Из какого металла сделан блок цилиндров
Обновлено: 21.09.2024
На протяжении многих десятков лет моторы изготавливали из самых обычных материалов — стали, чугуна, меди, бронзы, алюминия. Совсем немного пластика, иногда какие-то мелкие элементы, вроде корпусов карбюраторов, — из магниевых сплавов. На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся.
Большая часть автовладельцев наверняка знает главный тренд современного автомобилестроения: увеличение мощности двигателя при постоянном уменьшении его объема и массы. Секрет такого сочетания кроется в том числе в новых материалах и конструктивах. Ну и, разумеется, тщательной проработке всех элементов силового агрегата, а также уже не скрываемом отсутствии избыточных (читай: невыгодных) запасов прочности.
Как ни странно, всевозможные нанотрубки и прочий хай-тек, о котором постоянно говорят в СМИ, в моторостроении на самом деле почти не применяются. В серийных моторах самыми дорогими и сложными материалами являются кремнийникелевые покрытия, металлокерамический композит (например, известный как FRM у Honda), различные полимерно-углеродные композиции и постепенно появляющиеся в серийных двигателях титановые сплавы, а также сплавы с высоким содержанием никеля, например Inconel. В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются.

Прогресс обеспечивается в основном «тонкой настройкой» и применением давно известных технологий по мере их удешевления. Основная масса серийных агрегатов состоит в основном из чугуна, стали и алюминиевых сплавов — по сути, самых дешевых материалов в машиностроении. Однако тут все же есть место для новых технологий.
Самая крупная деталь любого мотора — блок цилиндров. Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Основная задача в совершенствовании сплавов чугуна — это сохранение высокой твердости поверхности при улучшении его вспомогательных качеств, иначе это может привести к необходимости использования чугунных же гильз для блока цилиндров из более износостойкого сплава. Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна.

Алюминий в качестве материала блока применяется также очень давно и совершенствуется примерно в том же направлении. Усилия направлены в основном на улучшение возможностей его обработки, на снижение коэффициента расширения при сохранении необходимой пластичности материала, повышение необходимых аспектов прочности сплавов.
Также развиваются технологии использования вторичного алюминия низкой очистки. Для таких сплавов применяются технологии, отличные от литья, причем налицо тенденция к изготовлению из алюминия блоков цилиндров более компактных моторов. Например, двигатель Volkswagen серии EA211 сегодня имеет алюминиевый блок, который оказался на 40% легче чугунного.
Магниевые сплавы значительно менее популярны. Они легче алюминиевых, но имеют значительно более низкую коррозийную стойкость, не переносят контакта с горячей охлаждающей жидкостью, со стальными крепежными деталями повышенной температуры. На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией. Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов.


Компоненты двигателя
Если с самой большой деталью мотора новые технологии и материалы не очень «дружат» в целом, то в частностях возможны интересные сюрпризы. Гильзы цилиндров у любого блока являются точкой приложения всех новейших технологий и материалов. Высокопрочный чугун, методы поверхностного упрочнения алюминиевых высококремнистых сплавов, гальванические покрытия на основе сплава карбида кремния с никелем, металлокерамические матрицы и стальное напыление широко используются даже на серийных моторах. Про чугун и высококремнистый алюминий говорить не будем, все же сами технологии не только старые, но и массовые. А вот про остальные материалы лучше рассказать чуть подробнее.
Упрочненные чугунные гильзы по технологии CGI (Compacted Graphite Iron) появились для реализации экстремально высокой степени форсирования у дизельных моторов. Этот чугун сильно отличается от распространенного серого чугуна. У него на 75% выше прочность на разрыв, на 40% выше модуль упругости, и он в два раза устойчивее к знакопеременным нагрузкам. А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна. А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
Покрытие по технологии Nicasil, в общем-то, не редкость и далеко не новинка, но оно остается одним из самых высокотехнологичных и перспективных в своей сфере. Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil.


Причем более вероятной причиной отказа является как раз повышенная стоимость блоков цилиндров с этим покрытием, связанная с низкой технологичностью процесса гальванического нанесения и высоким процентом не выявляемого сразу брака, который потом успешно списали на высокосернистые бензины.
Тем не менее это покрытие все еще остается лучшим выбором для создания рабочей поверхности в любом мягком металле, потому под различными торговыми наименованиями применяется в массовом и особенно гоночном двигателестроении. Например, под маркой SCEM в моторах Suzuki. Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками.
Металлокерамическая матрица (MMC), более известная как FRM в моторах Honda, — еще один оригинальный и интересный материал. Например, двигатель на суперкаре NSX имел гильзы, выполненные по такой технологии. Опять же технология далеко не новая, но, как и материал, очень перспективная. Покрытие типа Nicasil тоже относится к MMC, но его приходится наносить гальваническим методом, и в качестве матрицы выступает достаточно твердый никель.
В технологии FRM материалом матрицы служит алюминий, а MMC получается в процессе заливки гильзы из волокнистого материала на основе карбоновой нити в алюминиевый блок. Использование углеродного волокна более технологично. К тому же матрица получается намного более толстой, чуть более мягкой, намного более упругой и абсолютно интегрированной в материал блока. Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине.


Минусы у такого покрытия тоже имеются. Во-первых, немалая цена, во-вторых, жесткое отношение к поршневым кольцам, поскольку его структура плохо «настраивается». Тут не создать полноценной сетки хона, правда, масло хорошо удерживается в волокнах и без того. Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое. В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Впрочем, сейчас эта проблема уже не актуальна, новые катализаторы и новые поколения малозольных масел позволяют об этом не беспокоиться. Ну и, разумеется, цена нанесения покрытия такого типа заметно выше, чем у алюсила или чугунных гильз, но все же меньше, чем у Nicasil-подобных материалов.
Покрытия MMC разных типов также используются в целом ряде деталей двигателей. Например, в седлах клапанов в ГБЦ, упрочнениях крайних постелей распредвалов, особо нагруженных местах креплений элементов конструкции. Это позволяет широко применять цельноалюминиевые детали и снижать массу конструкции за счет упрощения. Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.

Титановые сплавы также давно пытаются использовать в конструкции машин. В двигателях этот прочный, легкий и очень эластичный материал с превосходной химической стойкостью применяется очень ограниченно в силу высокой стоимости. Но можно найти серийные конструкции с деталями из титана. Титановые шатуны, например, давно устанавливаются в моторах Ferrari и тюнинговом подразделении AMG. Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов. Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней.
Теоретически детали из высококремнистых титановых сплавов с высоким содержанием интерметаллидов и сицилидов могут применяться в двигателях, но у большинства титановых сплавов наблюдается серьезная потеря прочности уже при температурах свыше 300 градусов — изменение пластичности в больших пределах и большой коэффициент расширения, что не позволяет создавать из них долговечные детали с низкой массой. Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
А вот покрытия из нитрида титана — одни из самых популярных средств упрочнения поршневых колец. Этот материал отлично работает по кремниевому упрочненному слою гильз цилиндров. Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя. Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку. Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров.
Уже упомянутая 3D-печать также активно применяется для создания высокопрочных и высокоточных жаростойких деталей сплав Inconel. Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
В последние годы, в связи с развитием технологий 3D-печати и активным использованием в них Inconel-сплавов, мелкосерийные ДВС все чаще обзаводятся деталями из этого очень перспективного материала. Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273.
Пластмассы также продолжают внедрять в конструкции двигателей. Выполненные из пластика элементы системы впуска и охлаждения — дело уже привычное. Но дальнейшее расширение номенклатуры маслостойких и теплостойких пластмасс с низким короблением позволило создать пластмассовые картеры ДВС, клапанные крышки, направляющие, корпуса малых конструкций внутри двигателя. Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Конструкция блока цилиндров

Блок цилиндров большинства двигателей отливается из серого легированного чугуна и далее подвергается механической обработке. В таком случае рабочей поверхностью зеркала цилиндра является чугун отливки. Отверстие цилиндра растачивается под установленный размер, а после окончательной механической обработки поверхность стенок имеет микроструктуру, позволяющую удерживать необходимое количество масла. Чугун, особенно легированный, обладает необходимой прочностью и низким коэффициентом трения в паре материалов «чугун – чугун» или «сталь – чугун», из которых изготавливаются поршневые кольца, и в паре материалов «алюминий – чугун» из которого изготавливаются поршни. При этом чугунные стенки цилиндров обладают высокой износостойкостью. Но иногда даже в чугунные блоки цилиндров, для увеличения износостойкости запрессовываются тонкостенные сухие гильзы из более износостойкого легированного чугуна. Недостатком чугуна при производстве блока цилиндров является его большой удельный вес. Для улучшения динамики автомобиля конструкторы всеми силами стараются уменьшить вес всех компонентов автомобиля, включая двигатель. Поэтому блок цилиндров двигателя многих современных автомобилей отливается из алюминиевого сплава. Алюминий, кроме малого веса не имеет никаких преимуществ перед чугуном, но при этом появляются новые трудности. Алюминиевые сплавы гораздо мягче чугуна, поэтому для обеспечения необходимой жёсткости блока приходится делать более толстыми несущие стенки блока и делать сложную систему рёбер жёсткости. Алюминий имеет более высокий коэффициент температурного расширения, поэтому приходится более строго контролировать зазоры между различными деталями двигателя. Поршни всех современных двигателей, для облегчения веса, изготавливаются чаще всего из алюминиевых сплавов. Но коэффициент трения в паре материалов «алюминий –алюминий» очень большой и алюминий обладает низкой износостойкостью. Поэтому поверхность цилиндров должна быть изготовлена не из алюминия, а из другого материала. В алюминиевых блоках тонкостенные чугунные гильзы из износостойкого чугуна вплавляются в алюминиевую отливку при изготовлении отливки блока. Но стенки цилиндров самых современных двигателей с алюминиевым блоком при помощи современных технологий могут быть покрыты гальваническим способом специальным износостойким металлом. Или при помощи самых современных технологий осуществляется поверхностное упрочнение стенок цилиндров. При отливке блока цилиндров специальные технологии повышают концентрацию кремния в поверхностном слое стенок цилиндров, далее при помощи химических реакций из поверхностного слоя стенок цилиндров удаляется алюминий. В результате этого упрочнения износостойкость стенок цилиндров превышает по этому показателю цилиндры, изготовленные из чугуна. Но в этом случае, для снижения коэффициента трения между алюминиевым блоком цилиндров и алюминиевыми поршнями, поршни покрываются тонким слоем железа. Отсутствие чугунных гильз значительно уменьшается вес блока цилиндров. Иногда в блок цилиндров вставляются съёмные гильзы, которые герметизируются в блоке цилиндров при помощи медных или резиновых прокладок. Съёмные гильзы имеют преимущество в том, что после предельного износа их можно заменить новыми, изготовленными или отремонтированными (расточенными под ремонтный размер) с высокой точностью в заводских условиях. Применение съёмных гильз упрощает ремонта двигателя. Но в последнее время такие гильзы применяются довольно редко, поскольку блоки цилиндров со вставными гильзами имеют некоторые, присущие им недостатки. При перегреве двигателя происходит разгерметизация посадки гильзы в блоке, в результате которой происходит утечка охлаждающей жидкости.
ДВС (Конструкция блока цилиндров, обзор)

В очередной раз шарясь по просторам рунета в поисках информации по ДВС для модели наткнулся на статью и не смог пройти мимо. Думаю многим будет интересна информация по тематике строения, технологии и материалов. Да простит меня автор.
Блок цилиндров – основная и самая дорогостоящая часть двигателя. Именно в блоке расположены отверстия цилиндров, в которых перемещаются поршни и происходят все процессы сгорания, в результате которых вырабатывается энергия. Блок цилиндров так же является основой двигателя, к которой крепятся все остальные детали. К блоку цилиндров также крепятся различные вспомогательные механизмы двигателя и других систем автомобиля. Например, электрический генератор, насос системы гидроусилителя рулевого управления и компрессор кондиционера. К блоку цилиндров крепится картер сцепления или корпус гидротрансформатора автоматической коробки передач. В самом блоке цилиндров расположен коленчатый вал и другие детали кривошипно-шатунного механизма. В старых конструкциях двигателя, некоторые из них выпускаются и в настоящее время (в основном в Америке), в блоке цилиндров располагался и распределительный вал, а когда-то, совсем давно, и сами клапаны, вместе с клапанными механизмами, тоже располагались в блоке цилиндров. В таких, так называемых нижнееклапанных двигателях головка блока цилиндров была просто крышкой с единственными отверстиями для установки свечей зажигания.
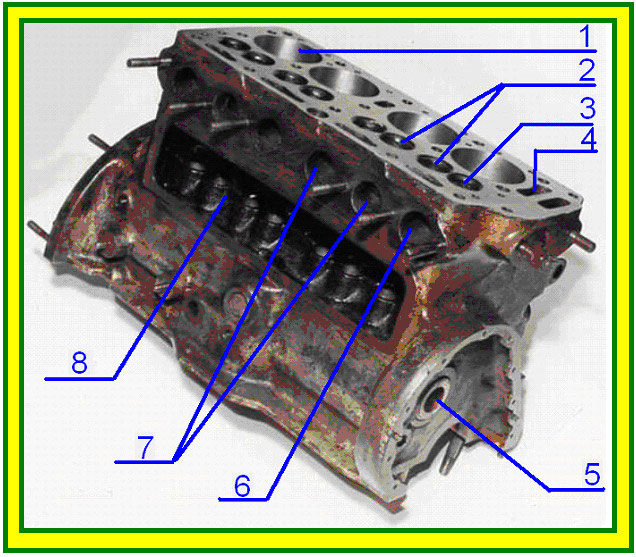
1 Отверстие цилиндра
2 Сёдла впускных клапанов
3 Сёдла выпускных клапанов
4 Канал рубашки охлаждения
5 Отверстие для установки распределительного вала
6 Выпускной канал
7 Впускные каналы
8 Полость для установки клапанов и клапанных механизмов
Блок цилиндров нижнееклапанного двигателя легкового автомобиля Мерседес 30-х годов.
Не стоит думать, что это совсем древность, подобные нижнеклапанные двигатели выпускались в нашей стране до 90-х годов. Ранее они устанавливались на автомобили ГАЗ-51 и ГАЗ-52, а позднее они устанавливались на различные погрузчики и другие строительные машины.
Но в современных конструкциях распределительный вал (валы), клапаны, впускные и выпускные каналы расположены в головке блока цилиндров. Сверху блок цилиндров закрывается мощной головкой блока цилиндров, а снизу блок цилиндров закрывается поддоном системы смазки.
Конструкция блока цилиндров
Блок цилиндров большинства двигателей отливается из серого легированного чугуна и далее подвергается механической обработке. В таком случае рабочей поверхностью зеркала цилиндра является чугун отливки. Отверстие цилиндра растачивается под установленный размер, а после окончательной механической обработки поверхность стенок имеет микроструктуру, позволяющую удерживать необходимое количество масла. Чугун, особенно легированный, обладает необходимой прочностью и низким коэффициентом трения в паре материалов «чугун – чугун» или «сталь – чугун», из которых изготавливаются поршневые кольца, и в паре материалов «алюминий – чугун» из которого изготавливаются поршни. При этом чугунные стенки цилиндров обладают высокой износостойкостью. Но иногда даже в чугунные блоки цилиндров, для увеличения износостойкости запрессовываются тонкостенные сухие гильзы из более износостойкого легированного чугуна.
Недостатком чугуна при производстве блока цилиндров является его большой удельный вес. Для улучшения динамики автомобиля конструкторы всеми силами стараются уменьшить вес всех компонентов автомобиля, включая двигатель. Поэтому блок цилиндров двигателя многих современных автомобилей отливается из алюминиевого сплава. Алюминий, кроме малого веса не имеет никаких преимуществ перед чугуном, но при этом появляются новые трудности. Алюминиевые сплавы гораздо мягче чугуна, поэтому для обеспечения необходимой жёсткости блока приходится делать более толстыми несущие стенки блока и делать сложную систему рёбер жёсткости. Алюминий имеет более высокий коэффициент температурного расширения, поэтому приходится более строго контролировать зазоры между различными деталями двигателя. Поршни всех современных двигателей, для облегчения веса, изготавливаются чаще всего из алюминиевых сплавов. Но коэффициент трения в паре материалов «алюминий – алюминий» очень большой и алюминий обладает низкой износостойкостью. Поэтому поверхность цилиндров должна быть изготовлена не из алюминия, а из другого материала. В алюминиевых блоках тонкостенные чугунные гильзы из износостойкого чугуна вплавляются в алюминиевую отливку при изготовлении отливки блока. Но стенки цилиндров самых современных двигателей с алюминиевым блоком при помощи современных технологий могут быть покрыты гальваническим способом специальным износостойким металлом. Или при помощи самых современных технологий осуществляется поверхностное упрочнение стенок цилиндров. При отливке блока цилиндров специальные технологии повышают концентрацию кремния в поверхностном слое стенок цилиндров, далее при помощи химических реакций из поверхностного слоя стенок цилиндров удаляется алюминий. В результате этого упрочнения износостойкость стенок цилиндров превышает по этому показателю цилиндры, изготовленные из чугуна. Но в этом случае, для снижения коэффициента трения между алюминиевым блоком цилиндров и алюминиевыми поршнями, поршни покрываются тонким слоем железа. Отсутствие чугунных гильз значительно уменьшается вес блока цилиндров.
Иногда в блок цилиндров вставляются съёмные гильзы, которые герметизируются в блоке цилиндров при помощи медных или резиновых прокладок. Съёмные гильзы имеют преимущество в том, что после предельного износа их можно заменить новыми, изготовленными или отремонтированными (расточенными под ремонтный размер) с высокой точностью в заводских условиях. Применение съёмных гильз упрощает ремонта двигателя. Но в последнее время такие гильзы применяются довольно редко, поскольку блоки цилиндров со вставными гильзами имеют некоторые, присущие им недостатки. При перегреве двигателя происходит разгерметизация посадки гильзы в блоке, в результате которой происходит утечка охлаждающей жидкости.
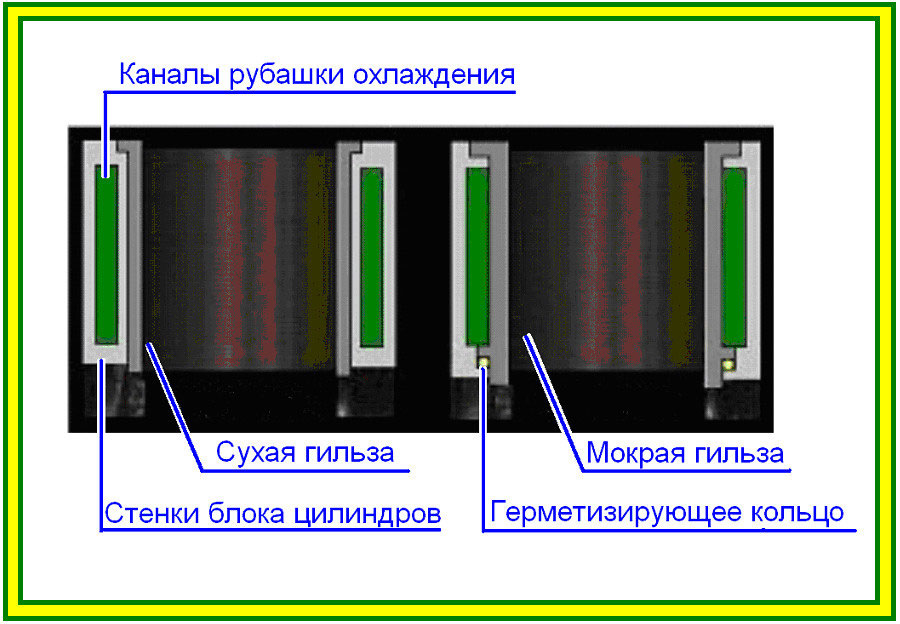
Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. Гильзы, запрессованные в материал отливки блока, и не соприкасающиеся непосредственно с охлаждающей жидкостью называются сухими.
Во время отливки в блоке цилиндров изготавливаются каналы для прохода охлаждающей жидкости, омывающей гильзы цилиндров. Система таких каналов называется рубашкой охлаждения. Так же в блоке цилиндров методом сверления делаются масляные каналы, чаще называемые масляными магистралями, по которым масло от насоса системы смазки поступает ко всем трущимся деталям двигателя. Выходные отверстия сверлений масляных магистралей на наружной поверхности блока цилиндров имеют резьбовые заглушки или герметизируются другими способами.
При конструировании и изготовлении блока цилиндров конструкторам и технологам приходится постоянно находить компромисс между прочностью и весом блока цилиндров. Для снижения веса, без уменьшения прочности блок часто имеет множество рёбер жёсткости, особенно этим отличаются блоки цилиндров японских автомобилей.
Во время работы двигателя блок цилиндров подвергается значительным температурным и механическим нагрузкам. Давление расширяющихся рабочих газов давит на поршень и верхнюю стенку камеры сгорания, расположенную в головке блока цилиндров. От головки блока цилиндров, через элементы её крепления (болты или шпильки) усилие передаётся на блок цилиндров. А усилие от поршня, через детали кривошипно-шатунного механизма и постели подшипников коленчатого вала передаются на блок цилиндров с другой стороны. В результате воздействия этих противоположно направленных сил в блоке цилиндров возникают большие растягивающие напряжения. Блок цилиндров также испытывает изгибающие усилия.
Блок, не обладающий необходимой прочностью, не только деформируется сам, но и деформирует такие дорогие детали двигателя как коленчатый или распределительный валы.
Основной неисправностью блока цилиндров является износ стенок цилиндров, вызванный продолжительной эксплуатацией двигателя, то есть большим пробегом автомобиля.
Капитальный ремонт двигателей легковых автомобилей с расточкой и последующей хонинговкой цилиндров сейчас массово не производится. Хотя все отечественные заводы выпускают в запасные части поршни и поршневые кольца трёх ремонтных размеров, что позволяет приводить расточку отверстий цилиндров несколько раз.
Причин тут много и экономических, и технических и, особенно организационных. Если бы у нас, как во многих странах мира, в учётных документах на автомобиль заносился только VIN-код автомобиля, без указания номера двигателя, то, вполне возможно, появилась организационная возможность и экономическая целесообразность, создания высокотехнологичных предприятий по капитальному ремонту двигателей отечественных автомобилей. Возможно, это не очень выгодно автопрому, но, вполне вероятно было бы выгодно массе потребителей.
Номер двигателя выбивается на поверхности блока цилиндров.
У американцев капитальный ремонт их огромных двигателей V8 или V10 широко развит. Для этого у них существуют специальные авторемонтные заводы с дорогими точными станками, точным мерительным инструментом и квалифицированным персоналом. Причём довольно часто на капитально отремонтированный двигатель даётся гарантия, превышающая гарантию на новый двигатель того же производителя.
Капитальный ремонт двигателей массовых легковых автомобилей в Европе, также как и в нашей стране массово отсутствует. Большая конкуренция на автомобильном рынке и высокая надёжность современных двигателей, привели к тому, что стало легче заменить весь автомобиль, чем ремонтировать двигатель. Если с Европой всё ясно, то насколько верна эта политика в нашей стране, для меня, точного ответа нет.
Но капитальный ремонт двигателей грузовых автомобилей, сельскохозяйственных и дорогих строительных машин производится, поскольку это экономически оправдано. Новый двигатель импортного бульдозера или экскаватора может стоить так дорого, что оправдывает капитальный ремонт любой сложности и стоимости.
Также возникает потребность в капитальном ремонте двигателя с гильзовкой, расточкой, хонинговкой и фрезеровкой поверхности головки блока цилиндров при реставрации старинных и уникальных автомобилей.
Выполнить капитальный ремонт с механической обработкой блока цилиндров и некоторых других основных деталей двигателя, например, коленчатого вала или головки блока цилиндров, в условиях небольших и даже средних сервисных предприятий с необходимым качеством практически невозможно. Гарантированное качество капитального ремонта двигателя можно обеспечить только в условиях узко специализированного на такие виды ремонта предприятиях, укомплектованные точными специализированными станками, мерительным инструментом и квалифицированными кадрами.
В наших условиях, особенно при капитальном ремонте двигателя на небольших сервисных предприятиях, когда механическая обработка блока цилиндров и коленчатого вала производится в сторонних организациях, срок службы капитально отремонтированного двигателя не превышает одной трети от ресурса нового двигателя. Поэтому, с учётом стоимости ремонта и вероятной стоимости каждой тысячи километров пробега отремонтированного двигателя, возможно, дешевле купить новый двигатель. Разумеется, если автомобиль не готовится к продаже.
Крышки коренных подшипников коленчатого вала
Ранее указывалось, что блок цилиндров является основой сборки двигателя. Внутри блока цилиндров расположены кривошипно-шатунный и газораспределительный механизмы, впрочем, газораспределительный механизм современного двигателя почти полностью расположен в головке блока цилиндров, а снаружи к блоку цилиндров крепятся различные вспомогательные механизмы. Но что объединяет все эти компоненты двигателя – их, в случае выявленной неисправности, во время ремонта можно заменить. Но в блоке цилиндров есть детали, которые ни при каких условиях заменять нельзя – это крышки коренных подшипников коленчатого вала. На заводе-изготовителе окончательная механическая обработка отверстий подшипников коленчатого вала производится за один проход режущего инструмента при установленных крышках коренных подшипников. Зазор и соосность в коренном подшипнике устанавливается с высокой точностью, поэтому никогда, ни при каких условиях не допускается установка на блок цилиндров крышек коренных подшипников от другого блока цилиндров. Также не допускается перестановка местами крышек одного блока, или установка крышек в другом направлении.
Условно крышки коренных подшипников можно разделить на три группы. К первой можно отнести индивидуальные крышки коренных подшипников. В этом случае каждый коренной подшипник имеет свою индивидуальную крышку. Например, стандартный рядный четырёхцилиндровый двигатель имеет пять коренных подшипников и каждый коренной подшипник имеет свою индивидуальную крышку. Большая часть автомобильных двигателей, и не только рядных четырёхцилиндровых, устроена именно по такому принципу.
Одноразовые моторы: жизнь после смерти
Главное — удивлять! Если в конце прошлого столетия это удавалось с помощью систем стабилизации и нехитрой салонной электрики, то теперь автомобиль все больше превращается в квинтэссенцию электронных технологий. Активное рулевое управление, системы контроля за слепыми зонами и разметкой, бортовая мультимедиа с множеством функций. Еще недавно все это было прерогативой исключительно представительских моделей, но сейчас стремительно идет «в народ», в массы. Общие тенденции, прогресс, жесткая конкуренция… А ведь есть еще постоянно ужесточающиеся экологические требования. Плюс борьба «с лишним весом» и необходимость отвечать стандартам пассивной безопасности. Передовые технологии и деньги, деньги… На разработку, на внедрение. Автопроизводителям есть от чего схватиться за голову.
В итоге современный автомобиль по цене должен отличаться от своего предшественника из 90-х, как истребитель пятого поколения от истребителя четвертого, то есть в 3-5 раз. Он, конечно, дорожает, но никак не такими темпами. Где-то, меняя генерацию, его стоимость увеличивается на 10%, а то и всего на 5%.
Само собой, у компаний имеются мощные рычаги, чтобы поддерживать такую «ползучую инфляцию». Например, объединение друг с другом при разделении обязанностей. Или передача разработки отдельных узлов/агрегатов/систем небольшим фирмам без финансовых амбиций. Бэджинжиниринг! В конце концов, унификация по мелочам. Самое страшное, что в подобной ситуации может ожидать потребителя, это двигатель или коробка передач на «немце»-«американце», как у знакомого на «японце». Либо клавиши-кнопки на вашем «премиуме» будто у соседского «ширпотреба». Согласитесь, не смертельно. Однако ради экономии производители задействуют весь свой конструкторский и технологический потенциал, посягая на святое — ресурс и надежность мотора.
Вес решает все
Сейчас сложно сказать, кто первым задумался о глобальном снижении веса двигателя с помощью применения при изготовлении блока цилиндров алюминия, а не чугуна. Наверное, конструкторы мечтали об этом с самого момента изобретения ДВС. Все-таки прочный и дешевый чугун почти втрое тяжелее крылатого металла, коррозионно нестоек, имеет значительно меньшую теплопроводность, отчего таким агрегатам требуются более объемные системы охлаждения.
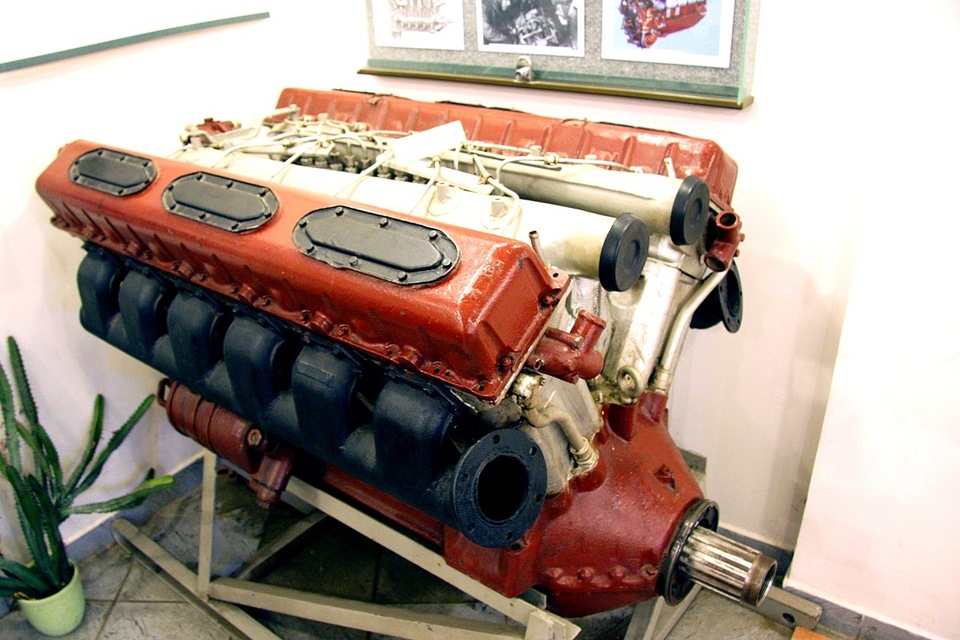
Двигатели с алюминиевыми блоками цилиндров нашли применение не только в спорте. Например, наш легендарный дизель В-2, устанавливавшийся на танки Т-34 и КВ, изготавливался из алюминиевого сплава — силумина — и имел мокрые гильзы. Правда, к середине войны из-за нехватки «крылатого металла блок стали отливать из чугуна
Известно лишь, что к 30-м годам прошлого века двигатели из алюминия со вставленными в них мокрыми чугунными гильзами, где между ними и телом блока находилась охлаждающая жидкость, уже использовались на некоторых гоночных автомобилях. К середине минувшего столетия эта конструкция стала перебираться на конвейеры (один из характерных примеров — мотор Москвича-412). Однако повсеместно чугун (как основной материал) не вытеснила, поскольку была технологически сложной и имела ряд недостатков — низкую жесткость блока, повышенную нагрузку на гильзы, склонность к «продуванию» прокладки при небольшом перегреве.
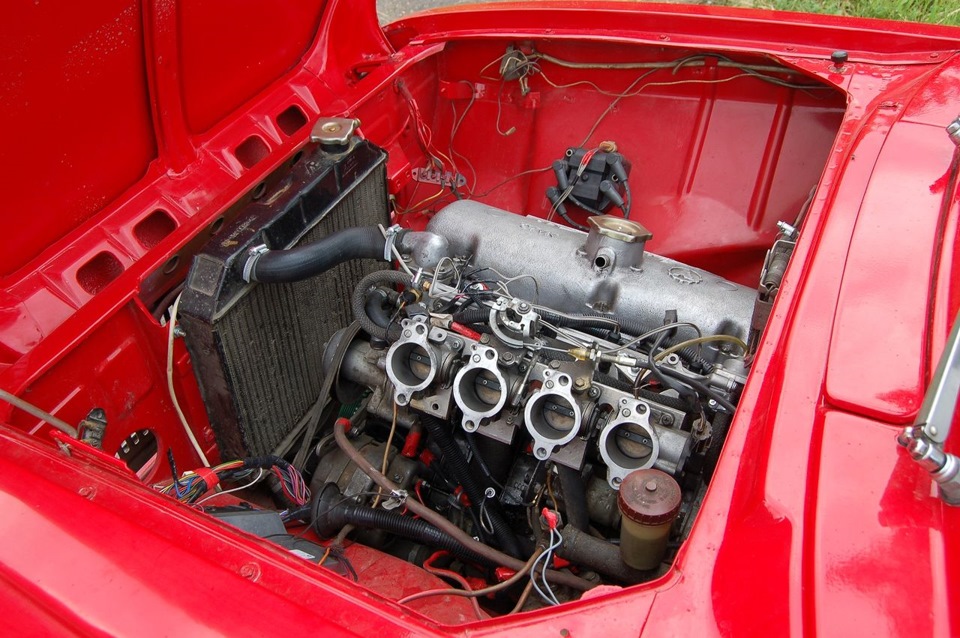
Двигатель УЗАМ имел достаточно новаторскую для своего времени конструкцию — легкий блок и мокрые гильзы. Кто-то до сих пор тюнингует этот мотор. Но производители от таких в основной своей массе отказались — из-за низкой жесткости блока и повышенных нагрузок на гильзы
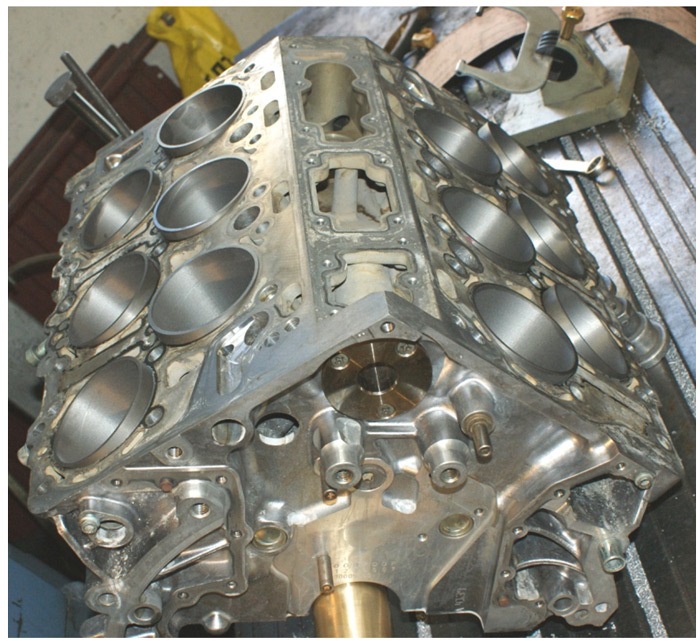
В конце 60-х — начале 70-х вернулись к привычной схеме с сухими гильзами, помещенными в тело блока без каналов для антифриза. Только, естественно, вместо чугуна для блока выбрали алюминий. Говорят, пионером была Honda. Если это и не так, то верится охотно. Почему этого не сделали ранее? Запрессовка чугунной детали на горячую с натягом в куда менее прочный алюминий — технологически очень сложный процесс. К тому же у этих металлов различен коэффициент температурного расширения — при нагреве мотора между гильзой и блоком мог появляться зазор. Зато «болванка» двигателя получалась жесткой. Впрочем, как и при использовании чугуна. Но, разумеется, с внушительной экономией в весе. Ближе к нынешнему столетию технологии пошли дальше. Запрессовку гильз сменило отливание блока вокруг них. На вид они как будто вплавлены в алюминий. И если первый способ позволял выпрессовывать и менять гильзы, а некоторые производители предлагали их ремонтные размеры, то второй в ряде случаев официально подобное не допускает. Одна из приверженцев такой конструкции — компания Toyota, первые серийные опыты ставившая в 1997 году. Тем не менее, еще раньше иные фирмы экспериментировали с блоками, вообще лишенными гильз.


Сложно сказать, когда появились блоки, в которых тонкостенные чугунные гильзы будто вплавлены в алюминий. Но точно, что, как минимум, до последнего времени такую конструкцию использовали Nissan и Toyota. Официально эти блоки неремонтопригодны. Зато после соответствующей обкатки как красиво выглядят в интерьере
Гильзы? Зачем они?
Заманчивая перспектива — уйти от использования чугуна и гильз, исключив таким образом запрессовку или литейные формы, также обойдя разность температурных характеристик двух материалов и сделав отвод тепла из цилиндров куда более интенсивным. Проще в производстве, наверняка дешевле. Может быть, еще и ресурснее? Надо лишь как-то упрочнить зеркало цилиндра, а то стальными кольцами да по голому алюминию…
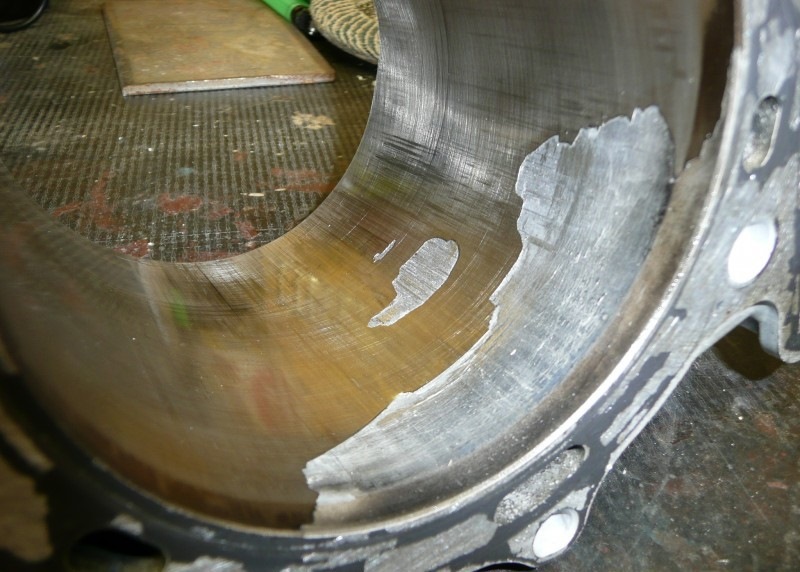
Опять же, трудно сказать, кто и когда ставил первые опыты и вообще задумался об этом, как у нас сейчас принято говорить, «нанопокрытии». Якобы еще в 60-х ведущие производители спортивных моторов, вроде Cosworth, экспериментировали с различной обработкой поверхностей цилиндров. Но серийный дебют безгильзового двигателя известен. Он состоялся в 1971 году на Chevrolet Vega. Блок его 2,3-литровой «четверки» выполнялся из алюминиевого сплава с 17% кремния. Интенсивное охлаждение зеркала цилиндра позволяло этому материалу кристаллизовываться в указанной области, а травление там же кислотами вымывало молекулы алюминия, делая стенку максимально твердой. По ней, как по чугуну, уже могли работать поршневые кольца. Это было достижение! Которое, увы, перечеркнули банальные проблемы. Из-за просчетов в системе охлаждения мотор легко перегревался. Гарантированно «убивало» его и масло, к замене которого в Штатах всегда относились слишком вольно. Да наверняка и сами жидкости того времени не могли обеспечить качественной смазки.

Во многом своей не очень хорошей репутацией Vega обязана мотору. Только в первые два года было отозвано почти полмиллиона экземпляров. Правда, это было не связано непосредственно с блоком цилиндров — хватало других проблем. А потом стала «умирать» и ЦПГ двигателя. В 1976 году агрегат модернизировали — по системе охлаждения и поршневым кольцам, — но отношение к машине это не изменило
В общем, первый серийный «одноразовый» двигатель стал заложником не технологий, исключавших его восстановление, — обычных эксплуатационных грехов, характерных для любого агрегата. Поэтому ориентированную на зеркало цилиндров кристаллизацию кремния со счетов не списали. К концу 80-х на вооружение ее взяли европейские производители. Позже метод усовершенствовали. Появились алюминиевые гильзы, которые насыщали кремнием отдельно, доля последнего возросла до 27%.

Разработкой технологии изготовления алюминиевых блоков с насыщенными кремнием зеркалами цилиндров занимаются две немецкие фирмы — Mahle и Kolbenschmidt. В случае, когда речь идет о 17% кремния, технология называется, соответственно, Silumal и Alusil. Но Kolbenschmidt предлагает также метод Locasil, в котором гильзы выполняются отдельно, а доля кремния увеличена на 10%. Кстати, в том и другом случае на стенках цилиндров боятся жестких механических контактов, от которых появляются глубокие задиры. Ведь под тонким насыщенным кремнием слоем — мягкий алюминий
В начале 90-х из спорта на конвейеры пришла еще одна технология упрочнения зеркала цилиндра — гальваническим нанесением состава из никеля и карбида кремния (больше известна под названием Nikasil). Этим, в частности, «увлекались» BMW, Audi, Jaguar. Причем баварцы не ограничились только лишь поверхностями трения — около десяти лет назад у них появился «биметаллический» мотор. Его гильзы выполнены из алюминия, все остальное — из магниевого сплава, который еще легче. Словом, эксперименты с металлами и покрытиями продолжаются. Среди них, например, плазменное напыление составов на основе железа или лазерное легирование тем же кремнием. В перспективах — нанесение на стенки цилиндров нитрида титана.

Покрытия на зеркалах цилиндрах бывают разные. Например, Honda давно и небезуспешно использует плазменное напыление железосодержащих составов. Блок выполнен с открытой рубашкой охлаждения — не путать с мокрыми гильзами. Последних здесь вообще нет
Ремонт всегда возможен
Все эти «нанотехнологии» позволили не только выиграть в весе, исключив тепловые сочетания разных металлов. Презентуя их, производители заявляли о том, что они сделают моторы ресурснее. В теории все верно. Кремний и никель тверже и, соответственно, износоустойчивее чугуна. На практике же эксплуатация полностью алюминиевых двигателей оказалась не столь радужной. Первые разочарования пришли в середине 90-х годов. Баварские «шестерки» и «восьмерки» объемом от 2,0 до 4,0 л (серий M52 и M60) с никель-кремниевым покрытием, продававшиеся в США, Англии, Восточной Европе и тем более попадавшие в Россию, задолго до 100 тыс. км удивляли владельцев износом блока. Как выяснилось, сера, которой было богато топливо в этих странах, вступала в реакцию с покрытием и разрушала его. При этом официально двигатели считались неремонтопригодными. После такого скандала в BMW от «Никасила» отказались. Но ограниченно и, похоже, с измененной формулой он все еще используется в спорте, например, на мотоциклах Suzuki.

Покрытие Nikasil (у Mahle) и Galnical (у Kolbenschmidt) из никеля и карбида кремния, пожалуй, самое твердое среди существующих. Однако поражается химически — серой, содержащейся в топливе. Сейчас используется только в спорте, например, на мотоциклетных «двухтактниках»
Что же другие ноу-хау? Можно говорить о пробеге в 300-350 тыс. км, вне зависимости от того, идет ли речь об упрочнении зеркал цилиндров кремнием либо плазменным напылением каких-то составов. И, увы, зависимость ресурса от рабочего объема уже не столь показательна, как ранее. Так, бензиновые более чем 4-литровые V8 у VAG и Porsche, бывает, изнашиваются к 300 тысячам. Вспомним, что иные полностью чугунные или с гильзами из этого металла полуторалитровые моторчики ходили и дольше. А как забыть ресурсные подвиги некоторых японских агрегатов, живших без смены поршневых колец по 700 и даже 800 тыс. км? Причем три сотни для современных двигателей еще не «предел». Иные установки, как, например, FSI и TFSI у Audi, готовы сдаться до 200 тыс. км, а иногда даже сразу после ста. И это зачастую при соблюдении интервалов замены масла (которые у нас нужно сокращать вдвое против заводских) и допусков производителей по нему же (что особенно необходимо в отношении «немцев»). Тем более «одноразовый» блок может приговорить жесткое механическое воздействие, скажем, поломка поршневых колец или что посерьезней. Цена вопроса колеблется очень сильно. Блоки каких-нибудь «четверок» могут стоить в пределах 75-150 тыс. руб. Но нечто V-образное способно оцениваться и в 500 тысяч. Дорого, а иногда просто несоразмерно стоимости подержанного автомобиля.

Еще недавно вряд ли можно было предположить, что автопроизводители посягнут на самое святое — ресурс цилиндро-поршневой группы (ЦПГ). И что делать второму-третьему владельцу при хорошем пробеге? Причем последний может лежать в пределах всего лишь 120-150 тыс. км
Альтернатива есть! Не скажем когда конкретно, однако точно более десяти лет назад в некоторых российских сервисах освоили технологию гильзования алюминиевых блоков. Конечно, это более сложная операция, чем если бы речь шла о чугунных деталях. Тем не менее, это единственный вариант в случаях, когда покупка бэушного мотора рискованна или финансово невыгодна. На часть двигателей есть ремонтные алюминиевые гильзы и поршни. Можно изготовить их самостоятельно — заготовки предлагаются. В конце концов, всегда реально подобрать чугунную гильзу от какого-нибудь «левого» агрегата и расточить ее под новые поршни от ремонтируемого двигателя. Самый простой и популярный способ! А уж посадить один металл в другой наши механики не боятся. Стоимость операции, разумеется, будет сильно зависеть от региона и двигателя. Например, в крупных городах гильзовка иной «восьмерки» обойдется в 40 тыс. руб., а «четверку» в провинции можно «оживить» и за 5 тысяч. Естественно, без учета гильз и других запчастей ЦПГ. И все равно не сравнить с ценами на новые блоки. Да что там, напылением специальных составов у нас восстанавливают даже постели коленвалов, поврежденные проворотом вкладышей. Как отмечают мастера, редко попадается блок, который нельзя было бы вернуть в рабочее состояние.
Загильзовать можно любой агрегат, даже такой сложный, как фольксвагеновский W12. Во всяком случае, покуда это позволяет толщина стенок цилиндров

Гильзовать изношенные блоки реально и алюминиевыми деталями, но их желательно охлаждать в жидком азоте, а процент брака может быть очень высок. Обычно механики обходятся чугунными гильзами, подбирая их из того предложения, которое имеется в свободной продаже
ГРМ в группе риска
Незаметно вместе с современными моторами в нашу жизнь вошел и хороший масляный аппетит. Объяснимо! Ради максимального облегчения поршни выполнены компактными, Т-образными. Из-за этого колечки на них тоненькие, уже не способные качественно снимать излишки смазки. В итоге, если еще недавно 1,5-2 л угоревшего масла на 10 тыс. км говорили либо о езде на повышенных оборотах, либо о проблеме с колпачками/кольцами, то теперь это в порядке вещей. Особо отличается ряд моторов VAG и BMW, чей расход способен достигать до полулитра-литра на тысячу. При этом некоторые баварские двигатели уже лишили масляного щупа. За уровнем следит датчик, на чьи показания можно полагаться далеко не всегда… Ждем продолжения от других компаний?

Поршни становятся все компактнее и компактнее. Мельчают с ними и кольца, которые уже не способны качественно справляться со своими задачами
Все это логичные, с поправкой на маркетинг, результаты эволюции ДВС. Но как объяснить то, что происходит с цепным приводом газораспределительного механизма (ГРМ)? Цепь уж точно вернулась в двигатели для того, чтобы с механизмом газораспределения было меньше проблем, а у владельцев меньше трат. Производители так и заявляют — она рассчитана на весь срок службы. Чересчур смелая оценка! Но справедливости ради заметим — у некоторых компаний (BMW, Nissan, Toyota) цепь действительно «ходит» под 200 или даже за 250 тыс. км. Чаще же 100-120 тысяч являются той чертой, за которой эксплуатация автомобиля становится неприятной или невозможной — из-за растянувшейся цепи «уплывают» фазы. Двигатель троит либо попросту не заводится.
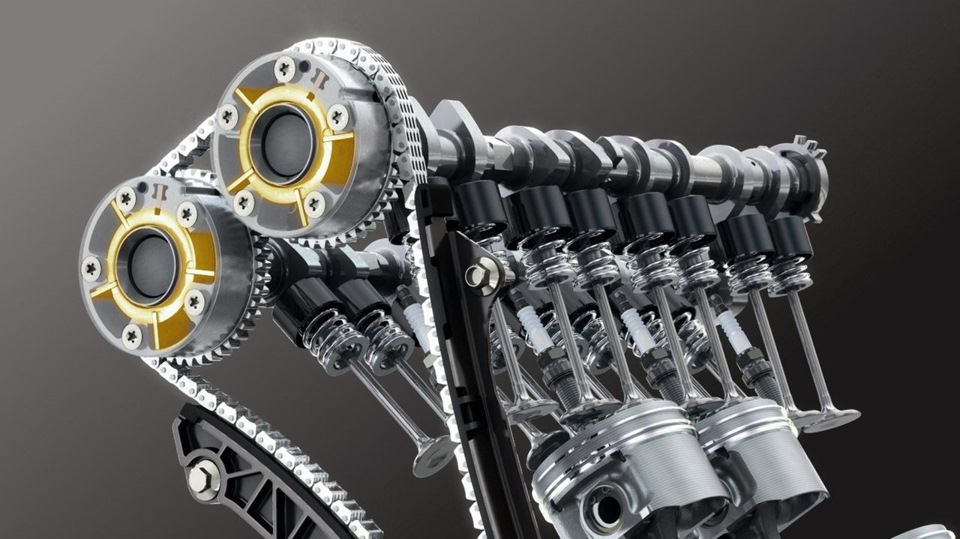
Пластинчатые цепи ГРМ ресурснее одно- или двухрядных. По крайней мере, можно говорить о них, как о «вечных» деталях, если за вечность принимать пробег в 250 тыс. км
Встречаются и совсем вопиющие случаи. Так, у известных фольксвагеновских VR6 (Touareg с ними наиболее популярны) цепь может растянуться и до 80 тыс. км. А после или перескочить через зубья, или даже порваться. С вполне характерным для современных моторов результатом — «братской» встречей клапанов с поршнями. Причем замена цепи усложняется тем, что ГРМ расположен с тыльной стороны двигателя, для чего агрегат приходиться снимать. Та же во всех отношениях ситуация с баварской турбодизельной «четверкой» объемом два литра. Ресурс цепи может быть около 80 тыс. км, при растяжении она перескакивает либо рвется, расположен механизм «позади» мотора. Аналогичный результат у, опять же, популярной мерседесовской бензиновой установки объемом 1,8 л готов наступить раньше — после 60 тыс. км. Точь-в-точь как на корейских дизелях, которые устанавливались на Sorento и Santa Fe (2,2 и 2,5л.). На этом фоне FSI/TFSI от VAG выглядят чуть ли не идеально — к растяжению и перескоку цепи нужно готовиться после 100 тысяч. Toyota и вовсе безупречна. На ее агрегатах цепь, если рано иногда и растягивается, то хотя бы остается на зубьях. Но и без восстановления «головки» получается дорого. На отдельных моторах ее замена обойдется и в 30, и в 40, и даже в 100 тыс. руб. Не ремень — нужно менять вместе с шестернями, а они теперь «облагорожены» фазовращателями.
Сервисная книжка нам всем в помощь. Увы, зачастую только содержащаяся в ней информация способна описать те процедуры, через которые прошла машина, гарантировать реальность пробега и, соответственно, остаточный ресурс двигателя. Благо, что вторичный рынок автомобилей сейчас достаточно богат на экземпляры, когда-то купленные у дилеров. А вот к «серому» предложению, появляющемуся в России особенно после немецкой «автобанной» эксплуатации, нужно относиться предельно осторожно. Все-таки не 90-е, когда какая-нибудь «бэха» могла годами ходить по рукам и никак не хотела «умирать». Поэтому только комплексная диагностика, не исключая оценку состояния ЦПГ с помощью эндоскопа, причем у знакомых с моделью специалистов, поможет сделать правильный выбор. По-другому теперь никак.
Читайте также: