Контроль состояния металла трубопроводов
Обновлено: 05.10.2024
Методические рекомендации по определению технического состояния систем теплоснабжения, горячего водоснабжения, холодного водоснабжения и водоотведения
1. Общие положения
1.1. Настоящие методические рекомендации по определению технического состояния систем теплоснабжения, горячего водоснабжения, холодного водоснабжения и водоотведения путем проведения освидетельствования (далее - Рекомендации) устанавливают порядок и методы технического освидетельствования трубопроводных сетей и оборудования.
1.2. Техническое освидетельствование трубопроводов проводится лицом или группой лиц, ответственными за их исправное состояние и безопасную эксплуатацию.
1.3. На основе настоящих Рекомендаций теплоэнергетические предприятия составляют стандарт организации, либо местные инструкции по техническому освидетельствованию трубопроводов тепловых сетей с учетом особенностей и конкретных условий эксплуатации.
1.4. Техническое диагностирование трубопроводов III категории, отработавших расчетный срок службы, осуществляется по программам, согласованным с территориальными органами Ростехнадзора.
1.5. В настоящих Рекомендациях применяются следующие термины и их определения:
аварийное состояние трубопровода - повреждение трубопровода (нарушение его герметичности) или повреждение без нарушения герметичности, которое может спровоцировать аварию (сдавливание трубы, наличие коверн, износ любой части трубы до недопустимых величин для рабочего давления);
аварийное состояние запорно-регулирующей арматуры - любые физические повреждения, через которые вытекает транспортируемая жидкость; заклинивание запорно-регулирующей арматуры в любом положении (открытом, закрытом, промежуточном), остаточная толщина корпуса задвижки меньше допустимой для рабочего давления, износ рамы для щитовых затворов/шиберов;
аварийное состояние прочих объектов и оборудования коммунальных инфраструктур - такое состояние объекта/оборудования, при котором его эксплуатация опасна для обслуживающего персонала и/или прочего населения/потребителей; состояние, при котором оборудование не выполняет свои функции и не способно в требуемый момент произвести действия, направленные на включение и (или) отключение и (или) переключение всех видов;
долговечность - свойство объекта сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонта;
допустимая толщина стенки - толщина стенки, при которой возможна работа трубопровода на расчетных параметрах в течение расчетного ресурса; она является критерием для определения достаточных значений фактической толщины стенки;
критерий предельного состояния - признак (совокупность признаков) предельного состояния объекта, установленный нормативно-технической и (или) конструкторской (проектной) документацией;
надежность - свойство объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, хранения и транспортирования. Надежность является комплексным свойством, которое в зависимости от назначения объекта и условий его применения может включать безотказность, долговечность, ремонтопригодность и сохраняемость или определенные сочетания этих свойств;
наработка - продолжительность или объем работы объекта. Наработка может быть как непрерывной величиной (продолжительность работы в часах, километраж пробега), так и целочисленной величиной (число рабочих циклов, запусков);
несплошность сварного соединения - обобщенное наименование всех нарушений сплошности и формы сварного соединения (трещины, непровары, несплавления, включения);
не устранимые аварийные состояния трубопроводов, запорно-регулирующей арматуры, прочих объектов и оборудования коммунальных инфраструктур - состояния трубопроводов, запорно-регулирующей арматуры, прочих объектов и оборудования коммунальных инфраструктур, при которых ремонт не возможен и/или ремонт сопоставим с 70% или более от стоимости нового оборудования (той же модели или тех же технических характеристик);
остаточный ресурс - суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние;
предельное состояние - состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна либо восстановление его работоспособного состояния невозможно или нецелесообразно;
пробное давление - избыточное давление, при котором должно производиться гидравлическое испытание трубопровода или его фасонной части (детали) на прочность и плотность;
рабочее давление в элементе трубопровода - максимальное избыточное давление на входе в элемент, определяемое по рабочему давлению трубопровода с учетом сопротивления и гидростатического давления (по величине рабочего давления в элементе трубопровода следует определять область применения материала);
разрешенное давление - максимально допустимое избыточное давление в трубопроводе или его фасонной детали, установленное по результатам технического освидетельствования или контрольного расчета на прочность;
расчетное давление - максимальное избыточное давление в расчетной детали, на которое производится расчет на прочность при обосновании основных размеров, обеспечивающих надежную эксплуатацию в течение расчетного ресурса;
ресурс - суммарная наработка объекта от начала его эксплуатации или ее возобновление после ремонта до перехода в предельное состояние;
расчетный срок службы - срок службы в календарных годах со дня ввода в эксплуатацию, по истечении которого следует провести экспертное обследование технического состояния трубопровода с целью определения допустимости, параметров и условий дальнейшей эксплуатации трубопровода или необходимости его демонтажа;
устранимые аварийные состояния трубопроводов, запорно-регулирующей арматуры, прочих объектов и оборудования коммунальных инфраструктур - состояния трубопроводов, запорно-регулирующей арматуры, прочих объектов и оборудования коммунальных инфраструктур, при которых текущие ремонтные работы способны восстановить требуемые минимальные параметры;
фактическая толщина стенки - толщина стенки, измеренная на определяющем параметры эксплуатации конкретном участке детали при изготовлении или в эксплуатации.
2. Рекомендации по проведению технического освидетельствования трубопроводов
2.2. Категория трубопровода, определяемая по рабочим параметрам транспортируемой среды на входе в него (при отсутствии на нем устройств, изменяющих эти параметры), относится ко всему трубопроводу, независимо от его протяженности, и указывается в проектной документации и паспорте трубопровода.
2.3. Трубопроводы теплоснабжения, горячего водоснабжения, водоотведения (напорные) - подвергаются следующим видам технического освидетельствования: наружному осмотру и гидравлическому испытанию.
2.4. Наружный осмотр трубопроводов может производиться без снятия изоляции или со снятием изоляции.
Наружный осмотр трубопроводов, производимый без снятия изоляции, имеет целью проверку: отсутствия видимой течи из трубопровода и защемления трубопровода в компенсаторах (для теплоснабжения), в местах прохода трубопровода через стенки камер, площадки, состояния подвижных и неподвижных опор.
Наружный осмотр трубопроводов, производимый со снятием изоляции, имеет целью выявление изменений формы трубопровода, поверхностных дефектов в основном металле трубопровода и сварных соединениях, образовавшихся в процессе эксплуатации (трещин всех видов и направлений, коррозионного износа поверхностей), и включает визуальный и измерительный контроль.
Решение о необходимости снятия изоляции и проведения измерительного контроля, а также его объемах принимает лицо, ответственное за исправное состояние и безопасную эксплуатацию трубопровода.
Другие критерии, определяющие периодичность проверки трубопроводов со снятием изоляции и/или раскопки, в том числе с вскрытием проходных и непроходных каналов описаны в настоящих Рекомендациях.
2.5. Техническое освидетельствование при наружном осмотре в процессе эксплуатации трубопроводов проводится лицом, ответственным за исправное состояние и безопасную эксплуатацию трубопроводов, со следующей периодичностью:
- не реже одного раза в год (за исключением особых случаев);
- не реже одного раза в полгода для сетей холодного водоснабжения, диаметром от 600 мм и более;
- не реже одного раза в полгода для сетей водоотведения (напорных), диаметром от 800 мм и более;
- не реже одного раза в полгода для паровых и водяных сетей всех стандартных диаметров;
- упреждающие локальные наружные осмотры сетей (мест подземной прокладки сетей) в местах проведения мероприятий подразумевающих массовые скопления людей. Об указанных мероприятиях органы местного самоуправления уведомляют эксплуатирующую организацию не менее чем за 7 календарных дней до даты их проведения;
- наружный осмотр и гидравлическое испытание трубопроводов, не подлежащих регистрации в органах Ростехнадзора, - перед пуском в эксплуатацию после монтажа, ремонта, связанного со сваркой, а также при пуске трубопроводов после нахождения их в состоянии консервации свыше двух лет.
Наружный осмотр трубопроводов холодного водоснабжения и напорных трубопроводов канализации после ремонта, связанного со сваркой, а также при пуске трубопроводов после нахождения их в состоянии консервации свыше 6 месяцев производится с обязательной проверкой запорно-регулирующей арматуры в колодцах и камерах (задвижки: отсекающие, связи, выпускные, сливные).
- наружному осмотру и гидравлическому испытанию перед пуском вновь смонтированного трубопровода (наружный осмотр в этом случае производится до нанесения изоляции и включает визуальный и измерительный контроль), после ремонта, связанного со сваркой, а также при пуске трубопровода после нахождения в состоянии консервации свыше двух лет;
- наружному осмотру не реже одного раза в три года.
2.7. Наружный осмотр в процессе работы трубопроводов тепловых сетей в недоступных для осмотра местах (при прокладке в непроходных каналах, бесканальной прокладке) рекомендуется осуществлять путем осмотра трубопроводов в пределах камер и смотровых колодцев без снятия изоляции. Наружный осмотр таких трубопроводов, включающий визуальный и (по решению лица, ответственного за исправное состояние и безопасную эксплуатацию трубопровода) измерительный контроль, с вскрытием грунта и снятием изоляции должен производиться при обнаружении течи или парения из трубопровода, нерасчетных смещений трубопровода, разрушения или увлажнения изоляции и других дефектов.
Для обнаружения дефектов трубопроводов косвенными методами рекомендуется использовать современные методы неразрушающего контроля состояния трубопроводов тепловых сетей: инфракрасная техника, акустические и ультразвуковые течеискатели, методы корреляции, магнитные методы, методы акустической эмиссии, вихретоковые методы, длинноволновые ультразвуковые методы и другие.
2.8. При снятии тепловой изоляции и наружном осмотре трубопроводов следует руководствоваться Методическими указаниями по проведению шурфовок в тепловых сетях, разработанных ПО "Союзтехэнерго" 16 декабря 1986 года [8].
2.9. Вновь смонтированные трубопроводы тепловых сетей подвергаются наружному осмотру и гидравлическому испытанию и (или) 100-процентному неразрушающему контролю монтажных сварных соединений до наложения тепловой изоляции на трубы, а в случае применения труб, поставляемых с завода с теплоизоляцией, - до нанесения изоляции на сварные стыки.
2.10. Перед первичным техническим освидетельствованием проверяется:
- регистрационный номер трубопровода, записанный в паспорте;
- наличие приказа о назначении лица, ответственного за исправное состояние и безопасную эксплуатацию трубопровода, а также наличие аттестованного обслуживающего персонала;
- наличие инструкции по пуску и обслуживанию трубопровода;
- наличие паспорта трубопровода с основными данными;
- наличие должностной инструкции лица, ответственного за ведение технической документации и паспортизации.
2.11. Осмотр водопроводных сетей и колодцев осуществляется с обязательными замерами загазованности колодцев, обязательной вентиляции колодцев в ключевых камерах с задвижками и осушением камер, в случае наличия в них воды.
2.12. Осмотр канализационных напорных сетей и колодцев осуществляется с обязательными замерами загазованности колодцев, обязательной вентиляции колодцев в ключевых камерах с задвижками и осушением камер, в случае наличия в них воды.
2.13. Осмотр запорно-регулирующей арматуры в камерах и (или) колодцах с прокруткой задвижек осуществляется в соответствии с рекомендациями заводов-изготовителей, но не реже чем 1 раз в 2 года для отсекающих и 1 раз в 3 года для задвижек на связках.
2.14. Осмотр сетей, проложенных под землей (в грунтах, в непроходных каналах), осуществляется обходчиками по поверхности. Осмотр заключается в установлении отсутствия фактов провалов грунта, котлованов, нетипичного подтопления, парения (не замерзающие локальные участки земли над теплотрассами или трассами теплоснабжения в зимний период), отсутствия воды в колодцах (для водоснабжения и водоотведения).
Рекомендуется контролировать соблюдение защитных зон прохождения трубопроводов - отсутствия незаконных строений, складирования, парковки тяжелой техники, раскопок, прокладки дорог и (или) временных проездов, высадки деревьев или создания иных видов благоустройств, препятствующих в случае необходимости аварийным раскопкам.
3. Подготовка трубопроводов к наружному осмотру
3.1. Подготовка трубопроводов к наружному осмотру выполняется предприятием-владельцем или организацией, эксплуатирующей тепловые сети.
3.2. Трубопроводы холодного водоснабжения и водоотведения могут подвергаться наружному осмотру, в том числе толщинометрии, без отключения.
Для тепловых сетей подземной прокладки, проложенных в каналах, признаками опасности наружной коррозии трубопроводов являются:
- наличие воды в канале или занос канала грунтом, когда вода или грунт достигают изоляционного слоя;
- увлажнение теплоизоляционной конструкции капельной влагой с перекрытия канала или влагой, стекающей по щитовой опоре;
- наличие на поверхности труб следов коррозии в виде язв или пятен с продуктами коррозии на отдельных участках поверхности металла труб.
Для подземных тепловых сетей канальной прокладки при наличии в канале воды или грунта, достигающих изоляционной конструкции, наличие опасного влияния постоянного или переменного блуждающего тока увеличивает скорость коррозии наружной поверхности труб.
Раскопки для осмотра трубопровода производятся, в первую очередь, в местах просадки почвы и (или) подтопления близлежащих строений.
Обзор современных методов диагностики трубопроводов
Анализ причин аварий в тепловых сетях показывает, что из всей совокупности факторов, ведущих к нарушению герметичности линейной части этих сооружений, главную роль играют дефекты различного происхождения, ведущие к потере теплоносителя и снижению надёжности теплоснабжения потребителей. Образование дефектов возможно на всех этапах жизненного цикла трубопровода: при производстве труб, при проведении строительно-монтажных работ, в процессе эксплуатации.
Трубопровод является труднодоступным подземным сооружением большой протяжённости, поэтому для обеспечения безопасной эксплуатации трубопроводов, и, соответственно, снижения затрат, необходимо реализовывать комплекс мер по совершенствованию технического обслуживания и ремонта трубопроводов, основанных на проведении систематического контроля трубопроводной системы.
До середины 90-гг. XX столетия главным методом оценки состояния трубопровода были предпусковые гидравлические испытания повышенным давлением. Однако такие испытания были не в состоянии выявить все дефекты, возникающие при эксплуатации трубопроводов. Параметры отдельных дефектов оказывались не столь значительными, чтобы явиться причиной разрушений в процессе «опрессовки», но достаточными для того, чтобы эти дефекты развивались под действием эксплуатационных факторов и служили причиной аварийных ситуаций в пределах нормативного срока службы трубопровода.
На современном этапе актуально проводить диагностическое обследование и оценку опасности выявленных дефектов без вскрытия протяжённых участков трубопровода на основе методов и средств неразрушающей диагностики состояния металла, в частности, внутритрубной диагностики. Полученная при этом информация позволяет достоверно оценивать техническое состояние трубопроводов, определять безопасные технологические режимы, устанавливать необходимость и очерёдность вывода участков трубопроводов в ремонт. Кроме того, наличие подобной информации позволяет прогнозировать остаточный ресурс трубопроводов и достоверно планировать сроки капитального ремонта [2].
Применение внутритрубной диагностики особо актуально для трубопроводов, проложенных в местности с плотной застройкой, под магистральными трассами и т.п.
На сегодняшний день существует достаточно много методов внутритрубной диагностики, которые активно и с успехом используют крупнейшие теплоснабжающие организации.
На данный момент определены участки для внутритрубного диагностирования АО «Татэнерго» «Казанские тепловые сети», где прорабатывается вопрос применения различных методов диагностики, поэтому положительный опыт коллег будет весьма актуален. В этой связи авторами проанализированы методы, которые давно используют в теплосетевых компаниях, в частности, Москвы и Санкт-Петербурга, а также новейшие разработки, применяющиеся в смежных отраслях, но пока ещё не получившие такого широкого распространения в теплоснабжении.
Методы неразрушающего контроля трубопроводов
Так, в ПАО «МОЭК» активно применяется внутритрубная диагностика, основанная на методе акустического резонанса. Внутритрубный инспекционный прибор (ВТИП) представлен на рис. 1. Основное преимущество данного метода – это высокая скорость диагностирования; кроме того, конфигурация устройства позволяет составить карту остаточных толщин трубопровода по всей длине обследуемого участка с развёрткой на 360°.

Рисунок 1. ВТИП методом акустического резонанса.
Ограничения: максимальная протяжённость сканирования – 750 м в одном направлении, обследуемый диаметр труб – 300-600 мм, точность измерения ±0,25 мм. При этом трубопровод должен быть заполнен водой с температурой не более 40 °С.
В ОАО «Теплосеть Санкт-Петербурга» среди прочего была применена внутритрубная диагностика магнитным методом переменного намагничивания (ММК) [1]. Внутритрубный диагностический комплекс (ВТДК) представлен на рис. 2. Основным преимуществом ВТДК является совмещение метода ММК и ультразвукового метода.

Рисунок 2. ВТДК методом переменного намагничивания.
Ограничения: максимальная протяжённость сканирования в одном направлении – 550 м, обследуемый диаметр труб 600-1200 мм, точность измерения ±1 мм. Трубопровод должен быть опорожнён, температура воздуха в трубе должна быть не более 40 °С.
Стоит также отметить, что ВТДК методом переменного намагничивания в октябре 2016 г. включён в Госреестр средств измерений РФ.
В таблице представлено сравнение вышеперечисленных методов внутритрубной диагностики.
Многие методы внутритрубной диагностики разрабатывались изначально для газовой и нефтяной отраслей, где они успешно применяются. Некоторые из них уже адаптированы для тепловых сетей.
Так в газовой и нефтяной отраслях нашла широкое распространение внутритрубная диагностика методом электромагнитно-акустического преобразования (ЭМАП), заключающемся в трансформации электромагнитных волн в упругие акустические. Как и в контактных ультразвуковых методах контроля, при дефектоскопии с применением ЭМАП используют преимущественно два способа генерации и регистрации ультразвуковой волны – импульсный и резонансный (рис. 3).

Рисунок 3. Диагностический снаряд, использующий метод ЭМАП.
Таблица. Сравнительный анализ методов внутритрубной диагностики.
Для реализации импульсного метода, наиболее часто применяемого для целей диагностики, в основном применяют те же электронные блоки, что и в традиционных ультразвуковых приборах, в которых возбуждение и приём ультразвука осуществляется с помощью пьезопреобразователей. Различие заключается в том, что вместо пьезоэлемента используется катушка индуктивности и имеется устройство для возбуждения поляризующего магнитного поля. В результате взаимодействия силы Лоренца и магнитострикции с металлической поверхностью возникает акустическая волна, распространяющаяся в стенке трубы. В данном случае обследуемый материал сам является преобразователем.
• отслоение без нарушения целостности;
• нарушение целостности (отсутствие) изоляционного покрытия.
Сейчас ЭМАП рассматривается как перспективный метод для применения в диагностике тепловых сетей.
Из числа относительно новых методов диагностики трубопроводов можно отметить также бесконтактный магнитометрический метод, основанный на эффекте Виллари (магнитоупругий эффект) – изменении электрического сопротивления материала под действием внешнего магнитного поля.
Аппаратно-программный магнитометрический комплекс, разработанный с применением последних российских разработок, регистрирует аномалии магнитного поля трубопровода, вызванные различными дефектами (включая напряжения в металле, коррозию, несанкционированные врезки и т.д.).
Метод позволяет проводить диагностику без прямого доступа к металлу трубы, прямо с поверхности земли – на расстоянии до 10-15 диаметров трубы, после чего полученные данные визуализируются в виде магнитограммы, с привязкой к электронной карте и координатам.
Из достоинств метода можно отметить:
• не требует остановки или снижения объёмов транспортировки продукта;
• высокая производительность – до 20 км/день;
• диагностика участков, недоступных для внутритрубного метода.
К недостаткам метода можно отнести:
• влияние посторонних помех на погрешность измерения, в связи с этим метод применим только на удалённых от городской инфраструктуры магистралях;
• требуется наличие давления в трубопроводе не менее 1 МПа.
Заключение
Большая протяжённость теплопроводов АО «Татэнерго» и разнообразие применяемых диаметров труб говорит об актуальности применения внутритрубной диагностики неразрушающими методами, однако при выборе того или иного метода необходима комплексная оценка целесообразности его применения.
Многообразие методов диагностики трубопроводов связано не только с разнообразием самих трубопроводов, но и с условиями их эксплуатации. И очевидно, что не может существовать универсального метода диагностики, пригодного для любых условий и дающего наиболее полную и достоверную характеристику технического состояния тепловых сетей. Не менее актуальны в данное время и вопросы экономического обоснования.
На первом этапе анализа рассматривались, прежде всего, самые распространённые и проверенные способы диагностики. Так, согласно данным технико-коммерческого предложения, для двух участков трубопровода ПАО «Татэнерго» «Казанские тепловые сети» протяжённостью 1060 м (диаметром 720, 820 и 1020 мм) общая стоимость работ по диагностике магнитным методом составит 7,7 млн руб. (с учётом командировок и прочих расходов). Продолжительность работ – 95 рабочих дней.
Финансовые затраты и затраты по времени для акустического метода оказались сопоставимы с затратами на диагностику магнитным методом.
О результатах выбора и проведённого обследования будет рассказано в следующих статьях.
Литература
Контроль трубопроводов

Трубопроводы - это артерии промышленности. Их классифицируют по разным признакам, например, в зависимости от предназначения выделяют:
- магистральные трубопроводы, которые, к примеру, транспортируют кровь Земли от места добычи до места переработки и/или потребления (нефтегазовая область);
- технологические трубопроводы, которые соединяют предприятия и используются для транспортировки различного сырья, газа, жидкостей и т.п.
- дюкеры - участки трубопроводов, прокладываемые по местности определённого характера, и тонели, которые служат вместилищем для тепло- и электросетей, а так же других видов трубопроводных путей.
Этапы контроля трубопроводов
- входной контроль металла труб и трубных заготовок, а так же всех сопутствующих деталей;
- проверку квалификации сварщиков;
- визуально-измерительный контроль, который проводится процессе сварки-сборки, обмер сварных швов (дополнительно обмеряются макрошлифы сварных швов, которые выполнены двусторонней сваркой под флюсом);
- контроль качества изоляции трубопроводов, коррозии и герметичности;
- неразрушающий контроль для проверки сварных соединений;
- так же проводятся механические испытания в случае сварки вращающейся дугой, стыковой контактной сварки с оплавлением, паянных соединений.
Термин “контроль трубопроводов” употребляется в разных значениях, он может означать и совокупность всех вышеописанных действий, и каждый пункт в отдельности. Каждый раз его следует трактовать в зависимости от контекста.
Каждый этап контроля качества трубопроводных путей является многоступенчатым процессом. Например, контроль качества металла включает проверку сопроводительных документов, маркировки, тары и упаковки, размеров, состояния поверхности, структуры и состава. Для каждого этапа используются специальная аппаратура, к примеру, при контроле изоляции трубопроводов, который осуществляется во время сборки под сварку, а так же уже в процессе работы трубопроводного транспорта и представляет собой проверку качества нанесения изоляционного слоя, его целостность, толщину и сплошность, применяют толщинометры покрытий, электроискровые дефектоскопы, адгезиметры и др.
Неразрушающий контроль сварных швов трубопроводов
Необходима так же постоянная проверка на предмет целостности и отсутствия дефектов сварных швов трубопроводов, которые приводят к ухудшению эксплуатационных показателей, герметичности, сплошности и т.д. Выделяют следующие типы дефектов.
Наружные (поверхностные и подповерхностные, которые залегают на глубине 2-3 мм) - наплывы, поры, выходящие на поверхность, прожоги и т.д.

Внутренние (глубинные) - поры и трещины, которые не выходят на поверхность металла, различные включения, непровары, несплавления и т.д.

Для выявления определённого типа дефектов подходят различные методы, именного поэтому неразрушающий контроль сварных соединений (далее НК) - это всегда комплексный подход, который сочетает в себе несколько видов НК.
Согласно ГОСТ 18353-79 в зависимости от специфики используемого индикатора (магнитное поле, рентгеновское излучение, проникающие вещества), выделяют следующие методы неразрушающего контроля:
- Методы, позволяющие выявлять наружные дефекты.
- Магнитный (магнитопорошковый метод). Реализуется благодаря эффектам магнетизма. На намагниченный объект исследования наносится специальная суспензия, которая обазует определённые структуры в местах дефектов. Этот метод работает только для выявления наружных дефектов металла: трещин, кратеров, наплывов, прожогов и т.п.
- Вихретоковый. В объекте возбуждаются вихревые токи, благодаря, к примеру, индукционной катушке. На основе взаимодействия электромагнитного поля катушки и индуцированного тока объекта делаются выводы о состоянии металла. Метод позволяет выявлять поверхностные дефекты, а так же дефекты, залегающие на глубине 2-3 мм. Помимо этого, при помощи вихревого контроль можно получить информацию о структуре металла, его размерах и составе.
- Оптический. Используется оптическое излучение (волны, длиной от 10-5 до 10-3 мкм). Есть одно но - для обнаружения не только поверхностных, но и внутренних дефектов метод используется только применительно к прозрачным объектам, т.е. в случае контроля качества сварных стыков трубопроводов он работает только для выявления наружных дефектов.
- Проникающими веществами. Подходит исключительно для выявления внешних поверхностных или же сквозных дефектов. На подготовленную поверхность наносится индикаторная жидкость (пенетрат), которая проникает в трещины и задерживается там; локализация дефектов происходит после нанесения проявителя визуальным осмотром либо при помощи специальных преобразователей.
- Электрический. Реализуется на основе взаимодействия электрического поля с объектом исследования, либо на анализе электрического поля, возникающего в объекте. Например, при приложении электрического напряжения на объект в местах дефекта регистрируется падение напряжения, которое поможет рассказать о характере и размерах повреждений.
- Радиоволновой. Применяется для объектов, пропускающих радиоволны. Информацию о дефектах получают путём фиксации изменения показателей электромагнитных волн, взаимодействующих со сварным швом.
- Тепловой. Для поиска дефектов используется активный вид теплового контроля, при котором объект исследования подвергается тепловому излучению, которое передаётся на регистрирурющий прибор. Повышенная/пониженная температура в определённых местах шва говорит о наличии в них дефектов. Применяется для выявления нарушения сплошности в сварном шве (пор, расслоений, шлаковых включений), а так же для локализации проблемных мест в его структуре и некоторых свойствах физико-химического характера.
- Радиационный (радиографический). Радиационное излучение проникает сквозь предмет, при этом в местах дефектов поглощение лучей выше, и поэтому на специальной плёнке они проявятся светлыми пятнами. Существует несколько подвидов этого метода, самые распространённые из которых рентгенографический контроль, рентгеноскопия и метод гамма-излучения. Этот вид неразрушающего контроля практически универсальный, он позволяет отследить дефекты по всей толщине шва, даёт представление об их характере, размерах и местоположении. Радиографический контроль применяется, как правило, для просвечивания 5-10% шва, кроме отдельных случаев, в которых проверка этим методом доходит до 100% длины шва. Классификация дефектов сварных швов по ГОСТу 23055-78 составлена на основе радиографического метода. Наша компания специализируется на рентгенографическом методе контроля, являясь одним из лидеров на Российском рынке радиографии. Рентгеновские аппараты нашего производства могут применяться в суровых климатических условиях Крайнего Севера (модификации “С”), на труднодоступных участках трубопроводов, на АЭС.
- Акустический. Инфразвуковые, звуковые или ультразвуковые волны действуют на объект либо возбуждаются в объекте. С их помощью можно выявить малейшие повреждения металла трубопровода, так же этот метод подменяет радиографический при исследовании, например, угловых стыков трубопроводов.
За сим краткий обзор о том, что же такое есть контроль трубопроводов, мы завершаем, в следующих статьях рассмотрим более подробно методы неразрушающего контроля сварных соединений, отдельно - радиоаграфию и оборудование, которое для этого используется.
Термины
Неразрушающий контроль (НК) - методы контроля качества изделий, при котором не происходит нарушения их целостности.
Макрошлиф - вырезанный и отшлифованный образец сварного шва.
Двухсторонняя сварка - сварка, при которой шов выполняется с двух сторон соединеиния труб. Она чревата своими специфичными дефектами, которые могут возникнуть в металле, например, газовыми раковинами. Поэтому сварные стыки, выполненные этим видом сварки проверяются дополнительно по макрошлифам.
Какие методы используют во время проведения неразрушающего контроля — основные задачи
Трубопроводы – это магистрали, состоящие из большого количества труб, соединенные между собой сваркой. Последняя может быть проведена некачественно, что повлечет за собой непоправимые последствия – разрыв сварного шва. Поэтому до передачи трубной магистрали в эксплуатацию проводят неразрушающий контроль трубопроводов.
Насколько важно проводить контроль качества
Трубные магистральные конструкции подвергаются серьезным нагрузкам, как изнутри, так и снаружи. Поэтому контролю качества сварных швов уделяется особое внимание.
Процесс сварки связан с высокой температурой, которая расплавляет металл труб. Именно в это время изменяется их структура. Если не соблюдать технику сварочного процесса, то после охлаждения внутри шва образуются дефекты. Сварной металл становится неоднородным.
- Внешние. Хорошо видны на поверхности шва. К этой категории также относятся те изъяны, которые располагаются внутри металла на глубине не более 2 мм.
- Внутренние, они же глубинные. Располагаются глубже, чем на 2 мм.
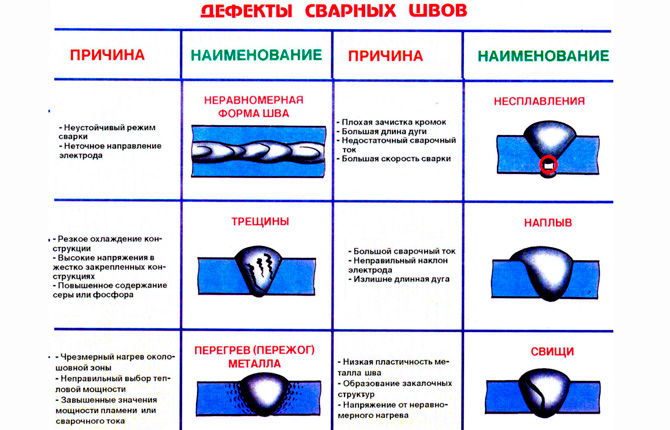
Дефекты стыков трубопроводов имеют разную форму и расположение. Среди них есть изъяны со стандартными названиями и специфическими:
- Трещины. Дефект, который имеет длину в несколько раз больше, чем ширину. Это самый опасный момент в сварном шве, который часто и приводит к его разрыву. Трещины входят в две категории. Они могут располагаться как внутри шва, так и снаружи. Нередко встречаются сквозные трещины. Они самые опасные.
- Поры, они же раковины. Шарообразного вида дефекты (форма может быть и другой, но всегда полой), образующиеся за счет газов, которые выделяются в процессе сварки металла. Относятся к внутренней группе.
- Кратеры. Это практически поры, которые образовались на поверхности сварного шва трубопровода (небольшие углубления). Причина их появления – обрыв сварочной дуги. Опасность кратеров в том, что в их месте появления уменьшается толщина сварного шва. А это влияет на прочность стыка.
- Подрезы. Образуются на границе торцов труб и сварного шва. За счет этого уменьшается площадь соприкосновения двух металлов. На таких участках увеличивается внутреннее напряжение, особенно, когда увеличивается нагрузка на трубопровод.
- Наплывы. Это слой металла, который накладывается на поверхность шва. Получается так, что верхний и нижний слои практически ничем не связаны. Сечение соединения не такое, как требуется по ГОСТу.
- Непровары. Внутренняя разновидность дефектов. Характеризуется тем, что внутри соединения трубопровода находится металл, не обладающий требуемыми характеристиками. Он был создан под действием более низкой температуры, чем этого требует ГОСТ. Поэтому из-за нагрузок на таком участке быстро растет напряжения металла, что приводит к деформации с последующим разрывом.
- Металл сварного шва пористый. Это все те же поры или раковины, только малых размеров и расположенных равномерно по всему объему сварного соединения (в целом или по участкам).
- Посторонние частицы внутри шовного металла. Причина – плохая работа сварщика. Перед началом сварочных работ все соединяемые поверхности тщательно очищают. Обычно для этого используют щетки по металлу и обезжириватели. Если подготовку не провести, то в сварной шов попадает мусор, снижающий его прочность.
- Прожог. Это когда нарушена технология сварки и электродная дуга проходит сквозь металл соединения. По этой же причине с другой стороны образуются наплывы.
Чтобы все эти неприятности не повлияли на работу трубопровода, проводят контроль. Сегодня применяют разные методы, но все они входят в категорию неразрушающих. Разрушающие методики тоже есть, но они используются для проведения лабораторных исследований. Неразрушающие во всех остальных случаях.
Они удобны тем, что:
- нет необходимости вырезать исследуемый объект и везти его в лабораторию;
- все процессы проводятся на месте сварочных работ;
- для проведения контроля требуется компактное оборудование, небольшого веса.
Существуют строгие требования проведения неразрушающего контроля трубопровода. Диагностику выполняет обученный специалист. При этом строго выдерживаются правила и нормативы проведения контроля.
Какими методами пользуются во время проведения неразрушающего контроля
Существует несколько видов неразрушающего контроля трубопроводов, в которых применяют различные материалы, приборы и технологии.
- Визуально-измерительный контроль.
- Радиографическая дефектоскопия.
- С помощью ультразвука.
- Магнитная дефектоскопия.
- Капиллярный метод.
Визуально-измерительный
В основе этого вида контроля трубопроводов – осмотр соединений труб, как визуальный, так и с помощью измерительных приборов. Поэтому эта методика определяет только внешние дефекты.
Данный неразрушающий способ является неточным, хотя простым в исполнении. Этот тип контроля обязательный. Его проводят перед тем, как перейти к другому неразрушающему способу. Ведь обнаружив изъян на поверхности, можно не переходить к другой стадии, которая является более дорогой в исполнении. Такой стык сразу можно забраковать.
Что касается простоты проведения, то обычно для этого используют простой измерительный прибор, к примеру, штангенциркуль или линейку. Перед замерами участок с изъяном очищают спиртом, кислотой или другим растворителем.
Если, к примеру, трещина имеет малые размеры, в помощь берут лупу. Обязательное условие проведения данного вида неразрушающего контроля – определить форму дефекта и его размеры.

Радиографическая дефектоскопия
Один из самых точных способов неразрушающего контроля трубопровода, который позволяет выявить даже незначительные изъяны сварного шва. При этом определяется и точное их место расположения.
В основе методики лежит обычный рентген. Используют небольших размеров установку, которая просвечивает металл соединения элементов трубопровода и отображает их на рентгеновской пленке.
Ультразвуковой неразрушающий контроль
Технология основана на акустических изменениях внутри металла. Если он однородный, то звук пройдет без изменения своих характеристик и направления. Когда же на пути встречается дефект, то изменения появятся, и они отразятся на приемнике. Основной параметр изменения – скорость движения звука.
Суть неразрушающей методики:
- ультразвук, обладающий сверхвысокой частотой колебания, выпускается из усилителя;
- он проходит через сварной шов;
- если он столкнулся, к примеру, с трещиной или раковиной, то отразиться от их внутренней поверхности (полости), изменит направление и вернется в приемник.
Чем больше угол преломления, тем больше в размерах трещина или другой дефект.

Магнитный неразрушающий контроль
Существует такой термин, как магнитная проницаемость. Это когда магнитные волны проходят через металл за определенный промежуток времени. Если этот показатель уменьшается, то внутри материала на пути волнам встретилось препятствие, которое они стали огибать. Поэтому их скорость упала, а время прохождения увеличилось.
Для проведения этого неразрушающего контроля сварных соединений трубопроводов используют специальное оборудование. С его помощью сквозь металл пропускают электромагнитные волны. На поверхность предварительно насыпают порошок или льют суспензию с железом внутри. Минерал собирается вокруг дефектного участка.
Есть другой вариант с названием магнитография. Здесь вместо порошка или суспензии используют магнитную пленку. На ней все недостатки металла и отображаются. После проведения контрольных процедур пленку помещают в дефектоскоп, откуда информацию и считывают. Она может быть звуковой или в виде изображения.
Капиллярный неразрушающий контроль
Эта технология дает возможность определить дефекты сварного шва в системе трубопроводов с помощью специальных жидкостей, которые называются пенетранты. Основное их свойство – проникать в материалы, если в них есть даже капиллярные изменения.
К таким жидкостям относятся:
- керосин;
- скипидар;
- бензол;
- трансформаторное масло и прочее.
Если пенетрант прошел сквозь металл соединения труб, то значит, в нем есть изъян. Если не прошел, то все в порядке.
Процесс проведения неразрушающего контроля:
- на сварное соединение трубопровода наносится мел или каолин в жидком виде;
- после высыхания нанесенного слоя сухую часть убирают;
- поверх оставшегося слоя наносится керосин;
- через полчаса надо проверить обратную сторону стыка;
- если подтеки керосина там обнаружены, значит шов дефектный, если нет – соединение надежное.
Сегодня в пенетранты добавляют вещества, которые помогают четче выявить недостатки металлов. В основном два:
- пигмент красного цвета;
- люминесцирующее вещество.
Первый используют, когда контроль проводят днем с естественным освещением участка. Второй ночью, для чего используют лампы с ультрафиолетом.

Неразрушающий контроль трубопровода, который не подвергается серьезным нагрузкам, можно проводить более простыми способами: гидравлическим или пневматическим. Для этого внутрь магистрали загоняют под давлением воду или воздух соответственно.
В первом случае неразрушающий контроль проводится с помощью определения подтеков с противоположной стороны соединения, то есть с внешней стороны труб. Во втором дополнительно используют пену, которую наносят на сварной шов. Если она начинает пузыриться – дефект присутствует.
Неразрушающие методы контроля трубопроводов упростили проверку целостности и качества трубных соединений. Применения дефектоскопии, особенно это касается рентгена и ультразвука, практически приблизило вероятность обнаружения недочетов сварки к 100%. При этом такой контроль позволяет узнать, где располагается дефект, сколько их, каких размеров и формы.
А как считаете вы, нужно ли применять более сложные методики неразрушающего контроля трубопроводов или можно обойтись подачей воды/воздуха в систему? Напишите в комментариях. Поделитесь статьей в соцсетях и сохраните в закладках.
Дополнительно о том, как проводится контроль сварных швов, вы узнаете в видео.
Контроль состояния металла трубопроводов
СТАНДАРТ ОРГАНИЗАЦИИ НП "ИНВЭЛ"
Основные элементы котлов, турбин и трубопроводов ТЭС
Контроль состояния металла
Нормы и требования
ОКП 31 1100, 31 1200, 31 1300
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом "О техническом регулировании" от 27 декабря 2002 г. N 184-ФЗ и ГОСТ Р 1.0 "Стандартизация в Российской Федерации. Основные положения".
Порядок разработки и применения стандартов организации установлены ГОСТ Р 1.4 "Стандартизация в Российской Федерации. Стандарты организаций. Общие положения".
Настоящий стандарт устанавливает нормы и требования к методам и средствам контроля, организации и порядку проведения контроля, а также к процедуре продления сроков службы основных элементов тепломеханического оборудования котлов, турбин и трубопроводов (далее "оборудования") тепловых электрических станций (ТЭС).
Добровольное выполнение установленных в СТО норм и требований обеспечит надежность и безопасность оборудования на всех стадиях его жизненного цикла при условии использования оборудования по прямому назначению в соответствии с эксплуатационными инструкциями, не противоречащими конструкторской (заводской) документации, на протяжении срока, установленного технической документацией, с учетом возможных нештатных (опасных) ситуаций.
Минимально необходимые требования по оценке безопасного состояния оборудования на стадии его эксплуатации вынесены в отдельный стандарт организации СТО 70238424.27.100.011-2008 "Тепловые электрические станции. Методики оценки состояния основного оборудования".
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Всероссийский теплотехнический институт" (ОАО "ВТИ")
2 ВНЕСЕН Центральной комиссией по техническому регулированию ОАО РАО "ЕЭС России"
4 ВЗАМЕН СТО 17330282.27.100.005-2008* (Приказ ОАО РАО "ЕЭС России" от 06.03.2008 N 329)
* Вероятно ошибка оригинала. Следует читать: СТО 17230282.27.100.005-2008. - Примечание изготовителя базы данных.
1 Область применения
1.1 Стандарт распространяется на основное и вспомогательное тепломеханическое оборудование ТЭС, работающее под избыточным давлением свыше 0,07 МПа или при температуре свыше 115 °С.
1.2 Требования настоящего стандарта направлены на обеспечение безопасности и надежности элементов следующего оборудования ТЭС:
1.3 энергетических котлов барабанных и прямоточных с номинальным давлением перегретого пара выше 4,0 МПа (экранные поверхности нагрева и экономайзеры, пароперегреватели, коллекторы, перепускные трубы, барабаны);
1.4 трубопроводов пара и горячей воды;
1.5 паровых турбин;
1.6 газовых турбин;
1.7 сосудов, работающих под давлением;
1.8 котлов паровых и водогрейных с давлением до 4,0 МПа (включительно).
1.9 Настоящий стандарт предназначен для применения генерирующими компаниями, эксплуатирующими, специализированными, экспертными, монтажными, ремонтными организациями или иными привлеченными организациями, аккредитованными в установленном порядке, деятельность которых связана с обеспечением надежного и безопасного состояния поименованного в п.1.2 оборудования.
1.10 Настоящий стандарт определяет правила, порядок, методы, нормы контроля и оценки технического состояния, критерии оценки качества оборудования ТЭС на стадии входного контроля (после выполнения монтажа, перед пуском в эксплуатацию), в процессе эксплуатации, после нештатных ситуаций (аварий), после отработки назначенного срока службы (ресурса).
1.11 Требования, определенные настоящим стандартом, могут использоваться при оценке и подтверждении соответствия перечисленного в п.1.2 оборудования.
1.12 Настоящий стандарт не учитывает все возможные особенности исполнения его требований на разнотипном оборудовании. В развитие настоящего стандарта каждая генерирующая компания может в установленном порядке разработать, утвердить и применять собственный стандарт организации, учитывающий особенности конкретного оборудования и не противоречащий требованиям действующих нормативных документов, настоящего стандарта и конструкторской (заводской) документации.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования.
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.019-79* Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты.
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 12.1.019-2009, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.032-78 Система стандартов безопасности труда. Рабочее место при выполнении работ сидя. Общие эргономические требования
ГОСТ 12.2.033-78 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования
ГОСТ 12.2.061-81 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.2.062-81 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 25.506-85 Расчёты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении.
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя. С изменениями N 1-4.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения с Изменением N 1
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу с Изменениями N 1, 2
ГОСТ 3722-81 Подшипники качения. Шарики. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7564-97 Общие правила отбора проб, заготовок образцов для механических и технологических испытаний
ГОСТ 7565-81 Стали и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8233-56 Сталь. Эталоны микроструктуры
ГОСТ 8693-80 Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8817-82 Металлы. Методы испытания на осадку
ГОСТ 9012-59 Металлы и сплавы. Метод определения твердости по Бринелю. С изменениями N 2, 3, 4, 5
ГОСТ 9013-59 Металлы и сплавы. Метод измерения твердости по Роквеллу шкалы А, В, С. С изменениями N 1, 2, 5
ГОСТ 9031-75 Меры твердости образцовые. Технические условия. С изменениями N 1, 2, 3
ГОСТ 9377-81 Наконечники и бойки алмазные к приборам для измерения твердости металлов и сплавов. Технические условия. С изменением N 1
ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников. С изменениями N 1, 2
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651-84 (ИСО 783-89) Металлы. Метод испытания на растяжение при повышенных температурах
ГОСТ 10006-80 Трубы металлические. Методы испытания на растяжение. С изменениями N 1-4
ГОСТ 10145-81 Металлы. Метод испытания на длительную прочность
ГОСТ 10243-75 Сталь. Методы испытаний и оценка микроструктуры
ГОСТ 11150-84 Металлы. Метод испытания на растяжение при пониженных температурах
ГОСТ 12345-2001 Стали легированные и высоколегированные. Метод определения серы
ГОСТ 12346-78 (ИСО 439-82; ИСО 4829-1-86) Стали легированные и высоколегированные. Метод определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Метод определения фосфора С изменением N 1
Читайте также: