Как разогнуть трубу металлическую в домашних условиях без трубогиба
Обновлено: 05.07.2024
Трубы – универсальный материал, который используется как при строительстве садовых качелей, так и для прокладки водопровода в доме. «Рукастые мужики» все хозяйственные вопросы такого рода решают самостоятельно. При этом, чтобы аккуратно согнуть трубу, необходимо наличие определенного опыта.
Казалось бы, достаточно приобрести заводской трубогиб, и «все будет путем». Однако на практике приходится иметь дело с широким разнообразием как материалов, так и параметров изгиба, которое универсальное оборудование не закрывает. Неизбежно приходится осваивать определенные приемы, а также использовать самодельные приспособления.

Особенности и способы гибки труб в домашних условиях
Во время изгиба профилированного металла в нем возникают радиальные и тангенциальные силы, в результате чего возможен разрыв сечения и появление складок. Желая получить равномерный изгиб без деформаций, следует учитывать все параметры процесса.
Технологию следует выбирать исходя из материала трубы, геометрических размеров профиля, а также необходимого угла и радиуса изгиба. Оценивая перечисленные параметры, применяют специальную оснастку или выполняют работу вручную. При этом профиль предварительно нагревают либо гнут холодный материал. Возможно заполнение внутренней полости трубы песком или другим материалом.
Использование нагрева
При нагреве большая часть металлов их сплавов приобретают большую пластичность и меньше противостоят деформации. Данное правило действует в отношении алюминия, дюралюминия, стали, меди, латуни, алюминиево-железистой бронзы.
Напротив, такие металлы и сплавы как оловянистая бронза, серый чугун, сплавы цинка при нагревании становятся хрупкими. Таким образом, далеко не любой профиль имеет смысл разогревать при изгибе. Также не подвергают нагреву оцинкованные изделия, так как при этом цинковое покрытие повреждается.

Напротив, термопластичные материалы приобретают большую пластичность с ростом температуры. Разогретые металлические изделия становятся до 30 раз менее прочными, что заметно облегчает их изгиб. Длина прогреваемого участка детали определяется кратно диаметру трубы. Для изгиба 90º — в шесть раз больше диаметра, 60º — в 4 раза, 45º — в 3 раза больше диаметра трубы.
Однако при использовании нагрева нельзя переусердствовать, так как при слишком высокой температуре металл плавится и разрушается, в материал проникает кислород и происходит его окисление. Данный форс-мажор носит название «пережог» и при его возникновении материал не подлежит восстановлению.
Таким образом, используя нагрев при изгибе, необходимо контролировать температуру материала. Косвенной оценкой может служить известная температура пламени горелки и время разогрева. Признаком достаточного разогрева стали является ее покраснение до состояния окалины. К разогретому алюминию следует поднести лист бумаги и при его возгорании нагрев завершают. Так как металлы обладают высокой теплопроводностью, работая с разогретыми заготовками необходимо надевать специальные перчатки.
Наполним трубы песком или водой
Наполнение внутренней полости профиля песком или водой значительно упрощает работу. Для профиля квадратного сечения достаточного размера в качестве наполнителя используют жидкость. Вода должны быть чистой, а чтобы она не вытекала, концы профиля затыкают заглушками. Зимой деталь выносят на мороз, а летом воду замораживают в морозилке холодильника. Изгиб выполняют после разогрева профиля в пламени газовой горелки.

При выполнении изгиба с небольшим углом выбирают песок. Заполняя трубу нужно следить, чтобы в ней не оставались пустоты. Оба конца профиля следует заглушить, чтобы наполнитель не высыпался. Заготовку разогревают горелкой и выгибают, постукивая место изгиба киянкой.
Нам помогут шаблоны
Для контроля сложных изгибов в нескольких местах используют шаблоны. В простейшем случае это кусок проволоки, изогнутой как необходимо. Если готовое изделие можно разместить на плоскости, в качестве шаблона можно использовать саморезы, закрученные в лист фанеры. Трубу постепенно изгибают, периодически сверяя с шаблоном.

В условиях мелкосерийного производства шаблон может быть жестким, то есть превращается в оправку. В таком качестве может выступать стальная плита с рядом отверстий, в которые вставляются металлические штыри, исходя из формы будущего изделия. Для формирования изгиба с переменным радиусом готовится металлическая оснастка с зажимом.

Применение валков
Валки часто используют для выполнения изгибов металлического профиля, так как при их вращении уменьшается трение поверхности металла при его деформации. В результате приходится прилагать меньшие усилия, а деталь не получает повреждений.
С применением валков вполне реально изготовить самодельный трубогиб, который позволит изгибать достаточно длинные детали. Чаще всего применяется схема из трех роликов, два из которых выступают в качестве крайних опор, а третий создает давление в центре изгиба.
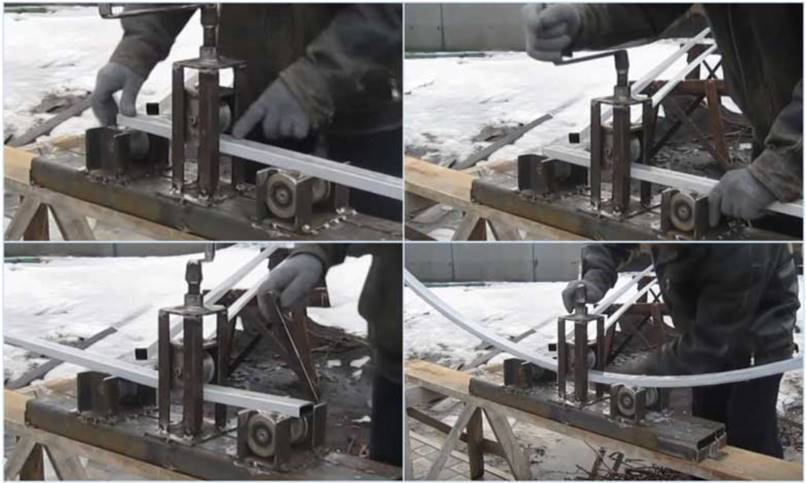
С помощью самодельного приспособления можно обрабатывать круглые трубы, прямоугольный профиль, пластины и уголки. С его помощью легко обеспечить постоянный радиус изгиба на большой протяженности детали. Такой трубогиб незаменим при изготовлении арочных конструкций больших габаритов для навесов. Приспособление будет обрабатывать заготовки большого сечения, если обеспечить достаточную жесткость и необходимые размеры конструкции.
Использование пружин
«Фокус» состоит в том, чту внутрь изгибаемого профиля вставляется стальная пружина подходящего диаметра. В процессе гибки она удерживает трубу изнутри от неправильной деформации. Перед началом процесса профильный элемент прогревают, а затем изгибают, пользуясь пассатижами. Таким способом можно изогнуть трубу из нержавейки диаметром 40 мм со стенкой толщиной 0,3 мм. Более прочный профиль будет зажимать и деформировать пружину.

Вместо пружины можно использовать пучок проволоки, которая проталкивается в трубу кусками поочередно. После выполнения изгиба отрезки проволоки вытаскивают из полости трубы так же по одному.

Полезно знать, что при использовании пружины или проволоки, место изгиба профиля можно рихтовать киянкой.
Простые способы или как согнуть трубу без трубогиба
Приведенные выше правила изгиба профильных элементов вполне эффективны, но не являются исчерпывающими. В зависимости от конкретных обстоятельств применяют и другие способы как в сочетании, так и по отдельности.

Работаем с профильной трубой
Трубы прямоугольного сечения применяются в домашнем хозяйстве при изготовлении теплиц, навесов садовых арок и прочих конструкций. Профиль легко стыковать, каркас из него удобно покрывать листовыми материалами. При этом аккуратно согнуть профильную трубу не просто. Для получения плавного изгиба без нарушений внешнего вида рекомендуется соблюдать следующие правила:
- минимальная длинна участка изгиба должна быть в 2,5 раза больше сечения профиля для тонкостенных труб с внешним размером до 20 мм;
- в случае труб с толстой стенкой кратность возрастает до 3;
- минимальная величина радиуса изгиба определяется теми же соотношениями.
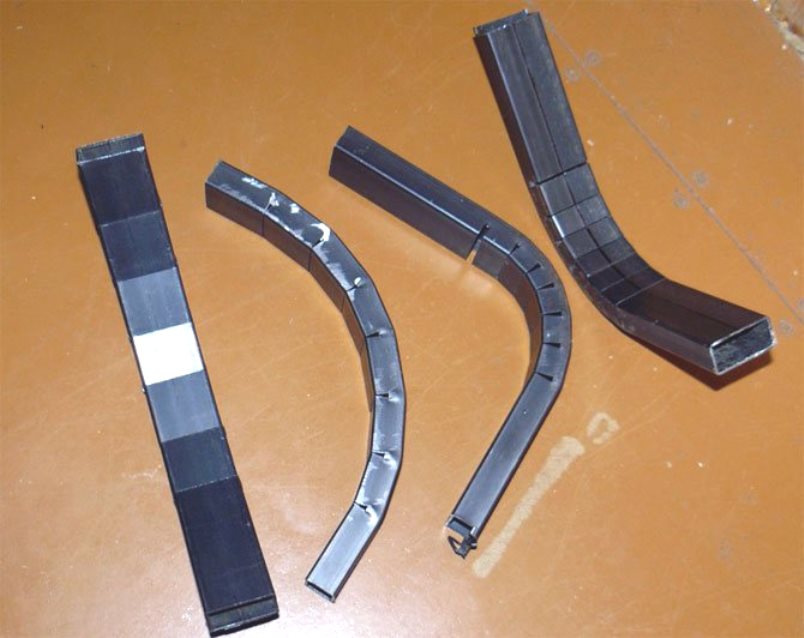
Учитывая сложность работы с профильным материалом при необходимости обеспечения малого радиуса изгиба, зачастую прибегают к подрезке материала с внутренней стороны. Болгаркой делают несколько пропилов, расположенных с одинаковым шагом. Затем заготовку изгибают и проваривают швы. Места сварки обрабатывают зачистным диском. Прорези можно запаять, если деталь не испытывает заметных нагрузок.
Параметры прорезей можно рассчитать, опираясь на формулу длинны окружности. Рассмотрим изгиб профиля с высотой стенки 20 мм под углом 90º с наружным радиусом 100 мм. При этом длина внешней четверти окружности составит 2 х 3,14 х 100 : 4 = 157 мм. Длина внутренней четверти окружности составит 2 х 3,14 х (100 – 20) : 4 = 125 мм. Разницу этих величин 157 – 125 = 32 мм нужно вырезать. Если мы используем диск толщиной 2,5 мм потребуется 32 : 2,5 = 13 надрезов. В случае 13-ти швов получается 12 сегментов между ними (на один меньше, чем надрезов). Значит на внутреннем участке угла длиной 125 мм нужно проделать 13 надрезов с шагом 125 : 12 = 10,5 мм.
При аккуратном исполнении профиль изгибается точно до соприкосновения кромок прорезей. Остается проконтролировать угол изгиба 90º, заварить и зачистить швы.

Разумеется, для гибки профильных труб можно использовать все рассмотренные выше методы, не прибегая к резке и сварке. Однако все они возможны при изгибании материалов по относительно большим радиусам.
Как управится с черными стальными и нержавеющими трубами
Рассмотрим особенности гибки труб из черной и нержавеющей легированной стали. Например, при изгибании нержавеющего профиля, не допускается применение нагрева из опасения повреждения материала. В этом случае применяют наполнители, то есть песок, замерзшую воду или калибрующую пробку. При этом наполнитель жесткого типа призван сохранить форму изделия, тогда как упругое заполнение сохраняет от растяжения наружную стенку трубы.

При выполнении работ используются различные ограничительные элементы. Чтобы исключить потертости и деформации заготовки, жесткий наполнитель (например, проволоку) и ограничители смазывают машинным маслом.
Особенности изгиба алюминиевых труб
«Дюраль» — относительно твердый и упругий материал, так что гнуть его не просто. Чтобы сделать дюралюминиевый профиль более податливым, заготовку разогревают до 350-400 градусов, а затем охлаждают на воздухе.
Тонкостенные алюминиевые трубы диаметром до 100 мм гнут методом проталкивания между роликами. При этом можно получить не очень точный, но равномерный изгиб радиусом не менее 5 диаметров трубы.

Алюминиевую трубу можно согнуть без трубогиба, если использовать песок в качестве наполнителя. Если необходимо изготовить несколько одинаковых деталей или гнуть толстостенный материал, лучше воспользоваться специальным инструментом. В любом случае работу облегчит применение шаблона для контроля процесса.
Тонкости работы с медью и латунью
В целом, при изгибании как медных, так и латунных труб, применяют те же приемы, что и при работе со стальным профилем. Используются как простейшие приспособления, так и заводские трубогибы. Возможны как «холодные» так и «горячие» технологии. При использовании холодного метода внутреннюю полость трубы заполняют песком.

При выборе второго варианта трубы из меди и латуни предварительно подвергают отжигу при температуре 600-700 градусов. После этого медь охлаждают в воде, а латунь на воздухе. Для обеспечения качественного изгиба внутреннюю полость трубы заполняют расплавленной канифолью. После окончания процесса ее необходимо выплавить.

Разогрев начинают с концов трубы, чтобы не создавать в ее середине избыточное давление. В противном случае может произойти разрыв материала профиля.
Гнем полипропиленовую трубу
Полипропиленовые трубы следует выгибать только в том случае, если без этого не обойтись. Тем более, что существуют всевозможные фитинги, позволяющие изменить направление трассы из полипропилена нужным образом. При этом далеко не все материалы допускается подвергать нагреву. Лучше предварительно проверить таковую возможность на обрезках материала.

При использовании горячего метода материал разогревают не более чем до 150 градусов с помощью строительного фена. В любом случае, получить равномерный изгиб невозможно, а его минимальный радиус в восемь раз больше наружного диаметра трубы. Если речь идет о толстостенной трубе, лучше воспользоваться помощью трубогиба.
Изгиб металлопластиковых труб
Трубы из металлопластика любого сечения гнуться руками довольно легко. При этом большие пальцы рук упираются во внутреннюю область изгиба, во избежание перегибов. Максимальная величина закругления не должна превышать 15⁰ на 20 мм длинны.
Наиболее эффективной оснасткой для изгиба полипропиленовых труб считаются пружины. Пружина может надеваться на заготовку, либо вставляться внутрь трубы. При этом ее диаметр должен соответствовать диаметру детали. При отсутствии необходимой оснастки, пружину можно изготовить своими руками.

Пружина, вставленная внутрь, лучше подходит для формирования сложных изгибов. При их выполнении будет полезен шаблон из саморезов, вкрученных в лист толстой фанеры.
Подведем итоги
Изучив вышеизложенное становится понятно, что в домашних условиях возможно выполнить изгиб широкого ассортимента профильного материала. Обобщим полученную информацию:
Согнуть трубу без трубогиба: ТОП простых способов, как изогнуть без заломов арматуру в кольцо, отвод или на 90 градусов
Строительные работы по возведению теплицы, дома или инженерных коммуникаций требуют массового использования труб разных диаметров и разного состава.

Для создания радиальных поворотов и сгиба труб создан особый станок – трубогиб, однако на практике дела обстоят всегда сложнее: в рамках одного строительного проекта могут использоваться совершенно разные материалы и диаметры, поэтому один станок не подойдет для всех труб.

Содержание
Обзор легких способов, как согнуть трубу без трубогиба
Покупать аппарат для каждого вида трубы – достаточно затратное мероприятие, однако мастера нашли несколько способов сгибания трубы без станка. Теперь даже своими руками можно придать материалу нужный радиус.

Стоит учесть, что при сгибе профилированного металла могут появляться трещины и складки, так как на материал достаточно сильно воздействуют. Мастера советуют при сгибании трубы соблюдать технологию процесса, тогда металл останется целым, а труба будет полностью готова к применению.

Способ 1. Сгибание труб прогревом
Отдельные виды металлов (алюминиевые сплавы, сталь, латунь, медь, железистая бронза) при нагревании становятся более податливыми к трансформации. Чуть разогрев данные материалы можно пробовать сгибать трубы подручными средствами.

Чем выше температура нагрева, тем выше пластичность металла. Прогревать нужно площадь большую, чем требуется для прогиба: при сгибе под углом в 90 градусов площадь прогреваемого участка должна быть в 6 раз больше диаметра трубы.









При сгибе в 45 градусов длина прогреваемой трубы должна быть в 3 раза больше диаметра.

Профессионалы подчеркивают важность баланса прогрева: чрезмерный разогрев материала пропускает кислород внутрь металлической решетки, и труба становится деформированной. При «пережоге» материал не подлежит восстановлению. Как правило, признаком достаточной степени прогрева служит появление красного цвета на металле.
- Прогрев является основной методикой сгибания алюминиевых труб. Относительное удлинение алюминиевых сплавов возможно до 20%.
- Для загиба алюминиевой трубы материал вставляется в тиски, участок нагрева смазывают хозяйственным мылом, нагревание горелкой ведется до момента полного почернения мыла.
- Сразу после появления темного мыла металл можно сгибать вручную. В то же время существует группа металлов, чье нагревание делает их хрупкими (бронза с добавлением олова, серый чугун, цинковые составы). Изделия из цинка серьезно повреждаются в процессе прогрева.

Способ 2. Песок и вода
Достаточно распространенным способом сгибания трубы является наполнение металлического профиля водой. Данная методика подходит для труб квадратного сечения.

В трубу заливается вода, на концах профиля ставятся заглушки, и труба выносится на мороз или оставляется в морозилке. Изгиб впоследствии формируют путем разогрева замороженной трубы горелкой.
- Для изгиба небольшого радиуса в трубу засыпают обычный мелкозернистый песок, который плотно укладывают в металлический профиль.
- Песок должен быть хорошо просушен и просеян (без посторонних материалов и вкраплений). Трубу заглушают с двух сторон.
- Заготовленный макет прогревают горелкой и постепенно выгибают, постукивая место сгиба киянкой.









Способ 3. Шаблоны для сгибания трубы
Для проведения контроля сложных загибов используют кусок проволоки, загнутый под нужным диаметром. Периодически при сгибе трубы проверяется радиус загиба, когда проволока используется как своеобразный шаблон.
- Стальной лист с множественными отверстиями также может служить шаблоном для сгибания.
- Каждое отверстие подходит под свой диаметр и под определенный угол.
- В качестве шаблона допустимо использовать другую трубу большего диаметра или любое прочное основание, скрученное саморезами.

Способ 4. Металлические валки
Валки используются для сгибания достаточно длинных деталей. При вращении материала трение сокращается, поэтому металл получает меньше повреждений.
- Распространена схема из трех роликов, где 2 ролика служат опорами, а третий ролик формирует давление в центре будущего радиуса.
- Валки позволяют обеспечить одинаковый радиус на протяжении всей длины трубы.

Самодельное устройство необходимо при создании арочных навесов.

Способ 5. Пружинная вставка
Для сгиба нержавеющей трубы диаметром в 40 мм с толщиной около 0,3 мм допускается использовать стальную пружину, которую вставляют внутрь трубы.
- При сгибании пружина будет удерживать профиль от неправильной деформации.
- Трубу тщательно прогревают, а потом постепенно выгибают пассатижами.
- Более толстая труба, наоборот, согнет пружину, поэтому данный лайфхак подойдет только для трубы указанных параметров.
- Вместо пружины мастера используют куски проволоки, которую плотно набивают внутрь трубы.
- После завершения процедуры изгиба проволоку вытаскивают, а образованный радиус зачищают.

Медные трубы являются самыми гибкими в домашнем хозяйстве. На рынке представлены специальные пружины, позволяющие легко согнуть медную трубу. Пружины ставятся поверх труб. Металлопластиковые трубы сгибаются аналогичным образом: требуется подобрать нужную пружину для получения правильного радиуса сгиба.









Способ 6. Секреты сгиба прямоугольной трубы
Труба прямоугольного профиля сгибается достаточно сложно: для создания малой радиальной формы металл немного подрезают с внутренней стороны болгаркой.

Пропилы с одинаковыми пропорциями располагают на одинаковом друг от друга расстоянии. Заготовка сгибается, а образованные в местах пропила швы завариваются. Места сварки зачищаются.
- Впрочем, профессионалы гнут прямоугольные трубы при помощи шаблонов в форме крупной трубы.
- Один конец заготовки надежно крепят, опираясь на крупный трубопровод с одной стороны.
- Затем трубу аккуратно опускают вниз, огибая полукруг шаблона.
- Деталь можно продвинуть вперед и повторить операцию, получив большой радиус сгиба.

Способ 7. Сгибание стальных и нержавеющих труб
Нержавеющие трубы недопустимо нагревать из-за риска неизбежной деформации материала. Такие трубы сгибают только с помощью песка и воды. Тонкие трубы загибают при помощи пружинных элементов (если радиус сгиба небольшой). Толстостенные стальные и нержавеющие трубы сгибают после тщательного прогрева.

Мастера нашли способы подручными средствами сгибать любые трубы без покупки специализированного станка, что ускоряет процессы строительства и позволяет экономить деньги.
Как плавно изогнуть профильную трубу без трубогиба и нагрева
Профильные трубы, не уступающие по прочности круглым, обладают рядом существенных преимуществ при создании металлоконструкций и возведении силовых каркасов для разнообразных изделий или построек.
Однако плавный изгиб такого проката без специального дорогостоящего оборудования или нагрева представляет определенную трудность и может привести к разрыву металла или потери формы. Но все проблемы исчезнут, если знать один способ, который не потребует высокой квалификации, больших затрат времени и средств.

Понадобится
- строительной рулеткой;
- металлическим угольником;
- сварочным оборудованием;
- магнитным угольником для сварки;
- болгаркой;
- парой использованных отрезных дисков.
Процесс плавного изгиба профильной трубы
Существуют разнообразные способы плавного изгиба профильных труб, наш – один из самых простых и поэтому доступных. Отмечаем на заготовке место изгиба и проводим поперечную черту.
К точке ее пересечения с гранью изделия прикладываем старый отрезной диск, у которого диаметр совпадал бы с линией сопряжения двух сторон трубы, а верхняя его точка лежала бы на противоположной грани изделия.


Из точек сопряжения дуги с линиями углов профильной трубы проводим на смежных сторонах поперечные линии. Точки их пересечения с гранями соединяем, использовав тот же диск, отрезком дуги окружности на противоположной стороне.


От поперечной линии, ближней к загнутому концу трубы, отступив некоторое расстояние, проводим другую, параллельную первой. Далее продолжаем ее вертикально на двух смежных сторонах заготовки.

Металл между отмеченным вертикальным поперечным сечением и, оконтуренный дугами окружности, за исключением самой длинной стороны, аккуратно вырезаем с помощью болгарки и осторожно удаляем.





Зачистив места реза, сгибаем короткий конец трубы, при этом оставшаяся после удаления металла сторона профильной трубы огибает очерченные по дуге две поперечные стороны, образуя с внешней стороны плавный изгиб, а с внутренней – прямой угол.

Используя магнитный угольник, завариваем все линии стыка, прочно и надежно фиксируя полученный плавный изгиб.



Смотрите видео
Как согнуть трубу без заломов и трубогиба
При отсутствии трубогиба попытки сгибания труб вручную обычно заканчиваются появлением заломов. Как следствие испорченная заготовка отправляется в металлолом. Чтобы залома не было, нужно пользоваться несколькими приемами.

Что потребуется:
- деревянный черенок или брусок;
- горн или газовая плита;
- сухой песок.
Технология гибки труб
Они делаются длинными и под конус, чтобы снаружи трубы осталось достаточно древесины для последующего извлечения заглушек.



Если его нет, то можно использоваться бентонитовую глину, продаваемую в обычных супермаркетах как наполнитель для кошачьего туалета. Песком нужно плотно запрессовать всю полость трубы. В идеале его утрамбовывать штоком подходящей длины и диаметра.
После этого забивается вторая заглушка. Для нее оставляется немного пустого пространства в трубе без песка, поскольку тот не даст ей войти. Ее нужно загнать как можно глубже, чтобы она еще больше сдавила наполнитель. Затем на трубе делается отметка, по которой должен пройти сгиб.

После этого нужно прогреть участок трубы возле метки. Можно использовать обычную газовую плиту. За счет широкого факела она сможет захватить и эффективно прогреть достаточную площадь трубы, в отличие от ручной горелки. Брать трубу следует в перчатках даже за края удаленные от точки соприкосновения с пламенем. За счет находящегося внутри песка нагрев заготовки до обжигающей кожу температуры происходит по всей длине.

Разогретая труба приставляется к опоре для сгиба. Это может быть ствол дерева, вкопанный столб или просто зажатый в тисках кругляк необходимого диаметра. Благодаря прогреву она сравнительно легко выгибается. При этом запрессованный внутрь песок не даст ее стенкам сложиться внутрь. Сгиб произойдет за счет достаточного растяжения металла по внешнему радиусу, а не деформации внутреннего. Возможно, с первого раза сделать все правильно не получится. Если залом все же образовался, то это говорит о плохом распределении песка.

Данным способом можно пользоваться не только для работы с трубами из алюминия, но и из других металлов. Если требуется согнуть стальную трубку, то ее нужно греть докрасна, в противном случае стенки могут не только сложиться изнутри, но и порваться. К тому же раскаленная сталь гнется легко как пластилин.
Читайте также: