Как сделать сатин на металле
Обновлено: 29.04.2024
Всем доброго времени суток , друзья я конечно еще новичек в ножевой теме , и методом проб и ошибок пытался "совладать" с этим процессом , так как я человек ленивый я пытаюсь большинство работы сделать на гриндере , и бормашинке , спрашивая комрадов по поводу расходников и различных паст , пришел к выводу что каждый это делает по своему и стало интересно как можно упростить процесс подготовки клина и собственно самой полировки . Очень хотелось бы услышать мнения и способы наших ветеранов , извиняюсь за ранее если повторил чью то тему, мне кажется это будет интересно многим , а мне особенно .
Ленивому заморачиваться с полировкой даже задумываться не стОит, это не быстрый процесс. Если конечно имеется ввиду именно полировка, а не заполировывание рисок.
А так, последовательное выведение рисок от большего зерна к меньшему, абразивная гигиена. Я после гриндера наждачкой, потом алмазные пасты.
Наждачка на гранитной плите, бумага А4 с алмазной пастой на той же плите.
По поводу шлифовки , чем на гриндере после 800 компаунта можно ? Я после 80ки перехожу на 240(белгородский компаунт) , затем на 400(ВСМ) , 600(ВСМ) и 800(ВСМ) а дальше , какую ленту использовать?
После 80-ки на 240 это сильно! Я после 80-ки 120 потом 180. Потом А100, А65, А45, А30, А16 и А6(Все ленты 3М), это на гриндере. Но обычно после А45 перехожу на шлифовку врукопашную.
NikSamara
После 80-ки на 240 это сильно! Я после 80-ки 120 потом 180. Потом А100, А65, А45, А30, А16 и А6(Все ленты 3М), это на гриндере. Но обычно после А45 перехожу на шлифовку врукопашную.
Понятно , у меня 120 и 180 нет , поэтому так , а вообще нужно будет заказать , пока с финансами не особо ..а под 1600 видел всм ,пару тыр нужно будет выложить.
Уууу. я после 120 уже ручками-320-500-600-800-1200-2000
-3000-дальше алмаз пасты пять номеров, вот.
roman1724
Уууу. я после 120 уже ручками-320-500-600-800-1200-2000
-3000-дальше алмаз пасты пять номеров, вот.
Заинтриговали.А какие пять номеров алмазных паст используете после 3000 ?
Мутное зеркало получается.
Vik-VikЗаинтриговали.А какие пять номеров алмазных паст используете после 3000 ?
На память не помню. Вечером посмотрю-напишу.
не люблю я полированные клины. блестюшки блин 😞
а потом продольный сатин 😛
roman1724
я после 120 уже ручками-320-500-600-800-1200-2000
-3000-дальше алмаз пасты пять номеров, вот.
Делал и сатин и полировку. Вывод - как ни странно полировка более практичный финиш клинка чем сатин, особенно для сталей склонных к коррозии.
roman1724
Уууу. я после 120 уже ручками-320-500-600-800-1200-2000-3000-дальше алмаз пасты пять номеров, вот.
с учетом того, что наждачка Р3000 это как минимум абразив 7/5 мкм, то какие пять паст могут использоваться? Ну мне просто интересно, присоединяюсь к вопросу выше.
Пробовал и так и так.Разницы не заметил.Моё мнение,перед сатином поверхность клинка должна быть подготовлена на несколько номеров выше в том же направлении.
Burchitai
с учетом того, что наждачка Р3000 это как минимум абразив 7/5 мкм, то какие пять паст могут использоваться? Ну мне просто интересно, присоединяюсь к вопросу выше.
+ к этому наждачка Р3000 (любая) на металле засаливается после двух движений.
mar_sky
Пробовал и так и так.Разницы не заметил.Моё мнение,перед сатином поверхность клинка должна быть подготовлена на несколько номеров выше в том же направлении.
На несколько номеров - это как раз зеркало и получается. Большой плюс зеркала (тщательно сделанного) в том что перед сатином точно не остается паразитных рисок и царапин.
suhai123+ к этому наждачка Р3000 (любая) на металле засаливается после двух движений.
На всех этапах шлифовки наждачкой исп
ользую керосин-wd-40-пшикаю на клин,
засаливается меньше
А вообще, дело это муторное и занимает оооочень много
времени, которого и так нет)).
Номера паст алмазных-от крупного к мелкому-28/20, 14/10
7/5,3/2. Номер первой-самой крупной-к сож не читается
Вы оказались правы-после 3000 наждачки можно полировать
только двумя последними номерами. Не судите строго-я в
эти дела тольуо начал вникать)
Тема в общем была кто как делает. Я делаю так, смысла спорить не вижу в принципе, каждый делает как хочет. Вот хороший и подробный фильм на эту тему -
23 минута - полировка, 27.10 - сатин
Михаил, нет ссылки на ютуб? А то не открывается на смартфоне((
roman1724Номера паст алмазных-от крупного к мелкому-28/20, 14/10
7/5,3/2. Номер первой-самой крупной-к сож не читается
Вы оказались правы-после 3000 наждачки можно полировать
только двумя последними номерами. Не судите строго-я в
эти дела тольуо начал вникать)
Вот как раз на ютубе поищите ролик с мастер-классом бурчитая (Сергея Бурова) очень подробно и наглядно показано что и как и какими номерами.
Не задавался целью спорить.Просто рассуждаю.Сатин разный бывает,некоторые делают 320-360.Поэтому нет смысла полировать до зеркала,в таком случае.
я только вникаю и сатин делал недавно впервые (до этого только полировка) сделал наждачкой 1200 , после полировки ,потом перецарапал на 1000 вроде ничо так )))) Сегодня еще пробовал отслесарить клин из нержи на гриндере до 800грид , хрень получилась , перетер на алмазках до 14-10 а мельче у меня нету , дальше наждачкой до 2500 , после паста гои (ну нет у меня другого) и зеркала четкого не добился , думаю взять пасты помельче , а диалюкс лучше гои? Чем лучше финишировать чтобы добиться зеркала?
У меня получилось на стали К110 алмазными пастами - реальное зеркало, но помудохаться пришлось, закончил 1/0, хотя вполне хватает 3/2 смысла использовать пасты мельче нет, только для самоуспокоения.
Вот таблица гритности, может поможет.
Привет! А с какой железкой собираетесь работать? Универсального рецепта нет , к разным группам железа нужен разный подход.Я на гриндере работаю до 320 зерна,а дальше уже от железки всё зависит какую-то можно и шкуркой довести какую-то только алмазом,для одной чугунный притир для другой деревянный лучше ,бумага в принципе для всех подходит ,но на определённом этапе.Если хотите чистое зеркало(без волос) то это до 1\0 или 0,5\0 .
Ну и времени это много занимает.
pepa.s
Привет! А с какой железкой собираетесь работать? Универсального рецепта нет , к разным группам железа нужен разный подход.Я на гриндере работаю до 320 зерна,а дальше уже от железки всё зависит какую-то можно и шкуркой довести какую-то только алмазом,для одной чугунный притир для другой деревянный лучше ,бумага в принципе для всех подходит ,но на определённом этапе.Если хотите чистое зеркало(без волос) то это до 1\0 или 0,5\0 .
Ну и времени это много занимает.
Сейчас работаю в основном с х12м , 95х18 , шх15 , ушки.
Шкурки хватит,если алмазные пасты то на дереве и бумажке можно ,чугун я бы не рекомендовал ,от него на этих железках на крупных пастах можно очень глубокие забоины получить ,которые потом выводить замучаешься.
И ещё после твёрдого притира прорабатывайте на мягком на том же зерне ,это помогает исключить непрошлиф,после твёрдого притира очень часто его не видно даже на блик,особенно после чугуна.
pepa.s
Шкурки хватит,если алмазные пасты то на дереве и бумажке можно ,чугун я бы не рекомендовал ,от него на этих железках на крупных пастах можно очень глубокие забоины получить ,которые потом выводить замучаешься.
И ещё после твёрдого притира прорабатывайте на мягком на том же зерне ,это помогает исключить непрошлиф,после твёрдого притира очень часто его не видно даже на блик,особенно после чугуна.
Спасибо за совет , а я делал латунным притиром приклееным на толстую металлическую болванку , теперь после видео с Бурчитаем попробую на бумаге , только вот самая мелкая паста у меня 14-10 , после нее тру наждачкой от1500 грид.
demon 16051984Спасибо за совет , а я делал латунным притиром приклееным на толстую металлическую болванку , теперь после видео с Бурчитаем попробую на бумаге , только вот самая мелкая паста у меня 14-10 , после нее тру наждачкой от1500 грид.
чуть выше прекрасная таблица сравнения гритностей, по ней выходит что 14/10 и 1500 - одно и то же
suhai123чуть выше прекрасная таблица сравнения гритностей, по ней выходит что 14/10 и 1500 - одно и то же
Видел ,просто наждачка немного по другому снимает , хотя можно и 2000 сразу перейти ,попробую.
demon 16051984Видел ,просто наждачка немного по другому снимает , хотя можно и 2000 сразу перейти ,попробую.
Посмотрите видео несколькими постами выше, там где Бурчитай рассказывает о порядке перехода с одного номера на другой. После 1500 можно переходить уже на 3000
Михаил, спасибо за ссылки, посмотрел
видео С Бурова-все делаю не так((.
Надо менять технологию. С ув, Роман.
Технология матирования изделий из металла.
Изделия из металла применяются во всех сферах жизни современного человека.
Металл надежен и неприхотлив в эксплуатации.
Но помимо прочности, качественно обработанные изделия из металла радуют глаз и греют душу своим внешним видом.
Но чтобы сделать металл красивым нужно изрядно потрудиться.
И тут существует несколько способов, как это сделать.
Самый распространенный способ, но не самый простой, это полировка. С технологиями полировки можно ознакомиться здесь.
Полированное изделие из нержавеющей стали.
Второй способ - это сатинирование, или направленная шлифовка. Как это сделать вы можете узнать здесь.
Направленная шлифовка нержавеющей стали.
И сегодня я хочу рассмотреть еще один способ получения равномерной поверхности на изделиях из металла - матирование.
В условиях промышленного производства изделия из металла матируют либо с помощью специальных химических составов, либо с помощью пескоструйной (дробеструйной) обработки. Оба эти способа довольно сложные и требуют очень дорогого оборудования.
Мы познакомим Вас с более простым, удобным и каждому доступным способом.
Матировать металл мы будем с помощью орбитальной шлифовальной машины (ОШМ).

Рассмотрим нашу технологию на изделии из профиля, сваренного под углом.
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва используем шлифовальную машину Metabo Quick Inox с регулировкой оборотов и фибровые круги VSM Р120 (с керамическим зерном). Рекомендуемые обороты - 7000 об/мин.

Зачистка сварочного шва фибровым кругом.
Так же с помощью фибрового круга мы выравниваем всю поверхность изделия, если это необходимо для дальнейшей обработки.
Вот что мы получаем после первого этапа.
Поверхность после зачистки фибровым кругом Р120.
Шаг 2. Удаление круговых рисок, получение равномерной шероховатости.
Орбитальные шлифовальные машины обладают меньшей агрессивностью в сравнении с угловыми машинами, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от первого этапа и придать поверхности равномерный вид.

Равномерная шлифовка поверхности с помощью ОШМ.
Вот что мы получаем после второго этапа.

Поверхность имеет равномерный вид, следы от фибрового круга удалены. Такая поверхность уже неплохо выглядит, но после обработки зерном Р80 она имеет очень шероховатую поверхность, которая неудобна в эксплуатации: на ней будут задерживаться пыль и другие загрязнения. Поэтому мы переходим к последнему этапу.
Шаг 3. Финишное матирование поверхности неткаными кругами Cibo.
Чтобы создать идеальную матовую поверхность на металле следует использовать круги на липучке из нетканого материала Cibo зерно Medium.
Эти круги являются лучшим решением для окончательного создания матовой поверхности на металле и других материалах. Они имеют мягкую пористую структуру и содержат небольшое количество клея, в отличие от конкурентов. Такие особенности позволяют создавать очень равномерную поверхность с минимальным блеском, что и необходимо в нашем случае.

Финишное матирование металлического профиля.
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.
Что такое сатинирование нержавеющих сталей и зачем его делать?
Сатинирование – эффективный и надёжный процесс обработки сталей
Сатинирование нержавеющих сталей – это процесс обработки, при котором поверхность становится идеально гладкой и приобретает характерный блеск. Оно часто используется при изготовлении элементов декора и деталей для технологического оборудования. Сатинированная сталь имеет одно важное преимущество – идеально гладкая, практически глянцевая поверхность.
Суть процесса
Сатин в переводе с французского означает атлас. Неудивительно, что в процессе обработки на поверхности метала отсутствуют какие-либо шероховатости. Она напоминает гладкий шелковистый атлас. При этом важно знать, что нержавеющий металлопрокат, обработанный до зеркального блеска, быстро теряет эту характеристику, на нём легко появляются царапины, при эксплуатации он тускнеет.
Самой практичной и долговечной обработкой является сатинирование. Поверхность металла становится гладкой, но при этом устойчивой к факторам окружающей среды. Даже если на ней образуются мелкие повреждения во время эксплуатации, их практически не видно. Обработка повышает износоустойчивость изделий, делает их эстетически более привлекательными.
Инструменты и приспособления
Сатинированная сталь получается в процессе шлифования и полировки поверхности. Эти процессы можно производить вручную или при помощи специального оборудования. В первом случае необходимо вооружиться шлифовальными листами, понадобится шлифок. Для сатинирования лучше использовать пневматический напильник. Также понадобятся шлифовальные ленты и машинка для барабанного вида. На производственных предприятиях сатинированная сталь получается при помощи специальных агрегатов.
Механизм обработки
Сатинирование условно можно разделить на несколько основных процессов: устранение шероховатостей, наведение блеска. Для этого металл проходит следующие этапы:
- Зачистка поверхности. Если на металле есть сварной шов и другие дефекты, их нужно удалить. Для этого можно использовать фибровые круги. В зависимости от размера шва и прижогов используют разные по размеру зёрна шлифовки. В результате появляется ровная гладкая поверхность, готовая к следующему этапу.
- Уменьшение шероховатости обрабатываемого участка. В зоне бывшего шва нужно провести обработку при помощи фибрового круга с меньшим размером зёрен. Такая подготовка облегчит дальнейшую полировку. Она устраняет риски от прошлого этапа и делает сталь более ровной.
- Выполнение направленной шлифовки. Для получения ровного стыка между соединёнными деталями используют жёсткий барабан с шлифовальной насадкой. Обычно его устанавливают на пневматическую машину через переходник.
На этом этапе нужно использовать металлический скотч или алюминиевую ленту. Их стоит прикрепить к поверхности и начать шлифовку свободного участка. Барабанная насадка должна вращаться по направлению к скотчу. Таким образом он не будет задираться, деформироваться или отклеиваться. Не начинайте работу с максимального режима и умеренно прижимайте машинку. Толщина скотча всего 0,15 мм, поэтому его можно легко сошлифовать чрезмерно абразивным материалом. В результате должен получиться равномерный рисунок по всей поверхности. Такую процедуру нужно проделать со всех сторон.
- Финишное сатинирование. Это заключительный шаг, который позволяет максимально сгладить дефекты предыдущей шлифовки. С его помощью можно устранить переходы между зонами. На этом этапе поверхность приобретает равномерный, но не интенсивный блеск. Лучше всего использовать специальный валик для сатинирования. Шлифовку делают с металлическим скотчем и без него.
На первом этапе подходят фибровые круги с крупным зерном. Далее следует использовать шлифовальные листы. Если требуется восстановить повреждённую при сатинировании деталь, можно задействовать шлифок. Важно правильно подбирать зернистость кругов. Для этого рекомендуется использовать черновые детали.
Области применения
Нержавеющая сталь, обработанная методом сатинирования, имеет атласный вид. Такие предметы выглядят стильно, элегантно и дорого. За подобными вещами легко ухаживать, они долго сохраняют привлекательный вид. Сатинированная сталь применяется для создания:
- предметов интерьера и светильников;
- посуды и столовых принадлежностей;
- мебельных элементов;
- лестниц, перил и перегородок;
- сантехники;
- деталей для технологического оборудования и пр.
Элементы из сатинированной стали отлично подойдут для оформления интерьера в стиле минимализма или хай-тека. Она не очень хорошо сочетается с деревом и текстилём из натуральных тканей.
«Ориннокс» – поставщик качественной стали
Любую обработку легче производить, если иметь дело с качественным продуктом. Компания «Ориннокс» – лидер среди металлотрейдеров РФ. На сайте можно заказать сатинированную сталь и подробнее узнать о других продуктах.
Как сатинировать латунь? Сатинирование латуни.
Сатинирование - технология по обработки металла, в результате которого поверхность приобретает красивый штриховатый узор - риску, располагающуюся в одном направлении.
В данной статье мы рассмотрим процесс сатинирования листа латуни:

Процесс сатинирования листа латуни состоит из нескольких этапов:
- Зачистка или обработка поверхности листа.
- Обработка шлифовальным валиком.
- Финальная отделка/финишное сатинирование
ЗАЧИСТКА или (обработка) ПОВЕРХНОСТИ ЛИСТА
С верхнего слоя листа удаляются неровности и царапины, для этого нам потребуются шлифовальные круги на липучке зерно P180 и зерно P320 с мягкой опорной тарелкой. Данные круги будем использовать с оксидом алюминия - это самые простые и недорогие круги, которые позволят получить качественный и равномерный финиш.

В результате зачистки поверхности появляется гладкая поверхность, готовая к следующему этапу.
Лист латуни после зачистки шлифовальным кругом P320
ОБРАБОТКА ШЛИФОВАЛЬНЫМ ВАЛИКОМ
Уменьшение шероховатости обрабатываемого участка необходимо произвести комбинированным шлифовальным валиком GTOOL

Для получения идеального рисунка делайте максимально длинные и прямые движения
Данный валик из нетканого абразивного материала, чередующегося с лепестками из абразивной шкурки, позволит не только получить однородную поверхность, но и удалить грубую риску после предварительной обработки. Он создает более блестящий и красивый рисунок сатинирования. В результате должен получится равномерный рисунок по всей поверхности.

Лист латуни после обработки комбинированным шлифовальным валиком GTOOL
Финальная отделка/финишное сатинирование
Это заключительный шаг, который позволяет максимально сгладить дефекты после сатинирования валиком. С его помощью можно устранить переходы между зонами. На этом этапе поверхность приобретает равномерный, и интенсивный блеск. Лучше всего использовать нетканые салфетки вручную, например Р280 (Fine).

Вот что мы получаем в итоге:

ВЫВОДЫ: Сатинирование относительно легко делается на плоских и цилиндрических деталях. Главное линейное, а не круговое движение абразива. Сатинирование условно можно разделить на несколько основных процессов: устранение шероховатости и доведение до блеска. Данный технологический процесс избавляет поверхность от неровностей, шероховатостей и царапин.
При выполнении работ по сатинированию поверхности придерживайтесь соблюдению правил техники безопасности.
Сатинирование нержавейки, шлифовка, матирование

Перила и ограждения

В статье видео с сатинированием нержавейки.Сатинирование или матирование или шлифовка нержавейки осуществляется путем нанесения на металл риски. При этом создается матовый эффект поверхности металла.
Таким способом можно полировать и шлифовать не только нержавейку, но и любой металл. Разница лишь в твердости металла, на железо вы больше времени и расходников потратите чем на нержавейку, возможно даже разницу не заметите, только на больших объемах. Латунь и медь можно и без шлифовки заполировать, но все равно лучше пройтись наждачкой, а чугун вообще плохо поддается полировке. Также другие металлы поддаются воздействию внешней среды, железо ржавеет, латунь и медь темнеет. Так что другие металлы нужно хромировать или покрывать лаком.
В одной из следующих статей я хочу показать полное изготовление ограждения из профильной трубы 50х25мм. Ограждение будет матовым. Шлифовано методом сатинирования.
В этой статье я покажу как сатинировать различные элементы ограждения.
Сатинирование (шлифовка) круглой трубы нержавейки
На видео процесс матирования (шлифовки) трубы нержавейки. Обычно абразивные барыги для такой шлифовки предлагают специальные шлифовальные машинки, типа такой как на фото ниже

Но мы то понимаем что это обычная болгарка с регулировкой скорости и с насадкой. Естественно мы заколхозили такую насадку. Т.к такие машинки стоят не малых денег. Хотел снять размер этой приблуды, но она не универсальна, поскольку болгарки разные. Картинка приблуды ниже, можете купить шлифовальную ленту и соорудить свою насадку по ленте



Лента выглядит так
После сатинирования трубы я обработал шов. Про обработку шва я писал статью с видео ЗДЕСЬ.
Видео — сатинирование (шлифовка) круглой трубы из нержавейки
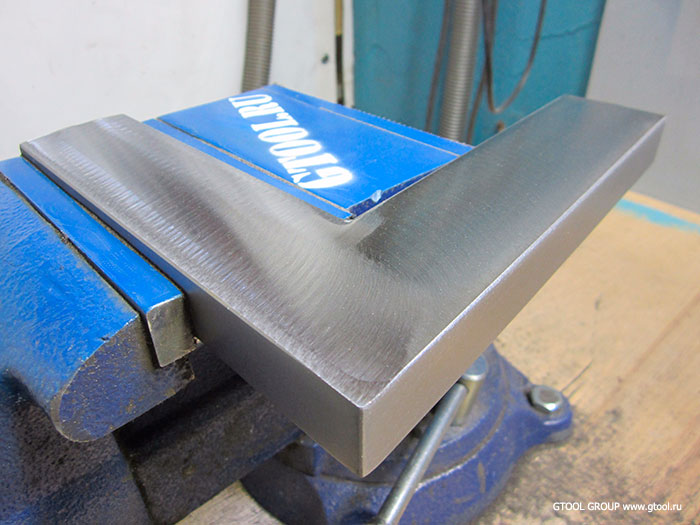
Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
Трубы сварены перпендикулярно, одна труба фрезерована. Это имитация соединения поручня и стойки ограждения.
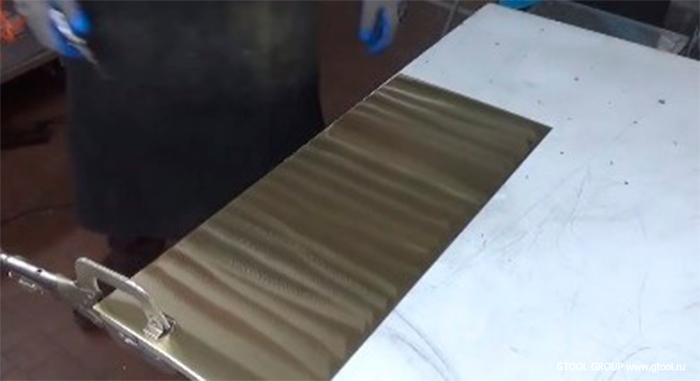
Продольное сатинирование (шлифовка) профильной трубы из нержавейки
С продольным сатинированием таже история что и с поперечным. Барыги предлагают дорогие шлифовальные машинки типа той что ниже

Опять же мы видим что это болгарка с регулировкой скоростей, а городить такую приблуду как на фото не нужно. Нужно выточить переходник на шлифовальный валик. Просто берете валик и точите под него переходник который накрутится на вашу болгарку.
Техника обработки сварного шва все там же, ЗДЕСЬ
Видео. Сатинирование (матирование) профильной трубы из нержавейки
Два видео, на одном прямоугольная труба на другом квадратная. Оба варианта имитируют поручни ограждения из профильной трубы.
После обработки сварного шва на видео я использую малярный скотч. Абразивные барыги для этих целей предлагают металлический скотч, очередной вариант выкинуть деньги на ветер.
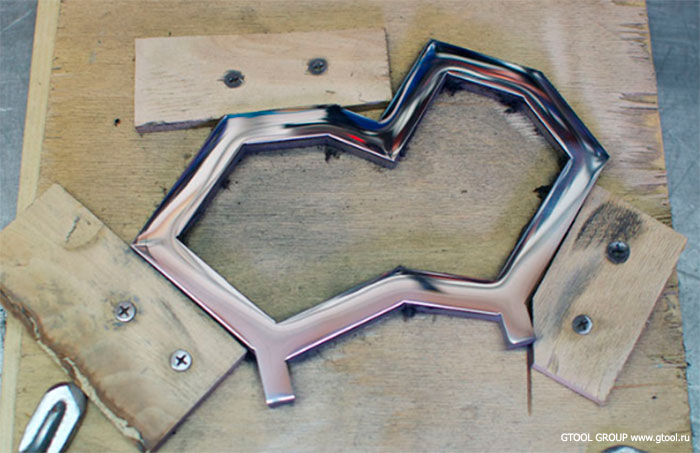
Сатинирование стыка наполнения и стойки профильных труб
В следующем видео я попытался сымитировать из подручных средств стык профильной стойки и профильного наполнения ограждения

Это внутренние швы. ДЛя обработки используется круг scotch-brite 3M exl. Перед шлифовкой лучше заточить как на видео.

Видео матирование наполнения из нержавейки
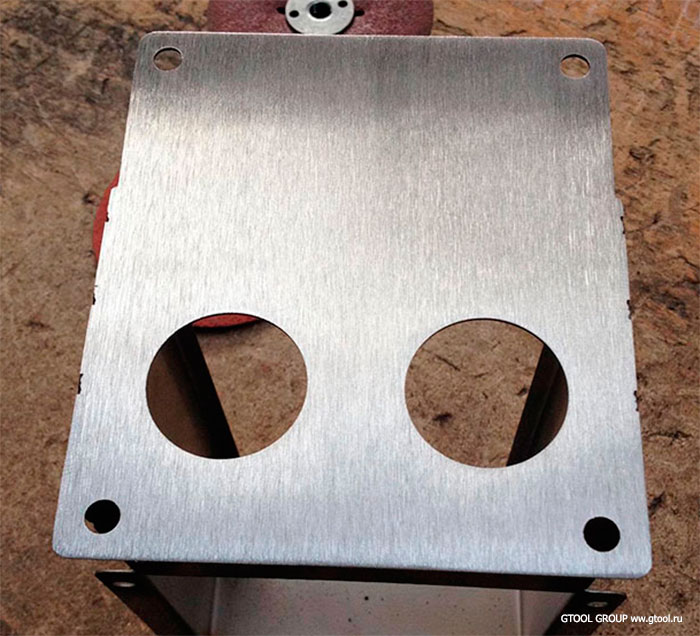
Низ стойки ограждения из нержавейки, матирование
Здесь я обрабатываю сварные швы на стыке стойки и платика. Имитация низ стойки.
После круга scotch-brite 3M exl, перед финишной обработкой я полирую шлифовку войлоком.
Заключение
Во всех видео для финишной обработки я использую шлифовальные листы скотчбрайт
Читайте также: