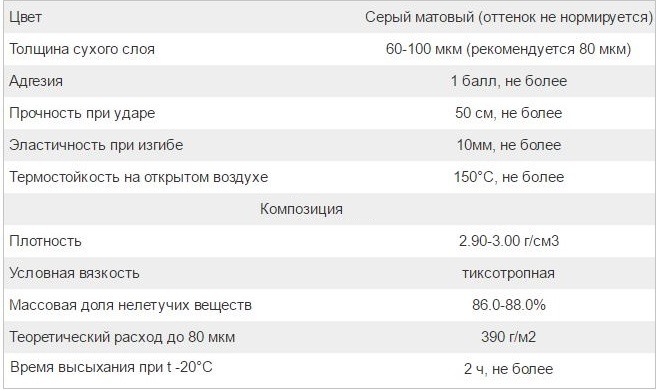
Технические характеристики состава «Гальванол»
Цинковое покрытие, для формирования которого был использован «Гальванол», сохраняет свои защитные свойства при взаимодействии с парами этилового спирта, растворами солей, морской и пресной водой. Важно также, что такой состав для холодного нанесения цинка обеспечивает двойную защиту от коррозии – барьерную (пассивную) и катодную (активную).
Еще одним распространенным составом, при помощи которого выполняется холодная оцинковка, является «Цинотан». Использоваться он может как в комплексных защитных системах, где выступает в роли грунтовочного слоя, так и в качестве отдельного защитного покрытия. Покрытия, сформированные с использованием данного цинкосодержащего состава, сохраняют свои защитные свойства при постоянном контакте с сильнозагрязненной атмосферой и соленой водой.
Технические характеристики состава «Цинотан»
Чаще всего «Цинотан» используется для покрытия:
- элементов гидросооружений;
- емкостей для хранения продуктов нефтепереработки;
- элементов ограждающих конструкций;
- резервуаров и труб холодного и горячего водоснабжения;
- опор линий электропередач (ЛЭП);
- промышленных конструкций различного назначения;
- авто- и железнодорожных сооружений.
Важным достоинством «Цинотана» является и то, что использовать такой состав можно практически во всех климатических зонах нашей страны. Не случайно свой выбор в пользу именно данного состава сделали компании, которые являются лидерами отечественной экономики: «РЖД», «Газпром» и др.

При выборе состава для холодного цинкования стоит прислушаться к отзывам людей, на деле опробовавших технологию
К числу популярных составов, применяемых для выполнения холодного цинкования, также следует отнести:
- «Мастер АК-100» (применяется для обработки деталей автотранспортных средств, в том числе кузовов автомобилей, различных строительных конструкций, мостов и элементов ЛЭП);
- «ЦВЭС» (компонентами данного состава для холодного цинкования являются этилсиликат и цинковый порошок, применяют его для обработки высоколегированных сталей);
- «Цинотерм» (кремнийорганический раствор, который может использоваться в комплексе с различными лакокрасочными материалами);
- «Цинконол» (полиуретановая грунтовка, содержащая в своем составе цинк и позволяющая получать покрытия с высокими защитными свойствами, повышенной термической стойкостью и эластичностью).
Решая, какую технологию выбрать – горячее или холодное цинкование, – следует иметь в виду, что конструкция, на которой защитный цинковый слой сформирован с помощью холодного метода, может прослужить даже дольше чем та, для обработки которой применялся другой способ. При этом стоимость выполнения холодной оцинковки ниже, да и провести эту процедуру значительно проще, чем горячее или гальваническое цинкование.
Оборудование для горячего цинкования металла (стали)
Производственно-инжиниринговая компания ENCE GmbH (ЭНЦЕ ГмбХ) (Швейцария) совместно со своим партнером компанией ANDRITZ Metals (Германия) (Sundwig GmbH (Зундвиг ГмбХ)) и на базе собственного инжинирингового центра и машиностроительного завода BUKANG (Республика Корея) предлагает технологические линии, отдельное оборудование и комплектующие для горячего цинкования рулонной стали, стальной проволоки и отдельных стальных изделий.
Основной задачей цинкования металла является образование непроницаемого для окружающей среды покрытия, защищающего основной металл от необратимого процесса коррозии. Цинкование поверхности металла, особенно стали, это наиболее эффективный способ борьбы с коррозией, т.к. металлический цинк обладает уникальными химическими свойствами. Вода практически не вступает во взаимодействие с цинком. При контакте с воздухом цинк образует равномерную устойчивую непроницаемую пленку из оксида цинка (ZnO) и карбоната цинка (ZnCO3 ), в отличие от ржавчины, которая создает пористую проницаемую структуру, не защищая основной металл, что приводит со временем к его полному разрушению. Дополнительным преимуществом цинка является то, что он имеет более низкий электрохимический потенциал, чем железо и в присутствии воды цинк выполнят функцию анода, а железо выступает катодом и поверхность основного металла (стали) во влажной среде пассивируется, что тормозит коррозионные процессы окисления. Это свойство цинка дает ему неоспоримые преимущества перед остальными способами защиты стали от коррозии. Цинк является довольно мягким металлом, но даже в случае механического нарушения защитного слоя, цинк, в присутствии влаги являясь анодом, «затягивает» возникшее повреждение, образуя новый защитный слой.
Существуют следующие виды цинкования стальных изделий:
- холодное цинкование покраской
- цинкование напылением (газотермическое напыление цинка)
- гальваническое цинкование
- термодиффузионное цинкование
- горячее цинкование
Холодное цинкование покраской осуществляется нанесением на подготовленную стальную поверхность жидкой смеси, содержащей мелкодисперсный цинковый порошок и жидкое связующее. При этом методе цинкования готовая поверхность содержит 89-93% цинка, а толщина слоя может существенно варьироваться. Метод холодного цинкования не технологичен и приводит к существенному удельному расходу цинка и применяется для цинкования уже собранных металлоконструкций, восстановления поврежденной поверхности на металлических изделиях после эксплуатации, а также для цинкования единичных стальных изделий в ограниченных количествах. Из-за пористой структуры слоя цинка требуется дополнительное лакокрасочное покрытие.
Цинкование напылением (газо-термическое напыление цинка) осуществляется распылением в потоке горячего газа (например, воздуха) расплавленного цинка. Расплавленный цинк для распыления получают газопламенным или электродуговым способом плавления. Также как и холодное цинкование покраской метод газо-термического напыления мало технологичен и используется для покрытия цинком крупногабаритных деталей и металлоконструкций. Метод не применим для цинкования внутренних полостей небольшого диаметра и мелко-профильных поверхностей. Толщина покрытия обычно превышает 200 мкм. Слой цинка имеет более надежное сцепление с металлом, чем при холодном цинковании, однако также имеет пористую структуру и требует дополнительного лакокрасочного покрытия.
Гальваническое цинкование проводится в электролите содержащим соли цинка под действием постоянного тока. При этом стальная деталь является катодом, а пластина цинка – анодом. Метод цинкования в электролите не имеет широкого промышленного применения. Толщина цинкового гальванического покрытия составляет 20 – 30 мкм. Методом гальванического цинкования поверхности изделий обычно пользуются для декоративных целей.
Термодиффузионное цинкование проводится в ограниченном пространстве муфельной печи или реторты, в которое помещаются цинкуемые стальные детали и цинковая порошковая смесь для термодиффузионного цинкования. При температурах 400 0 С – 550 0 С происходит проникновение цинкового тумана в поверхностный слой стального изделия. При данном методе образуется прочный слой цинка, толщина которого определяется потребностями заказчика, но обычно не менее 25 мкм. Термодиффузионное цинкование позволяет наносить тонкие покрытия на маленькие металлические изделия со сложной конфигурацией, в том числе внутренними углублениями, отверстиями и резьбой. Недостатком данного метода является периодичность процесса, возможность его применения к ограниченному размеру деталей и высокая себестоимость нанесения покрытия.
Горячее цинкование является самым высокопроизводительным и технологичным способом нанесения покрытия. Качество покрытия, а также ее надежность и долговечность существенно превосходят другие методы цинкования. Покрытие цинком методом горячего цинкования осуществляется погружением изделия из стали в ванну с расплавленным цинком при температуре 440 – 470 0 С. Толщина цинкового покрытия находится в диапазоне 30 – 100 мкм. Данный метод особенно эффективен при непрерывном технологическом процессе, например, при цинковании рулонной стали или стальной проволоки, а также при непрерывно-периодическом процессе цинкования отдельных стальных деталей от 0,5 до 12 метров. Более мелкие изделия, например, крепеж цинкуют, опуская в ванну с цинком специальный барабан, однако после цинкования резьбовые соединения требуют дополнительной механической обработки.
Все перечисленные методы цинкования при промышленном применении всегда имеют ряд этапов:
- подготовка поверхности (очистка, травление, сушка)
- нанесение покрытия
- сушка
- нанесение защитного слоя (лака, краски)
Последняя стадия является не обязательной, но желательной. Цинк является мягким металлом и нанесение дополнительного защитного слоя увеличивает твердость покрытия и соответственно долговечность защиты.
Исходя из выше изложенного, можно сделать вывод, что наиболее эффективным методом борьбы с коррозией металла является цинкование его поверхности. Наиболее технологичным с точки зрения автоматизации процесса, оптимальным по качеству покрытия в сочетании с высокой производительностью и себестоимостью является метод горячего цинкования стали.
Специалисты производственно- инжиниринговой компании ENCE GmbH в соответствии с техническим заданием и потребностями заказчика готовы разработать, скомплектовать и осуществить поставку "под ключ" следующие автоматизированные технологические линии для горячего цинкования в широком диапазоне производительности для различных стальных изделий:
- , состоящая из следующего основного оборудования:
- Электросварочная машина с правильными роликами (стыкосварочная машина)
- Вертикально-петлевые накопители полосы (петлевые аккумуляторы)
- Секция травления и электрохимической очистки
- Печь безокислительного нагрева
- Индукторы для нагрева цинка
- Погружные керамические нагреватели
- Электромагнитный стабилизатор полосы
- Разматыватель
- Электросварочная машина с правильными роликами для сшивки полосы
- Вертикальный петлевой накопитель полосы
- Секция подготовки полосы
- Нагревательная печь
- Валковая машина для нанесения грунтовки
- Печь для затвердевания грунтового покрытия
- Валковая машина для нанесения лакокрасочного покрытия
- Печь для затвердевания лакокрасочного покрытия
- Ламинатор
- Вертикальный петлевой накопитель полосы
- Наматыватель
- Разматыватель проволоки
- Секции электролитического обезжиривания
- Секции промывки
- Печь отжига (восстановления)
- Секции охлаждения
- Секции флюсования
- Секции сушки
- Ванны горячего цинкования
- Секции удаления излишков цинка
- Секции охлаждения
- Наматыватель проволоки
- Кран-балка с траверсой для перемещения металлоконструкций
- Ванна предварительной подготовки металлоконструкций
- Секция химической подготовки металлоконструкций
- Ванны обезжиривания
- Ванны травления
- Ванны промывки
- Ванны флюсования
Производственно-инжиниринговая компания ENCE GmbH поставляет также вспомогательное оборудование и запасные части к линиям горячего цинкования. На своей производственной площадке в Республике Корея – машиностроительный завод BUKANG компания производит по разработанным чертежам погружное оборудование и специальные детали из специального сплава – стеллен, который имеет повышенную устойчивость и работоспособность при работе в расплаве цинка. Сервисные инженеры нашей компании готовы выехать на действующее предприятие для оценки работы действующего оборудования, снять размеры проблемных быстроизнашивающихся деталей и предложить аналоги из высокопрочных и износостойких сплавов или предложить комбинированные детали с керамическим покрытием или вставкой. Кроме того компания ENCE GmbH предоставляет заказчикам следующее вспомогательное оборудование:
Специалисты производственно-инжиниринговой компании ENCE GmbH готовы оказать техническую помощь и дать консультацию по любому оборудованию, входящему в комплект линии горячего цинкования, а также по индивидуальному заказу провести модернизацию действующего производства с целью повышения производительности цинкования, повышения качества покрытия и снижения себестоимости производства готовой продукции.
Читайте также: