Инкрустация металла в металл
Обновлено: 04.10.2024
На данные момент статья ознакомительная, изделия не выставлены в магазине.
Добавляйтесь в мой круг, чтобы не упустить момент выставления уникальных вещей.
Техника «дамаскин» существовала с древних времен. В Китае были найдены древние украшения, выполненные в этой технике, которым предположительно 2,5 тысячи лет.
Ее использовали и в Греции, и в Риме, и в Египте. Однако многие исследователи все же считают, что родиной современной техники «дамаскин» следует считать арабский город Толедо IX–XI веков. Название техника получила в честь другого города — Дамаска, где изготавливали оружие с клинками из вороненой стали. Много веков между ремесленниками Толедо и Дамаска шло состязание, чьи клинки лучше.
Постепенно техника «дамаскин» завоевала многие страны. Стала популярна в Индии (наверное, многие помнят такие милые индийские кувшины, продавались чуть ли не во всех магазинах подарков в Советском Союзе), в Японии (у японцев невероятное количество прекрасных находок в этой технике), в Таиланде.

Процесс изготовления изделий в технике «дамаскин» требует невероятного мастерства, усердия. Это огромная, кропотливая работа. Считается, что у мастера должна быть твердая, точная рука — рука хирурга. Сначала на металлическую основу (чаще всего, стальную, но иногда и медную, латунную) методом протравливания наносится рисунок. Затем контуры рисунка гравируются, бороздки забиваются тонкой золотой проволокой или пластинами. Рельеф выкладывается 24-каратной золотой нитью, которая фактически вбивается в гравировку из драгметалла.


Потом основу воронят химическим способом. А на следующем этапе подвергают воздействию высоких температур. Далее чеканят барельеф и шлифуют.

Настоящий дамаскин должен стоить достаточно дорого. Дешевым он быть не может.

Это уникальные дорогие изделия которые ценятся очень очень высоко.





Дамаскин (damascening) — это искусство инкрустации различных металлов друг в друга, чаще всего золото или серебро в основу из меди, стали или сплавов стали.
Дамаскин, как техника, имеет долгую историю. Считается, что это древнее искусство возникло в арабском Толедо еще в IХ-XI веке. В Древнем Китае искусство украшать обычные металлы насечками из золота и серебра также известно давно: найдены изделия, возраст которых примерно 2,5 тысячи лет. Применяли дамаскин и в Древней Греции, Египте, Римской империи. Однако название свое эта техника получила от города Дамаска, который еще в XII веке был знаменит изделиями из вороненой стали, инкрустированной золотом.
Оружейники северной Италии пользовали дамаскин для украшения своих изделий уже с XVI века. В XIX веке он стал популярен по Франции.
Большое распространение дамаскин получил также в Японии, где использовалась для украшения катана и доспехов. Кстати, подобный декор ювелирных украшений, особенно изготовленных в Японии, иногда называют shakudo — это название произошло от темного фона сплава.
В Индию искусство дамаскина пришло вместе с купленными персидскими мастерами-оружейниками в период правления Великих Моголов в XVI веке. Покровительство правителей Раджастана обеспечило процветание ремесла в местности Удайпур. Индийский дамаскин или koftgari отличался созданием тонкой перекрестной штриховки на вороненой стали, куда набивалось чистое 24-х каратное золото (реже — серебро) с последующей полировкой рисунка. Воронение происходило в кипящем растворе соли для придания стальной основе темно-коричневого или синего цвета.
Сегодня работы из дамаскина создаются в традиционной ручной технике ремесленниками не только испанского Толедо, но и Ирана и Египта.
Процесс изготовления изделий в стиле дамаскин достаточно сложный и трудоемкий. Он требует твердой руки и мастерства хирурга. Как говорят сами мастера: «Золото — это прекрасно. Но работа дороже и важнее, чем золото».
Сначала мастер обрабатывает поверхность, а затем при помощи стальных инструментов или путем протравливания выбивает на поверхности рисунок. Затем предварительно выгравированное изображение инкрустируется тонкой проволокой или пластинкой золота 24 и 18 карат. Кстати, золото 18 карат получается при смешивании 24-каратного золота с серебром, что придает золоту легкий зеленоватый оттенок. Рельефная часть изображения выкладывается 24-каратной нитью и фиксируется, ее фактически вбивают в гравировку драгоценного металла.
Затем происходит окисление либо воронение основы. Для этого на поверхность металла наносится специальная смесь, а затем металл подвергают воздействию высокой температуры. Приведем несколько рецептов смеси для воронения:
- Часть азотнокислого серебра (ляписа), 500 частей воды.
- 2 части хлористой сурьмы, 2 части хлористого железа (кристаллического), кислоты.
- 1 часть хлористой сурьмы, 1 часть оливкового масла.
- 54 части медного купороса, 3 части железных опилок, 14 частей азотной кислоты (крепкой водки), 26 частей спирта, 200 частей воды.
В результате нагрева в печи поверхность становится темной, а рисунок более выпуклым и контрастирующим с поверхностью. Затем происходит чеканка барельефа для того, чтобы рисунок приобрел рельефность. После его шлифуют до блеска. В самом конце золотым или серебряным элементам придают различные оттенки, матовость или блеск, эффект перламутра.
Стоимость работ, как правило, зависит от того, сделано ли украшение вручную или станком. Машинные произведения вдвое дешевле. А вот небольшая пластина, размером с салатницу, выполненная вручную, может стоить более 1000 долларов.
Сложно пройти мимо таких изделий, а остановившись, просто не сможешь не уделить времени разглядыванию причудливых форм, оттенков, а так же необычной игре света и богатству фантазии мастеров.
Таушировка (инкрустация)
Таушировка, она же инкрустация или насечка, – своеобразный древний прием украшения драгоценными металлами бронзовых и стальных предметов, преимущественно доспехов и оружия. В настоящее время этот способ применяют для декорирования цветными и драгоценными металлами художественных и бытовых изделий. Сущность процесса насечки заключается в том, что наружную поверхность инкрустируемого предмета специальным образом насекают (отсюда и название) и полученные щели набивают цветным или драгоценным металлом в виде узора или рисунка. В одних случаях это тончайший орнамент из завитков и стилизованных растений, в других – изображения животных, птиц или человека. Иногда методом насечки осуществляют надписи на металле, орнаментированные в той или иной манере.
Долгое время об инкрустации древних мастеров можно было судить лишь по описаниям. Только после раскопок так называемых шахтовых гробниц в Микенах удалось обнаружить бронзовые кинжалы, отделанные золотом и серебром. Однако для инкрустирования изделий тогда применяли не только золото и серебро, но и другие металлы. В I тысячелетии до н. э., когда железо было большой редкостью, бронзовые изделия инкрустировали вставками из железа. Дагестанские мастера из селения Кубачи, художественное оружие которых пользовалось успехом в разных странах, инкрустировали с большой любовью также металлические предметы домашнего обихода. При обучении технике насечки кубачинские мастера вместо серебра использовали сурьму и олово, а вместо золота – латунь, только после этого они доверяли успешно освоившим мастерство драгоценные металлы. Старые мастера порой говорили: «У хорошего мастера и латунное изделие дороже золотого». В Эрмитаже хранятся изготовленные из латуни и бронзы в XIX веке подносы, кувшины, светильники, ступки, украшенные золотой и серебряной насечкой. С успехом инкрустировали бытовые предметы также тульские мастера.
И сейчас, кроме насечки золотом, серебром и драгоценными сплавами, широко применяют и обычные цветные металлы и их сплавы. В частности, весьма оригинально смотрится насечка алюминием по стали. Алюминиевая проволока хорошо держится в углублении, легко полируется и образует красивый светлый рисунок на темном стальном фоне, несколько напоминающий насечку серебром. Но поскольку насечка по металлу – техника трудоемкая, она постепенно стала применяться все реже и реже и в настоящее время встречается лишь у отдельных мастеров.
Владимир Иванович Даль, большой знаток всевозможных ремесел, упоминает о том, что «в Сибири делают и медную насечку, насекая винтовки медной проволокой». Разумеется, это была насечка медью по железу, точнее по стали, из которой изготавливают обычно металлические части винтовки.
При насечке на поверхности основного металла делают углубления, которые сформированы так, чтобы можно было вложить и вковать в них более мягкий металл. Художественный эффект насечки заключается в различии цвета основного и вкованного металла. Они образуют на готовом изделии единую поверхность, и создается впечатление, будто на основном нарисован орнамент из цветного металла.
К материалу, применяемому для насечки, предъявляют такие требования:
• вкладка и основа должны иметь различные, желательно контрастные, цвета;
• вкладка должна быть мягче, чем основа.
Особенно хорошие результаты получаются, когда серебро или золото таушируют в сталь. Кроме того, для насечки по стали в качестве вкладки можно применять медь, латунь, мельхиор, железо, олово, свинец. Допустимо также использовать бронзу или латунь как основу, которая может быть украшена серебром или медью.
Несколько слов о применяемых инструментах. Поскольку работать придется с металлами с различной твердостью, нужно изготовить инструменты, имеющие разный угол заточки клиновидной режущей рабочей части зубилец и конусной – штихелей и сечек. Угол заточки инструментов для работы по твердой стали, а также бронзе и чугуну примерно будет равен 70°, для стали, имеющей небольшую твердость, – 60°, для латуни и меди – 45° и для алюминия – 35°.
С правой стороны на верстаке мастер постоянно держит два молотка: одним работает с зубильцами и чеканами, другой использует при вбивании металла в углубления и проковке элементов инкрустации. Ко второму молотку предъявляется очень важное требование: необходимо, чтобы рабочая поверхность бойка была тщательно отполирована и закалена. Он не должен оставлять на инкрустации царапин, вмятин и других механических повреждений, удалить которые часто бывает не так-то просто. Молоток, имеющий хорошо отполированный боек, одновременно уплотняет и выглаживает металл, облегчая последующую шлифовку и полировку.
Изделия или отдельные их детали в зависимости от формы и размеров либо закрепляют в тисках, либо кладут на массивную стальную плиту, укрепленную в толстом кряже. Используют также любые другие наковальни, всевозможные оправки из массивного металла. Например, кольцо или перстень насаживают на массивный стальной стержень, который закрепляют в тисках. Отдельные небольшие плоские предметы закрепляют мастикой на деревянной подложке, которую фиксируют в шаровых тисках, а те, в свою очередь, располагают на кожаной гравировальной подушке.
Инкрустация делится на два основных вида: плоскую и рельефную. В плоской инкрустации все вставные элементы находятся заподлицо с поверхностью изделия, в то время как у рельефной они несколько выступают, образуя небольшие бугорки. В одном изделии возможно сочетание этих двух видов насечки.
Поскольку плоская насечка более проста в исполнении, с нее и следует начинать осваивать приемы работы. Нет необходимости сразу же пытаться украсить какое-то изделие. Прежде всего нужно понять сущность технологии таушировки.
Небольшие кусочки металла толщиной не менее 3 мм вполне пригодны для упражнений. Сначала орнамент рисуют на бумаге в натуральную величину, после чего переносят на поверхность основного металла.
Для гарантированной устойчивости и качественной фиксации вкладка должна расширяться книзу, т. е. в сечении иметь форму трапеции. Такой же формы должно быть и углубление в основном металле. Чтобы получить необходимые углубления, применяют следующие технические приемы.
Положите стальную пластину на наковальню и установите зубильце на контур рисунка. Нанесите по нему несколько сильных и равномерных ударов. Как только зубило войдет в металл примерно на глубину 0,5–0,8 мм, нужно передвинуть, вновь нанести такое же число равномерных ударов (рис. 30, а). При этом зубило войдет в металл на ту же глубину, что и в первом случае. Таким образом, полученное углубление в металле будет иметь на всем протяжении одинаковую глубину. На первых порах число ударов можно подсчитать. В дальнейшем необходимость в этом отпадет, так как основным ориентиром будет ритмичное постукивание, за которым мастер ведет контроль как бы автоматически, не задумываясь над этим, поскольку все его внимание должно быть уделено точной и плавной стыковке получаемых зубилом углублений.
При погружении зубильца или чекана в металл образуются не только углубления. Часть металла под действием клина вытесняется и приподнимается по краям канавки над инкрустируемой поверхностью. Приподнятые острые кромки металла называют гартом или облоем. Именно облой и используют для закрепления металлических вставок. После проковки инкрустируемой поверхности они зажимают вставленную в канавку проволоку. Для того чтобы лучше прижать материал и этим повысить удерживаемость вкладки, шероховатым чеканом проводят по краю вертикальных стенок канавки.
Но такое крепление не очень прочное, так как после шлифовки и полировки часть прокованного облоя снимается. Чтобы повысить прочность вставных элементов инкрустации, на дне канавки насекают острым зубильцем дополнительно две канавки (рис. 30, б). Одну из них делают с наклоном вправо, другую – влево. Обработанные таким образом углубления в сечении будут представлять собой расширяющийся книзу трезубец. Забитый в такое углубление мягкий металл благодаря этому прочно соединится с основой.
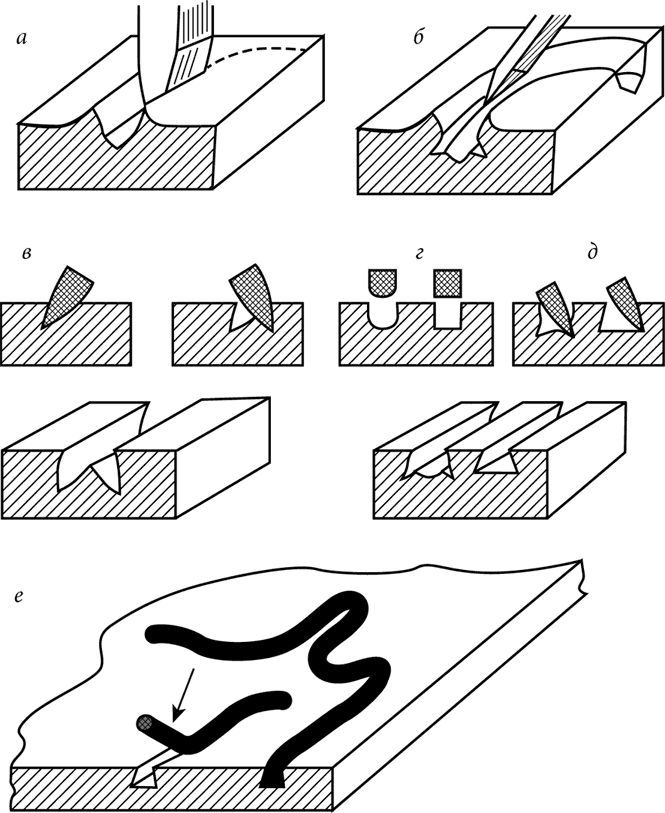
Рис. 30. Таушировка: а – формирование канавки с помощью зубильца или чекана; б – нанесение дополнительных бороздок зубильцем; в – гравирование канавок шпицштихелем; г – выполнение канавок флахштихелем и болтштихелем; д – скашивание стенок шпицштихелем; е – вколачивание вкладки в канавки
Есть и другой способ дополнительного крепления элементов вставок в углублениях. Дно канавки насекают сечкой с остро отточенной рабочей частью, имеющей в сечении четырехугольник или треугольник. При такой обработке на дне канавки образуются углубления с облоем в виде острых заусенцев. При выполнении этой операции сечку наклоняют то в одну, то в другую сторону относительно поверхности обрабатываемого изделия.
Углубления под инкрустацию на небольших металлических предметах могут быть выполнены гравировальными инструментами (рис. 30, в – д). Контурный и обронный виды гравировки, имеющие при гравировании самостоятельное значение, здесь становятся первой подготовительной стадией инкрустирования. Но выполненная резцами или зубильцами гравировка требует дополнительной обработки. В контурных углублениях с помощью шпицштихеля скашивают с одной и другой стороны стенки так, чтобы в сечении вместо прямоугольника была трапеция. Стенки углублений скашивают также в других гнездах-углублениях, имеющих самую разную конфигурацию, например лепестка, цветка, всевозможных геометрические фигур.
Контурную резьбу, предназначенную специально для инкрустирования, можно выполнять сразу шпицштихелем, ориентируясь на линии рисунка, нанесенного на поверхность металла. Все линии рисунка гравируют шпицштихелем так, чтобы полотно клинка было наклонено под небольшим углом вправо. Затем, ориентируясь на тот же контур и держа штихель под тем же наклоном, гравируют в обратном направлении. Если посмотреть на полученную канавку в сечении, она будет похожа на ласточкин хвост.
Углубления для таушировки можно получить также химическим и электрохимическим методом. Сначала поверхность основного металла гравируют путем стандартного химического или электрохимического травления[7], после чего штихелем подрезают боковые стенки так, чтобы канавки имели трапециевидное сечение.
После этого можно приступать к собственно инкрустации. Если гнезда под инкрустацию выполнены на стальном предмете, для упражнений в таушировке можно использовать круглую медную или латунную проволоку.
Вместо проволоки применяют также нарезанные из листового металла узкие полоски с прямоугольным сечением. Всевозможные фигурные вставки вырезают из листового металла, толщина которого должна соответствовать глубине вырубленного в металле гнезда. Проволоку и пруток отжигают на огне до красного каления.
Работа по заполнению углублений, выполненных чеканом, зубильцами и гравировальными инструментами (рис. 30, е), идет в следующей последовательности. Конец проволоки вставляют в конце углубления и крепят легким ударом молотка с полированным бойком. Затем укладывают проволоку на следующем участке и вновь ударяют молотком. Так проволоку или пруток постепенно вколачивают в углубления легкими ударами молотка. Когда все углубления будут заполнены до конца, более сильными ударами молотка выступающие элементы инкрустации проковывают так, чтобы они оказались заподлицо с поверхностью инкрустируемого предмета, особенно по краям, чтобы сгладить возможные неровности и гарантировать прочное закрепление. Мягкий металл вставок, как пластилин, наполнит прорезанные и выбитые в металле углубления, вклинившись в них так, что выковырять его можно только с большим трудом, разрушив всю инкрустацию. Большое значение для прочного сцепления металлов имеют заусенцы на дне углублений. Они врезаются в мягкий металл вставок, затем при проковывании загибаются – и эти крючки надежно удерживают элементы вставок.
Ту же роль заусенцы, полученные с помощью острых сечек, играют при инкрустировании плоскими фигурными вставками, розетками, лепестками, бутонами фигур человека и животных. На дне гнезда, вырубленного в изделии по форме вставного элемента, насекаются канфарником[8] углубления под разными углами.
Если углубления сделаны зубилом, поступают следующим образом: после того как проволока на небольшом участке уложена в канавку, проходят шероховатым чеканом по основному металлу с обеих сторон рядом с вложенной проволокой. Благодаря этому выступы (облой), располагающиеся по краям углубления, прижимаются к вкладке с обеих сторон. Затем чеканом еще раз обрабатывают основной металл вокруг вкладки и окончательно прижимают вложенную проволоку.
После полного заполнения рисунка вкладкой поверхность изделия шлифуют и полируют. Если в качестве основы используют сталь, то ее тонируют в сине-серый цвет. Иногда насечку на изделии дополнительно рассекают туповатым зубилом. Эта операция придает изделию своеобразный вид.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Инкрустация из соломки
Инкрустация из соломки Соломка применяется для украшения изделий. Аппликация из мелких повторяющихся деталей соломки, использующихся в качестве декоративного материала, называется инкрустацией.Заранее подготовленную соломку надо разрезать острым скальпелем на
9.10. Процесс выполнения инкрустации с насечкой
Процесс выполнения инкрустации с насечкой имеет свои технологические особенности этапов: подготовка рисунка и перевод его на деревянную основу, вколачивание элементов инкрустации, шлифование инкрустированной поверхности, окраска деревянной поверхности водным раствором протравы, высветление металлических элементов, прозрачная отделка. Рассмотрим несколько подробнее каждый из элементов.
Подготовка рисунка и перевод его на основу.
Элементы композиции должны быть четкими, подчиненными пластике металлической проволоки. Мелкие случайные изломы контуров обобщаются, т. к. их невозможно изогнуть в плавном ритме полосы металла. В инкрустации, также как в графике, линия имеет большое изобразительное значение. Она играет существенную роль в эмоционально-образном звучании композиции.
Очертания элементов должны быть ясными, как бы льющимися одним потоком, строго подчиненными общему ритму проволоки, изгибающейся в энергичные упругие формы.
Подготовительный рисунок к инкрустации целесообразнее выполнить в теплый тон белилами на темной бумаге. Можно использовать для этого коричневые или черные листы из комплектов для аппликации. На них можно рисовать не только краской, но и цветными карандашами светлых тонов (белым, желтым, оранжевым).
Перевод сложного рисунка на основу можно осуществлять по-разному, в зависимости от характера украшаемой поверхности. Если поверхность плоская или слегка заоваленная, то переводят его обычным путем – через копировальную бумагу. Замечено, что передавливать контуры рисунка на предмет через копировальную бумагу лучше не карандашом, а какой-либо заостренной палочкой. Ведь карандашом можно «забить» рисунок или испортить его случайной, неверной линией. Палочка может быть костяной или деревянной, сделанной из прочной породы (самшит, бук, дуб, граб или береза). Удобны также чернильные стержни от шариковых ручек, только паста из них должна быть израсходована, иначе жирные линии погубят рисунок.
Если инкрустированный предмет представляет собой поверхность вращения или не сложный рисунок, то орнамент можно перерисовать с эскиза непосредственно на древесину.
В этом случае избранный узор сначала воспроизводится на дереве карандашом. Контур рисунка должен быть четким, простым и выразительным, внутреннее заполнение – более мелким.
Вколачивание элементов инкрустации.
Процесс выполнения инкрустации из металла на деревянной поверхности зависит от характера вставки, так как бляшки, гвоздики, продольную контурную проволоку и штрихи насечки вколачивают по-разному.
Рассмотрим подробно последовательность исполнения каждого из перечисленных элементов.
Бляшки. Способ их врезания в дерево зависит от их формы. Если бляшки круглые, задача решается просто. На место, где их будут крепить, сверлами типа «перка», вставленными в ручную дрель, делают круглые углубления по диаметру бляшки. Глубина гнезда должна равняться примерно 3/4 толщины металлической вставки. Бляшку вкладывают в готовое углубление. Иногда в мягком и тонком металле шилом делают накол. Главное, чтобы при этом бляшка не прогнулась, а оставалась ровной. Если бляшки из прочного металла и их шилом не проколоть, отверстия нужно сделать тонким сверлом, а затем, чтобы закрепить на изделии, в отверстия вколачивается отрезок сплющенной проволоки, образующий точку. Удобнее проколоть (или просверлить) сначала одно отверстие, в него забить проволоку, а затем делать второе. Чтобы заклепки не были заметны на металлическом теле бляшки, они должны быть из одинакового металла. Чем плотнее и тверже дерево, тем проволока короче, и, наоборот, чем мягче материал, взятый за основу, тем проволока должна быть длиннее (например, для липы не менее 10–15 мм).
Чтобы бляшки держались прочно, не дребезжали и не отскакивали, диаметр прокалываемого отверстия должен быть равен сечению проволоки, которая идет на закрепление металла к основе. При вколачивании проволока несколько расплющивается и наглухо скрепляет бляшку с основой. Еще одно условие: если гвоздики отрезают от слишком упругой и твердой проволоки, они не будут держать бляшку, так как легко войдут в дерево, не расклепавшись под ударами молоточка. Поэтому, чтобы гвоздики прочно держали бляшку, нужно проволоку предварительно отжечь. Став мягкой, она при вколачивании легко расклепается. Это особенно важно, если основа предмета сделана из мягкой древесины. При вбивании проволоки в отверстия не нужно слишком усердствовать, так как может сильно прогнуться плоскость металла и ее не удается вышлифовать. Работа будет небрежной.
Бляшки можно не только заклепать, но и приклеить. Работа от этого будет идти с перерывами – клей должен сохнуть. Но при этом есть преимущества. Отпадает необходимость просверливать толстые бляшки, подбирать гвоздики того же цвета, не нужно следить за тем, чтобы при вколачивании гвоздиков не прогнуть бляшку и т. д.
Для склеивания дерева с металлом можно рекомендовать нитроцеллюлозный клей, синтетические клеи типа БФ, «Момент», эпоксидную смолу, и некоторые другие, способные отвердевать при комнатной температуре. Эти универсальные клеи успешно склеивают различные материалы, обеспечивают высокую прочность соединений.
Если бляшка не круглая, а другой формы, ее вырезают ножницами, опиливают заусенцы, накладывают на предмет и аккуратно обводят ножом. Затем узкой стамеской делают углубление по ее форме и толщине. Закрепляют так же, как и круглые вставки.
Некоторую сложность представляет закрепление бляшек на поверхностях вращения. Вставленную в лунку бляшку слегка ударяют по выступающим краям, изгибая по форме поверхности, а затем закрепляют обычным путем с помощью проволоки или клея. На рис. 9.13 дан ряд последовательных операций по закреплению бляшек в дереве с помощью гвоздиков.

Рис. 9.13. Эскизы закрепления бляшки гвоздиками.
Гвоздики. Круглые гвоздики используют не только в качестве заклепок на бляшке. Они непременный дополнительный декор к дорожкам, насечкам, круглым вставкам. Иногда только гвоздики заполняют большие плоскости предметов или обозначают контур изобразительного мотива.
Точеные вставки делают так. Шилом накалывают отверстие в нужном месте, в него вставляют торцом круглую проволоку. Лишнюю часть проволоки срезают небольшими слесарными ножницами или кусачками, а затем ударом молотка загоняют в дерево выступающий край. Удар должен быть не слишком сильным, иначе верхний торец проволоки утонет в дереве. При шлифовке напильник или наждачная бумага не зацепит металл, не высветлит его, и грязно-окисный цвет гвоздиков будет портить общее впечатление. Лучше, чтобы каждый гвоздик едва заметно выступал над поверхностью дерева. При шлифовке излишек снимется, и плоскости гвоздиков будут сверкать чистым цветом металла. Это условие относится и к другим элементам инкрустации: полоскам, бляшкам, насечкам.
Несколько последовательно расположенных точек от гвоздиков могут образовать любой узор, дополняющий, например линейный.
Продольные проволочные вставки. По линиям продольных контуров ножом-косячком делают углубленную прорезь, а канавки под окружности и дуги прорезают циркулем-резаком или вертикальными проколами торцевого ножа. В плоскости резания нож должен быть вертикальным; если нож наклонится, во-первых, может сколоться древесина, во-вторых, в косую прорезь значительно труднее вколотить металлическую полоску (см. рис. 9.14).
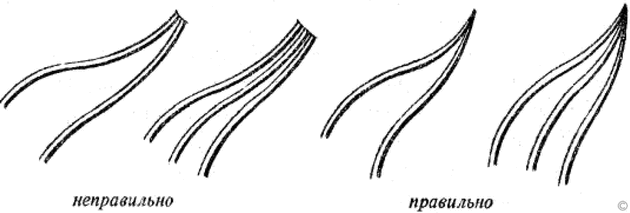
Рис. 9.14. Схема соединения металлических полосок на острый угол.
В проделанную прорезь вставляют ребром и постепенно вколачивают тонкую полоску металла, отрезанную от листа. Инкрустация выглядит более качественно, если металлический контур тянется непрерывной нитью без разрывов с одним соединительным швом. Это создает впечатление цельности изображения и говорит о профессионализме мастера.
Вколачивать нужно аккуратно, чтобы лента полностью вошла в древесину. На поверхности должна быть видна только блестящая линия. Здесь есть некоторые технологические особенности:
1. При срезании с кромки листового металла узкая лента под ножницами скручивается в спираль. Перед вколачиванием в дерево ее нужно выровнять и выпрямить деревянным молотком на поверочной плите или на наковальне.
2. Если металл полоски слишком мягкий и при вколачивании мнется и не входит в прорезь, можно слегка постучать по полоске на поверочной плите маленьким металлическим молоточком. Металл нагартуется, станет более жестким и легче войдет в дерево.
3. Чтобы металл прочнее держался в деревянной основе, нужно полоску при вколачивании вдоль волокон брать шире той, которая вбивается поперек волокон или под углом к ним. Это особенно важно в работе с мягкими породами: ольхой, осиной, липой.
4. Чтобы полоса равномерно, без загибов, не заминая дерева, заходила в прорези и прочно держалась в них, нужно ширину развала прорезей делать равной сечению металла, а глубину прорези – несколько больше, чем ширина вколачиваемой ленты.
5. При соединении полосок металла на острый угол (например, при выполнении очертания листка – рис. 9.14) необходимо перед вбиванием их в дерево расклепать соединяющиеся концы. Иначе толщина пластинок не позволит грамотно выполнить такого рода элементы инкрустации.
6. Продольные прорези под дорожку можно выполнять не только косячком, но и торцевым ножом.
По карандашным рисункам делается надрез резцом или ножом. Надрез должен быть достаточно глубоким, чтобы лента при вколачивании не смялась и в то же время заподлицо проникла в древесину. Обычно при работе моток ленты надевается на указательный палец левой руки. Конец ленты вставляется в надрез дерева, отрезается ножницами и вколачивается легкими ударами небольшого молотка. За отрезком следует другой отрезок, постепенно образуя задуманный художником рисунок (см. рис. 9.15).

Рис. 9.15. Этапы выполнения насечки.
Более толстая и прочная проволока контура закрепляет тонкие линии заполнения, удерживает их от выпадения.
Помимо линейных элементов, существуют и другие. Узор может быть выполнен вколоченным в заготовку подкрашенным деревом, костью, пластмассой. Операцию эту выполнить легче, если перечисленным материалам придана цилиндрическая форма. Этот технологический прием очень часто применяют мастера-косторезы и гуцульские мастера (см. рис. 9.9, 9.10).
Выполнение насечки – трудоемкое и капризное дело, но декоративный эффект ее очень велик.
Первые насечки надо выполнять предельно внимательно, не торопясь, соблюдая последовательность всех рассмотренных операций.
Приемы выполнения насечки требуют большого навыка. Вначале почти каждая пластинка будет загибаться под ударом молотка. Так бывает у всех начинающих. Чтобы сделать хорошую инкрустацию, нужно основательно потренироваться и вбить не одну сотню насечек. Опыт приобретается постепенно. В конце концов, пластинки под ударом молотка начнут входить без загиба, и работа доставлять наслаждение.
На начальной стадии обучения нередко при выполнении насечки поперек волокон промежутки дерева между соседними полосками металла выкрашиваются. Бывает, что они выкрашиваются еще при накалывании прорези торцевым ножом.
Причин этого дефекта несколько:
– для выбранной породы древесины насечка выполняется слишком часто;
– лезвие ножа не отполировано;
– наколка прорези выполняется не вертикально, а под наклоном.
Научившись вколачивать в предмет рассмотренные нами элементы, можно составлять разнообразные композиции (см. рис. 9.16).
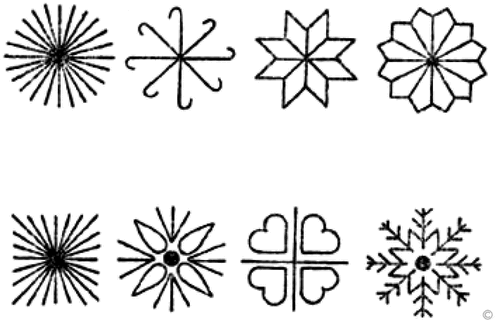
Рис. 9.16. Инкрустация насечкой – «цветы».
Гравировка бормашиной.
Успешная гравировка по инкрустированной поверхности древесины, кости и рога зависит от режущих боров и навыка мастера. Наиболее широко распространена гравировка бормашиной глазков (окружностей с ярко выраженным центром) и прямых линий, из которых составляют рисунок. Глазки и кружочки выполняют специальными самодельными борами – выкрутками, которые могут иметь до трех ободков – окружностей (рис. 9.17).

Рис. 9.17. Набор самодельных боров для инкрустации и гравировки: а – выкрутки, б – выкрутки-резцы, в – выкрутка бесцентровая.
Узор, наносимый выкруткой, может быть плоским и с поднутрением. Во время работы выкрутка должна находиться в положении, строго перпендикулярном обрабатываемой поверхности (рис. 9.18, а). Прямые и скругленные линии проводят бормашиной с помощью специально выполненного приспособления – колесика (рис. 9.18, б). При гравировке резец ведут на себя.

Рис. 9.18. Положение при инкрустации и гравировке (выкрутки) – а, гравировального колесика – б.
5 ОСНОВНЫЕ ТРЕБОВАНИЯ К ПРОГРАММНЫМ СРЕДСТВАМ СИСТЕМ ВООРУЖЕНИЯ И СПОСОБЫ ИХ ВЫПОЛНЕНИЯ
5 ОСНОВНЫЕ ТРЕБОВАНИЯ К ПРОГРАММНЫМ СРЕДСТВАМ СИСТЕМ ВООРУЖЕНИЯ И СПОСОБЫ ИХ ВЫПОЛНЕНИЯ 5.1 Состав функций, выполняемых комплексом совместно используемых или разрабатываемых ПССВ в целом и каждым из таких ПССВ в отдельности, определяют при его проектировании и
A.1 Определение условий выполнения проекта
A.1 Определение условий выполнения проекта Данная работа состоит из следующей задачи:А.1.1 Должны быть определены характеристики условий выполнения проекта, влияющие на адаптацию. К числу таких характеристик можно отнести:a. модель жизненного цикла;b. влияние жизненного
8.1 Процесс документирования
8.1 Процесс документирования 8.1.1 Общие положения Процесс документирования должен быть выполнен в два этапа в последовательности, представленной на рисунке 1 в затененных прямоугольниках. Поэтапные работы не выполняются одновременно. На отдельных этапах работы могут
2.3. Правила выполнения таблиц, иллюстраций и приложений
2.3. Правила выполнения таблиц, иллюстраций и приложений 2.3.1. Таблицы и иллюстрации, помещаемые в документах, следует оформлять в соответствии с разд. 2 ГОСТ 2.105-79. Если иллюстрация помещена на двух или более листах, то на первом листе указывают номер иллюстрации и ее
1.4. Организация выполнения требований охраны труда
1.4. Организация выполнения требований охраны труда Вопрос 25. Какие инструкции и документы должны быть пересмотрены (или разработаны вновь) на основе настоящих Правил в организациях, эксплуатирующих газопроводы и газифицированные объекты?Ответ. Должны быть пересмотрены
1.2. Порядок заключения и выполнения договора о технологическом присоединении, его продления и расторжения
1.2. Порядок заключения и выполнения договора о технологическом присоединении, его продления и расторжения Для получения ТУ и осуществления технологического присоединения владелец энергопринимающего устройства направляет в электросетевую организацию заявку по новой
5.5. МАШИНЫ И УСТРОЙСТВА ДЛЯ ВЫПОЛНЕНИЯ РЕМОНТНЫХ РАБОТ НА ВЫСОКОВОЛЬТНЫХ ЛИНИЯХ ЭЛЕКТРОПЕРЕДАЧИ
5.5. МАШИНЫ И УСТРОЙСТВА ДЛЯ ВЫПОЛНЕНИЯ РЕМОНТНЫХ РАБОТ НА ВЫСОКОВОЛЬТНЫХ ЛИНИЯХ ЭЛЕКТРОПЕРЕДАЧИ Инженерный комплекс для ремонта линий электропередачи. Для ремонта линий электропередачи напряжением 110–750 кВ и устранения аварий на линиях ОАО «Проектэнергомаш»
8.5 Порядок выполнения тестирования ПО
8.5 Порядок выполнения тестирования ПО 8.5.1 Модульное тестирование ПО Подготовка к тестированию модулей. Разработчик должен определить тестовые варианты (в терминах входных данных, ожидаемых результатов и критериев оценки) и тестовые процедуры для тестирования каждого
НАСЕЧКА
Разнообразие свойств различных материалов, в том числе и металлов, послужило основой возникновении инкрустации, одним из видов которой является насечка (инкрустация). Суть этой техники художественной обработки металла заключается в том, что на металлических предметах гравированием, чеканкой или травлением наносятся углубления, которые затем заполняются другими металлами, имеющими контрастный цвет и тональность. Художественная выразительность насечки достигается не только рисунком, органически связанным с поверхностью украшаемого предмета, но и противопоставлением естественного цвета одного металла другому.
Долгое время об инкрустации древних мастеров можно было судить лишь по описаниям. Только после раскопок так называемых шахтовых гробниц в Микенах удалось обнаружить бронзовые кинжалы, отделанные золотом и серебром. Дагестанские мастера из селения Кубачи, художественное оружие которых пользовалось успехом в разных странах, инкрустировали с большой любовью также металлические предметы домашнего обихода. В Эрмитаже хранится изготовленные из латуни и бронзы в XIX веке подносы, кувшины, светильники, ступки, украшенные золотой и серебряной насечкой. С успехом инкрустировали бытовые предметы также тульские мастера. Поскольку насечка но металлу – трудоемкая техника, постепенно она стала применяться все реже и реже и в настоящее время бытует лишь у отдельных мастеров.
Процесс выполнения насечки состоит из двух основных этапов: выполнения углублений и заполнения их вставками из другого металла. Углубления можно получить с помощью металлографических резцов (штихилей), чеканов, атакже зубильцев или сечек. Существуют и другие менее трудоемкие способы получения углублений – штамповка и травление кислотами.
Чтобы выполнять углубления на металле техникой чеканки, необходимо изготовить простейшие инструменты – чеканы, а также зубильца или сечки с острозаточенной рабочей частью. Изготавливают их из инструментальной стали. После отпиливания и заточки рабочие части инструментов закаляют. Вместо инструментальной стали можно использовать надфили, напильники, пробойники, кернеры, метчики, сверла и другие отслужившие свой срок инструменты. Перед тем как приступить к опиливанию, их отжигают, нагрев на огне до красного каления. Поскольку работать придется с металлами, имеющими различную твердость, нужно изготовить инструменты, имеющие разный угол заточки клиновидной режущей рабочей части зубилец и конусной – кафарника. Угол заточки инструментов ? для работы по твердой стали, а также бронзе и чугуну примерно будет равен 70°, для стали, имеющей небольшую твердость, – 60°, для латуни и мели – 45° и для алюминия – 35°.
С правой стороны на верстаке мастер постоянно держит два молотка: одним молотком он работает с зубильцами и чеканами; другой используется при вбивании металла в углубления и проковке элементов инкрустации. Ко второму молотку предъявляется очень важное требование. Необходимо, чтобы рабочая поверхность бойка была тщательно отполирована изакалена. Он не должен оставлять на инкрустации царапин, вмятин и других механических повреждений, удалить которые часто бывает не так-то просто. Молоток, имеющий хорошо отполированный боек, одновременно уплотняет и выглаживает металл, облегчая последующую шлифовку и полировку.
В зависимости от формы и размеров изделия или отдельны детали их либо закрепляют в тисках, либо кладут на массивную стальную плиту, укрепленнуювтолстом кряже. Используют также любые другие наковальни (рис. 1), всевозможные оправки из массивного металла. Например, кольцо или перстень насаживаютна массивный стальной стержень, которыйзакрепляют в тисках. Отдельные небольшие плоскиепредметы закрепляютна мастике вчугунном полушаре, имеющем вверху углубления. Шаррасполагают на кожаной гравировальной подушке.
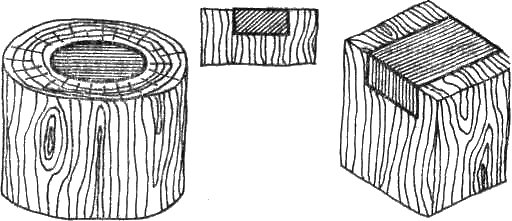
Рис 1. Виды наковален
Инкрустация делится на два основныхвида: плоскую и рельефную. В плоской инкрустации всеее вставные элементынаходятся заподлицо с поверхностью изделия, в то время как у рельефной они нескольковыступают, образуя небольшие бугорки. В одном изделии возможно сочетание этих двухвидов насечки. Подобное изделие – щипцы дляраскалывания орехов, выполненные в XVIII веке тульскими мастерами, хранитсяв Историческом музее в Москве. Небольшое изделие украшено двумя видами насечки, отличается органической связью с украшением.
Поскольку плоская насечка более проста в исполнении, с нее и следует начинать осваивать приемы работы. Нет необходимости сразу же пытаться украсить какое-то конкретное изделие. Прежде всего нужно понять сущность техники. Небольшие кусочки металла толщиной не менее 3 мм вполне пригодны для упражнений. Нанесите на сталь или бронзу простой рисунок. Положите стальную пластину на наковальню и установите зубильце на контур рисунка. Нанесите по нему несколько сильных и равномерных ударов. Как только зубило войдет в металл примерно на глубину 0,5–0,8 мм, зубильце нужно передвинуть, вновь нанести такое же число равномерных ударов. При этом зубило войдет в металл на ту же глубину, что и в первом случае. Таким образом, полученное углубление в металле будет иметь на всем протяжении одинаковую глубину. На первых; порах число ударов можно подсчитать. В дальнейшем необходимость в этом отпадет, так как основным ориентиром будет ритмическое постукивание, за которым мастер ведет контроль как бы автоматически, не задумываясь над этим, так как все его внимание должно быть уделено точной и плавной стыковке получаемых зубилом углублений.
При погружении зубильца или чекана в металл образуются не только углубления. Часть металла под действием клина вытесняется и приподнимается по краям канавки над инкрустируемой поверхностью. Приподнятые острые кромки металла называют гартом или облоем. Облой используют для закрепления металлических вставок. После проковки инкрустируемой поверхности они зажимают вставленную в канавке проволоку. Но такое креплениене очень прочное, так как после шлифовки и полировки часть прокованного облоя снимается. Чтобы повысить прочность вставных элементов инкрустации, на дне канавки насекают острым зубильцем дополнительно две канавки (рис. 2). Одну канавку делают с наклоном вправо, другую – влево. Обработанные таким образом углубления в сечении будут представлять собой расширяющийся книзу трезубец. Забитый в такое углубление мягкий металл благодаря этому прочно соединится с основой.
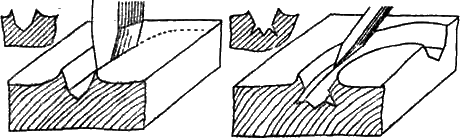
Рис. 2. Формирование канавки с помощью зубильца или чекана (а) и нанесение дополнительных бороздок зубильцем (б)
Есть и другой способ дополнительного крепления элементов вставок в углублениях. Дно канавки насекают сечкой с остроотточенной рабочей частью, имеющей в сечении четырехугольник или треугольник. При такой обработке на дне канавки образуются углубления с облоем в виде острых заусениц. При выполнении этой операции сечку наклоняют то в одну, то в другую сторону относительно поверхности обрабатываемого изделия.
Углубления под инкрустацию на небольших металлических предметах могут быть выполнены гравировальными инструментами. Обычно этот способ выбирают в тех случаях, когда имеется навык работы с ними (рис. 3).

Рис. 3. Вырезание канавок гравировальными инструментами: а – гравирование шпицштихелем; б – выполнение канавок фляхштихелем и болтштихелем; в – скашивание стенок шпицштихелем
Контурная и обронная гравировки, имеющие при гравировании самостоятельное значение, здесь становятся первой подготовительной стадией инкрустирования. Но выполненная резцами или гравировальными зубильцами гравировка требует дополнительной обработки. В контурных углублениях с помощью шпицштихеля скашивают с одной и другой стороны стенки так, чтобы в сечении вместо прямоугольника была трапеция. Стенки углублений скашивают также в других гнездах-углублениях, имеющих самую различную конфигурацию, например, лепестка, цветка, всевозможных геометрические фигур.
Контурную резьбу, предназначенную специально для инкрустирования, можно выполнять сразу шпицштихелем, ориентируясь на линии рисунка, нанесенного на поверхность металла. Все линии рисунка гравируют шпицштихелем так, чтобы полотно клинка было наклонно под небольшим углом вправо. Затем, ориентируясь на тот же контур и держа штихель под тем же наклоном, гравируют в обратном направлении. Если посмотреть на полученную канавку в сечении – она будет похожа на ласточкин хвост.
Заполняются гнезда-углубления металлическими вставками. Старые мастера для инкрустирования изделий из бронзы и железа применяли не только золото и серебро, но и другие металлы. В первом тысячелетии до н. э., когда железо было большой редкостью, бронзовые изделия инкрустировали вставками из железа. В. И. Даль, большой знаток всевозможных ремесел, упоминает о том, что «в Сибири делают и медную насечку, насекая медной проволокой винтовки». Разумеется, это была насечка медью по железу, точнее, по стали, из которой изготовляются обычно металлические части винтовки. При обучении технике насечки кубачинские мастера вместо серебра использовали алюминий, а вместо золота – латунь, только после этого они доверяли успешно усвоившим мастерство драгоценные металлы. Старые мастера порой говорили: «У хорошего мастера и латунное изделие дороже золотого». Итак, для насечки можно использовать самые разные простые металлы и сплавы: железо, медь, латунь, алюминий, олово, свинец, мельхиор, нейзильбер и другие. Важно соблюдать одно условие: металл для вставок должен быть мягче, чем тот, из которого изготовлено инкрустируемое изделие.
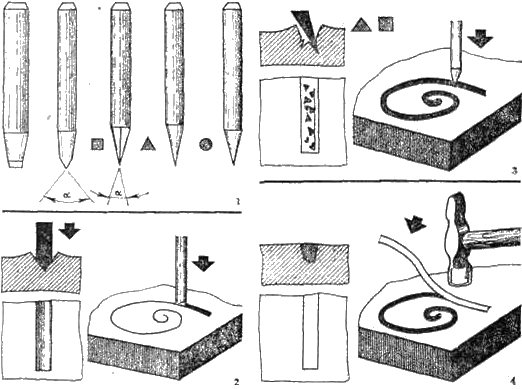
Рис. 4. Инструменты и последовательность насечки заподлицо контурных линий:
1 – зубильце (вид спереди и сбоку), какфарник с различными сечениями рабочей части; 2 – прорубание канавок зубильцем; 3 – нанесение заусениц в канавке; 4 – вколачивание проволоки в канавку
Насечка заподлицо. Если гнезда под инкрустацию выполнены на стальном предмете, для насечки можно использовать медную или латунную проволоку.
Вместо проволоки применяют также нарезанные из листового металла узкие полоски с прямоугольным сечением. Всевозможные фигурные вставки вырезают из листового металла, толщина недорого должна соответствовать глубине вырубленного в металле гнезда. Проволоку и пруток отжигают на огне до красного каления.
Работа по заполнению углублений, выполненных чеканом, зубильцами и гравировальными инструментами (рис. 4), идет в следующей последовательности. Проволоку или пруток постепенно вколачивают в углубления легкими ударами молотка с полированным бойком. Когда все углубления будут заполнены до конца, более сильными ударами молотка выступающие элементы инкрустации проковывают так, чтобы они оказались заподлицо с поверхностью инкрустируемого предмета. Мягкий металл вставок, как пластилин, наполнит прорезанные и выбитые в металле углубления, заклинившившись в них так, что выковырять их можно, только разрушив инкрустацию. Большое значение для прочного сцепления металлов имеют заусеницы на дне углублений. Они врезаются в мягкий металл вставок, затем загибаются – и эти крючки надежно удерживают элементы вставок.
Ту же роль заусеницы, полученные с помощью острых сечек, играют при инкрустировании плоскими фигурными вставками, розетками, лепестками, бутонами, фигур человека и животных. На дне гнезда, вырубленного в изделии по форме вставного элемента, насекаются канфаринком под разными углами углубления.
Инкрустация фигурными вставками заподлицо. Из листового металла вырезают ножницами или выпиливают лобзиком фигурную вставку, например, в форме лепестка.
Края слегка скашивают, опилив их напильниками и надфилями. Затем, вставку слегка выколачивают с одной стороны выколоточным молотком со сферическим бойком. Выколотку можно выполнить иначе: молотком с плоской полированной поверхностью на чекане с шаровидным бойком. Если инкрустация выполняется на объемном изделии, например, имеющем цилиндрическую поверхность, то вставку еще и изгибают так, чтобы ее изгиб соответствовал изгибу цилиндра.
Приложив вставку к инкрустируемой поверхности выпуклой стороной вверх, обводят ее стальной чертилкой. Ориентируясь на прочерченные контуры, вырубают зубильцами гнездо (рис. 5). Глубина гнезда должна соответствовать толщине вставки. Стенки его скашивают внутрь под тем же углом, что и края вставки. Дно гнезда насекают сечкой или канфарником, вбивая их в металл под разными углами. Вложенную в гнездо вставку проковывают сильными ударами молотка с плоским полированным бойком. При этом вставка выпрямляется, края плотно соединяются со скошенными стенками гнезда. Одновременно заусеницы входят в мягкий металл вставки, сгибаются и удерживают его, словно крючками. Часть металла вставки впрессовывается в углубления, полученные канфарниками. Поверхность готовой инкрустации выравнивают с помощью шабера, а затем шлифуют и полируют. Если необходимо на готовом изделии сохранить натуральные цвета металлов, на его полированную поверхность наносят тонкий слой прозрачного лака, который предохраняет их от окисления.
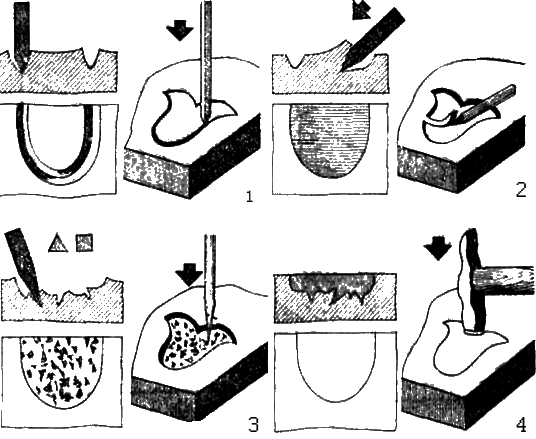
Рис. 5. Последовательность насечки заподлицо вставки из листового металла;
1 – прорубание канавки по контуру;
2 – выравнивание гнезда;
3 – насекание заусениц на дно гнезда;
4 – вколачивание вставки
Рельефная насечка. Для рельефной насечки углубления (канавки и гнезде) выполняются так же, как и для плоской насечки. При этом важное значение имеет облой, возникающий по краям углублений.
Одни из способов получения углублений с помощью чеканов для рельефной инкрустации заключается в том, что вначале их наносят острым клинообразным чеканом. Затем узкую часть канавки расширяют чеканом, имеющим плоский боек (рис. 6).
При инкрустировании линейных элементов применяют проволоку, имеющую овальное сечение. Чтобы ее получить, слегка провальцовывают или проковывают молотком обычную проволоку с круглым сечением. Ширина узкой стороны провалъцованной проволоки должна быть такой, чтобы она легко входила в предназначенное ей углубление. Вместо проволоки можно использовать полоски, нарезанные из листового металла.
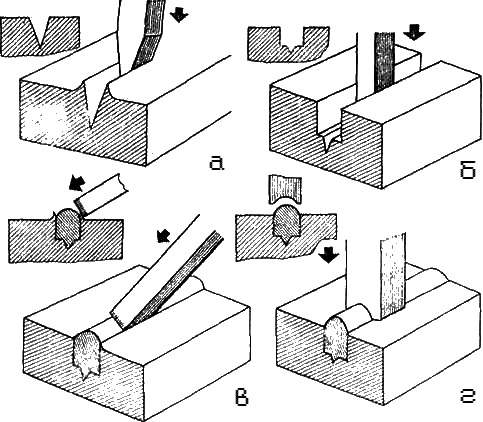
Рис. 6. Выполнение рельефное насечки с помощью чеканов: а – получение канавки чеканом с клиновидным бойком; б – проработка канавки чеканом с плоским бойком; в, г – зачеканивание вставок
В подготовленные канавки проволоку укладывают узкой стороной так, чтобы она возвышалась над поверхностью инкрустируемого изделия. Затем с одной и другой стороны канавки слегка проковывают облой (заусеницы). С их помощью вставка из проволоки удерживается, подобно камню в оправе. Получившиеся рельефные выступы имеют пока что недостаточно четкую форму. Чтобы рельефным выступам придать более четкую форму, используют чекан, боек которого имеет вогнутую поверхность. Наряду с линиями и плоскими вставками на металл можно наносить выпуклые точки. В орнаментальной или сюжетной композиции их можно использовать при решении самых разных декоративных задач.
В сочетании с линиями они могут образовывать простейший так называемый узор в полосе. Кроме того, заполняя ими определенные участки инкрустации, можно разнообразить ее, усилить декоративную выразительность. Чтобы получить круглую точку, в металле делают углубление чеканом с коническим бойком. При этом образуется по краям облой в виде приподнятой бороздки. В полученное углубление вставляют конец проволоки и обрезают ножницами на уровне облоя. Чтобы вставка не выпала, облой слегка подчеканивают молотком. Затем берут чекан с бойком, имеющим небольшое сферическое углубление. С его помощью точку зачеканивают. При этом образуется бугорок со вставкой посередине, имеющий правильную сферическую поверхность.
Фигурные вставки для рельефной инкрустации вырезают или выпиливают из металлического листа, толщина которого должна быть несколько больше, чем глубина предназначенного для нее гнезда. Вставляют в гнездо я молотком проковывают по краям облой. Затем, если это входит в художественный замысел, наносят на вставку гравировку либо выполняют рельефную резьбу. Наступающие элементы шлифуют и полируют. Следует заметить, что в отличие от низкой инкруетации шлифовку и полировку выполняют очень осторожно. Углубленные же места должны быть отполированными заранее, еще до того, как на нее будут нанесены контуры вспомогательного рисунка,
Интересна высокая насечка, при которой отпадает необходимость вырубать под накладку гнезда. В этом случае вырезанный из латуни или меди элемент орнамента накладывается на предварительно насеченную поверхность и проковывается (рис. 7).

Рис, 7. Последовательность выполнения высокой насечки: 1 – насекание заусениц; 2 – проковка накладки; 3 – обработка накладки резьбой; внизу – латунный ключ с алюминиевой насечкой и стальной значок слатунной насечкой
Чтобы защитить изделие из стали, украшенное инкрустацией, от коррозии, его нередко патинируют. Тульские и кубачинскае оружейники широко применяли воронение. И не только для того, чтобы защитить сталь от ржавчины, а еще и потому, что иссиня-черный фон усиливает выразительность золотой насечки и подчеркивает красоту драгоценного металла. На темном вороненом фоне элементы насечки становятся более контрастными. При тонировании стали можно использовать также цвета побежалости, возникающие на поверхности металла при нагревании. Если инкрустированное латунью стальное изделие нагреть паяльной лампой до определенной температуры, оно приобретет иссиня-черный цвет, а латунь покроется лишь едва уловимым золотистым налетом. Внешне инкрустация будет напоминать золотую насечку. Не следует подвергать термическому патинированию изделия, инкрустированные оловом, свинцом и алюминием, поскольку они имеют низкую температуру плавления. Для тонирования изделий, инкрустированных этими металлами, следует применять химический способ патинирования. Но нужно подобрать такие, патинирующие составы, которые бы изменили цвет фона, но не вступили в реакцию с металлом вставок. Рецепты и разделе «Декоративная отделка металла».
Г.Я. Федотов Чеканка, басма, насечка
Г.Я. Федотов Чеканка, басма, насечка С древнейших времен из листового металла, обладавшего высокой пластичностью, мастера изготавливали боевые доспехи, посуду и различные декоративные украшения. Особенно разнообразной была кухонная и столовая утварь – котлы, братины,
Насечка и наводка
Насечка и наводка Насечка или таушировка является древним способом украшения драгоценными металлами стальных и бронзовых изделий – предметов быта, вооружения, мечей, кинжалов, щитов, огнестрельного оружия и др. Сущность процесса в том, что наружные поверхности изделия
Читайте также: