Какова точность измерения металлической линейкой
Обновлено: 17.05.2024
Измерительные линейки, штангенинструмент и микрометрические инструменты
Измерительные линейки (рис. 1.7) относятся к штриховым мерам и предназначены для измерения размеров изделий 14. 18 квалитетов точности прямым методом.
Они предназначены для измерений высот, длин, диаметров, глубин в различных отраслях промышленности, в том числе и в машиностроении. Их основное преимущество — простота конструкции, низкая стоимость, надежность и простота в измерении. Измерение производят прикладыванием линейки к измеряемому объекту, чаще всего совмещая нулевой штрих линейки с краем детали. Отсчет по шкале на другом краю детали дает искомый результат измерения. Но это не обязательно. Так, например, при измерении диаметра отверстия снимаются два показания: с одной стороны отверстия и с другой. Вычитая из большего значения меньшее, получаем размер диаметра.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20. 40 мм и толщиной 0,5. 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготавливают с одной или двумя шкалами, с верхними пределами измерений 150, 300, 500 и 1 000 мм и ценой деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.
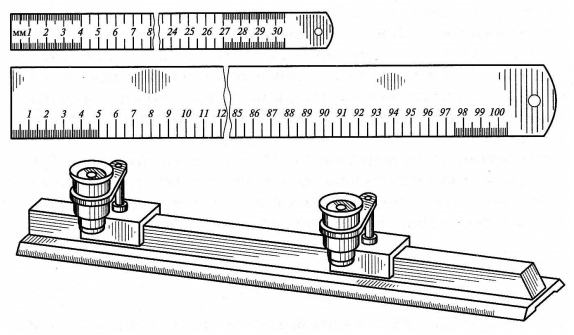
Рис. 1.7. Линейки металлические
Допускаемые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах +(0,10. 0,20) мм в зависимости от общей длины шкалы, а отдельных подразделений— не более ±(0,05. 0,10) мм.
Поверку (калибровку) линеек, т. е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называются штриховыми мерами. Погрешность такого сравнения не превышает 0,01 мм.
Штангенинструмент
Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
К нему относятся штангенциркули (рис. 1.8), штангенглубино- меры и штангенрейсмасы.
Основными частями штангенциркуля являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу— десятые и сотые доли миллиметра.
По основной линейке 1 с неподвижными губками 2 перемещается рамка 3 с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство 7, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт 4. Для измерения глубины отверстий пазов и других внутренних элементов деталей используется линейка глубиномера 6.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 1.8, г).
Основные типы нониусов (I—IV) представлены на рис. 1.9.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам:
где i — цена деления основной шкалы, мм; n — число делений нониуса; l — длина шкалы нониуса мм.
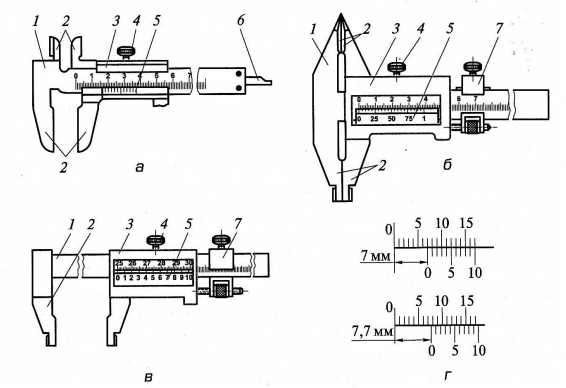
Рис. 1.8. Конструкция штангенциркулей:
а — типа ШЦ-1; б — типа ШЦ-П; в — типа ШЦ-Ш; г — отсчет по нониусу; 7 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи
Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05; 0,02 мм. Основные метрологические характеристики штангенинструментов, применяемых в машиностроении, представлены в табл. 1.2.
ГОСТ 166—89 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-1 с ценой деления 0,1 мм, ШЦ-П с ценой деления 0,05 мм и 0,1 мм, ШЦ-Ш с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм, а также индикаторные штангенциркули с ценой деления индикатора 0,1; 0,05; 0,02 мм.
В штангу индикаторного штангенциркуля (рис. 1.10) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 1. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
Для линейных измерений в последнее время применяют также штангенинструменты с электронным цифровым отсчетом (рис. 1.11). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерения непосредственно на шкалу прибора либо на подключаемый к нему микропроцессор. Цена деления таких приборов составляет 0,01 мм.
Штангенглубиномеры (ГОСТ 162 — 90) (рис. 1.12) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубииомеров являются торцовая поверхность штанги-линейки 1 и база для измерений — нижняя поверхность основания 4. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубииомеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—90) (рис. 1.13) являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
Металлическая линейка – добрая старая знакомая
Измерительная металлическая линейка – это самый простой инструмент для выполнения замеров. Она хорошо знакома каждому еще со школы. Этот прибор, такой простой, привычный и знакомый, нашел свое применение не только дома, но и на производстве – столярном деле и строительстве, машиностроении и металлообработке.
Что говорит ГОСТ про измерительные металлические линейки?
Производство любых инструментов регламентируется стандартами. Не является исключением и линейка измерительная металлическая, ГОСТ 427-75 строго определяет требования к параметрам, размерам, внешнему виду этого инструмента. В соответствие со стандартами, он выпускается с различными диапазонами измерений: 150, 300, 500, 1000, 1500, 2000, 3000 мм. Инструменты с малым пределом измерений, как правило, применяются для бытовых нужд, большие можно отнести к специальным приспособлениям.

Например, метровая металлическая линейка широко применяется для построения чертежей, архитектурных и строительных планов. Основным элементом любого измерительного прибора является шкала. По ГОСТ линейка измерительная металлическая может иметь одну или две шкалы. Изделия с двумя шкалами могут иметь различную оцифровку – в одну или противоположные стороны. Изделия небольших размеров, как правило, выпускаются с одной шкалой. Для удобства работы с приспособлениями, имеющими большой диапазон измерений, используются две шкалы с разнонаправленной оцифровкой. Примером может служить простейшая строительная линейка металлическая 1000 мм.

ГОСТ определяет не только размеры и допустимые отклонения в выполняемых замерах, но и расстояния между штрихами, длины каждого штриха. На шкале наносятся миллиметровые, пятимиллиметровые, десятимиллиметровые штрихи. Они имеют разную длину с разницей не менее полутора миллиметра. Одноименные штрихи должны быть одинаковой длины с погрешностью не более 0,5 мм. То же касается и высоты оцифровки. В маркировке линеек указывается предел измерений и количество шкал:
- 500 ГОСТ 427-75 – такая маркировка означает, что перед нами линейка металлическая 500 мм с одной шкалой;
- 1500 д ГОСТ 427-75 – линейка металлическая с пределом измерений 1500 мм и двумя шкалами.

Материалом для изготовления служит холоднокатаная стальная лента. Поверхность изделия обязательно должна иметь гальваническое покрытие (хромирование). Оно играет защитную роль, предохраняя прибор от коррозии. С другой стороны, наличие покрытия минимизирует образование бликов на металлической поверхности, увеличивая тем самым точность проведения измерений мастером. Любой измерительный прибор всегда дает погрешность в измерениях. Для линеек такая погрешность не может быть более 0,1-0,2 мм.
Величина зависит от диапазона измерений: чем длиннее приспособление, тем больше будет отклонение. Максимально возможное отклонение составляет 0,2 мм на метр длины прибора.
Какие технические требования предъявляются к линейкам?
Шкала начинается с торцевой грани. К расположению этой грани ГОСТом предъявляются весьма жесткие требования – по отношению к продольной стороне она должна располагаться строго под прямым углом. За последним десятимиллиметровым штрихом с оцифровкой обязательно наносится не менее пяти дополнительных делений (цена деления 1 мм). Инструменты с закругленным концом дополняются специальным отверстием для возможности удобного подвешивания.

Диаметр отверстия составляет 5 мм при диапазоне измерений, не превышающем 500 мм, и 8 мм у изделий большей длины. При наличии на приспособлении двух шкал, добавочные миллиметровые деления не наносятся, а обе торцевые грани не должны иметь закруглений и выполняются строго перпендикулярно к продольной грани. Отклонения прямолинейности грани ГОСТ определяет как 0,04 мм. У изделий, предел замеров которых более 1000 мм, погрешность прямолинейности может составлять 0,08 мм. Торцевые грани могут иметь шероховатость, но ее показатели не должны превышать Ra £ 2,5 по ГОСТ 2789-73.

Погрешность выполняемых замеров также зависит от длины измерительного инструмента. Данные о допустимых отклонениях указаны в ГОСТ 427-75 в специальных таблицах. Цифровые обозначения обязательно наносятся рядом с каждым десятимиллиметровым штрихом. Указанная цифра обозначает расстояние от начального торца линейки до данной отметки. Инструменты с двумя шкалами могут иметь один цифровой ряд или два разнонаправленных ряда.
Где применяются изделия?
Измерительные линейки – настолько простой и привычный для каждого человека инструмент, что, казалось бы, сказать что-то новое о их применении практически невозможно. Несмотря на то, что они используются не только в бытовых нуждах, но для производственных целей, ни один мастер, работающий с металлическими деталями, для которых максимальная точность выполненных замеров критично важна, не будет использовать только линейку. С другой стороны, в строительстве или столярном деле измерения, сделанные этим простым инструментом, вполне могут стать основой для выполнения работ.

При необходимости нанесения криволинейных линий на помощь обычному инструменту приходит лекальная линейка, но измерить с ее помощью размер не получится – шкалы лекало не имеет. Даже при условии, что инструмент для замеров выбран мастером правильно, а его погрешность соответствует ГОСТ, всегда остается вероятность совершения ошибки. Существует несколько причин, по которым снижается точность замеров:
- Применение поврежденных линеек, например, погнутых, с дефектами на шкале и т. п.
- Загрязнения на поверхности шкалы, не позволяющие проводить точные замеры.
- Неправильная установка инструмента в соответствии с нулевой отметкой относительно измеряемой заготовки.
- Нарушение температурного режима выполнения замеров, например, измерение сильно охлажденной или сильно нагретой заготовки.
- Не соответствующая условиям выполнения замеров температура воздуха (при повышении или понижении температуры металлические изделия легко изменяются в своих линейных размерах).

Простейшим способом уменьшить вероятность погрешности во время замеров является проведение нескольких измерений при соблюдении всех необходимых условий. На основе полученных в ходе нескольких измерений результатов рассчитывается среднее арифметическое значение, которое можно считать максимально точным показателем с небольшими отклонениями. При выполнении замеров нужно максимально точно совместить нулевую отметку с началом заготовки, чтобы минимизировать погрешность. Инструмент нужно располагать строго вдоль измеряемой линии, без отклонений, диагоналей.
Нельзя забывать, что даже в этом случае обычная измерительная линейка никогда не даст высокоточных результатов. Цена деления этого приспособления составляет 1 мм, а это значит, что замеры будут выполняться с точностью до миллиметра. Для слесарных работ, металлообработки такой точности недостаточно. Для того, чтобы выполнять замеры в металлообработке, машиностроении, слесарном деле требуются иные инструменты и приспособления, способные давать при выполнении замеров результаты с точностью до микрона.
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
Текст ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 427-75
ЛИНЕИКИ ИЗМЕРИТЕЛЬНЫЕ МЕТАЛЛИЧЕСКИЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛИНЕИКИ ИЗМЕРИТЕЛЬНЫЕ МЕТАЛЛИЧЕСКИЕ
Технические условия
Measuring metal rales.
Basic parameters and dimensions.
МКС 17.040.30 ОКП 39 3631
Дата введения 01.01.77
Настоящий стандарт распространяется на измерительные металлические линейки с пределами измерений до 3000 мм, с ценой деления 1 мм.
Стандарт не распространяется на линейки специального назначения.
Требования разд. 1, пп. 2.1—2.10; 2.14 и разд. 26 настоящего стандарта являются обязательными, другие требования — рекомендуемыми.
(Измененная редакция, Изм. № 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 Линейки должны изготовляться со следующими пределами измерений: 150; 300; 500; 1000; 1500; 2000; 3000 мм.
Линейки должны изготовляться с двумя шкалами (черт. 1), с одной шкалой (черт. 2), а также с двумя шкалами, оцифровка которых направлена в противоположные стороны (черт. 3).
\ )ZУ Z6 Z7 Z8 29 30
мм 1 2 3 4 5 6 7\\45 Ь6 47 W W 50 Q

(Измененная редакция, Изм. № 1, 2, 3).
Издание официальное ★ О
© Издательство стандартов, 1975 © Стандартинформ, 2007
1.2. Основные размеры линеек, штрихов и числовых обозначений должны соответствовать указанным в табл. 1.
Наименование основных размеров
Длина миллиметровых штрихов, не менее
Длина полусантиметровых штрихов, не менее
Длина сантиметровых штрихов, не менее
Высота числовых обозначений, не менее
1.3. Разница в длине миллиметровых, полусантиметровых и сантиметровых штрихов должна быть не менее 1,5 мм.
1.4. Разноразмерность длины одноименных штрихов, а также высоты числовых обозначений не должна превышать 0,5 мм.
Пример условного обозначения измерительной линейки с пределом измерения 300 мм:
Линейка — 300 ГОСТ 427— 75
То же, с пределом измерения 1000 мм с двумя шкалами:
Линейка - 1000 д ГОСТ 427— 75
(Измененная редакция, Изм, № 2),
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Началом шкалы линейки должна быть торцовая грань, перпендикулярная к продольному ребру линейки. Линейки за последней сантиметровой отметкой шкалы должны иметь не менее пяти добавочных миллиметровых делений. Закругленный конец линейки должен иметь для подвешивания отверстие диаметром не менее 5 мм для линеек с пределами измерений 150, 300 и 500 мм и не менее 8 мм для линеек с пределом измерения 1000 мм и более.
Линейки с пределом измерения 1000 мм и более с двумя шкалами должны иметь вторую торцовую грань, перпендикулярную к продольному ребру линейки, и не должны иметь добавочных миллиметровых делений.
(Измененная редакция, Изм. № 1,3).
2.2. Торцовая грань или торцовые грани, служащие началом линейки, должны быть прямолинейны и перпендикулярны к продольному ребру линейки. Отклонение от перпендикулярности не должно превышать ± 10'. Отклонение от прямолинейности торцовой грани не должно превышать 0,04 мм для линеек с пределами измерений 150, 300 и 500 мм и 0,08 мм для линеек с пределом измерения 1000 мм и более.
(Измененная редакция, Изм. № 2, 3).
2.3. Отклонения от номинальных значений длины шкалы и расстояний между любым штрихом и началом или концом шкалы не должны превышать значений, указанных в табл. 2.
Общая длина шкалы и расстояние между любым штрихом и началом или концом шкалы
Поверочные линейки и плиты
Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности, углов наклона.
Поверочные линейки.
В соответствии с ГОСТ 8026—92 поверочные стальные линейки выпускаются шести типов (рис. 2.56): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабочей поверхностью (ШП, ШПХ, ШД).
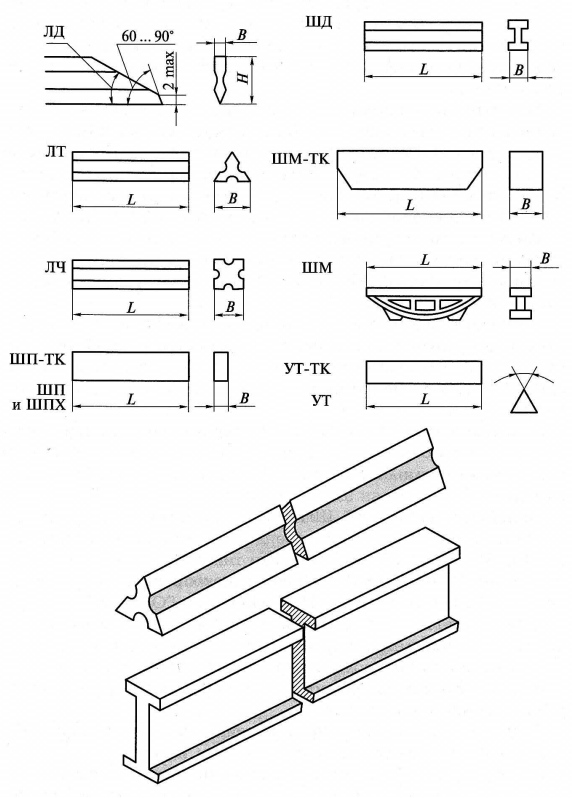
Рис. 2.56. Поверочные линейки
Кроме стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные (ШП-ТК, ШМ-ТК, УТ-ТК). Длина линеек варьируется от 80 до 4 000 мм.
Линейки типов ШМ и УТ изготавливают в двух исполнениях: с ручной шабровкой и с механически обработанными рабочими поверхностями. Шероховатость рабочих поверхностей составляет Ra 0,04. 0,63 мкм в зависимости от типа линейки и класса ее точности.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек — 0 или 1 класса, а для линеек типа ШП, ШД и ШМ — 00; 0; 01; 1 и 2 классы.
Линейки типов ЛД, ЛТ, ШП и ТТ ТА изготавливают из углеродистой стали марок X или У7 с твердостью рабочих поверхностей 51 . 61HRC3 по ГОСТ 9013, линейки типов ШМ и УТ — из серого чугуна СЧ 20 по ГОСТ 1412 или высокопрочного чугуна ВЧ50 по ГОСТ 7293 с твердостью 153. 245 НВ по ГОСТ 9012.
Средний полный срок службы стальных линеек должен быть не менее восьми лет, а твердокаменных — не менее десяти лет.
Погрешность контроля поверочными линейками зависит от применяемого метода контроля, опыта оператора, условий контроля и составляет 1 . 5 мкм.
Контроль отклонений от прямолинейности и плоскостности поверочными линейками выполняют одним из трех методов: «на просвет», методом «линейных отклонений» или «на краску».
При проверке «на просвет» лекальную линейку острым ребром накладывают на контролируемую поверхность (рис. 2.57, а), а источник света помещают сзади линейки и детали (рис. 2.57, б).
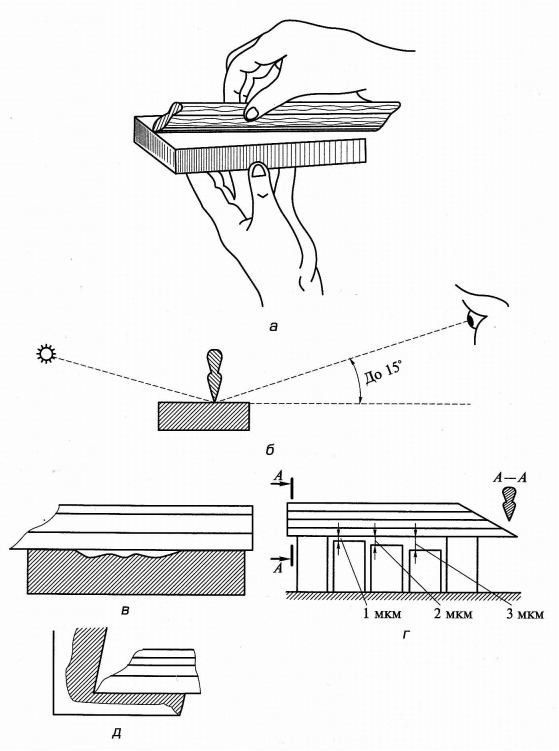
Рис. 2.57. Контроль отклонений поверочными линейками:
а и б — контроль «на просвет»; в и г — определение линейных отклонений; д — контроль отклонений в углах
При отсутствии отклонений от прямолинейности или плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз (рис.' 2.57, в) или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины (рис. 2.57, г). Минимальная ширина щели, устанавливаемая глазом, составляет 3. 5 мкм. Контроль может выполняться как для открытых поверхностей, так и в углах (рис. 2.57, д).
Схема контроля с помощью линеек с широкой рабочей поверхностью, концевых мер длины представлена на рис. 2.58. При контроле прямолинейности контролируемой детали 1 в направлении XX поверочную линейку 3 укладывают на две одинаковые концевые меры длины 2 на расстоянии 0,233 длины линейки от ее концов. За измерительную базу принимают нижнюю поверхность поверочной линейки 3 с широкой рабочей поверхностью. Отклонение от прямолинейности определяют с помощью концевых мер длины, щупов или специального средства измерений с измерительной головкой 4. Описанный метод применим для контроля прямолинейности на длине не более 2 000 мм, так как при большей длине линеек их прогиб начинает оказывать существенное влияние на точность контроля.
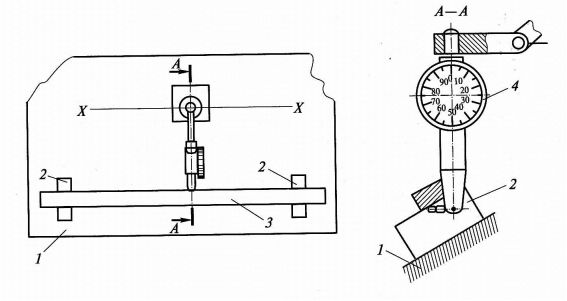
Рис. 2.58. Контроль прямолинейности деталей:
1 — контролируемая деталь; 2 — концевые меры длины; 3 — поверочная линейка; 4 — измерительная головка
Контроль отклонений от плоскостности методом «на краску» выполняют линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны.
При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25 х 25 мм. Погрешность контроля составляет примерно 3. 5 мкм.
Поверочные плиты.
По ГОСТ 10905 — 86 поверочные плиты (рис. 2.59) изготавливают из чугуна, гранита с вариацией размеров от 250 х 250 до 4 000 х 1 600 мм. Чугунные плиты изготавливают с ручной шабровкой или механической обработкой рабочих поверхностей. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra 0,32. 1,25 мкм.
Классы точности плит — 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты размера 250x250 класса точности 000 — 1,2 мкм, а для плиты размера 2 500х 1 600 3-го класса точности — 120 мкм.
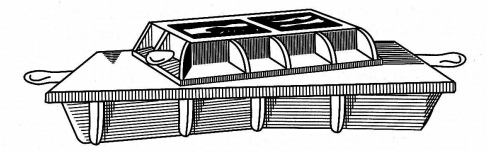
Рис. 2.59. Поверочные плиты
ПЛИТЫ изготавливают из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 по ГОСТ 1412—85 с твердостью 170. 229 НВ по ГОСТ 9012 — 59.
Применение гранитных плит, имеющих большую твердость рабочей поверхности, более высокую износостойкость, меньшую температурную, вибрационную зависимость, позволяет повысить точность контроля. Гранитные плиты изготавливают из диабаза, габбро и различных типов гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
Допустимая погрешность контроля отклонений 3. 5 мкм.
По заказу потребителя рабочие поверхности чугунных плит могут быть разделены на квадраты и прямоугольники продольны-
ми и поперечными рисками, а гранитных плит — с пазами и резьбовыми отверстиями.
Полный средний срок службы плит — не менее 10 лет.
Проверка отклонений от прямолинейности и плоскостности с помощью плит может выполняться аналогичными методами с учетом того, что контролируемая деталь должна быть по размерам не больше размеров плиты и иметь возможность определять отклонения с помощью набора щупов, концевых мер длины или специального шкального средства при использовании метода линейных отклонений («от плиты»). Погрешность контроля, как правило, не превышает погрешностей, получаемых при контроле с помощью поверочных линеек.
Линейка измерительная металлическая
Пожалуй, именно металлическая линейка является наиболее простым инструментом, с помощью которого можно определить значение той величины, что измеряется. Одним из ее достоинств является чрезвычайная простота и легкость в использовании. Следует, правда отметить, что металлические линейки используются только для проведения достаточно грубых измерений. Они выпускаются снабженными или одной, или двумя шкалами, а верхние пределы их измерений согласно ГОСТ 427 – 75 составляют 1000 , 500 , 300 и 150 миллиметров.
Материалом для изготовления металлических линеек служит термически обработанная пружинная лента. Ее поверхность подвергается полировке, цена наносимых делений составляет 1 миллиметр, а максимальная длина, как уже было указано выше, составляет один метр (то есть 1000 миллиметров).

Для защиты от коррозии на металлические линейки гальваническим методом наносится хромовое покрытие.
В качестве начала отсчета в металлических измерительных линейках используются торцевые грани, которые располагаются перпендикулярно их продольным ребрам. Для того, чтобы с этого мерительного инструмента было удобнее считывать значения, через каждые пять миллиметров шкалы наносятся более длинные риски, а через каждые десять миллиметров – значения длины в сантиметрах.
Каждый штрих, обозначающий на металлической измерительной линейке сантиметр длины, снабжается числовым обозначением, которое указывает то, сколько именно сантиметров от этого штриха до начала шкалы (то есть до торца линейки).
Согласно действующим государственным и метрологическим стандартам, те отклонения, которые имеют длины сантиметровых делений шкалы от номинальных значений, не должны превышать 0,1 миллиметра. Что касается того отклонения, которое допускается для значений миллиметровых длин делений, то по отношению к номинальным значениям они должны составлять не более 0,05 миллиметра.
Еще одной характеристикой металлической измерительной линейки является тот просвет, который появляется между поверочной плитой и плоскостью этого мерительного инструмента, если положить его шкалой вверх. Согласно действующим стандартам, величина этого просвета должна составлять для линеек длиной 500 , 500 и 150 миллиметров не более 0,5 миллиметра, для линеек длиной 1000 миллиметров – не более 0,7 миллиметра, а для линеек длиной более 1000 миллиметров – не более 1 миллиметра.
Лицевые поверхности линеек не должны содержать на своей поверхности трещин, вмятин, забоин, расслоений, следов коррозии и глубоких царапин. Что касается обратной стороны, то на ней допускается наличие мелких раковин, отпечатков от валков определенных размеров, а также продольных царапин.
Способы измерения
При помощью металлических линеек можно измерять глубину пазов, ступеней, отверстий, выступов, а также не требующие высокой точности межосевые расстояния.
Наиболее простым способом, с помощью которого металлическими линейками измеряются линейные размеры, является определение тех, которые имеют прямолинейные участки деталей. Состоит этот метод в том, что к измеряемой поверхности линейка просто прикладывается. Если необходимо определить значение длины более точно, то для обеспечения опоры торцевой части этого мерительного инструмента необходимо использовать какой-либо упор.
Для определения межосевого расстояния тех отверстий, что имеют одинаковые диаметры, металлическая линейка устанавливается на плоскость детали с ними, и выясняется расстояние между теми точками, которые смещены в одном направлении на радиус от центров отверстий.
Если отверстия имеют разные диаметры, то следует с помощью металлической линейки измерить расстояние между их самыми ближайшими друг к другу точками, и к полученному значению прибавить сумму длин радиусов этих отверстий.
В комбинации с угольниками линейки позволяют определять длины частей тех деталей, которые имеют ступенчатую форму. Для этого саму деталь следует установить на разметочную плиту или другую ровную поверхность, и по линейке произвести отсчет размеров.
Читайте также: