Инструменты для правки металла
Обновлено: 28.04.2024
Детали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п.
Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением.
Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые — до 470–350 °С.
Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях).
При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба.
1. Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
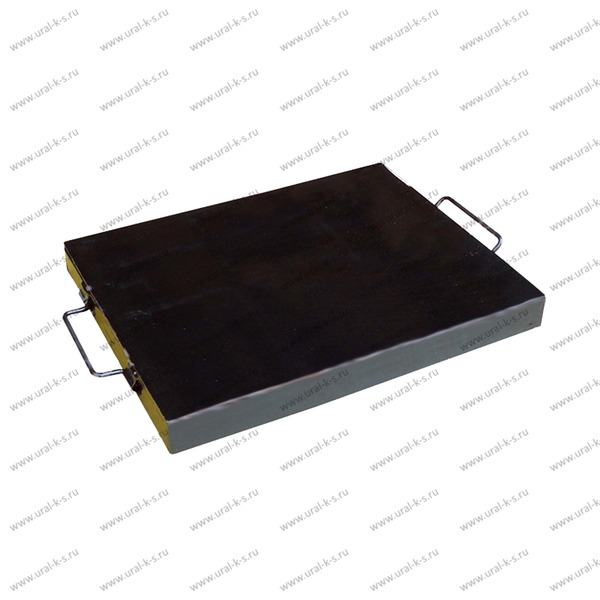
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).
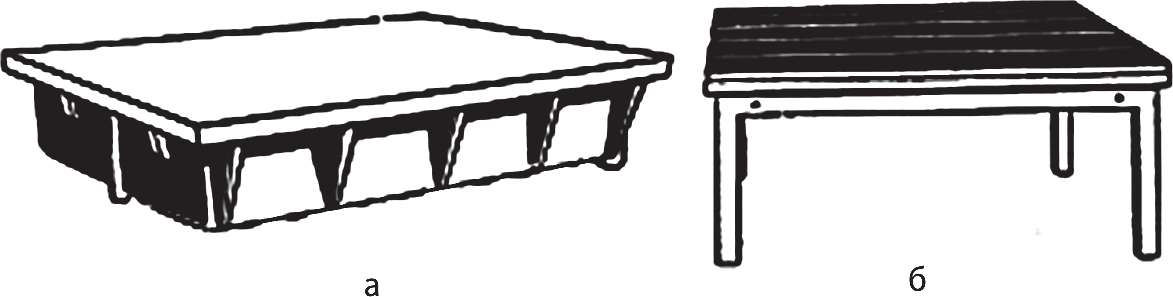
Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.
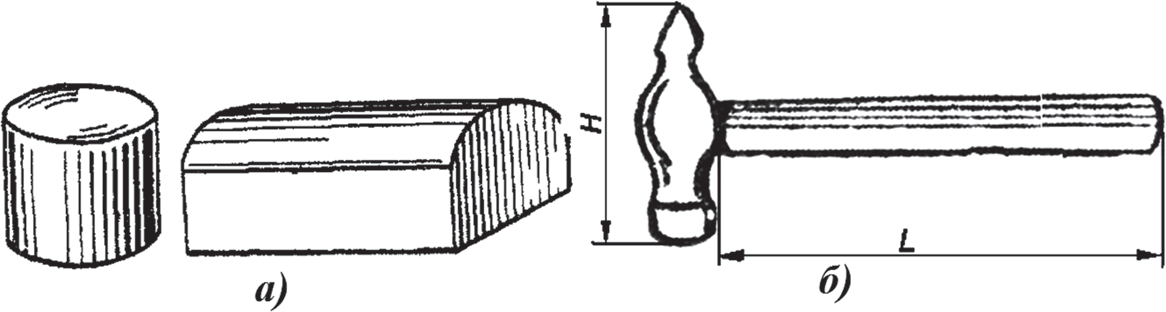
Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
2. Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
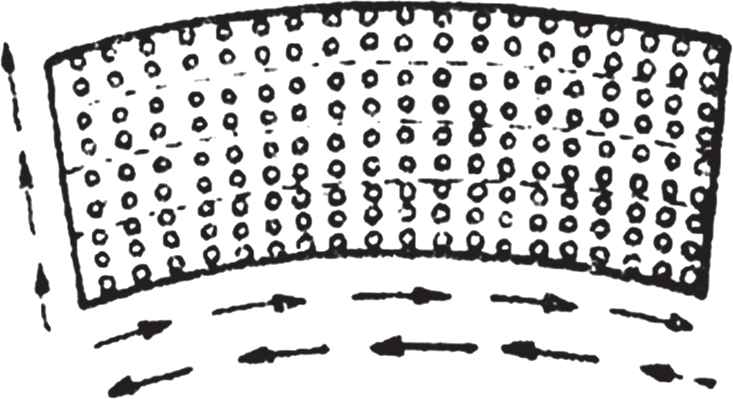
Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
3. Правка листового металла на вальцах
Для правки деталей из листового металла могут быть также использованы вальцы.
В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
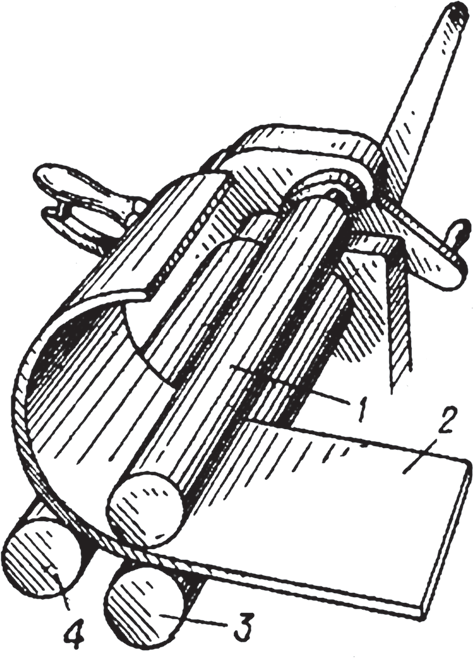
Рис. 4. Схема работы ручных вальцов
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками.
Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
4. Правка закаленных деталей
Закаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали.
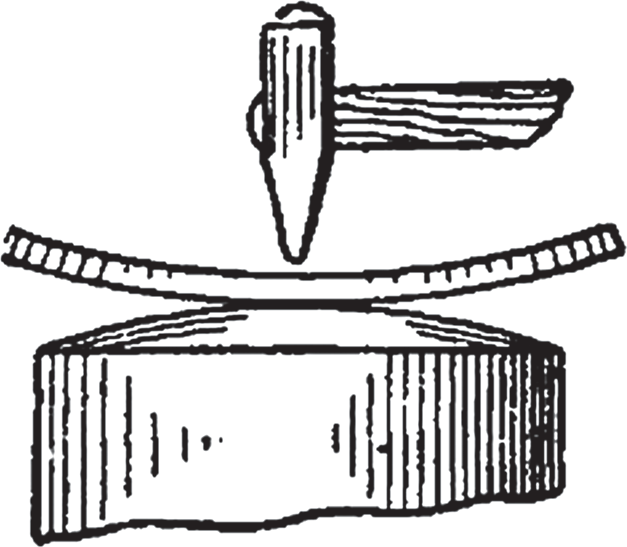
Рис. 5. Правка закаленных деталей
При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали.
Удары молотком должны быть не сильными, чтобы не сломать деталь.
5. Правка прутков и валов
Короткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого — вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты.
Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты. При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите.
На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд.
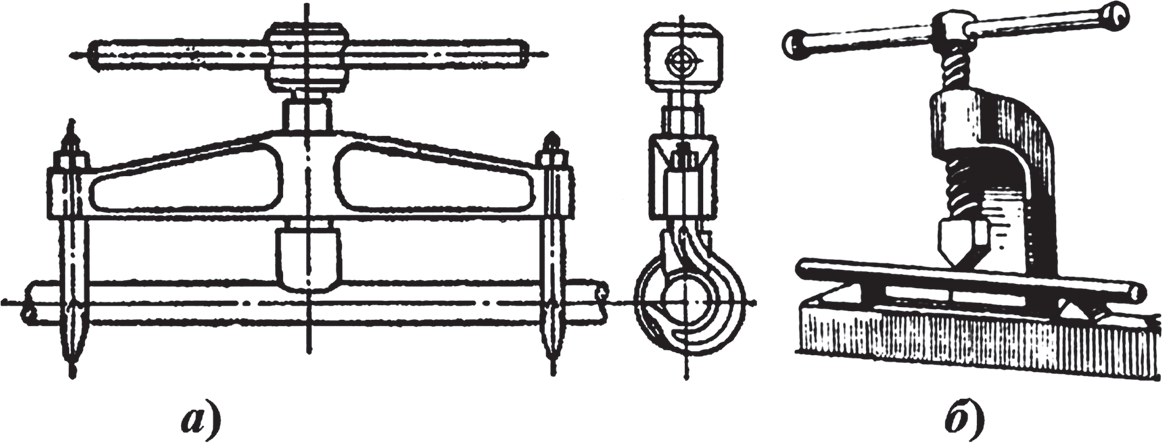
Рис. 6. Оборудование для правки деталей типа валов: а — скоба-пресс; б — ручной винтовой пресс
После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором.
Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1.
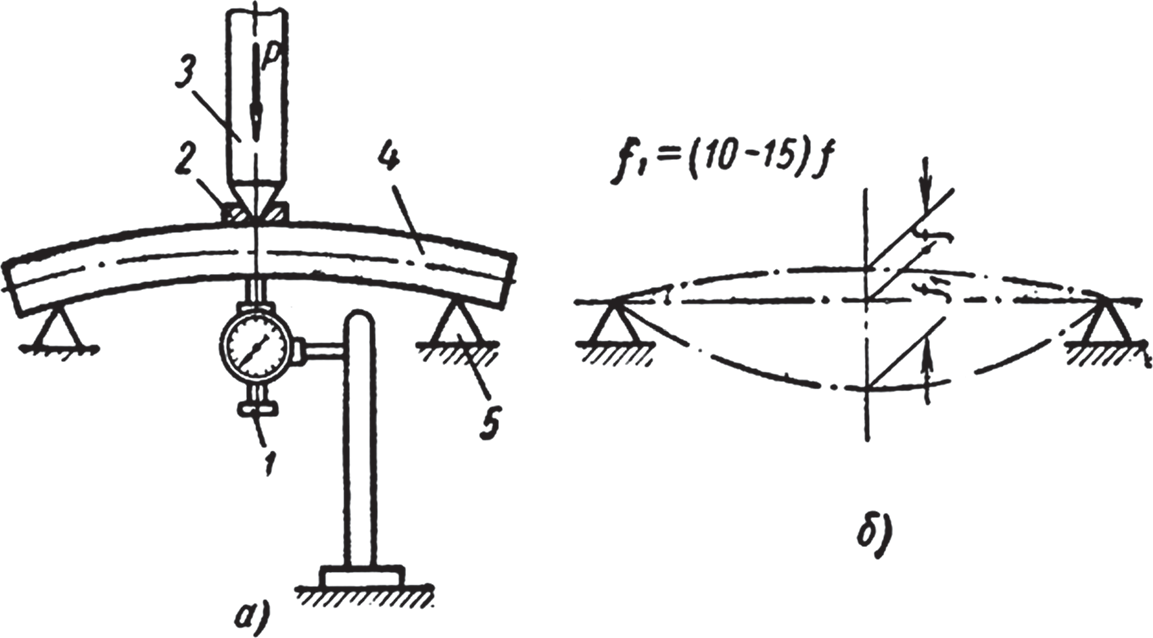
Рис. 7. Схемы холодной правки вала: а — монтажная; б — расчетная; 1 — индикатор; 2 — прокладка; 3 — шток пресса; 4 — вал; 5 — опора
Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом.
Подлежащий правке вал устанавливают на призмах (рис. 8) выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину. Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным. Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали.
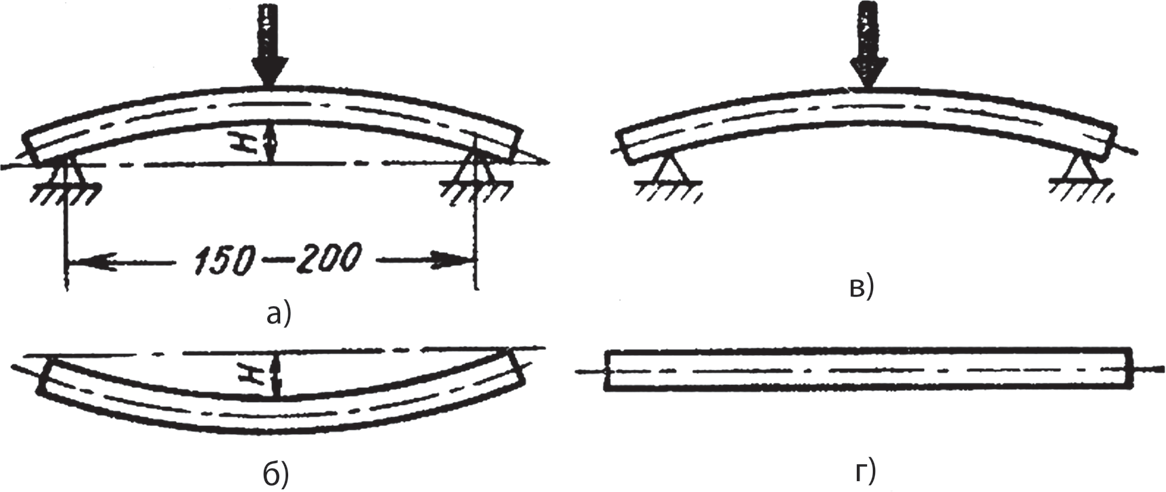
Рис. 8. Схема двойной правки вала: а — первая правка вала; б — форма вала после первой правки; в — вторая правка вала; г — вал после второй правки
Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу. Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке.
Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой.
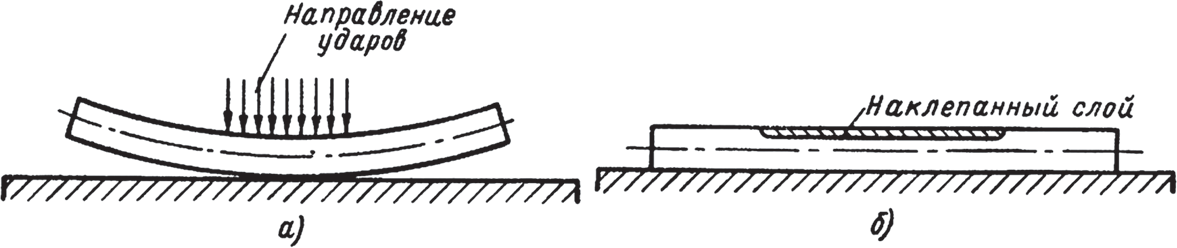
Рис. 9. Правка вала наклепом: а — момент правки; б — выправленный вал
Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали.
Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне. В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения. Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду.
Способы правки металла

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Технологической операцией правка достигается подготовка детали к проведению дальнейшей ее качественной обработки. Размеры, материал и степень дефектности определяют способы, которыми выполняется правка.
Технология
Суть технологической обработки при правке — создать такие напряжения растяжения/сжатия в заготовке, которые при взаимодействии с напряжениями, вызванными дефектами, смогли бы их нивелировать. Основные технологические способы выполнения правки следующие:
- изгиб заготовки в холодном состоянии;
- правка заготовки растяжением в холодном состоянии;
- местный нагрев отдельных участков, например, газовыми горелками.
Когда необходима правка, назначение

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Некоторые технологические операции (резка ножницами, вырубка зубилом, сварка и другие) выполняются с остаточным деформированием на заготовках, нарушающих их форму. Для дальнейшей обработки следует устранить возникшие дефекты. Правка здесь является обязательным участником технологического процесса.
Листовые и другие типы заготовок
Заготовки, получаемые прокатом, обладают повышенными пластическими свойствами, так как при производстве испытывают большие степени деформации. Это позволяет применять к ним способы, которые дают положительный результат при выполнении технологической операции правка. Прокат любой формы: пруток, свернутую в бухту проволоку, круглые и профильные трубы, листы, полосы, ленты, уголки, балки, швеллера и другие, могут быть в качестве заготовок для правильных операций.
Какие бывают виды, приемы правки, применяемые инструменты и оборудование
Правят заготовки как вручную, холодным или горячим способом, так и с помощью механического оборудования. Каждый из способов имеет свою специфику, только ему присущие инструменты, приспособления и оснастку.
Ручная

Наковальня RIDGID. Фото 220Вольт
Ручная правка используется в домашних мастерских и на производстве при изготовлении единичных деталей. Основными атрибутами ручной правки являются правильные плиты, наковальни и большое количество молотков различного вида.
Для проведения некоторых видов ручной правки применяются приспособления из области самодеятельного творчества, позволяющие улучшить ее качество. Более подробно о специфике технологии ручной правки различных по форме заготовок смотреть в статье «Правка металла: листового, полосового, проволоки, круглого и уголка».
Механическая: растяжением и не только
Вальцы гидравлические STALEX
HER-2070×4.5 используется для правки. Фото Сталекс
В условиях серийного производства используется специальное правильное оборудование. Далее представлен краткий анализ каждой группы оснащения:
Правильное оснащение пользуется высоким спросом, что обуславливает широкий выбор оборудования, предлагаемого производителями и поставщиками.
В холодном состоянии
При дефектах поверхности, которые не создают больших деформаций, для их устранения применяется холодная правка. Она заключается в приложении нагрузки к деформированному объекту или созданием наклепанной определенным образом поверхности.
Недостатком холодной правки является возможность возврата заготовки в исходное дефектное состояние. Здесь трудно контролировать распределение напряжений по телу заготовки, есть возможность возникновения значительных неуравновешенных напряжений. Они как раз будут причиной образования на заготовке таких же дефектов через некоторое время. Наклепанная поверхность значительно снижает усталостную прочность заготовки.

Правка холодного металла. Фото Подольский завод оборудования
Повысить качество холодной обработки помогут следующие действия:
- оставить заготовку после обработки под нагрузкой на длительный промежуток времени;
- выполнять процесс с перегибом в противоположном направлении, чтобы затем сделать правку в обратную сторону.
Термическая, горячая, с местным нагревом, греть или нет
Устранить значительные отклонения от номинальных размеров поможет правка с нагревом. При таком способе, до приложения необходимой нагрузки, деформированную часть заготовки равномерно прогревают до достижения требуемой температуры по всей длине дефектного участка. Нагрев можно проводить, например, газовой горелкой (газом), при этом он не должен превышать температуру отжига исправляемого металла. После такой правки обычно выполняют термообработку заготовки типа нормализации или отжига для выравнивания структуры металла.
В некоторых случаях эффективно применение правки с местным нагревом (особенно для массивных деталей). При этом методе место заготовки с наибольшей величиной дефекта быстро прогревается до температуры отжига. Концы заготовки должны быть закреплены, в таком варианте нагретый металл не имея возможности расширяться, получит деформации сжатия. При дальнейшем охлаждении будут возникать растягивающие напряжения, способствующие распрямлению заготовки.
Газопламенная

Ацетиленовая горелка. Фото ВсеИнструменты.ру
Этот термический способ отличается универсализмом, он не зависит от формы заготовки, может использоваться для любых видов металлов. Каких-то конкретных рекомендаций здесь дать невозможно. Характер и форма нагрева выбирается индивидуально после анализа деформаций на исправляемой заготовке. Основные параметры газопламенной правки следующие:
- температура нагрева;
- скорость нагрева;
- выбор мест нагрева;
- определение формы нагрева.
Температура и скорость нагрева зависят от газа, который используется в горелке. Наиболее высокая теплотворная способность у ацетилена. Меньшую интенсивность можно получить, если применить природный газ, пропан и другие.
Форма и расположение мест нагрева бывают следующие:
- нагрев в одной сосредоточенной точке;
- нагрев полосой — здесь для создания нужных напряжений используется разное линейное расширение в поперечном и продольном направлении, например, на заготовках из листа;
- клиновидный нагрев, чтобы убрать продольный изгиб или саблевидную форму.
Важно! Использование дополнительного источника тепловой энергии может привести к созданию критических величин напряжений и образованию трещин непосредственно во время прогрева или во время эксплуатации. Необходимо после такой правки проводить термообработку, стабилизирующую структуру металла.
Где заказать
Оказанием услуги по правке металла занимается достаточно большое количество компаний, некоторые из которых представлены в отдельном разделе нашего сайта.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.

Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.

Правка полосового металла, изогнутого в плоскости
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Инструменты для правки металла

Наковальни 3 и 10 кг.
Технологической операцией правка устраняются разнообразные виды дефектов заготовки. Каждому из них подходит определенный вид инструмента, приспособлений и технологических приемов.
Когда необходима правка
Технологические приемы устранения дефектов заготовок могут включать в себя как ручные способы правки, так и машинные. Ремонтные работы, в частности кузовные автомобилей, выполняются вручную квалифицированными специалистами, обладающими индивидуальным набором инструментов и колоссальным опытом.
При массовом производстве металлоконструкций заготовки доводятся до нормативных требований с помощью специального правильного оборудования. Более подробно машинный процесс правки рассмотрен в статье «Оборудование для правки металла».
Правка листового металла на специальном механическом оборудовании.
При применении в технологическом процессе сварки, заготовки деформируются из-за температурных напряжений. Для правки таких заготовок могут изготавливаться специальные приспособления. Заневоленная в такой оснастке заготовка подвергается термическому отжигу, который возвращает ее в исходное состояние.
Типы заготовок

Бухта вязальной проволоки.
Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.

Набор крючков для правки.
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
Правильная плита из стали.
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.

Рихтовочная киянка Santool.
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Для правки тонких листов с повышенными свойствами пластичности, где нельзя оставлять следов от ударов на поверхности, применяют киянки. Бойки у них сделаны из прочных пород дерева (дуб, самшит, бук) или ударопрочной резины.
Кувалды
Кувалды применяют для черновой правки крупных заготовок, когда ударного усилия обычного молотка не хватает. Боек повышенной массы (до 5 кг.) оказывает деформирующее действие на круглый и профильный прокат крупного сечения.

Кувалда 2000 грамм с фибергласовой рукояткой Gigant SLH20.
Рихтовальные бабки
Некоторые технологические процессы изготовления деталей включают правку предварительно термически обработанных заготовок. Такие заготовки имеют определенную поверхностную твердость, что создает конкретные требования к инструменту для правки. В закаленном состоянии заготовка правится с более строгими допусками от номинальных размеров, такую правку по-другому называют рихтовкой.

Рихтовальная бабка типа Каблук.
Для базирования заготовок используются рихтовальные бабки, которые изготавливаются из стальных заготовок с содержанием углерода, позволяющим выполнять закалку с высокой твердостью. Для придания заготовке при рихтовке большей степени свободы, поверхность бабок выполняется цилиндрической или сферической формы.
Гладилки
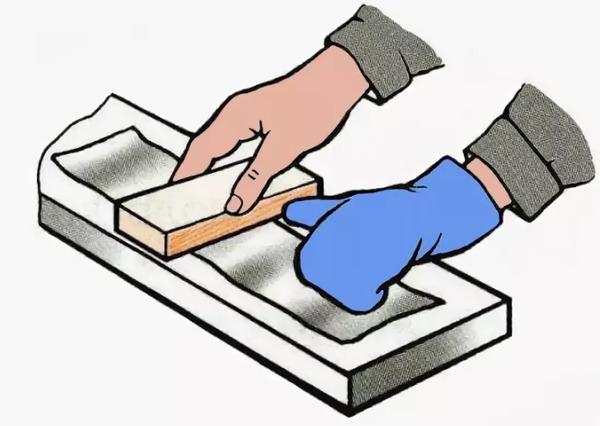
Правка металла с помощью гладилки.
Наковальня

Для ручной правки фасонного металла применяют специальные наковальни с вырезами. Дефектный участок при ударе имеет возможность перемещаться на большее расстояние, тем самым повысить эффективность правки.
Правка, рихтовка и гибка при слесарных работах
Правка — слесарная операция по устранению дефектов заготовок в виде вогнутости, выпуклости, коробления, искривления и т.д. Сущность правки заключается в сжатии выпуклого слоя металла и расширения вогнутого слоя. Правку осуществляют в холодном или нагретом состоянии заготовки (в зависимости от ее размеров и материала). Правка может быть ручной или машинной на специальных вальцах или прессах. Различают правку заготовок из листа, профильного металла и труб.

Ручную правку заготовок из листа выполняют на чугунной или стальной плите специальными молотками со сферическим бойком; заготовки из тонкого листа правят молотками со вставным бойком из мягкого металла или деревянным молотком — киянкой.
Наиболее сложна правка листов. Лист укладывают на плиту, линейкой определяют места выпуклостей, границы которых обводят мелом. Схемы нанесения ударов при правке выбирают в зависимости от числа выпуклостей и их расположения. При наличии одной выпуклости в середине листа удары наносят, начиная от края листа по направлению к выпуклости, изменяя силу и место ударов молотком. При правке листа с несколькими выпуклостями удары начинают наносить от промежутка между выпуклостями, постепенно приближаясь к их середине.
Для правки лист кладут на плиту выпуклостью вверх, поддерживая его левой рукой; правой наносят удары молотком. Удары должны быть частыми, но не сильными.
Правку полос, изогнутых по ребру, осуществляют следующим образом: определяют кривизну линейкой или на глаз, отмечая ее границы мелом. Широкой поверхностью полосу кладут на плиту и наносят удары поперек полосы по краю вогнутой стороны. Полоса односторонне вытягивается в результате «разгона» металла, принимая прямолинейную форму. Этот способ применяют при правке уголка с небольшой кривизной полки.
Заготовки круглого сечения (прутки) правят на плите, в призмах или с помощью ручного пресса. Удары молотком наносят по выпуклой части от края изгиба к его средней части. Правку заканчивают легкими ударами, поворачивая деталь вокруг своей оси. Этот способ правки используют и для правки стальных труб.
Когда сила удара молотком не обеспечивает правку, применяют ручные винтовые прессы. На столе пресса устанавливают две призмы, на которых размещают изогнутый вал или трубу так, чтобы призматический наконечник на штоке пресса находился над местом наибольшей кривизны. Плавно вращая маховик, подводят наконечник винта к месту изгиба. Затем винтом нажимают на исправляемый вал.
Профильный металл правят подогревом газопламенной горелкой или резаком. В частности, серповидность выправляют путем формирования зоны подогрева в виде треугольника или трапеции с основанием, обращенным в сторону выпуклости; в процессе остывания происходит деформация заготовки, величина которой определяется площадью и степенью нагрева.
Рихтовка является разновидностью правки. Рихтовку выполняют на термообработанных деталях. Особенность рихтовки заключается в том, что выпрямление детали происходит в результате нанесения ударов носком закругленного и закаленного бойка молотка по вогнутой части детали. Последнюю устанавливают на стальной термообработанной рихтовальной бабке. Рабочая поверхность рихтовальной бабки цилиндрической формы должна иметь сферу радиусом 150…200 мм.
Плоские заготовки рихтуют на плоской правильной стальной плите. Полосу располагают на плите вогнутой стороной вверх. Удары молотком наносят на месте соприкосновения детали с плитой от края вогнутости к ее середине. Силу удара выбирают в зависимости от толщины и кривизны детали.
Гибка — слесарная операция, при которой заготовке или ее части придается изогнутая форма в соответствии с требованиями чертежа. Гибке подвергают заготовки из полосовой и листовой стали, прутка, а также труб. Последовательность операции гибки зависит от размеров и материала заготовки. Расчет длины и ширины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки (табл. 1).
При гибке заготовок из полосового и листового материала их наружная часть вытягивается, а внутренняя сжимается. Поэтому при разметке надо учитывать припуск с внутренней стороны на каждый изгиб в пределах 0,5…0,8 толщины заготовки. Для гибки под прямым углом заготовку после разметки зажимают в тисках с нагубниками так, чтобы риска изгиба совпала с верхней плоскостью нагубника. Ударами молотка загибают одну сторону заготовки и, повторяя операцию, загибают при необходимости вторую сторону. При криволинейной гибке используют различные оправки, которые и зажимают в тисках вместе с заготовкой. Ударами молотка конец заготовки загибают по оправке, добиваясь плотного прилегания ее к поверхности оправки. Если требуется, заготовку с оправкой переставляют и операцию повторяют.
Основной подготовительной операцией при изготовлении трубопроводов является гибка труб под различными углами, которую выполняют с помощью специальных приспособлений или на трубогибочных станках. В зоне изгиба толщина стенки трубы по наружной стороне уменьшается, а по внутренней увеличивается. Радиус изгиба устанавливают по нормативным документам; его обычно назначают не менее 2Dн, где
Dн — наружный диаметр. Допускаемая овальность в зоне изгиба труб Dн до 250 мм не должна превышать 10 %, а для Dн = 300…400 мм — 6…8 %.
Таблица 1. Минимально допустимые радиусы гибки (мм) заготовок из листового материала
Гибку труб в холодном состоянии применяют при изготовлении трубопроводов Dн до 150 мм. Для холодной гибки труб используют три основных способа: на двух опорах, обкаткой роликом и с внутренним дорном. Гибку на двух опорах осуществляют в специальных станках. Ее применяют для труб диаметром до 125 мм. Холодная гибка труб обкаткой роликом рекомендуется для труб диаметром до 32 мм. Трубу жестко прикрепляют скобой к неподвижному гибочному диску, а обкатывающий ролик перемещают по дуге вокруг гибочного диска и изгибают трубу. Радиусы ручьев гибочного диска и обкатывающего ролика должны точно соответствовать наружному диаметру изгибаемой трубы.
Холодную гибку с внутренним дорном используют для тонкостенных труб наружным диаметром 32…219 мм. Изгибаемую трубу надевают на штангу с внутренним дорном, который располагают в месте изгиба. Это предохраняет трубу от возникновения овальности и образования гофр. Конец трубы зажимают между гибочным диском, имеющим полукольцевую выточку (ручей), и вкладышем с такой же полукольцевой выточкой. В процессе гибки диск, поворачиваясь, увлекает за собой трубу, сталкивая ее с внутреннего дорна. Труба, прижатая к ползуну, в результате трения продвигается вперед. Форма внутренних дорнов может быть ложкоили шарообразной. Трубы при холодной гибке продувают сжатым воздухом, а их внутреннюю поверхность смазывают машинным маслом или мыльной эмульсией.
Гибку труб в горячем состоянии выполняют двумя способами: с нагревом токами высокой частоты (ТВЧ) и с нагревом в пламенных печах или горнах с наполнителем (набивкой песком). Гибка труб с нагревом ТВЧ, применяемая наиболее широко, заключается в непрерывном последовательном изгибе небольшого участка трубы, нагреваемого в кольцевом индукторе под действием электромагнитного поля, которое создается ТВЧ. При гибке труб с нагревом ТВЧ используют три схемы: с отклоняющим роликом, с водилом и «подсадкой».
Гибку труб из цветных металлов осуществляют в холодном состоянии: диаметром до 38 мм при радиусе изгиба не менее 2,5 Dн без дорна и наполнителя, а диаметром более 38 мм с радиусом изгиба не менее 3 Dн с дорном или наполнителем (песком).
Читайте также: