Инструмент для загиба металла
Обновлено: 18.05.2024
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Какой инструмент выбрать для листогибочного пресса?

Многие не задумываются какое значение имеет оснастка листогибочного пресса и это большая ошибка. Разнообразие инструментов, наряду с тоннажем оборудования, определяет гибкость производства. Если вы производите что-то необычное, велика вероятность, что потребуется специальная оснастка или изделие будет невозможно изготовить. Поэтому самообразование в этой области может сэкономить вам время и деньги. Сначала мы начнем с различных типов гибочных пуансонов.
Примечание: данная стать является переводом.
Пуансоны для листогибочных прессов:
Знание типов пуансонов для гибки листового металла - это первый шаг к пониманию того, что можно изготавливать. Хотя вы можете не быть специалистом в области гибки, некоторые базовые знания могут помочь вам понять какие изгибы невозможно выполнить. Большинство этих пуансонов способны выполнить множества изгибов, но у каждого есть свои преимущества и особенности.
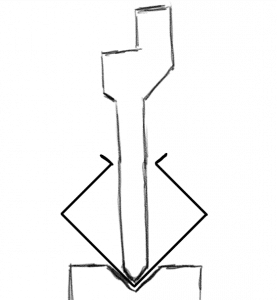
Стандартный пуансон:
Самый распространенный пуансон
Стандартный пуансон - это наиболее распространенный инструмент для листогибочного пресса. Применяется для гибки тупых углов на воздухе или гибки под углом 90 градусов. Стандартный пуансон имеет довольно коренастую конструкцию, поэтому он способен выдерживать высокие нагрузки, необходимые для более толстых металлов или более длинных линий гибки (см. таблицу масс в статье о гибке листового металла).
Острый пуансон:
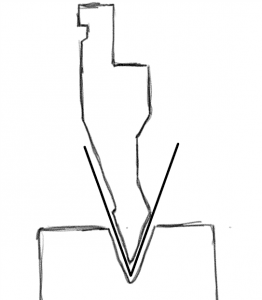
Пуансон для острых углов
Острый пуансон обычно используется для изгиба под углом от 30 до 60 градусов. Опять же, толщина матрицы допускает большие силы, поэтому он подходит для более толстых материалов. Он также используется для получения углов 30 ° перед подшивкой. Затем острый пуансон переключается на пуансон для подгибки/выравнивания для завершения работы.
При проектировании деталей необходимо учитывать механические свойства материалов . Например, с некоторыми типами металлов намного сложнее производить острые изгибы .
Узкий пуансон:
Предназначен для ограниченного пространства
По сути, узкий пуансон выполняет ту же работу, что и стандартный пуансон. Необходимость в таком инструменте возникает, когда для окончательного изгиба не так много места. В приведенном выше примере вы можете увидеть, как ширина матрицы играет важную роль.
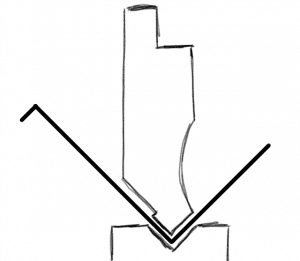
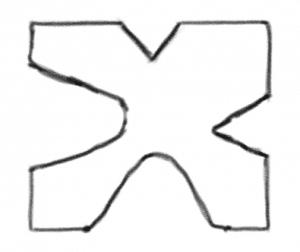
Пуансон гусевидного типа:
Ваш друг для создания каналов
Пуансон гусевидного типа используется для создания U-образных профилей. Следовательно, это широко используемый инструмент, но нужно понимать его ограничения.
Многие хотят делать U-образные профили с высокими обеими сторонами. Глядя на картинку выше, вы можете видеть, что это возможно лишь до некоторой степени. Пуансон расширяется кверху и заканчивается U формой. Таким образом, более широкое основание позволяет использовать более высокие стороны, но все же есть ограничение, установленное формой пуансона.
Кроме того, он не такой прочный, как ваш стандартный пуансон. Несмотря на то, что он довольно прочный, силовая линия не поддерживается на пути к заготовке.
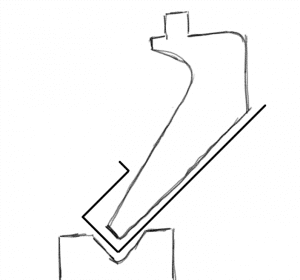
Пуансон для створок:
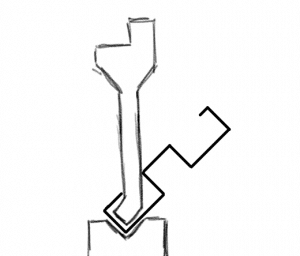
Пуансон для створок немного похож на пуансон гусевидного типа - он позволяет загибаться за угол. Но дает возможность, чтобы по обе стороны от изгиба были углы. Если вы посмотрите на изображение и попытаетесь представить себе, как сделать что-то подобное с помощью пуансона гусевидного типа вы поймете необходимость такого инструмента для листогибочного пресса.
Листогибочные матрицы:
Листогибочные матрицы составляют вторую часть инструмента листогибочного пресса. Хотя это в основном V-образные канавки, здесь тоже есть некоторое разнообразие.
Матрица 1V:
Матрица 1V или одиночная V-образная матрица листогибочного пресса - наиболее распространенный тип матрицы. Она имеет одну канавку, подходящую для определенных углов и радиусов. Если вам нужно выполнить несколько различных операций на одном листе, потребуется переоснащение инструмента, если гибка на воздухе не дает достаточной гибкости.
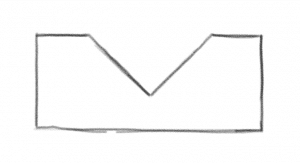
Матрица 2V:
Матрицы 2V имеют две последовательные канавки. Таким образом, это позволяет непрерывно работать без переоборудования, если на листе есть много одинаковых изгибов, для которых все еще требуются различные инструменты. Канавки расположены близко к сторонам, что позволяет использовать короткие фланцы. Канавки имеют разную ширину и также могут иметь разные углы.
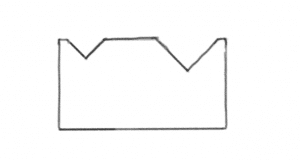
Многофункциональная V образная матрица листогибочного пресса:
Они также известны как многогранные V-образные матрицы. Они имеют 4 различных канавки на каждой стороне, предназначенные для различных радиусов и толщин материала. Тем не менее, вы должны повернуть матрицу, чтобы использовать другую канавку.
Еще один недостаток - канавка посередине, а боковые стороны не такие короткие. Таким образом, такая матрица не всегда подходит для гибки коротких фланцев.
Тем не менее, это очень хорошее дополнение к вашему ассортименту инструментов для листогибочного пресса, поскольку такая матрица обеспечивает большую гибкость возможностей в одном инструменте.
Ротационная матрица:
Вращающиеся матрицы позволяют выполнять гибку, аналогичную обычной V-образной гибке, но без повреждения материала. Вращающиеся вставки уменьшают трение - материал скользит по поверхности матрицы, а не соскабливается. Кроме того, он не оставляет следов, как V-образная матрица.

Следы, оставленные обычным V-образным пуансоном
Матрица для окантовки:
Хотя это определенно необходимая вещь, она просто слишком неинтересна для длинного описания. Поэтому вот картинка с пояснениями. Данная матрица предназначена для отделки сгибов под острым углом путем сплющивания.
Специальные пуансоны и матрицы:
Они идут в комплекте. Это то, что делает последовательную гибку намного быстрее, чем это можно сделать за одну операцию. Это также гарантирует, что изгибы параллельны, поскольку нет места для дислокаций.
Уретановые матрицы:
Еще один способ сгибать, не оставляя следов. В матрицах часто имеются отверстия, позволяющие легче прикладывать усилие в нужном направлении. Хотя этот способ может быть менее точным, он все же является хорошей альтернативой при воздушной гибке из-за конечного качества поверхности.
Длина инструмента для листогибочного пресса
Существуют стандартные длины пуансонов и матриц. Поначалу может показаться, что инженеру действительно не нужно это знать. Однако это не совсем так. Допустим, у вас есть металлический лист толщиной 2000 мм с множеством небольших фланцев или ушек, которые необходимо согнуть.
Теперь вы сделали вырезы, чтобы оператор пресса мог согнуть их, не касаясь окружающего листа. А вот вырезы у вас 28 мм. Может быть, вам стоит дважды подумать над их длиной. И для этого полезно знать стандартную длину.
В этом примере единственный способ - выбрать матрицы диаметром 20 мм, но это не гарантирует наилучшего качества. Всегда лучше, чтобы штампы имели точную длину линии изгиба. Если возможно, приведите свой дизайн в соответствие со стандартами.
Стандартные длины штампов листогибочного пресса: 835; 415; 370; 200; 100; 50; 40; 20; 15; 10 мм.
Стандартная длина пуансонов листогибочного пресса: 835; 415; 370; 100; 50; 40; 20; 15; 10 мм.
Какое оборудование и инструмент применяются для гибки металла

Одна из распространенных технологических процедур, которые связаны с обработкой металла, –гибка. Подобная манипуляция позволяет легко придать изделию необходимую форму. Используя специальные инструменты для гибки металла, создают декоративные элементы, части мебели, карнизы и другие детали. Главное преимущество такой процедуры – возможность легко получить подходящий предмет. При этом в результате получается бесшовное изделие, которое сложно деформировать, испортить. Его внешний вид и характеристики сохраняются надолго. Гибка листового металла может быть как ручной, так и механической. Оба варианта целесообразно использовать в разных случаях.
Инструменты для гибки тонколистового металла позволяют выполнять работы разного уровня сложности. Вы можете приобрести подобное оборудование для самостоятельной гибки или же обратиться к нам. Уральский завод листовых конструкций выполняет качественную гибку .
Распространенные типы инструментов
Разные типы инструментов и приспособлений, применяемых при гибке металла, направлены на выполнение сложных и простых работ. Есть оборудование, предназначенное исключительно для использования на производстве, в цехах и для применения в небольших мастерских. На выбор инструмента влияет и толщина металла. Если речь идет о тонких элементах, то применяют исключительно холодную гибку. В соответствии с типами деталей, с которыми чаще проводятся работы, следует подбирать и оборудование. Названия инструментов для гибки металла разные, как и их сферы использования.
Самый популярный инструмент для гибки листового металла на заводе – это станок. Выделяют такие разновидности:
- электромеханические – часто используются на серийном производстве, подходят для миниатюрных элементов;
- гидравлические – применяются для элементов, сделанных из особо толстого или прочного металла, обеспечивают практически ювелирное качество работы.

Отдельно выделяют оборудование и инструмент для гибки металла ручным способом. При этом часто используются:
- молотки (легкие и тяжелые);
- кувалды, тиски;
- плоскогубцы;
- ручные листосгибочные машины.
Какие инструменты для правки и гибки металла и проволоки используются чаще всего?
Часто у мастеров возникает желание приобрести все варианты инструментов, которые есть в продаже. Однако это неразумно. Вначале нужно понять, с какими объемами продукции вы планируете работать. Например, если речь идет о небольшом цехе, то будет вполне достаточно простых ручных станков, инструментов. Такое оборудование легко можно брать с собой, чтобы работать на выезде, на разных строительных объектах.
Также нужно понимать, с какими типами материала вы планируете работать. Если речь идет не только о тонколистовом металле, но и о более массивных изделиях, потребуется купить производительные станки.

Если вам требуется провести какие-либо работы с металлом, обращайтесь к нам. Уральский завод листовых конструкций проводит качественную гибку в Екатеринбурге. У нас есть все необходимое оборудование, а также – мастера высокого класса. Также у нас есть услуга лазерная резка металла на высокоточном оборудовании. Мы работаем быстро и гарантируем высокое качество.
Ознакомиться с ценами на услуги гибки и лазерной резки металла можно на отдельной странице прайс
Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести — пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях — пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) — размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
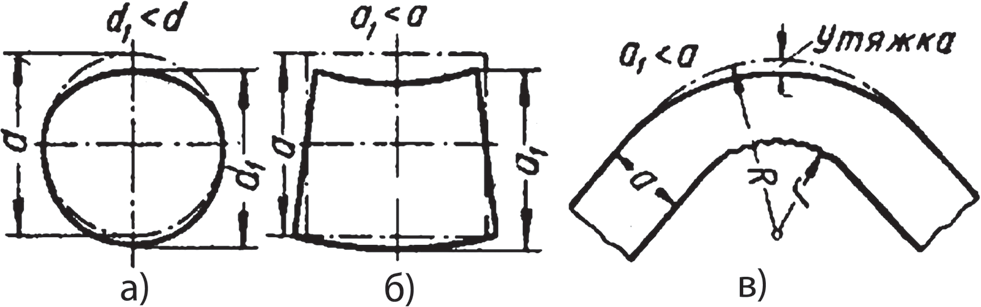
Рис. 1. Искажение формы заготовки при изгибе: а — круглого сечения; б — прямоугольного сечения; в — утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r — радиус гибки, k — коэффициент, зависящий от материала и направления проката, S — толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой — k=0,5 и для стали средней твердости — k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой — k=1,2 и для стали средней твердости — k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).

где φ — угол дуги f в градусах (φ=180° – β ); x — расстояние от внутренней плоскости до нейтральной оси в мм.
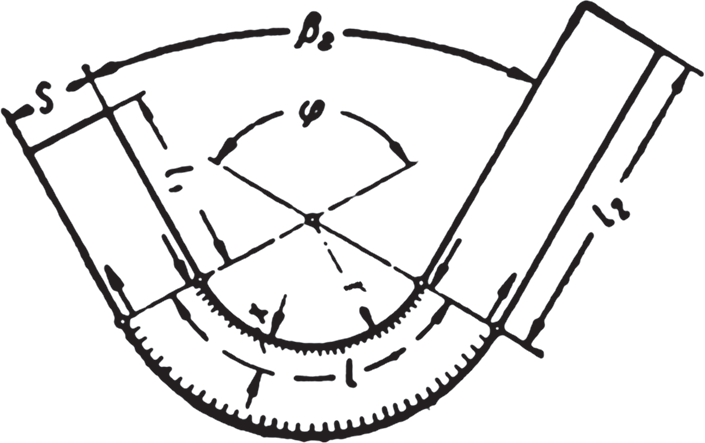
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
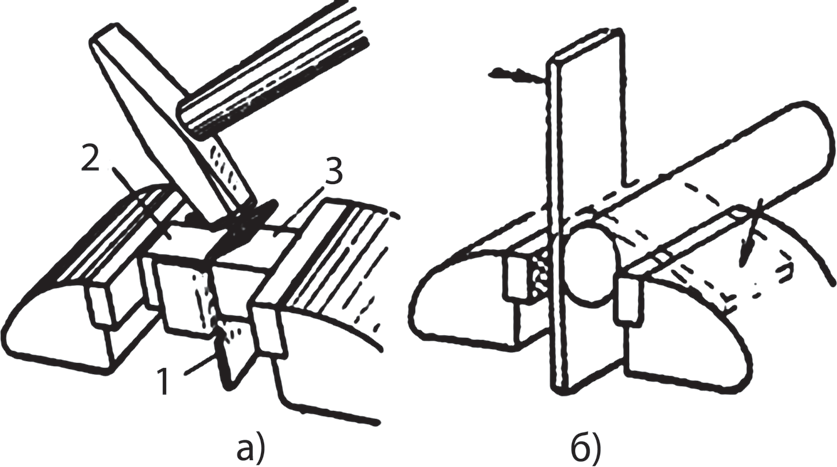
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
2. Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
При гибке в холодном состоянии труб диаметром до 25 мм применяются ручные приспособления.
На рис. 4, а показан ручной станок, предназначенный для гибки труб диаметром от 12 до 20 мм. Станок имеет ось 1 и опорную плиту 2, с помощью которых он крепится болтами к верстаку. Рабочими органами станка являются неподвижный ролик 4 с хомутиком 5, укрепленный на оси 1, и подвижный ролик 3, закрепленный на скобе 6 с рукояткой 7. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу с подвижным роликом вокруг оси неподвижного ролика до получения требуемого изгиба, после чего возвращают скобу в исходное положение и вынимают трубу.
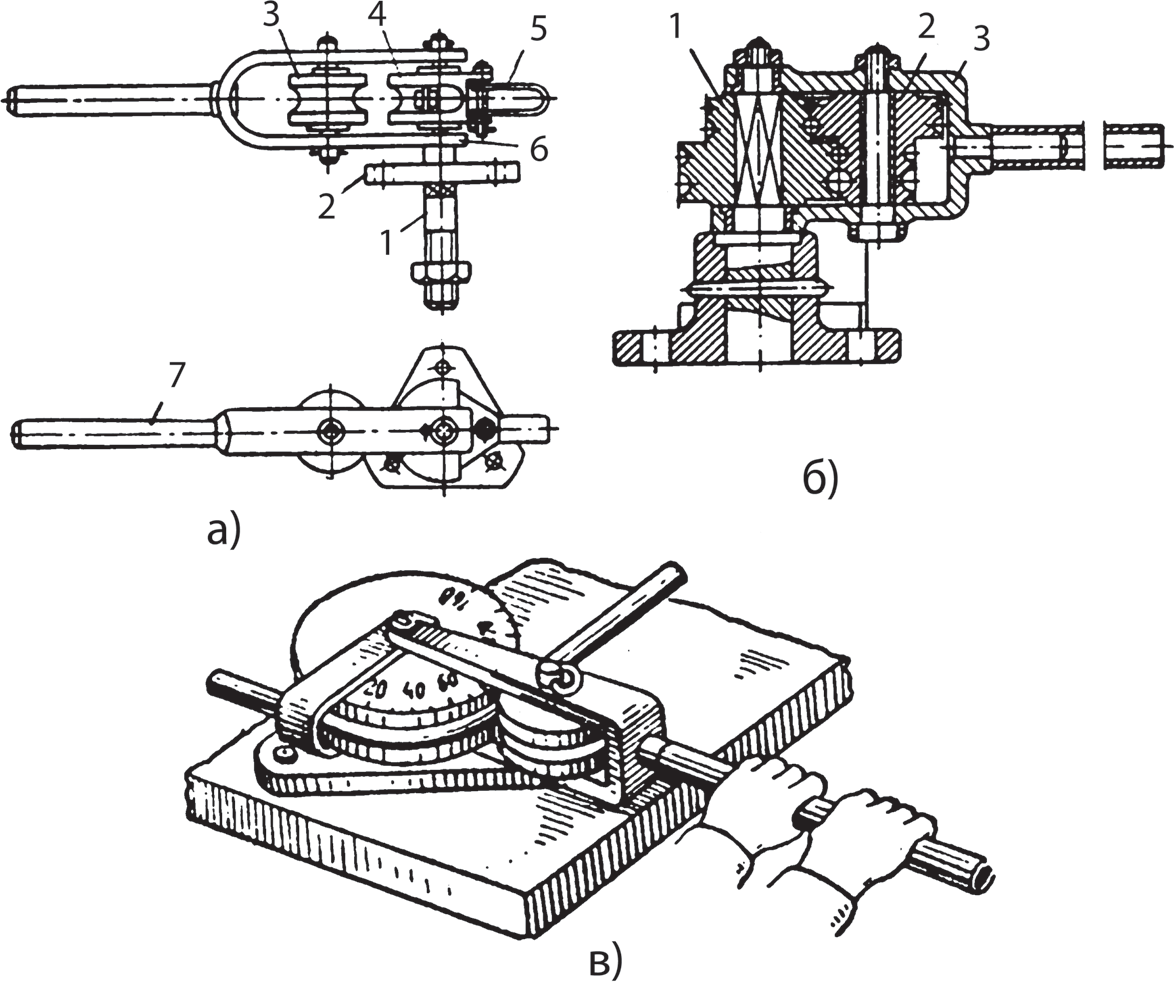
Рис. 4. Гибка на ручных приспособлениях
Для гибки медных трубок разных диаметров при сборке машин применяют многоручьевой трубогиб (5.66, б). В этом случае трубку пропускают между роликами 1 и 2 до соприкосновения с упором, затем при повороте вилки 3 подвижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу, равному радиусу ролика 1.
С помощью ручного рычажного трубогиба (5.66, в) можно изгибать стальные газовые трубы диаметром 1/2 , 3/4 и 1» в холодном состоянии без наполнителя.
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без наполнителя в холодном состоянии может использоваться специальная головка с ручным приводом.
3. Изготовление цилиндрических пружин
По своему назначению цилиндрические пружины делятся на работающие на растяжение, на сжатие и на скручивание (рис. 5).
У пружин, работающих на сжатие (рис. 5, а), витки расположены на некотором расстоянии друг от друга, шаг — t; концы пружин прижимают к смежным виткам. Основными размерами являются: внутренний диаметр — Dвн, наружный диаметр — Dнар; шаг навивки — t; диаметр проволоки — d; длина пружины — L.
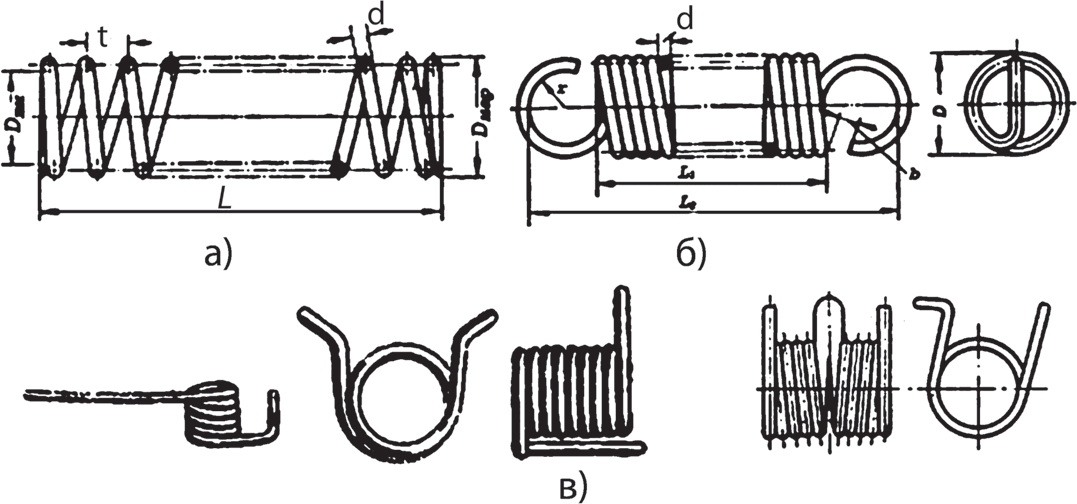
Рис. 5. Цилиндрические пружины: а — сжатия; б — растяжения; в — скручивания
У пружин, работающих на растяжение (рис. 5, б) витки плотно прилегают один к другому, последние витки отгибают на 90° и загибают в виде полуколец и колец. Основными размерами являются: наружный диаметр — D; диаметр проволоки — d; радиус проушины — r; ширина зацепа — b; длина навивки пружины — L1; полная длина пружины — L2.
У пружин, работающих на скручивание (рис. 5, в), витки плотно прилегают один к другому, на концах имеются зацепы, которые воспринимают закручивающую нагрузку и закручивают пружину в целом. Основные размеры пружин, работающих на скручивание, такие же как у пружин, работающих на растяжение.
Для расчета длины заготовки, потребной для изготовления пружины, необходимо знать средний диаметр пружины D0, который равен:
Длину заготовки f пружины (без учета колец или зацепов на концах) определяют по следующей формуле:
f=πD0n , где n — число витков пружины.
При подсчете витков пружины учитываются только рабочие витки. У пружин сжатия с неприжатыми витками число рабочих витков определяют путем вычитания из общего числа витков двух витков (по витку с каждого конца пружины). Если крайние витки прижаты для образования опорной плоскости, то вычитают полтора витка.
Обычно для ремонта машин навивку пружин производят на универсальном токарном станке (рис. 6).
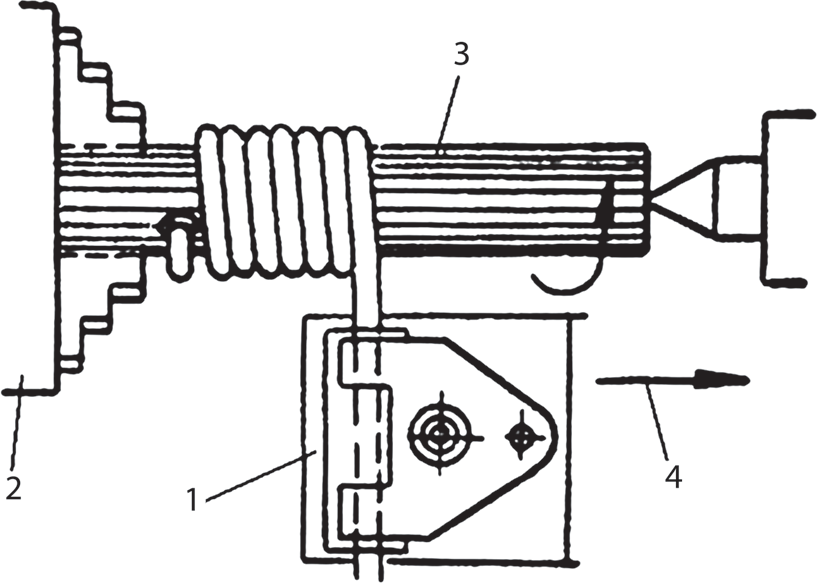
Рис. 6. Навивка пружины на токарном станке
На резцедержателе 1 станка устанавливается держатель для проволоки. В патроне 2 станка устанавливается оправка 3, диаметр которой на 0,85–0,9 меньше внутреннего диаметра пружины. Суппорт станка устанавливают так, чтобы держатель проволоки был рядом с кулачками патрона, затем настраивают частоту вращения шпинделя не более 60 об/мин и подачу 4, соответствующую диаметру d проволоки или шагу t пружины. Включают станок и считают число оборотов оправки. Когда число оборотов оправки будет равно числу витков пружины с учетом нерабочих витков, станок останавливают и выставляют упор отключения станка и подачи.
Затем суппорт станка устанавливают так, чтобы держатель проволоки был рядом с кулачками патрона. Проволока пропускается через держатель и ее конец закрепляется на оправе хомутом с поводком или в отверстии, как показано на рисунке. Первый виток пружины выполняют вращением патрона от руки и после этого включают станок.
После остановки станка конец проволоки откусывают кусачками.
При навивке пружин на станке необходимо быть предельно внимательным. Освободившаяся проволока или обрыв мятой проволоки может спружинить и нанести травму.
Обычно для пружин растяжения производят непрерывную навивку на всей длине оправки, а затем ее делят на требуемые по длине пружины.
Для пружин сжатия также производят непрерывную навивку, но замечают по линейке или лимбу подачи, в каких местах нужно выключить подачу, сделать два-три сжатых витка и вновь включить подачу.
По окончании навивки вручную производят доделку пружины. При этом удаляют заделочные концы, которыми крепили проволоку в станке, и отделяют нужное число витков для пружины. Для этого делают надрез трехгранным напильником в нужном месте на проволоке и отламывают или разрубают в нужном месте проволоку на зубиле, вертикально закрепленном в тисках.
Чтобы поджать концы пружины, работающей на сжатие, пружину 2 вставляют в направляющую трубку 1 (рис. 7, а) и через отверстие трубки нагревают пламенем газовой горелки или паяльной лампы. Как только виток нагреется до красного цвета, пружину вынимают из трубки и быстро прижимают к плоскости плиты.
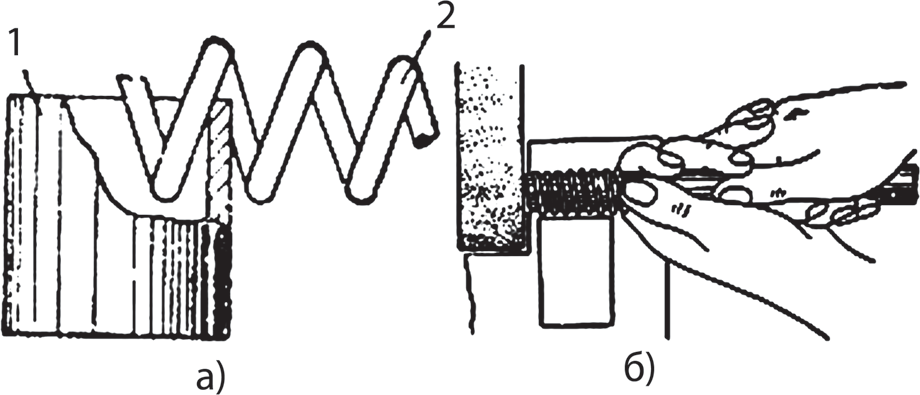
Рис. 7. Поджатие концов пружины сжатия: а — подогревом; б — на заточном станке
После поджатия витков пружине придают вертикальное положение на плите. Для этого надевают заготовку пружины на оправку и подшлифовывают металл на торце пружины боковой поверхностью абразивного круга на заточном станке (рис. 7, б).
Если пружину навивали с прерыванием подачи, то достаточно разделить заготовку на части и доработать торцы на заточном станке.
Заделка концов пружин растяжения в виде полуколец выполняется вручную с помощью подставки в тисках (рис. 3, а) или круглогубцев.
Для этого вручную зубилом на плите отгибают на 30–40° один виток на торце у отрубленной заготовки пружины. Затем отогнутый виток пружины отгибают далее с опорой на подставку (рис. 8) на 90° с помощью молотка. Если проволока не жесткая, то эту операцию можно выполнить круглогубцами.
Читайте также: