Как сделать печать на металле
Обновлено: 20.09.2024
Например, выполнение различных узоров на лезвиях ножей или каких-либо сувенирах. Такое изображение будет храниться на аксессуаре сколь угодно долго, потому что не подвержено никаким внешним факторам. Избавиться от него можно будет исключительно механическим путем шлифовки или обдирки.
Качественная маркировка на металле включает разные методы нанесения изображений, логотипов и различной буквенно-цифровой информации, благодаря которым достигается необходимый эффект. Рассмотрим основные способы маркировки металла подробнее.
Лазерная гравировка
Лазерная гравировка – самый распространенный способ маркировки металлических деталей. С появлением лазера возможности человека существенно расширились. С его помощью можно наносить как тонкие надписи с выжиганием лишь пленки, так и объемные, с проникновением на глубину в структуру металла.
Технология лазерной гравировки
Методика лазерной маркировки на металле хорошо изучена и широко применяется в промышленности. Технология нанесения изображений и различной текстовой информации таким способом позволяет достигать самого высокого качества рисунка. Это объясняется минимальной толщиной луча, которая может составлять всего пару микрон. Для нанесения изображений таким способом применяется специальный станок для лазерной гравировки по металлу.
Применяется данная технология для единичных изделий и для нанесения логотипов при серийном выпуске продукции. Меняя интенсивность и плотность луча, можно варьировать яркость и глубину гравировки. С помощью такого метода можно наносить изображения на любые виды металлов: алюминий, латунь, титан, нержавеющая сталь. Особенность лазера состоит в том, что при воздействии на конкретный участок материала он создает высокую температуру, которая сжигает обрабатываемый фрагмент.
Лазерный метод является весьма эффективным, поэтому именно он применяется для нанесения транспортных отметин, по которым затем можно отслеживать местонахождение изделия при осуществлении его доставки. Гравировка осуществляется маркировочным лазером.
Преимущества и недостатки лазерной гравировки на металле
Преимуществами лазерной технологии можно назвать следующие:
- Оборудование для лазерной гравировки металла обладает высокой точностью позиционирования и разрешением;
- Является универсальным методом, потому что с его помощью можно наносить изображения и текстовую информацию любого вида. При этом для нанесения очередного логотипа или штрихкода не требуется выполнять переналадку;
- Высокая скорость нанесения гравировки, потому что в процессе ее выполнения не создается никакой механической нагрузки на элементы станка;
- Можно наносить маркировку на изделиях любой формы, габаритов и структуры.
Лазерная технология маркировки деталей не имеет аналогов: с ее помощью получаются изображения и текстовые данные высокого разрешения и качества. К недостаткам лазерной маркировки на металле (особенно в сравнении с методом электрохимической маркировки) относится то, что:
- Оборудование для маркировки металла таким способом стоит дорого;
- При нанесении изображений разрушается поверхностный слой, что критично в случае изделий из нержавеющей стали.
Механическая гравировка
Одним и самых простых, но при этом трудозатратных и требовательных к электрической энергии, методов нанесения гравировки по металлу является фрезерование.
Фрезерная маркировка по металлу
С помощью такого метода получается красивое профильное изображение, надпись или логотип. За счет изменения глубины резания металла можно получить объемные изображения и логотипы.
Естественно, для такой процедуры требуется мощный станок с надежной механикой, которая будет выдерживать создаваемые в процессе нанесения маркировки нагрузки. Конечно, она во многом зависит от глубины проникновения в металл.
С помощью качественных станков для гравировки по металлу можно наносить рисунки и логотипы разного вида. Точность и деталировка зависит от вида инструмента для гравировки. Часто используются фрезы с твердосплавными пластинами, с помощью которых можно наносить рисунки высокого качества. Как правило, механическая гравировка по металлу применяется только на изделиях с толстыми стенками.
Ударно-точечная маркировка
Кроме фрезерной обработки, также применяются другие виды механической гравировки – иглоударная маркировка, ее также называют ударно-точечная. Технология заключается в нанесении рисунков или логотипов при помощи специального ударного маркиратора. Он представляет собой станок, который имеет подвижную головку с установленным в ней инструментом точечного воздействия на поверхность металла. С каждым ударом на ней образуется вмятина определенного размера, а совокупность формирует большое и объемное изображение. С одной стороны, получается вмятина, а с другой – выступ.
Ударно-точечный маркиратор применяется для нанесения гравировки на изделиях из мягких металлов. В частности, к таковым относятся латунные, бронзовые фитинги, арматура. Также можно заказать нанесение маркировки на металл для каких-то штучных изделий. Наряду со стационарными моделями используются портативные маркираторы. С помощью мобильного маркиратора можно выполнять ручную маркировку на больших изделиях, которые невозможно установить на станок. Для предприятий со средне- и мелкосерийным выпуском продукции. Стоимость такого оборудования невысокая. Для мелких деталей с конвейера можно приобрести стационарную модель для клеймения металла.
Также ручным способом можно наносить маркировку при помощи виброкарандаша – это уменьшенная модель портативного аппарата для маркировки. Его можно использовать для нанесения маркировок на изделиях из тонких металлов. Может использоваться в качестве индивидуального инструмента для гравировки по металлу.
Электрохимические методы нанесения маркировки на металл
Кроме механической, также существует и электрохимическая маркировка – это технология нанесения изображений, логотипов, буквенно-цифровой информации при помощи электрического тока и кислоты.
Технология электрохимической маркировки металла
Электрохимический маркиратор представляет собой установку, содержащую блок питания. Он через электрод подает электрический ток на деталь, который, проходя через смоченные в электролите материал и специальный диэлектрический трафарет для маркировки, оставляет вытравленный след в пустом месте. Трафарет, при этом, должен плотно прилегать к поверхности маркируемой детали.
Электролит для электрохимической маркировки представляет собой солевой раствор, который ускоряет процесс передачи заряженных электронов между потенциалами. Эффективным напряжением для протекания реакции травления является предел от 3 до 15 В. Особенность данного метода нанесения маркировки на металл заключается в том, что границы получаются в некоторой степени нечеткими. Поэтому логотип и детали на нем должны быть достаточно крупными.
Метод электромаркировки является самым доступным и простым среди всех используемых технологий нанесения какого-либо изображения или отдельной информации на стальные изделия.
Электрохимическая маркировка нержавейки с установкой SteelGuard Mark
Для выполнения качественной маркировки изделий из нержавеющей стали компания "Металл Клинер" первой на территории России и СНГ представила собственную разработку – оборудование для маркировки металла SteelGuard Mark.

Это оборудование, с помощью которого электротехническим способом наносится простая и сложная маркировка с достаточно высоким качеством. Можно наносить два вида маркировки в зависимости от типа тока. Белая маркировка выполняется при постоянном токе, а черная, соответственно, при переменном.
Особенность применения оборудования для маркировки металла заключается в его экономичности. Для выполнения маркировки с помощью SteelGuard Mark требуется меньше мощности, чем при лазерном и трафаретном типе.
Оборудование SteelGuard Mark способна выполнять не только электрохимическую маркировку нержавеющей стали. С ее помощью также можно выполнять травление и полировку деталей. Маркировка производится путем переноса изображения через трафарет. Для работы прилагаются графитовые электроды для работы на AC и DC токах. Качество и деталировка получаемого изображения зависит от степени точности изготовления трафарета для гравировки.
Для выполнения электрохимического маркирования металла при помощи оборудования SteelGuard необходимо:
- оборудование для маркировки металла SteelGuard Mark (или способные также и наносить маркировку многофункциональные установки для очистки сварных швов SteelGuard 685 и SteelGuard 425);
- Создать макет при помощи программы CorelDraw и заказать изготовление трафарета на основе готового эскиза;
- Выполнить процедуру нанесения маркировки, которая длится несколько минут.
Трафарет для маркировки металла можно использовать более 200 раз.

Электроискровой метод нанесения маркировки
На многих видах изделий из стали часто встречается рукописная маркировка. Она выполняется так называемым электроискровым методом. Он заключается в воздействии высоким электрическим током на поверхность металла, в результате чего на ней остается характерный след. В ходе процесса плавится тонкий верхний слой металла, оставляя после себя характерное темное пятно. Особенность этого метода заключается в том, что для нанесения маркировки на изделия не применяется никаких расходных материалов. Используется только электрод, которым прикасаются к поверхности и водят в нужном направлении, создавая маркировку.
Также для нанесения подобной маркировки применяются станки. У них имеется рабочая головка, которая способна вибрировать во время выполнения процедуры маркировки. Происходит процесс следующим образом:
- деталь устанавливается на станок;
- место для нанесения знаков покрывается тонким слоем пленки;
- рабочая маркировочная головка подводится к детали;
- на нее подается напряжение, из-за чего она начинает вибрировать в пределах расстояния искрообразования.
Воздействие на деталь длится примерно 15 секунд. Чем дольше работает оборудование, тем глубже выполняется маркировка.
Каплеструйная маркировка металла
Существует также и каплеструйная маркировка металла – технология, с помощью которой можно наносить различные изображения и буквенные обозначения на сталь плоской или цилиндрической формы. Особенность такого метода заключается в том, что можно наносить цветную маркировку с применением пигментов любого оттенка. В продаже имеется оборудование с двумя головками, благодаря чему можно выполнять сложные визуализации.
Для выполнения процедуры используется специальный каплеструйный маркиратор. По сути, это то же самое, что и струйная печать на бумаге, только выполняется на металле. Техника применяется для тех видов продукции, которая реализуется в стальных флакончиках и небольших емкостях. Маркировка выполняется на донышке или на горлышке изделия. Имеются портативные и стационарные каплеструйные принтеры для маркировки. Именно такое оборудование чаще применяется на производстве. Промышленная гравировка отличается высокой производительностью и потоковостью, то есть может применяться на конвейере без остановки технологического процесса.
Как правило, в наносимой информации присутствует штрихкод и набор определенных цифровых данных. Эта информация применяется для контроля товаров и учета их на кассе при продаже.
Сродни каплеструйной маркировке простой струйный маркиратор. Для нанесения применяется расходный материал – чернила. Качество и четкость контуров отпечатанного изображения невысокая, но достаточная для определения устройствами для считывания штрихкодов.
Шелкография
Кроме вышеописанных, также применяется такой метод маркировки изделий из металла, как шелкография. Применяется она в основном на плоских деталях, различных корпусах устройств и при изготовлении шильдиков. Выполнять печать можно поверх уже имеющейся краски, потому что суть заключается в наложении дополнительного слоя. Шелкография, как в случае с бумагой, может выполняться одноцветной или в несколько оттенков, при этом получается качественное многоцветное изображение. Процесс выполняется в несколько проходов.
Для выполнения шелкографической печати используется два вида красок, которые выбираются в зависимости от исходного вида детали. Отличие состоит в том, что для неокрашенного металла требуется создать адгезионный слой. Для этого используется специальная краска с двумя компонентами. Данный расходный материал обладает высокой устойчивостью к внешним факторам и выгоранию на солнце, поэтому широко применяется для маркирования продукции, которая используется на улице. Краска устойчива к механическим воздействиям, поэтому сохранится на поверхности изделия очень долго.
Металлофото
Металлофото – это техника, применяемая для нанесения изображения на алюминиевые шильдики в двухцветном или многоцветном режиме. Ее суть заключается в проявлении на поверхности алюминия фоточувствительной соли. За счет этого изображение буквально внедряется в структуру металла. Процесс выполнения маркировки таким способом осуществляется следующим образом:
- Сначала отпечатывается пленка с необходимым для переноса изображением;
- Пленка накладывается на пластину и прочно фиксируется на ней;
- Затем выполняется процедура экспонирования, которая продолжается в течение нескольких секунд;
- На следующем этапе применяется проявитель и закрепитель;
- Наконец на пластину наносятся требуемые цвета, после чего она помещается в емкость со специальным уплотняющим раствором.
По окончании процедуры получается монолитное изображение, которое внедряется в структуру металла. Такое изделие приобретает высокую стойкость цвета даже под механическими воздействиями.
Другие способы маркировки металлов
Среди остальных применяемых способов маркирования, с помощью которых можно нанести на металл изображения, текстовую информацию и любые другие данные.
Химическая гравировка на металле
Эффективный способ, с помощью которого можно наносить логотипы и буквенно-цифровые данные. Способ позволяет получать довольно четкие картинки с мелкими деталями, но он сильно уступает лазерной. Сравнивать ее с механической маркировкой не стоит, потому что это совершенно разные технологии.
УФ-печать
Универсальный способ, который применим на любых материалах. Выполняется методом нанесения изображения специальными УФ-красками, которые затем под действием ультрафиолета закрепляется и становится стойким к любым факторам.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Как самому изготовить печать или штамп?

Нечасто обычному человеку нужна информация о том, как самому изготовить печать. Но все же бывают случаи, когда советы такого плана помогут в творчестве или реализации креативных идей. Мы собрали несколько рекомендаций, но сначала рассмотрим виды штампов и их предназначение.
Существуют печати для официальной документации:
- Гербовая. Удостоверяет подлинность документов государственных учреждений.
- Коммерческая. Используется индивидуальными предпринимателями и юридическими лицами.
- Штамп. Заменяет рукописный текст на бланках учреждений.
Если с документами все понятно, то как промаркировать свои книги, письма, личные вещи? Привыкшие к стандартам мастера вряд ли сделают креативный эскиз изображения. Проще сделать оттиск самостоятельно. Ниже расскажем, как сделать печать в домашних условиях.
Внимание: инструкция содержит советы о том, как изготовить печать для личных нужд. Незаконное изготовление штампа в коммерческих и других целях наказывается принудительными работами или лишением свободы на срок до двух лет. В лучшем случае вам придется заплатить штраф до 80 тыс. руб. (ст. 327, пункт 1).
Виды самодельных оттисков:
- Экслибрис. Им можно пометить, например, книги домашней библиотеки. На оттиске может быть красивое изображение или ваш фамильный герб.
- Логотип. Ставят на изделиях хенд-мейда, бумажных пакетах, упаковке.
- Заготовка для оттисков на воске. Используют для запечатывания писем.
- Игрушечная печать для игр с детьми.

Металлическое ударное клеймо — еще один вид самодельных оттисков
Программы для создания изображений
Изготовление печати начинается с создания рисунка для оттиска. Для этого используются графические программы:
- Stamp — популярный и бесплатный софт для создания макетов изображений. Интуитивно понятный, работать с ним сможет даже непродвинутый пользователь. Бесплатно получится скачать только демоверсию.
- «Штамп» — бесплатная программа с широким функционалом.
- Corel Draw, Illustrator — векторные графические редакторы для создания детальных изображений. Требуют наличия базовых навыков.
- Fine Print – платная программа для вставки изображения оттиска в текстовый документ.

Процесс создания макета печати в Corel Draw
Способы изготовления печатей
Приводим 3 основных способа: сложный, простой, для детей.
Сложный: печать из фотополимера
Технология фотоэкспонирования способна передать мельчайшие детали рисунка. Однако она финансово затратна и сложна в реализации: нужно освоить графические программы, купить пленку и полимер, найти экспонирующую камеру и подходящий лазерный принтер.
Шаг 1. Нужен макет изображения. Для создания профессионального рисунка воспользуйтесь Corel Draw, но подойдут и другие программы.
Шаг 2. Для распечатки макета используйте лазерный принтер с разрешающей способностью от 600 dpi. В качестве основы подойдут пленки Lomond или Kimoto.
Шаг 3. Распрямите негатив и положите его на стекло лицевой поверхностью кверху. Перед этим смочите стекло водой, чтобы негатив лучше прилип. Желательно закрыть его защитной пленкой. Разглаживающими движениями от центра к краям уберите из-под пленки воздух и остатки воды.
Шаг 4. Кромку негатива оклейте бордюрной лентой, углы оставьте свободными.
Шаг 5. Равномерно, без обрыва струи, залейте фотополимером негатив. Если появились пузырьки, проткните их иглой или выдуйте струей воздуха из резиновой груши.
Шаг 6. Аккуратно наложите на полимер пленку шершавой стороной внутрь, а гладкой наружу. Слегка прижмите ее посередине и постепенно отпускайте концы. Сверху положите еще одно стекло и зажимами (продаются в магазинах канцтоваров) зафиксируйте по краям.
Шаг 7. Полученный «бутерброд» поместите в экспонирующую камеру. Лицевая сторона должна быть сверху. Выставьте продолжительность экспонирования. По завершении процесса переверните композицию и повторите процедуру. Для каждого полимера задается своя продолжительность экспонирования. Например, VX55 и ROEHM следует выдерживать одну минуту. Чтобы не ошибиться, читайте технические регламенты.
Шаг 8. Осторожно снимите стекло и разделите негатив с полимером. Прозрачный субстрат оставьте на месте. С помощью зубной щетки и неабразивного моющего средства смойте с клише остатки незатвердевшего полимера. Лучше всего это делать под струей теплой воды.
Шаг 9. Промытое клише замочите на 5—10 минут в воде и повторно подвергните экспонированию.
Шаг 10. Аккуратно вырежьте клише по контуру, не трогая бортиков. Наклейте заготовку на оснастку. Печать готова!
Новички часто отделяют субстрат от полимера после экспонирования. В результате не получается приклеить заготовку штампа. Помните: шершавая поверхность субстрата соприкасается с полимером, а гладкая приклеивается к корпусу.

Такой оттиск можно использовать для запечатывания воска или сургуча
Простой: штамп, изготовленный с помощью фольги
Найдите старый штамп или дощечку подходящего размера, желательно с ручкой. Приклейте к ней полученную надпись, и можно пробовать качество оттиска.
Эта технология не требует от вас особых художественных талантов. Материалы для изготовления заготовки есть в каждом доме. Износостойкость такого штампа ниже, чем у фотополимера, однако с его помощью можно сделать несколько сотен оттисков.
Шаг 1. Подберите подходящий рисунок. Переведите его на кальку, а затем — на фольгу. Для этого можно взять карандаш или непишущий стержень ручки и обвести контур с легким нажимом. Фольга подойдет любая: пищевая в рулоне или от шоколадной плитки.
Шаг 2. В полученные углубления аккуратно залейте прочную шпатлевку или эпоксидный клей. Отложите заготовку на двое суток, чтобы она просохла.
Шаг 3. По окончании срока выньте полученную надпись из фольги. Слепок должен легко отделиться.
Шаг 4. Найдите старый штамп или дощечку подходящего размера, желательно с ручкой. Приклейте к ней полученную надпись и протестируйте качество оттиска. Готово!

Основой может стать износившийся резиновый штамп
Печати для детей
Кто из нас не рисовал на ластике, а потом с упоением не штамповал последнюю страницу тетради? Дети любят делать оттиски. И вы можете вместе с ними изготовить целую коллекцию фигурных штампов.
Потребуются пористая резина (продается вместе с канцтоварами), клей «Момент», гуашь, ножницы, карандаш.
Шаг 1. Нарисуйте карандашом узор на пористой резине на клеевой основе. Рекомендуем именно этот материал, поскольку на нем можно выполнить более детальный рисунок, чем на поролоне.
Шаг 2. Аккуратно вырежьте полученное изображение. Канцелярским ножом проделайте дырочки.
Шаг 3. Приготовьте несколько винных пробок либо крышек от пластиковых бутылок. Наклейте на них вырезанные изображения.
Шаг 4. В небольшом количестве воды разведите гуашь или возьмите штемпельную краску. Всё, можно ставить первый оттиск!

Штампы на деревянной основе выглядят очень колоритно
Заготовки из пористой резины можно использовать для создания художественных оттисков для скрапбукинга. А чтобы открытка была аккуратной и красивой, не забудьте о биговке. Что это и как ее делать в домашних условиях — читайте здесь.
Как печатать на металле
wikiHow работает по принципу вики, а это значит, что многие наши статьи написаны несколькими авторами. При создании этой статьи над ее редактированием и улучшением работали авторы-волонтеры.
Печать на металлической поверхности является прекрасной заменой рисованию на холсте. Однако цена рисунков на металле нередко довольно высока. Вы можете напечатать на поверхности металла в домашних условиях, воспользовавшись струйным принтером и съемным листом переводной бумаги. Но помните, что данный метод требует предварительных испытаний для того, чтобы проверить его действенность и отрегулировать настройки вашего принтера.

Удостоверьтесь, что у вас есть подходящий струйный принтер. Для данного проекта чем шире принтер и более гибкий механизм подачи, тем лучше. Если же вы испытываете трудности при печати на открыточной бумаге и наклейках, этот принтер вряд ли подойдет.


- Вырезанный фрагмент должен проходить в лоток подачи принтера.

Выберите сторону, на которую вы хотите нанести рисунок. Вынесите лист металла наружу и положите кверху стороной, на которой собираетесь печатать.

Обработайте поверхность металла ручной плоскошлифовальной машиной. Необходимо ободрать с металла внешнее покрытие. Используйте среднюю и мелкую наждачную бумагу, обработав каждый сантиметр поверхности.

Очистите поверхность металла отбеливающим средством, например, отбеливающей губкой либо раствором Мистер Клин. Теперь, когда водонепроницаемая пленка удалена с поверхности металла, можно использовать чернила.

Занесите лист в помещение. Возьмите широкий двусторонний скотч и обклейте им рабочую поверхность металла, очищенную ранее.
Приобретите и используйте стандартную грунтовую краску, предназначенную для струйного принтера. Перед печатью необходимо покрыть всю рабочую поверхность металла ровным слоем грунтовой краски.

Вылейте на поверхность металла достаточное количество грунтовой краски. Затем грунтовочным шпателем равномерно размажьте краску по поверхности.

Используйте специальный грунтовочный шпатель. Он может быть как деревянным, так и пластиковым; подобные шпатели применяют при трафаретной печати.

Поместите грунтовочный шпатель на пролитую краску и, скользя им по поверхности металла, равномерно размажьте краску. Если поверхность не удалось покрыть полностью, вы использовали недостаточное количество грунтовой краски.

После нанесения грунтовой краски не прикасайтесь к обработанной поверхности. Снимите скотч, аккуратно взявшись за его края.

Подготовьте изображение к печати. Заранее удостоверьтесь, что оно имеет подходящий размер. Для ровной печати поместите боковые ограничители лотка подачи в правильную позицию.

Наклейте двусторонний скотч на лист бумаги точно такого же размера, что и лист металла. Поместите металл сверху на бумагу, приклеив его так, чтобы рабочая сторона была обращена кверху.

Поместите бумагу с металлом на лоток подачи принтера. Нажмите "печать". Если принтер не сможет распечатать изображение, вам понадобится следующий шаг с использованием переводной бумаги для струйной печати.

Подождите, пока лист металла пройдет через принтер. После окончания печати, выждав еще несколько секунд, возьмите лист металла за края и отложите в сторону, чтобы краска полностью высохла.

Подождите несколько часов. После этого для большей сохранности можно покрыть изображение прозрачным герметиком.
Если у вас не получилось распечатать изображение предыдущим методом, можно использовать другой способ. Приобретите несколько листов переводной бумаги для струйного принтера, подходящей для нанесения изображений на металл. Например, такие компании как Lazertran утверждают, что их переводная бумага пригодна для нанесения изображения на поверхность любого материала [1] X Источник информации .


Обработайте поверхность металла наждачной бумагой и отбеливающим средством, удалив с нее водонепроницаемый слой.

Аккуратно приложите переводную бумагу к металлу. Чтобы разместить ее ровно и без складок, вам, возможно, понадобится предварительная тренировка либо чья-то помощь.

Подождите, пока рисунок высохнет, и если это рекомендуется, покройте его прозрачным герметиком. Теперь можно вставить лист металла с изображением в рамку или повесить на стену.
Насколько реален самодельный 3D-принтер по металлу?

Я очень люблю делать разнообразные самодельные устройства, причём началось это далеко не вчера, меня всегда восхищали люди, которые могут соединить воедино разнообразные технологии, подходы, элементы устройств и создать нечто новое.
Не так давно я понял, что меня очень сильно тормозит в разработках — отсутствие доступного 3D-принтера по металлу, и я стал разбираться, насколько же сложно создать такой принтер самому?
Тут следует сделать оговорку и сказать, что я имею в виду, что 3D-принтеры по металлу конечно доступны, однако доступность их для исследователя и самодельщика весьма условна: так как любая более-менее серьёзная самоделка требует ряда итераций при «доведении до ума», то изготовление промежуточных распечаток может вылиться в серьёзную сумму. А каждый раз отдавать за каждую распечатку по 100-200$ и более — это несерьёзно.
Сразу отвечая на поставленный в заголовке статьи вопрос: более чем реален. Но требует приложения некоторых усилий :)
Те, кто более-менее интересовался вопросом 3D-печати металлом, знают, что серьёзные аппараты стоят весьма серьёзных денег, и их стоимость измеряется миллионами рублей.
▍ Почему же сложилась такая ситуация?
- Примерно до середины 2010-х годов, технология лазерного плавления металлических порошков была защищена патентом, который истёк совсем недавно (по историческим меркам). Соответственно, ряд компаний только начали свободно вести свои разработки в этом направлении.
- Вопрос плавления металлических порошков является весьма комплексным, что приводит в конечном итоге, к потребности в достаточно сложном устройстве, содержащем ряд подсистем, что естественно сказывается на конечной стоимости аппарата.
- Подобные аппараты, как правило, содержат в своём составе довольно недешёвый компонент: мощный источник лазерного излучения (типовая мощность лазеров, используемых для 3D-печати в установках от мировых производителей, колеблется от 200 до 500 Вт выходного лазерного излучения).
SLS — технология выборочного лазерного плавления металлического порошка, при котором происходит его полное расплавление.
DMLS — при которой происходит воздействие на порошок, состоящий из нескольких металлов, с разной температурой плавления. То есть, металлы с более низкой температурой плавления расплавляются и обволакивают частицы более тугоплавкого металла. Теоретически это позволяет достичь меньших энергозатрат.
Хотя в ряде источников высказываются соображения, что это было разработано в период патентных войн, для обхода патента.
Итак, становится понятно, что в первую очередь, требуется решить один из основных вопросов: каким образом понизить стоимость лазерного источника излучения?
Для начала необходимо разобраться, а какой же источник лазерного излучения используется в промышленных заводских установках 3D-печати?
Насколько удалось понять по открытым источникам, в них в подавляющем большинстве вариантов используется волоконный лазер. Дело в том, что его длина волны, хорошо подходит для поглощения металлами:
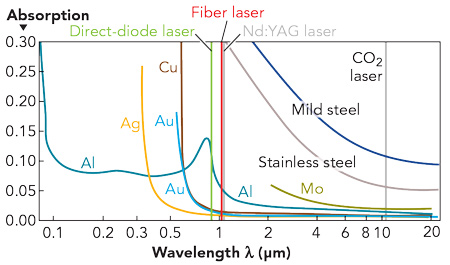
Источник
Для быстрого перемещения лазерного луча по печатной поверхности, используется устройство, называемое «гальванометром». К гальванопластике это не имеет никакого отношения, здесь под этим названием понимается система из двух быстродействующих зеркал, которая может с большой скоростью отклонять лазерный луч в 2 измерениях:
Однако мало перемещать луч с большой скоростью, нужно ещё, чтобы он постоянно был хорошо сфокусирован. Именно для этого и были придуманы F-Theta объективы:
Они позволяют перемещать лазерный луч, сфокусированный в маленькую точку, в рамках своего фокусного расстояния.
Подобный принцип широко используется, в так называемых, «лазерных маркерах»:
Узнав всё это, я загорелся построить своё устройство на базе подобного маркера, однако реальность оказалась достаточно неприятной: мощность лазерного излучения подобного маркера оставляет желать лучшего. Например, маркеры с выходной мощностью в 20 Вт обойдутся порядка 100 000 руб и более. Если же мы будем рассматривать максимально мощный известный мне на рынке маркер в качестве донора всей системы (50W), то его стоимость легко зашкалит за 250 000 руб.
Конечно, можно было бы рассудить, что "ну, может быть, как-нибудь, потихоньку пускай хотя бы печатает как-то. "
Я тоже так сначала думал, однако, ознакомившись с опытами одного из самодельщиков, стало понятно следующее: луч должен быть достаточно мощным (100W и более), двигаться достаточно быстро, и только это позволит создать ровную, единую линию расплавления порошка, без разбрызгивания его в стороны и собирания в отдельные капли. Принтскрины из видео, собранные в виде картинки ниже, хорошо иллюстрируют взаимосвязь между мощностью, скоростью движения лазерного луча, а также получаемого в результате качества:

Кроме того, подобный принцип действия позволяет избавиться от ненужного перегрева порошка вокруг линии.
Таким образом, получается, что, несмотря на достаточно красивую концепцию использования лазерного маркера в качестве донора для будущего 3D-принтера, эта идея не самая хорошая (кроме того, там ещё есть один подводный камень, о котором мы поговорим позднее — потребность в предварительном нагреве порошка, для устранения напряжений).
Кстати, результаты тестов скорости были взяты из этого проекта:
Но там всё достаточно серьёзно, используется мощный волоконный источник лазерного излучения. Забавным для меня явилось то, что построение ведётся на базе направляющих, аналогичных использованным в широко известном FDM 3D-принтере Anycubic Kossel Linear Plus:
А что же насчёт CO2 лазерных резаков? Неужели их нельзя использовать в этой роли? Такой же вопрос задал себе я и начал искать информацию по этой теме.
Несмотря на то что длина волны CO2 лазера не совсем подходит для работы по металлу, некоторые пытаются использовать его в этих целях.
Например, на видео ниже показан тест работы по порошку нержавейки. Скорость, к сожалению, не указана, известна только мощность, которая составляла 60 Вт. Несмотря на плавление металла в обычной воздушной среде, результат получился достаточно впечатляющим (с одной стороны) и заслуживающим внимания:
Проблемой здесь является то, что во время движения головки — металлический порошок раздувается во все стороны защитным газом, который дует из сопла лазерной головки (если кто не знает, подобная продувка используется для защиты линзовой системы, установленной внутри головки, так как иначе испарения материала, обрабатываемого лазером, повредят её).
Кроме того, здесь имеется ещё и другая проблема: дело в том, что все порошки металлов обладают достаточно большим коэффициентом отражения, что приводит к сильным бликам лазерного луча, в процессе работы. Подобные блики обладают достаточно сильной энергией и способны даже повредить линзовую систему головки. Для защиты от подобного, на мощных лазерных режущих системах используется установка поляризаторов после выходной линзы. Теоретически это может быть решением и здесь.
Кстати говоря, мне удалось найти один интересный стартап, который как раз и использует CO2 лазер (по всем симптомам) в качестве источника излучения для своего принтера (хотя там парни «тумана и загадочности» напустили в презентации по самое небалуйся).
В принципе, печатает довольно-таки неплохо, только несколько «рассыпчато». Хотя, с другой стороны, может быть у них технология DMLS, а не SLS (об этом ничего не было сказано):
Ещё одной проблемой является то, что этот принтер всё равно нельзя отнести к категории дешёвых, к тому же из-за потребности в обдуве головки, принтер требует наличия инертного газа, что тоже довольно недешёво.
Как мы видим, у всех лазерных принтеров существуют те или иные проблемы, которые лежат в корне всей конструкции и фактически неустранимы.
▍ А существует ли какой-либо вид 3D-принтеров, который лишён всех этих недостатков?
Как ни странно, он есть: использование электронного луча! Достаточно давно существует вид 3D-принтеров, где плавление металлического порошка осуществляется с использованием электронно-лучевых трубок.
На этих словах неискушённый читатель наверняка сразу «повесит нос» и скажет: "ууу, ну это совсем уж сложно!"
Как ни странно, нет! Как можно видеть на видео ниже, электронно-лучевые трубки любители собирают даже из пустых бутылок от лимонада:
Вкратце устройство электронно-лучевой трубки в усреднённом виде можно посмотреть на схеме ниже:

Она может отличаться в частностях, но общий смысл действия следующий: существует 2 электрода: катод и анод. Катод подогревается, следствием чего является возникновение явления термоэлектронной эмиссии и испускание нагретым катодом электронов. Вылетевшие электроны устремляются к аноду. Чем больше разность потенциалов между катодом и анодом, тем сильнее разгоняются электроны. В процессе разгона на их пути встречаются, скажем так «промежуточные аноды» (предназначенные для дополнительного разгона),- на которых, по идее, разогнавшийся электрон и должен осесть, однако, как только электрон подлетает к этому промежуточному аноду, напряжение на нём отключается и он летит дальше, ещё больше разгоняясь. Кроме того, на его пути встречаются фокусирующие и отклоняющие электроды. Чем-то процесс разгона электрона похож на пушку Гаусса, только здесь мы стреляем не снарядом или пулей, а электроном.
- Величины разности потенциалов между катодом и анодом.
- Силы тока.
- Температуры и площади нагревательной спирали (т.к. безвоздушное пространство — её делают из тугоплавкого материала, например, вольфрама).
- Фокусировки пучка.
Те из вас, которому посчастливилось застать электронно-лучевые телевизоры и мониторы — вживую имели счастье взаимодействовать с источником рентгеновского излучения, наверное, даже не подозревая об этом :)
Однако не надо пугаться: для защиты от этого излучения, передняя часть мониторов и телевизоров делалась из стекла повышенной толщины, в которое, кроме того, был добавлен оксид свинца, в массовой доле порядка 22%, в стекло электронно-лучевой трубки — порядка 34%. Всё это было сделано исключительно для защиты потребителей от губительного излучения.
Так что, если мы будем строить подобное устройство, необходимо учитывать необходимость защиты от излучения.
- Доступность широкого диапазона мощностей за скромную цену (излучатель весьма прост и незатейлив).
- Огромные скорости сканирования электронным лучом обрабатываемой поверхности, что даёт нам возможность реализовать одну очень интересную функцию, которая заключается в предварительном подогреве порошка для устранения внутренних напряжений.
Этот процесс очень хорошо иллюстрирует следующее видео, где весьма наглядно видно стадии преднагрева, перемежающиеся со стадиями плавления порошка (там же, кстати, хорошо видно, что плавление происходит в шахматном порядке, участков, далёких друг от друга, чтобы дополнительно уменьшить возможность возникновения напряжений):
- Так как работа электронно-лучевой пушки требует наличия безвоздушного пространства, то у нас естественным образом устраняется проблема, которая заключается в потребности инертной среды для устранения окисления металлов. То есть, мы не тратим деньги на дорогие газы вроде аргона, вместо этого нам достаточно купить недорогой вакуумный насос (5 000-10 000 руб) и откачать воздух из пространства печати.
- Нам необязательно что-то изобретать, мы вполне можем воспользоваться теоретической базой, наработанной в рамках дисциплины «электронно-лучевая сварка». То есть, наша задача по созданию ЭЛТ-пушки для принтера существенно облегчается — теории на эту тему вагон и маленькая тележка; кроме того, обладая навыками программирования, мы вполне можем легко управлять всеми процессами, даже используя банальную Arduino.

Таким образом, на мой взгляд, самым перспективным направлением приложения усилий является разработка электронно-лучевого 3D-принтера, так как, на мой взгляд, только он позволяет создать по-настоящему недорогое устройство, недорогое как при производстве, так и в процессе эксплуатации; несмотря на всё это, подобный принтер обладает широким функционалом.
Кроме того, подобный аппарат позволит проводить не только работы в области 3D-печати, но и в области электронно-лучевой сварки (в том числе, тугоплавких материалов). Приварить вольфрам к керамике? Легко.
По затратам энергии такая сварка раз в 10-15 меньше, чем при классической дуговой сварке, а энергетика пучка электронов может запросто превосходить энергетику лазерного источника (по крайней мере, доступного рядовому самодельщику).
ВНИМАНИЕ! Любые опыты с электронно-лучевыми трубками и электронно-лучевыми источниками излучения, — могут явиться причиной серьезного облучения и болезни, нанести вред окружающим людям или даже привести к вашей смерти! Автор этой статьёй не призывает к чему-либо, не гарантирует результатов, а также не гарантирует точности и корректности всей изложенной в статье информации. Весь контент статьи даётся только в познавательных целях!
К слову — весьма широкая номенклатура порошковых металлов для экспериментов есть на известном китайском сайте.
▍ А делает ли кто-нибудь в мире что-нибудь подобное?
Мне удалось найти только один проект, но зато какой! Человек пилит Open Source ЭЛТ 3D-принтер и после завершения разработок собирается выложить все исходники в открытый доступ, чтобы каждый мог собрать подобное себе!
Зовут этого человека Августин Круз, и он говорит о себе, что похоже он единственный человек, кто разрабатывает нечто подобное.
В данный момент его принтер даёт луч диаметром 0,5 мм. В данный момент он ведёт работы над тем, чтобы уменьшить его как минимум до 0,1 мм. Установка потребляет порядка 1,5 кВт, мощность электронного луча составляет примерно 100 Вт:
Он сам говорит, что его электронно-лучевая пушка очень сильно похожа на те, что использовались в старых телевизорах.
▍ Небольшая ремарка напоследок
Я постарался остановиться в этой статье на подходах, которые, на мой взгляд, дают реальный шанс создать действительно качественный 3D-принтер, качество отпечатков которого позволит конкурировать с лучшими образцами мировой 3D-печатной промышленности. Подходы, рассмотренные в статье (SLS, DMLS, EBM) все имеют право на жизнь, только отличаться будет величина затрат на создание/эксплуатацию такого оборудования. Ну и качество конечно.
Радость от нового аппарата и «вау-эффект» проходят быстро, а печаль от низкого качества и невозможности сделать то, что ты хочешь – остаются с тобой надолго (это я уже как владелец FDM 3D-принтера говорю). Нет, я не жалуюсь, мой печатает для FDM хорошо. Но — пластмаски, а хочется «hard metall!» :)
Именно поэтому я умышленно обошёл вниманием способы печати, подобные печати металлосодержащим прутком и последующий отжиг; пролив клеем песка и последующую отливку в него металла и т.д. и т.п. Потому что, как я считаю — если уж потратить своё время и усилия, то один раз — и на что-то действительно стоящее.
Хотя, как обещают некоторые из разработчиков подобных технологий, они могут дать высокую производительность. Например, технология дуговой сварки с автоматической подачей прутка (практически сварочный аппарат-полуавтомат) с защитой зоны сварки инертным газом.
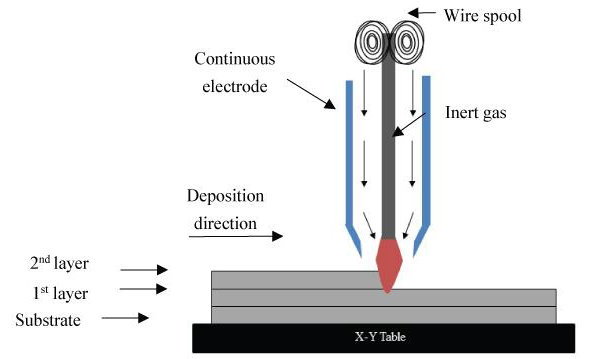
Технология применяется предприятием из Роттердама RAMLAB, для печати гребных винтов:

Нечто подобное делал и Даня Крастер в своё время:
Правда, качество получающейся поверхности при таком способе оставляет желать лучшего и требует дополнительной пост-обработки (не говоря уже о том, что придётся взять ипотеку для оплаты счетов за электричество).
Читайте также:
- 4 металлических бруска положили вплотную друг к другу как показано на рисунке стрелки указывают
- Автомат для сварки труб металлических
- Внутри незаряженного металлического шара радиусом 40 см имеются две сферические полости радиусами r1
- Какие металлы встречаются в природе только в виде соединений
- Станок для формовки углов из листового металла