Индукционный нагреватель для закалки металла
Обновлено: 15.05.2024
Индукционный нагреватель позволяет нагреть металл вплоть до красноты, даже не прикасаясь к нему. Основой такого нагревателя является катушка, в которой создаётся поле высокой частоты, которое и действует на помещённый внутрь металлический объект. В металле наводится ток высокой плотности, который заставляет металл нагреваться. Таким образом, для создания индукционного нагревателя понадобится схема, генерирующая высокочастотные колебания и сама катушка.
Схема
Выше представлена схема универсального ZVS-драйвера, основой которого являются мощные полевые транзисторы. Лучше всего применить IRFP260, рассчитанные на ток более 40 А, но если достать такие не удаётся, можно применить IRFP250, они так же подходят для этой схемы. D1 и D2 – стабилитроны, можно применить любые, на напряжение от 12 до 16 вольт. D3 и D4, ультрабыстрые диоды, можно применить, например, SF18 или UF4007. Резисторы R3 и R4 желательно взять мощностью 3-5 ватт, иначе возможен их нагрев. L1 – катушка индуктивности, можно брать в пределах 10-200 мкГн. Она должна быть намотана достаточно толстым медным проводом, иначе не избежать её нагрева. Изготовить её самим очень просто – достаточно намотать 20-30 витков провода сечением 0,7-1 мм на любом ферритовом колечке. Особое внимание стоит уделить конденсатору С1 – он должен быть рассчитан на напряжение минимум 250 вольт. Ёмкость может варьироваться от 0,250 до 1 мкФ. Через этот конденсатор будет протекать большой ток, поэтому он должен быть массивным, иначе не избежать его нагрева. L2 и L3 – это та самая катушка, внутрь которой помещается нагреваемый предмет. Она представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра. На катушке необходимо сделать отвод от середины и подключить его к катушке L1.
Сборка схемы нагревателя
Схема собирается на кусочке текстолита размерами 60х40 мм. Рисунок печатной платы полностью готов к печати и отзеркаливать его не нужно. Плата выполняется методом ЛУТ, ниже представлены несколько фотографий процесса.
После сверления отверстий плату обязательно нужно залудить толстым слоем припоя для лучшей проводимости дорожек, ведь через них будут протекать большие токи. Как обычно, сначала запаиваются мелкие детали, диоды, стабилитроны и резисторы на 10 кОм. Мощные резисторы на 470 Ом для экономии места устанавливаются на плату стоя. Для подключения проводов питания можно использовать клеммник, место под него на плате предусмотрено. После запаивания всех деталей нужно смыть остатки флюса и проверить соседние дорожки на замыкание.
Изготовление индукционной катушки
Катушка представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра, оправка обязательно должна быть диэлектрической. Если провод хорошо держит форму, можно и вовсе обойтись без неё. Я использовал обычный провод 1,5 мм и намотал его на отрезок пластиковой трубы. Для скрепления витков хорошо подходит изолента.
От середины катушки делается отвод, можно просто снять изоляцию с провода и подпаять туда третий провод, как я и сделал. Все провода должны иметь большое сечение, чтобы избежать лишних потерь.
Первый запуск и испытания нагревателя
Напряжение питания схемы лежит в пределах 12-35 вольт. Чем больше напряжение, тем сильнее нагревается металлический объект. Но вместе с этим и возрастает тепловыделение на транзисторах – если при питании 12 вольт они почти не нагреваются, то при 30-ти вольтах им уже может потребоваться радиатор с активным охлаждением. Следует так же следить за конденсатором С1 – если он ощутимо нагревается, значит следует взять более высоковольтный, или собрать батарею из нескольких конденсаторов. При первом запуске понадобится амперметр, включенный в разрыв одного из питающих проводов. На холостом ходу, т.е. при отсутствии металлического объекта внутри катушки, схема потребляет около 0,5 ампер. Если ток в норме, можно помещать металлический объект внутрь катушки и смотреть, как он нагревается буквально на глазах. Удачной сборки.
Индукционные нагревательные и закалочные установки
В индукционных установках твч тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем.
Преимущества индукционного нагрева по сравнению с нагревом в печах сопротивления:
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.

Индукционный нагрев широко применяется для:
1) Плавки металлов
2) Термической обработки деталей
3) Сквозного нагрева детали либо заготовок перед пластической деформацией (ковка, штамповка, прессовка)
4) Пайки и наплавки
5) Сварки металла
6) Химико-термической обработки изделий
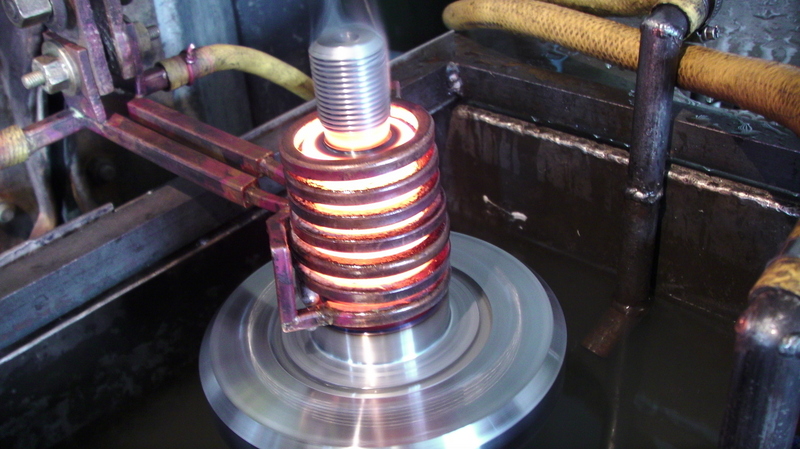
В индукционных нагревательных установках индуктором создается электромагнитное поле, оно наводит в металлической детали вихревые токи, наибольшая плотность которых приходится на поверхностный слой детали, где и выделяется наибольшее количество тепла. Это тепло пропорционально мощности, подведенной к индуктору, и зависит от времени нагрева и частоты тока индуктора. Путем соответствующего выбора мощности, частоты и времени действия нагрев может быть произведен в поверхностном слое разной толщины либо по всему сечению детали.
Индукционные нагревательные установки по способу загрузки и характеру работы бывают периодического и непрерывного действия. Последние могут встраиваться в поточные и автоматические технологические линии. Поверхностная индукционная закалка, в частности, заменяет такие дорогостоящие операции поверхностного упрочнения, как цементация, азотирование и др.
Индукционные закалочные установки
Цель индукционной поверхностной закалки: получение высокой твердости поверхностного слоя при сохранении вязкой середины детали. Для получения такой закалки производят быстрый нагрев детали на заданную глубину током, индуцированным поверхностным слоем металла с последующим охлаждением. Глубина проникновения тока в металл зависит от частоты, то поверхностная закалка требует различных толщин закаливаемого слоя.
Различают следующие виды индукционной поверхностной закалки:
1) Одновременная
2) Одновременно-поочередная
3) Непрерывно-последовательная
Одновременная индукционная закалка – заключается в одновременном нагреве всей закаливаемой поверхности с последующим охлаждением поверхности. Индуктор и охладитель удобно совместить. Применение лимитируется мощностями питающего генератора. Нагреваемая поверхность не превышает 200-300 см2. Одновременно-поочередная индукционная закалка – характерна тем, что отдельные части нагреваемой детали нагреваются одновременно-поочередно. Непрерывно-последовательная индукционная закалка – применяется в случае большой протяженности закаливаемой поверхности и заключается в нагреве участка детали при непрерывном движении детали относительно индуктора либо наоборот. Охлаждение поверхности следует за нагревом. Возможно применение отдельных охладителей или совмещенных с индуктором.
На практике идея индукционной поверхностной закалки реализуется в индукционных закалочных станках. Различают специальные индукционные закалочные станки, предназначенные для обработки определенной детали или групп деталей, незначительно отличающихся размеров и универсальные индукционные закалочные станки – для обработки любых деталей.
Закалочные станки включают следующие элементы:
1) Понижающий трансформатор
2) Индуктор
3) Батарея конденсаторов
4) Система водяного охлаждения
5) Элемент контроля и управления работы станка ТВЧ закалка
Универсальные индукционные закалочные станки снабжаются устройствами для закрепления деталей, их передвижения, вращения, возможность для замены индуктора. Конструкция закалочного индуктора зависит от вида поверхностной закалки и от формы закаливаемой поверхности. В зависимости от вида поверхностной закалки и конфигурации деталей используют различные конструкции закалочных индукторов.
Устройство закалочных индукторов
Индуктор состоит из индуктирующего провода, который создает переменное магнитное поле, токоподводящих шин, контактных колодок для соединения индуктора с источником питания, трубок для подачи и отвода воды. Для закалки плоских поверхностей применяют одно и многовитковые индукторы.
Существует индуктор для закалки внешних поверхностей цилиндрических деталей, внутренних плоских поверхностей и т.д. Бывают цилиндрические, петлевые, спирально-цилиндрические и спирально плоские. При низких частотах индуктор может содержать магнитопровод (в ряде случаев).
Индукционный нагреватель для плавки и закалки металла своими руками
Добрый день. Ну и хватит о добром. Начитавшись и насмотревшись на всем известный индукционный генератор по схеме ZVC драйвера, решил сделать нечто похожее для закалки небольших металлических предметов, в гаражную автомастерскую и для плавки свинца на грузила. Схема стандартная, обычный высокочастотный мультивибратор, который повторили уже сотни человек.
Схема ZVC драйвера
Стандартный вариант генератора

Усиленный вариант схемы

Но видно мне войти в их число не судьба…


Были куплены все необходимые детали – новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.


Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.


Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.


Добыча искомых и установка также оказалась безрезультативной – индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили – "открывает рыба рот, но не слышно что поёт", то есть транзисторы открываются, ток тянут, а генерации не происходит…

В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.


Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.


Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).


На что тут грешить – даже не знаю. Может конденсаторы не те, может транзисторы… В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет – может смело кинуть в меня куском канифоли, другие – посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах…
Индукционный нагреватель 4кВт своими руками

Индукционный нагреватель представляет собой резонансный инвертор, работающий на частоте ниже резонанса. Он состоит из блока питания, платы драйверов, платы управления, согласующего трансформатора и остальных деталей которые расположены на шасси аппарата. Инвертор построен по топологии «резонанса в первичке», это уменьшает габариты, и более технологичен при изготовлении.
Основные узлы. Блок питания , который имеет четыре гальванически развязанных обмотки питания. Две- для питания драйверов, одну- для питания платы управления и силовую, для питания насоса охлаждающей жидкости, вентилятора и пускового реле. Первые три стабилизированы по 12 В, последняя не имеет стабилизации. Драйвера управляют IGBT транзисторами, включенными по два в параллель.
Согласующий трансформатор состоит из трех сложенных вместе Шобразных ферритовых сердечника Е80/38/20. На него намотана обмотка 10 витков многожильного провода 4мм2, и залита эпоксидным клеем.
Особенностью моего инвертора является то, что его рабочая частота ниже резонансной. При работе ниже резонанса, ключи открываются очень жестко, а выключаются в нуле тока. Жесткое включение обусловлено сквозными токами, избавится от которых, нет возможности, но можно значительно снизить. Для этого в цепь питания инвертора (в плюс или минус) включен гасящий дроссель Dr1, со снаббером. Он имеет очень малую индуктивность всего 0,5 мкГн, но этого хватает, чтобы в разы снизить импульсы сквозного тока. Дроссель намотан многожильным проводом, общим сечением не менее 3мм2 и имеет 6 витков намотанных на оправке 16 мм. Он залит эпоксидным клеем, так как многожильный провод не держит форму. Дроссель и его снабберная цепь, должны располагаться в зоне обдува вентилятора.
Блок управления, в основу которого, положен генератор управляемый напряжением - ГУН, входящий в состав микросхемы CD4046. А также драйвер IR2104, который преобразует однофазный сигнал CD4046 в два противофазных. Генератор управляется напряжением в ручную, и меняет частоту в диапазоне 25-50 кГц. С изменением частоты меняется мощность в индукторе. Для простоты работы с инвертором, в плату управления введена схема ограничения тока.
Вторичная обмотка согласующего трансформатора состоит из одного витка медной трубки D 6мм. Она совмещена с радиатором для ключей и имеет конструкцию единого блока, по которому прокачивается вода. Насос – автомобильный от омывателя стекол.
Узлы на фотографиях и видео могут немного не соответствовать, так как было три версии, которые не значительно отличаются схемными решениями, но в общем конструкция у всех похожа. Данная конструкция тщательно отработана, я ее считаю самой компактной и ремонто-способной.
В чем собственно преимущество, этой версии. Первая версия имела простой задающий генератор, с возможностью управления частотой. Недостаток его в том, что нужно очень точно ( с помощью осциллографа) подгонять индуктор к инвертору, или инвертор к индуктору. А если имеются сменные индукторы, то они должны иметь одинаковую индуктивность. В принципе не так уж это и сложно, при определенном опыте. Но если на индуктор воздействовать механически, случайно, сжать или растянуть витки, то такой индуктор уже не может дать той мощности, на которую был настроен изначально, а может вообще вывести инвертор из строя. Вторая версия с ФАПЧ , позволяла менять индукторы, особо не задумываясь о его индуктивности. Но есть один нюанс. Максимальную мощность такой аппарат потреблял с ненагруженным индуктором, а когда индуктор нагружаешь, мощность падает. В конце концов, конечный результат будет тот же, но для его достижения требуется в два-три раза больше времени. Увеличение времени нагрева всегда плохо, но в двойне- при поверхностной закалке. Точнее она вряд ли возможна. Пришлось искать компромисс. И мне кажется я его нашел. Вот схема.
Но есть небольшие доработки в блоке управления, отказался от некоторых прибамбасов, а главное, что я гасящий дроссель, перенес в минус питания, это позволило разместить его и снаббер (конструктивно), ближе к вентилятору, что улучшило его охлаждение.
Теперь как это все работает. Начнем как всегда с питания. Блок питания на первый взгляд имеет архаичный вид, но у него есть свои преимущества. Во первых простота, второе- стабилизаторы имеют защиту по току, что помогает сохранить драйвера при пробое силовых ключей. Пробовал использовать "Обратноход",он для такой мощности(50Вт), он получается громоздкий, да и недостатков у него хватает. Обращаю внимание на систему запуска инвертора. В место традиционного пускового резистора, стоит конденсатор С10 (МБГО), в чем его преимущество? Обычно при пробое ключей пусковой резистор горит, конденсатор же может в таком состоянии находится сколь угодно долго. В момент включения инвертора в сеть через этот конденсатор начинают заряжаться электролиты фильтра С2, пока напряжение на них не достигнет 200-250В, БП не заработает, а когда заработает притянется пусковое реле, и пуск произойдет очень плавно, с задержкой 1-2 сек. Так же при пробое ключей в первую очередь выключится БП, отпустит реле, и в таком положении инвертор может находится сколь угодно долго. Даже предохранитель или автомат не успевают сработать. В свою очередь , коль нет питания, то и драйвера остаются целы.
Теперь немного о хитром гасящем дросселе Dr1. Как я уже писал, режим ниже резонанса предполагает сквозные токи. От чего это происходит? Предположим у нас открылся VT1, пошла накачка контура, + пит, VT1,ТР1,Срез, Dr1, минус. Срез зарядится быстрей, чем закроется ключ VT1, и процесс пойдет в обратную сторону, то есть контур начнет отдавать энергию в источник питания. Поскольку реакция контура у нас емкостная, напряжение той же полярности, через оппозитный диод VT1 ( к сожалению забыл дорисовать) будет заряжать С2, но через какое то время откроется VT2, и получится короткое замыкание, через еще открытый оппозитный диод VT1 и открывающийся VT2. КЗ очень короткое, десятки- сотни наносекунд, но токи запредельные. Чтоб их уменьшить и служит Dr1 со снобберной цепочкой. Для рабочего цикла периодом скажем 30мкс, дроссель имеет малое сопротивление, а для сквозного тока в 50нсек- большое. На практике это выглядит так. Рабочий ток первичной обмотки равен 60А, а сквозной ток всего 80А. Это вполне укладывается в параметры G4PC50UD, да и многих других IGBT. В отсутствии этого дросселя, ток может быть на порядок больше, что тоже во многих случаях позволяет работать ключам. О ключах и драй верах, говорить вроде не чего.
Как работает блок управления. Я покупал СD 4046, за пять рублей «пучок», когда занимался ФАПЧем, они остались неиспользованными, что и натолкнуло на мысль использовать генератор управляемый напряжения. Не буду писать как она работает, в кратце скажу, что если на 9 ногу подавать изменяющееся напряжение то и частота на выходе(3,4) будет меняться пропорционально. R11 и R6, задается диапазон частот, верхний и нижний соответственно. Частоту как и мощность, можно менять вручную, резистором R2- выше частота- выше мощность. Компаратор DA1/1, сравнивает напряжение установленное потенциометром R12 и напряжение с ТТ, как только напряжение ТТ превысит опорное, компаратор своим выходным транзистором, через VD1 и R4 начинает разряжать емкость фильтра С2 ГУН, напряжение на нем понижается, частота тоже, и падает ток в первичной обмотке. Образуется отрицательная ОС. Установив один раз номинальный рабочий ток, настраиваем компаратор под этот ток . Далее поднять мощность не возможно - ее можно только понижать. При замене индуктора с другой индуктивностью, можно одним движением, под него настроить инвертор. Как это происходит? ГУН всегда начинает работу с нижней частоты диапазона, поэтому, если рабочая частота индуктора входит в заданный диапазон частот, то частота будет упираться в заданный нами номинальный ток, что и соответствует номинальной мощности индуктора. Резистор установки частоты( мощности), крутят пока не сработает компаратор, и в таком положении работают. Индикация ограничения, осуществляется по светодиоду. Для этого используется вторая половинка компаратора DA1/2.
Насос для охлаждения я использовал от омывателя стекол. Питается он через полевик (VT3), что позволяет управлять и им и инвертором одной парой контактов. Также в цепи насоса стоят баластные резисторы (R18), что позволило снизить потребляемый им ток до 2,5А, а производительности его вполне хватает. Некоторые пишут, что я сделал охлаждение транзисторов водяным, потому , что с воздушным транзисторы просто не выдержат. На самом деле это не так. Грех не использовать водяное охлаждение, коль без воды не как не обойтись, к тому же это делает аппарат компактным.
Немного о настройке. Каждый модуль БП и БУ нужно проверять и настраивать отдельно желательно на столе от источника питания. Все тщательно выверить, проверить в разных режимах. Когда весь инвертор собран, подают 220В на блок питания, отдельно от инвертора( на силовую часть питание не подают). Проверяют работу генератора, потом работу драйверов, повесив осциллограф на затворы и эмиттеры транзисторов. Проверяют работу насоса. Если все нормально, включают силовую часть (желательно сначала через ЛАТР ), при этом БП питается отдельно. Проверяют работу пока без индуктора. На выходе меандр с немного закругленными вершинами напряжением 15В, можно нагрузить какой то лампой, типа от фары. Далее прикручивают индуктор, пробуют с индуктором, все так же через ЛАТР( вольт 80-100). Начинают с нижней частоты. На индукторе сначала рваная синусоида, по мере повышения частоты, синусоида становится чистой, вольт 80-90. В таком режиме настраивают компаратор. Зазубрины на синусоиде это момент переключения ключей, по ним очень удобно настраивать инвертор. Эти зазубрины должны располагаться в зоне, от нуля синусоиды и до вершины. Самый оптимальный вариант где то по середине. В режиме ограничения инвертор не должен свистеть.
Вот как то так. Наверное что то упустил, но все расписать не хватит десяти страниц. О подробностях можете писать на любой из форумов или прямо сюда. Как минимум трое повторили мой инвертор, у других не хватило или знаний, или терпения. На последок видео.
Индукционный нагреватель металла + схема

Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются. В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях. Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле. В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки. Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).

Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.

Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку. Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.

Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм. Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (~ 275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.

Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
Видео: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
КРАТКИЙ БРИФИНГ
Читайте также: