Индукционный нагреватель металла как работает
Обновлено: 20.09.2024
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания - заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается - это может привести к "разносу" генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности - схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот - напряжение стремится к нулю, а ток максимален.
Как устроен и работает индукционный нагреватель
Принцип работы индукционного нагревателя заключается в разогреве электропроводящей металлической заготовки индуцированным в ней замкнутым вихревым током.
Вихревые токи — токи, возникающие в сплошных проводниках вследствие явления электромагнитной индукции, когда эти проводники пронизываются переменным магнитным полем. На создание этих токов затрачивается энергия, которая превращается в тепло и нагревает проводники.
Для уменьшения этих потерь и устранения нагрева вместо сплошных проводников применяют слоистые, в которых отдельные слои разделены изоляцией. Эта изоляция препятствует возникновению больших замкнутых вихревых токов и уменьшает потери энергии на их поддержание. Именно из этих соображений сердечники трансформатора, якоря генераторов и т. п. делают из тонких листов стали, изолированных друг от друга слоями лака.
В качестве индуктора в индукционном нагревателе выступает катушка с переменным током, предназначенная для создания переменного электромагнитного поля высокой частоты.
Переменное магнитное поле высокой частоты, в свою очередь, действует на электропроводящий материал, наводя в нем замкнутый ток высокой плотности, и тем самым разогревая заготовку вплоть до ее расплавления. Данное явление известно давно, и объяснимо со времен Майкла Фарадея, описавшего явление электромагнитной индукции еще в 1931 году.
Изменяющееся во времени магнитное поле наводит переменную ЭДС в проводнике, который оно при этом своими силовыми линиями пересекает. Таким проводником может в принципе быть обмотка трансформатора, сердечник трансформатора, или цельный кусок какого-нибудь металла.
Если ЭДС наводится в обмотке, то получается трансформатор или приемник, а если прямо в магнитопроводе или в накоротко замкнутой обмотке — получается индукционный нагрев магнитопровода или обмотки.
В некачественно спроектированном трансформаторе, например, нагрев сердечника токами Фуко был бы однозначно явлением вредным, но в индукционном нагревателе похожее явление служит для достижения полезной цели.
С точки зрения характера нагрузки, индукционный нагреватель с разогреваемой в нем проводящей заготовкой — это как трансформатор с закороченной вторичной обмоткой из одного витка. Поскольку сопротивление внутри заготовки крайне мало, то даже небольшого наведенного вихревого электрического поля достаточно, чтобы создать ток такой высокой плотности, чтобы его тепловое действие (см. Закон Джоуля-Ленца) оказалось бы очень выразительным и практичным.
Первая канальная печь такого рода появилась в Швеции в 1900 году, она питалась током частотой 50-60 Гц, применялась для канальной плавки стали, а металл подавался в тигель, расположенный на манер короткозамкнутого витка вторичной обмотки трансформатора. Проблема экономичности, разумеется, присутствовала, так как КПД был менее 50%.
Сегодня индукционный нагреватель — это трансформатор без сердечника, состоящий из одного или нескольких витков относительно толстой медной трубки, по которой при помощи насоса пропускается охлаждающая жидкость системы активного охлаждения. В электропроводящее тело трубки, как в катушку индуктивности, подается переменный ток частотой от нескольких килогерц до единиц мегагерц, в зависимости от параметров обрабатываемого образца.
Дело в том, то при высоких частотах происходит вытеснение вихревого тока из нагреваемого самим вихревым током образца, так как магнитное поле этого самого вихревого тока вытесняет породивший себя ток на поверхность.
Это проявляется как скин-эффект, когда максимальная плотность тока оказывается в результате приходящейся на тонкий слой поверхности заготовки, и чем выше частота и ниже удельное электрическое сопротивление разогреваемого материала — тем скин-слой тоньше.
Для меди, например, на частоте 2 МГц скин-слой составляет всего четверть миллиметра! Это значит, что внутренние слои медной заготовки разогреваются не вихревыми токами непосредственно, а путем теплопроводности от тонкого наружного ее слоя. Тем не менее, эффективности технологии достаточно, чтобы получить быстрый разогрев или плавление практически любого электропроводящего материала.
Современные индукционные нагреватели строятся на основе колебательного контура (катушка-индуктор и батарея конденсаторов), питаемого резонансным инвертором на IGBT или MOSFET – транзисторах, позволяющих достичь рабочих частот до 300 кГц.
Для более высоких частот применяют электронные лампы, которые позволяют достичь частот в 50 МГц и выше, например для плавки в ювелирном деле требуются довольно высокие частоты, так как размер заготовки очень мал.
С целью повышения добротности рабочих контуров, прибегают к одному из двух путей: либо повышают частоту, либо увеличивают индуктивность контура, путем добавления в его конструкцию ферромагнитных вставок.
С помощью высокочастотного электрического поля в промышленности осуществляется также диэлектрический нагрев. Отличие от индукционного нагрева - используемые часты тока (до 500 кГц при индукционном нагреве и более 1000 кГц при диэлектрическом). В этом случае важно, чтобы нагреваемое вещество плохо проводило электричество, т.е. было диэлектриком.
Преимущество метода - выделение тепла непосредственно внутри вещества. В этом случае плохо проводящие вещества можно быстро нагреть изнутри. Подробно об этом смотрите здесь: Принципиальные физические основы методов высокочастотного нагрева диэлектриков
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Принцип действия и области применения индукционного нагрева
Электротермические устройства, которые осуществляют нагрев электропроводящих материалов посредством наведения в них индуктированных токов, называются индукционными нагревателями. Поскольку э. д. с. индукции возникает при изменении возбуждающих электромагнитное поле токов, то такие устройства могут работать только на переменном токе.
Основным элементом индукционных нагревателей является индуктор — катушка, содержащая определенное количество витков, которая при пропускании по ней переменного тока создает переменное магнитное поле. Здесь происходит преобразование (первое) электрической энергии в энергию магнитного поля.
При внесении в переменное магнитное поле электропроводящего тела индуктированная в нем э. д. с. вызывает появление "вторичного" тока. Происходит обратное преобразование (второе) энергии магнитного поля в электрическую энергию.
И, наконец, вторичный ток, наведенный в нагреваемом теле, согласно закона Джоуля-Ленца выделяет тепло: электрическая энергия переходит в тепловую. В результате третьего преобразования энергии и получается то тепло, которое обеспечивает нагрев или расплавление материалов в индукционных нагревателях.
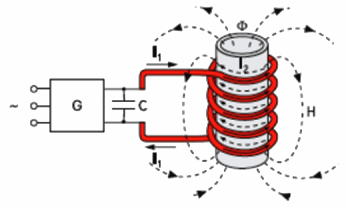
Схема индукционного нагрева
Для работы индукционных нагревателей не требуется непосредственного контакта источника энергии с нагреваемым объектом, а необходимо только наличие магнитной связи между объектом и индуктором.
Основным и наиболее давним применением индукционных нагревателей в промышленности является их использование в качестве индукционных электропечей, предназначенных для плавки цветных и черных металлов и их сплавов. Индукционные электропечи обеспечивают высокую чистоту плавки, так как не вносят в расплавляемый материал никаких примесей.
Кроме того, индукционные электропечи создают равномерный прогрев всей массы расплавляемого материала без значительных местных перегревов. Последнее обстоятельство очень важно при выплавке многокомпонентных сплавов, составные части которых имеют различные температуры плавления. При наличии местных перегревов (как, например, в дуговых печах) в таких сплавах интенсивно угарают более легкоплавкие компоненты и начальный состав шихты нарушается.

Область применения индукционных нагревателей не ограничивается установками для плавления металлов. Очень часто в современном производстве индукционный нагрев используется для поверхностной закалки деталей, в операциях изгиба труб и профильного проката марки биметаллических изделий, для пайки изделий сложной конфигурации и т. д.
При нагреве электропроводящих материалов в электромагнитном поле высокой частоты большую роль играет наличие поверхностного эффекта. Поверхностный эффект проявляется все более и более отчетливо по мере увеличения частоты питающего тока.
Возможность быстрого нагрева только верхних слоев материала, необходимая при поверхностной закалке, целиком основана на использовании этого эффекта.
Толщина слоя, называемая "глубиной проникновения тока", зависит от удельного сопротивления материала, частоты тока и абсолютной магнитной проницаемости.
Кроме того, подбирая такой режим работы индукционного нагревателя, чтобы при нем обеспечивалась высокая концентрация индуктированных токов в поверхностных слоях, можно получить значительное увеличение к. п. д. нагревателя.
Главным достоинством метода индукционной поверхностной закалки является возможность концентрированного выделения тепловой энергии в поверхностных слоях изделий произвольной формы и возможность передачи энергии без непосредственного контакта между нагревателем и деталью. Равномерность нагрева деталей сложной конфигурации обеспечивается с помощью индукторов специальной формы. В общем случае форма индуктора повторяет очертания детали.
Применение индукционных нагревателей, как правило, обеспечивает улучшение качественных показателей технологических операций, повышение производительности труда и создает условия для перехода производства на более высокий уровень с широкой механизацией и автоматизацией процессов.
Индукционный нагрев применяется и для такой распространенной операции, как наплавка. Наплавкой называется неразъемное соединение слоя наплавляемого металла с основным металлом.
Обычно применяется наплавка цветных металлов и сплавов на стальные и чугунные изделия. Для наплавки необходимо и достаточно расплавить присадочный металл, а основной металл довести до температуры, близкой к температуре плавления присадочного материала. Присадочный материал, применяемый для наплавки, может быть в любой форме — в виде прутков, полос, стружки и т. д.
Использование индукционных нагревательных устройств в промышленности не ограничивается рассмотренными примерами, область их применения чрезвычайно широка и увеличивается с каждым годом.
Значительные преимущества использования индукционных методов нагрева — экономичность, универсальность применения, высокое качество продукции, рост производительности труда и т. д. — позволяют оценить эти методы как прогрессивные, а индукционные нагреватели считать наиболее совершенным видом электротермических устройств.
Индукционный нагрев, закалка и индукционная плавка металлов
Самым совершенным видом нагрева является такой, при котором тепло создается непосредственно в нагреваемом теле. Такой способ нагрева очень хорошо осуществляется пропусканием через тело электрического тока. Однако, прямое — включение нагреваемого тела в электрическую цепь не всегда возможно по причинам технического и практического характера.
В этих случаях совершенный вид нагрева может быть осуществлен применением индукционного нагрева, при котором тепло также создается в самом нагреваемом теле, что исключает излишний, обычно большой, расход энергий в стенках печи или в других нагревающих элементах. Поэтому, несмотря на сравнительно невысокий к. п. д. генерирования токов повышенной и высокой частоты, общий к. п. д. индукционного нагрева оказываётся часто выше, чем при других способах нагрева.

Индукционный способ позволяет также осуществлять быстрый нагрев неметаллических тел равномерно по всей их толщине. Плохая теплопроводность таких тел исключает возможность быстрого нагрева их внутренних слоев обычным способом, т. е. подводом тепла извне. При индукционном способе тепло образуется одинаково как в наружных слоях, так и во внутренних и может даже возникнуть опасность перегрева последних, если не сделать необходимой теплоизоляции наружных слоев.
Особо ценным свойством индукционного нагрева является возможность весьма высокой концентрации энергии в нагреваемом теле, легко поддающейся точной дозировке. Только электрической дугой можно получить тот же порядок плотности энергии, однако, этот способ нагрева трудно поддается контролю.
Особенности и общеизвестные преимущества индукционного нагрева создали широкие возможности применения его во многих отраслях промышленности. Кроме того, он позволяет создавать новые виды конструкций, которые вовсе не осуществимы пои обычных способах термообработки.
Физический процесс
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Интенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами - индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания - генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты - изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Индукционный нагрев и закалка металлов
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Эффективность нагрева тем выше, чем ближе вид испускаемой электромагнитной волны (плоская, цилиндрическая и т. д.) к форме тела. Поэтому для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок - цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов.
Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела.
Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты).
Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.

Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.

Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева - частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Индукционные плавильные печи
Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вторичной обмоткой служит само нагреваемое тело.
Для рабочего процесса индукционных плавильных печей характерно электродинамическое и тепловое движение жидкого металла в ванне или тигле, способствующее получению однородного по составу металла и его равномерной температуры по всему объему, а также малый угар металла (в несколько раз меньше, чем в дуговых печах).
Индукционные плавильные печи применяют при производстве литья, в том числе фасонного, из стали, чугуна, цветных металлов и сплавов.
Индукционные плавильные печи можно разделить на канальные печи промышленной частоты и тигельные печи промышленной, средней и высокой частоты.
Индукционная канальная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора.
Основной магнитный поток наводит в металле канала ЭДС, ЭДС создает ток, ток нагревает металл, поэтому, индукционная канальная печь подобна трансформатору, работающему в режиме короткого замыкания.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы.

Индукционные канальные печи предназначены для непрерывной работы с редкими переходами с одной марки металла на другую. Индукционные канальные печи, в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы.
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки - индуктора. С электрической точки зрения, индукционная тигельная печь представляет собой короткозамкнутый воздушный трансформатор, вторичной обмоткой которого является проводящая садка.
Индукционные тигельные печи используют преимущественно для плавки металлов на фасонное литье при периодическом режиме работы, а также вне зависимости от режима работы — для плавки некоторых сплавов, например бронз, которые пагубно влияют на футеровку канальных печей.
Индукционный нагреватель металла. Принцип работы

Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.

Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, ° С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Читайте также: