Кромкогиб для листового металла
Обновлено: 19.09.2024
Кромкогиб – устройство, заменяющее листогиб там, где отгибаемая в сторону площадь невелика. Если необходимо отогнуть всего сантиметр-полтора, а не 10 и более, смысла приобретать или изготавливать вручную листогиб нет.
Характеристика
Основная характеристика кромкогиба – ширина сгибаемой кромки (не более 2 см). Этого достаточно, чтобы соединить два стальных листа толщиной до 1 мм с помощью «зацепа», такое соединение применяется, например, при изготовлении одностенных секций для дымоходов и вентканалов. Зацепление согнутыми краями двух металлических листов успешно заменяет сварку или клепание, болтовые и винтовые соединения, обеспечивая простой, минималистичный вид конструкции.
Кромкогибы в отличие от листогибов устроены так, что высота полки у них – не больше 20% от длины. Значение в 5% совпадает с величиной внутренней кромки.
У листогибов высота полки жёстко не ограничена.


Принцип действия
Работа кромкогиба заключается в передвижении устройства по ширине загибаемого листа. Сам лист постепенно сгибается по шву, выставленному на кромкогибе. Режущие кромки на простых ручных моделях кромкогибов отсутствуют. Ручные модели кромкогибов требуют сжатия прижимных створок на каждом сантиметре обрабатываемого листа.
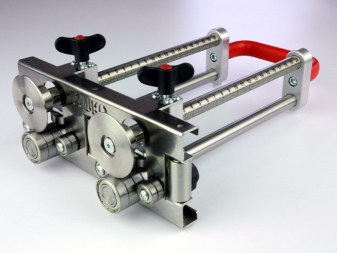
Роликовый кромкогиб с ручным приводом устроен следующим образом. С одной стороны предусмотрена рукоятка, с противоположной – гнущие листы металла ролики. Посредством особого ограничителя на направляющих выставляется ширина загибания края листа. Вес роликового кромкогиба – не более 2 кг, несмотря на визуальную массивность. Его можно носить с собой в небольшой сумке, работать им на высоте.
Он легко согнёт лист металла толщиной 0,8 мм под прямым углом. Возможно задать ширину кромки от 5 мм до 20 см. Ограничение по длине загибаемого листа отсутствует. Однако производительность его невысока – с ним вы не продвинетесь за час даже на 10 м загибаемой кромки.
Он сгодится лишь для работ жестянщика.

У гидравлического загибателя листовой стали производительность выше за счёт того, что гидравлический привод не даст вашим рукам быстро устать. Толщина загибаемого листа – до 3 мм. Мобильный и стационарный кромкогибы работают от гидроцилиндрового механизма.
Электромеханический кромкогиб обрабатывает разные виды фальцевых соединений. Есть возможность обработать и фальц-шов.
Пневматический сгибатель работает на вращающейся балке. С помощью пневмоцилиндров вы обеспечите силу давления до 6 кг на квадратный сантиметр обрабатываемой поверхности, что само по себе весьма неплохо. Работает с листами стали толщиной до 1,2 мм. Устройство выдаёт 12-миллиметровую согнутую кромку, пропуская через себя до 113 дм3 воздуха в минуту.


Кромкогиб больше всего напоминает пассатижи. Выгнуть кромку, если ваши движения точны, а лист металла невелик по длине и ширине, можно обычными плоскогубцами. Мощные пассатижи, которые только у вас есть, можно переделать под кромкогиб, если из них убрать внутренние режущие кромки. Для переделки под кромкогиб следует выбирать пассатижи с небольшой длиной и максимальной площадью соприкосновения захватывающих «челюстей». Чем они длиннее, тем больше усилий потратит рабочий на формирование согнутой кромки. Кромкогиб из плоскогубцев – отличная возможность сделать любую окантовку, включая сгибание угла на произвольный угол.
Кромковый автомобильный листогиб для кузовного ремонта обладает более упрощённой, чем роликовый и электромеханический, конструкцией, небольшими габаритами, что делает его переносным. С ним можно подступиться к любому труднодоступному участку кузова, которому требуется срочный авторемонт.
Станок (станочный кромкогиб) – самый массивный из всех. Для полноценной работы ему необходим стол со столешницей 1*1,5 м. Размеры стола подобраны для работы с малыми и большими отрезами листового металла (до 2 м). Самодельный станочный кромкогиб устанавливается на этот стол: к стальной столешнице он приваривается, а к деревянной – фиксируется на достаточно мощных болтах. Подойдёт обычный высокопрочный деревянный верстак, на котором могут быть установлены и тиски. Профессиональные станки обеспечивают высокоточную обработку кромок – по сути, это создание угла в 30 градусов (разброс угла – 15-45 градусов).



Кромкогиб с дыроколом отличается от обычного ручного кромкового листогиба. Дырокол в нём способен вырубать отверстия диаметром в несколько миллиметров. Дырокол изготовлен из быстрорежущей стали. Поскольку усилие от автомастера требуется немалое, ручки кромкогиба обрезинены, а сам дырокольный механизм подпружинен. Этот пробойник для металла способен проделать тысячи отверстий, прежде чем пробивная кромка дырокола подтупится.
Дырокол с пневматическим приводом (пневмодырокол) позволяет проделывать отверстия в кузове ещё легче и быстрее, чем при нажатии на обычном дыроколе вручную. Дырокольные кромкогибы избавляют мастеров СТО от необходимости высверливать отверстия с помощью электродрели: здесь важна идеально круглая форма, что не всегда обеспечивается дополнительным их высверливанием.
Дырокол с кромкогибом легко проткнет отверстия в листе и из любого другого металла или сплава, а также в тонкостенной профильной трубе.
Выбор
Основные критерии выбора – объём и труднодоступность работ (под машиной или внутри неё, на высоте и т. д.). Кромкогиб должен быть достаточно надёжным, чтобы без поломок и частых перенастроек для одного и того же листового железа обработать как минимум тысячу погонных метров сгибаемой кромки. Если ваша работа выполняется на заказ, то есть поставлена на поток – выберите электромеханический, гидравлический или станочный кромкогиб.
Выездные работы на высотных и не очень объектах могут потребовать ручной малогабаритный кромкогиб. Кузовной ремонт автомобилей затребует как устройство для жестянщиков, так и специально приспособленный для сгибания более толстого, чем 0,8 мм, кузовной листовой стали инструмент.
Вместе с кузовным кромкогибом в комплекте зачастую покупается и сварочный аппарат.



Как пользоваться?
Работа ручного кромкогиба заключается в нескольких этапах.
- Обездвиживание обрабатываемой детали. Лист, который обрабатывает мастер, не должен совершать лишних движений.
- Настройка ширины обработки. С помощью регулировочного элемента выставляется ширина кромки.
- Установка обрабатываемого листа металла между движущимися створками (или роликами) рабочей части инструмента.
- Собственно, прилагаемое усилие. С его помощью формируется кромка на краю листа.
Длинные ручки (до полуметра) позволяют приложить приличное усилие, чтобы лист металла поддался. Ведите инструмент по краю листа как можно ровнее, чтобы обжимаемый участок выглядел чётко и аккуратно.


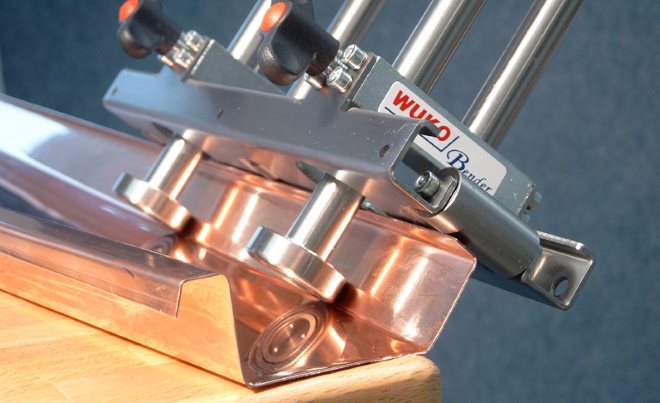
Видеообзор роликового листогиба WUKO Combo Bender 5000 вы можете посмотреть ниже.
Как сделать кромкогиб своими руками?
При работе с листовым металлопрокатом не всегда целесообразно обзаводиться дорогим приводным станком. Небольшие объемы под силу выполнить и на ручном оборудовании, которое при наличии хорошего чертежа можно собрать своими руками.

Устройство
Кромкогиб, имея внешнее сходство с листогибом, является принципиально другим инструментом. В его конструкции высота полки составляет от 5 до 20% от длины. Наименьшее значение – размер отбортовки кромки. В листогибе подобное ограничение отсутствует.
В продаже есть ручные кромкогибы, которые достаточно перемещать вдоль начерченной линии на заготовке. В результате получается профиль с требуемыми параметрами отбортовки.
Если рабочая зона большая, то кромку советуют делать одновременно. Именно в этом случае кромкогиб обладает многими схожими чертами с листогибом. Единственная отличительная особенность – способ прижима.
В конструкции ручного агрегата имеются:
- две ручки;
- рычажная усилительная система;
- губки и профиль;
- ограничитель хода.
Подвижными могут быть либо обе ручки, либо только одна из них. Профиль должен обязательно соответствовать размерам создаваемой кромки.
В наборе к ручному инструменту поставляется несколько губок. Их размер подбирается таким образом, чтобы охватить наиболее часто встречаемый радиус закругления и высоту кромки.
Роль регулируемого ограничителя хода выполняет шлицевой винт, у которого имеется упорная резьба.
Инструменты и материалы
Ручной кромкогиб – идеальный помощник для любителя возиться с листовым железом и жестью. Но чтобы приступить к изготовлению самодельного инструмента, потребуется более подробно изучить его конструкцию.
Ручной станок имеет:
Есть несколько вариантов материалов и исходного инструментария, из которых можно было бы сделать кромкогиб. Например, его вполне доступно переделать из плоскогубцев.
Но важно также и то, чтобы станок в итоге не только с лёгкостью создавал кромки, но и позволял делать эту работу с хорошим качеством.
Для создания ручного станка по одному из чертежей потребуется иметь под рукой:
- швеллер под №5, используемый для создания основания;
- швеллер №6.5, из которого изготавливается прижим;
- толстостенный уголок;
- пуансон обжимного типа под №5;
- лист стали толщиной 5 мм для изготовления щеток;
- для ручки – скоба диаметром 15 мм.



Для кромкогиба с отбортовкой необходимы следующие детали:
- струбцина;
- ограничитель;
- подпружиненный прижим;
- опорный кронштейн;
- верхний прижим;
- пуансон;
- поворотная ось для ручки.



Изготовление
Изготовить ручной кромкогиб своими руками для авторемонта или выполнения других работ (например, строительных) вполне возможно.
В первую очередь потребуется сделать чертежи или распечатать их в интернете. После подготовки необходимых элементов можно приступать к сборке инструмента.
Есть несколько вариантов для того, чтобы собрать ручной станок для кузовного ремонта.
Способ первый
Первый этап.
- Сначала потребуется снять фаски, формат которых должен быть 7*45 градусов с длиной 300 мм.
- Далее проводится работа с пуансоном, к которому приваривают оси из стали. Диаметр каждой – 10 мм. Только после этого делают выборки. Они будут находиться на прижиме.
Второй этап.
- Основание необходимо зажать в тиски, как и деталь, посредством которой осуществляется прессовка металла. При этом оба элемента обязательно должны быть не только в одной плоскости, но и быть расположенными плотно друг к другу.
- Стальные щетки потребуется приварить к основанию.
- В имеющиеся отверстия нужно поставить зажимные болты. Шпильки также необходимо прикрутить к швеллеру, а потом установить ограничительные гайки.

На последнем этапе сборки самодельного кромкогиба для авто приваривают ручки к толстостенному уголку.
Способ второй
Второй вариант для листового металла сложнее в исполнении, но позволяет самостоятельно сделать качественный кромкогиб для работ с машинами или создания элементов для стройки.
При изучении описания каждого устройства и чертежей к нему стоит понимать, что габариты конечного изделия зависят от размеров имеющихся заготовок.
Если планируется сделать крупногабаритное оборудование, то для него потребуется подготовить специальную площадку для установки. Это может быть деревянный или сделанный из толстой фанеры стол.
Такой станок должен выполнять 2 операции: сначала прижимать заготовку посредством установленной струбцины, а потом выполнять отбортовку по установленному контуру при повороте ручки с пуансоном.
Специалисты советуют сваривать конструкцию, но при этом параметры отбортовки меняются. Вот почему пуансон сборного типа лучше. Крепление отдельных элементов производится за счет устанавливаемых болтов.
От мастера требуется с максимальной точностью спроектировать посадочные места.
Образование кромки начинается только после того, как заготовка фиксируется между установленными прижимами.
У отбортовочного штампа в момент использования станка совмещаются две половины. А происходит это во время перемещения опорного кронштейна. В конструкции ручного кромкогиба роль направляющей выполняют ограничители.
Если изменить форму пуансона, то станет возможным производить отбортовку под прямым или другим нужным углом. Этот параметр увеличивается до 120 градусов.
Чтобы это стало возможно, на ограничителе делают скос небольшой величины.
Рекомендации
Есть несколько советов, которые дают профессионалы:
- при сборке ручного инструмента для сгибания кромок ось должна обязательно совмещаться с ребром уголка;
- для удобства использования ручного оборудования ручку лучше прорезинить;
- при выполнении больших объёмов работ с металлом гораздо выгоднее купить готовый кромкогиб, нежели возиться с самодельным, для которого нужна и сварка, и металл, и время.
В заключение хочется сказать, что ручные кромкогибы обладают одним существенным недостатком – малая точность. При выполнении работы на заготовке вдоль начерченной линии возрастает погрешность. К концу листового металла она может составить величину до 1 мм, что довольно много.
При осуществлении ремонта кузова транспортного средства такая погрешность недопустима, вот почему качество конечного изделия во многом зависит от опыта пользователя.
О том, как сделать кромкогиб, смотрите далее.
Кромкогиб ручной своими руками: чертежи, разновидности станка
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах. Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки. Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.

Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.

Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.

Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
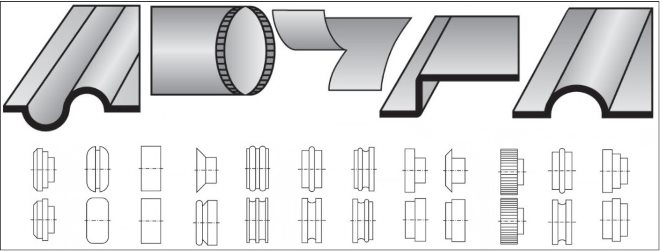
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар. Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм. Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
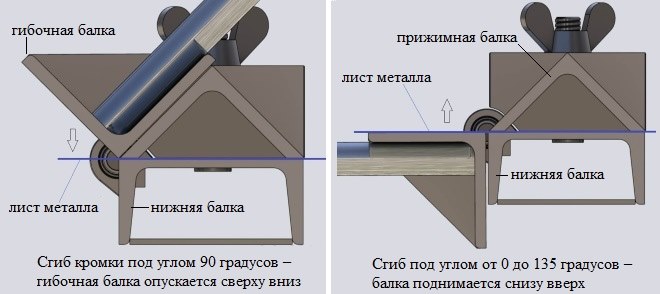
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
- На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см.
- К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка.
- На концах рабочей части прижима делаются выборки.
- Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием. При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости.
- На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин.
- После проверки правильности положения щеток их приваривают к основанию устройства.
- В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты.
- К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки.
- Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки.
- К металлическому уголку самодельного кромкогиба приваривается ручка.
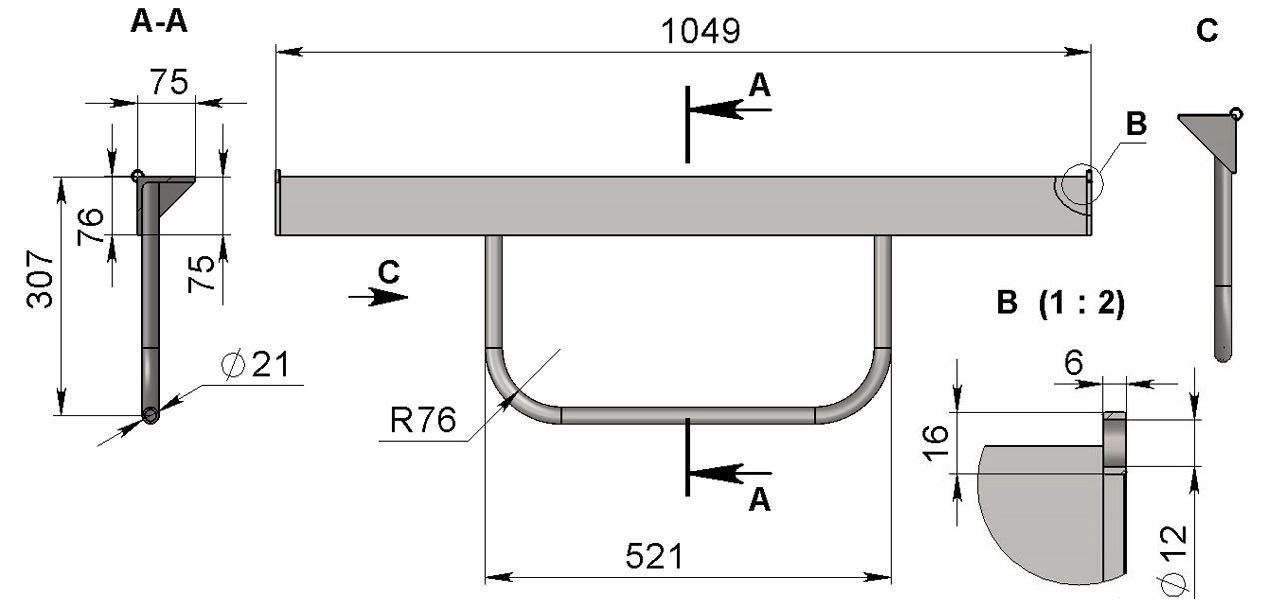
Чертеж гибочной балки (нажмите для увеличения)
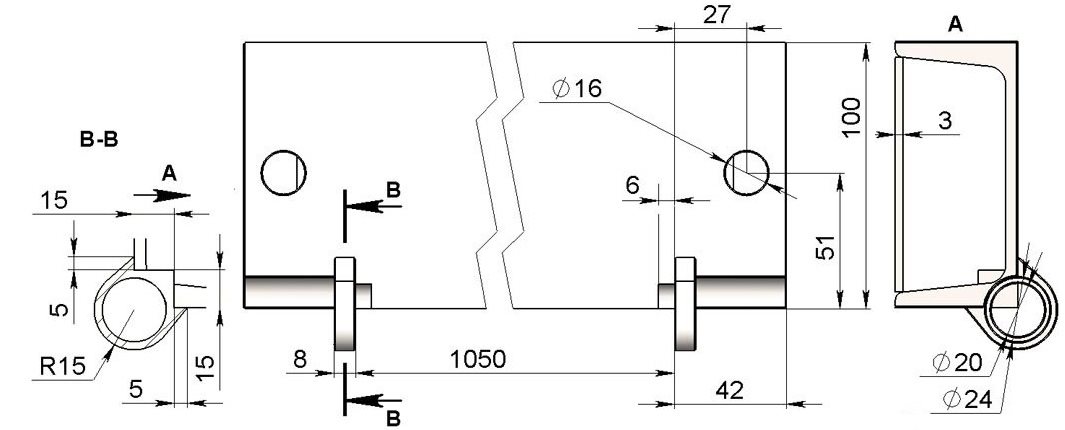
Чертеж нижней балки (нажмите для увеличения)
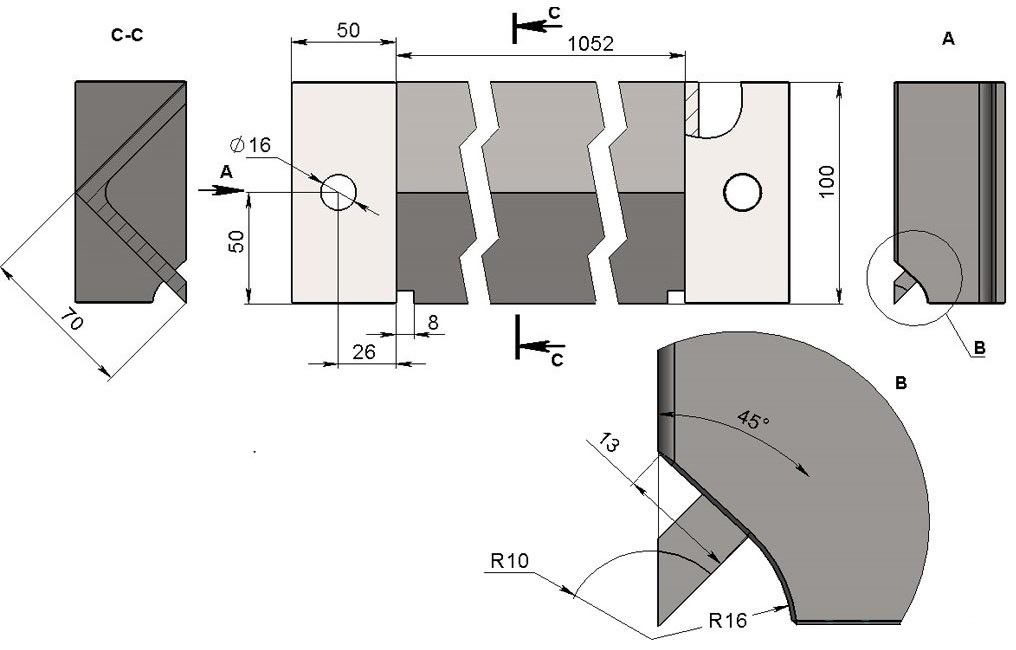
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
Видеообзор изготовления первого варианта кромкогибочного станка можно детально увидеть в представленном ниже видеоролике.
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
Внешний вид Сборочный чертеж Чертеж рукоятки с нижней губкой
Чертеж внутренней детали Чертеж рукоятки с верхней губкой Чертеж рычага
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций. Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
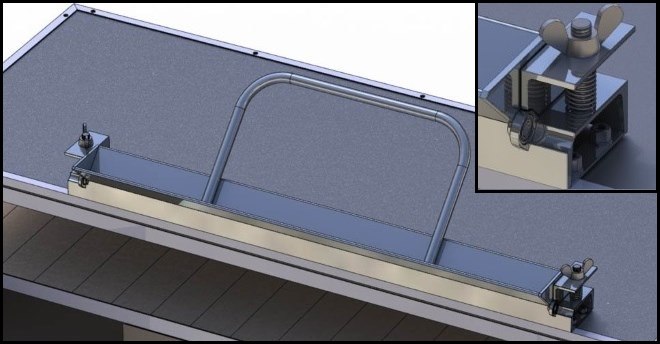
Кромкогиб своими руками

По просьбе трудящихся добавляю фото с размерами кромкогиба, возможно кому пригодится, кто-то решит повторить, всё просто и понятно.



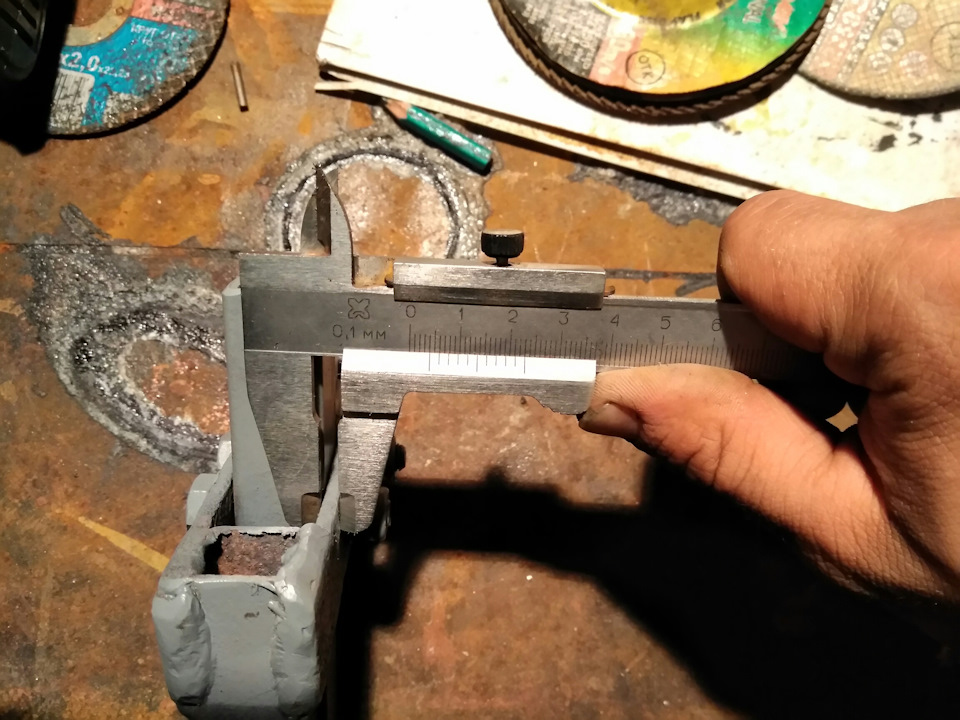

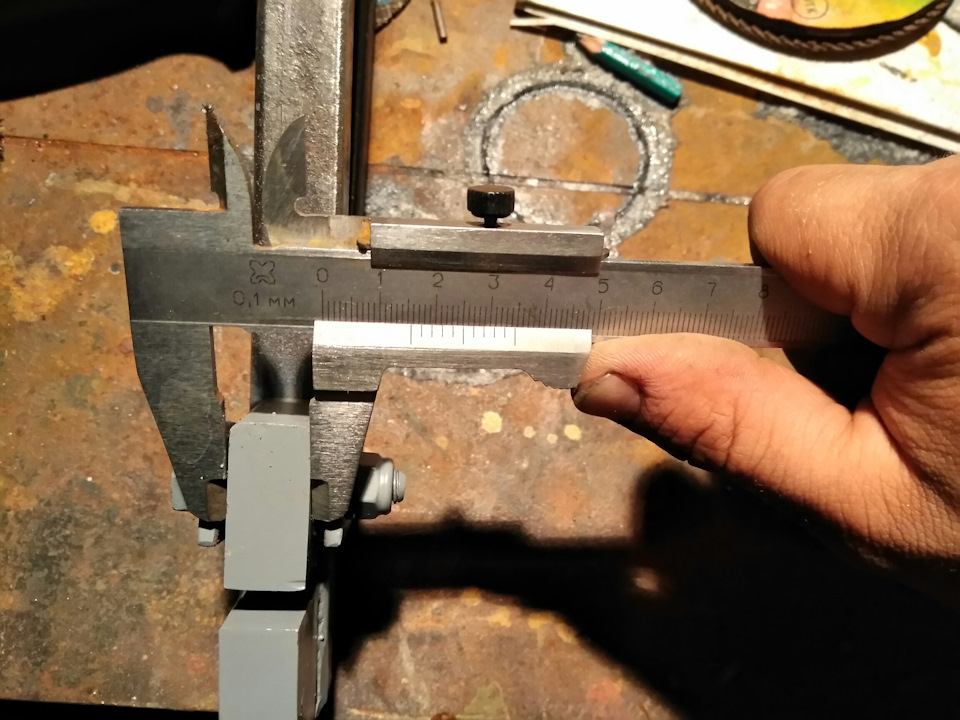

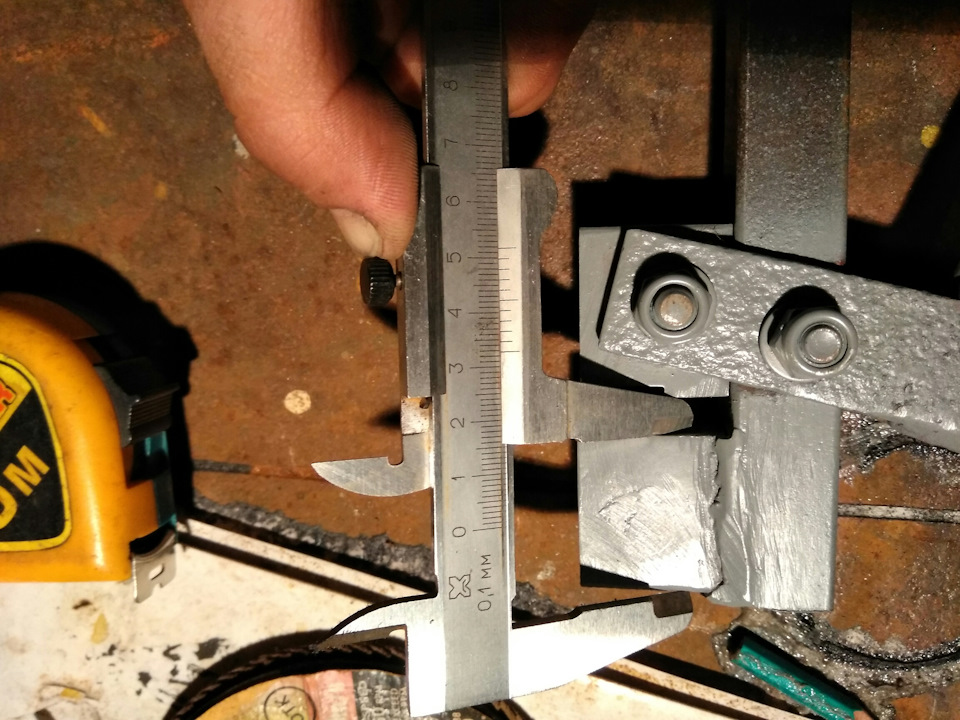

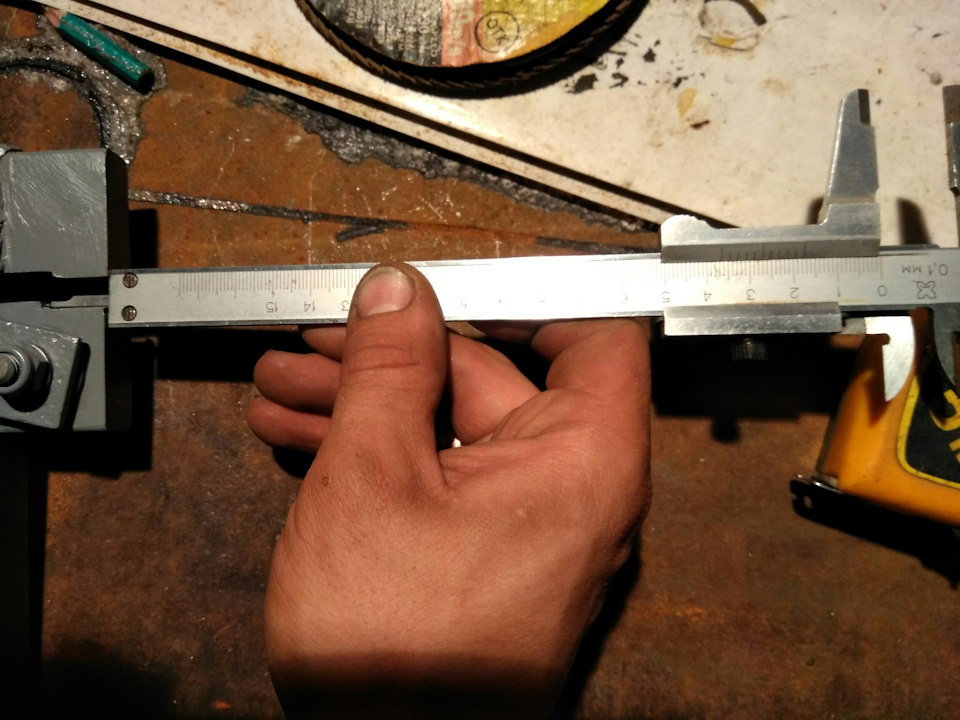
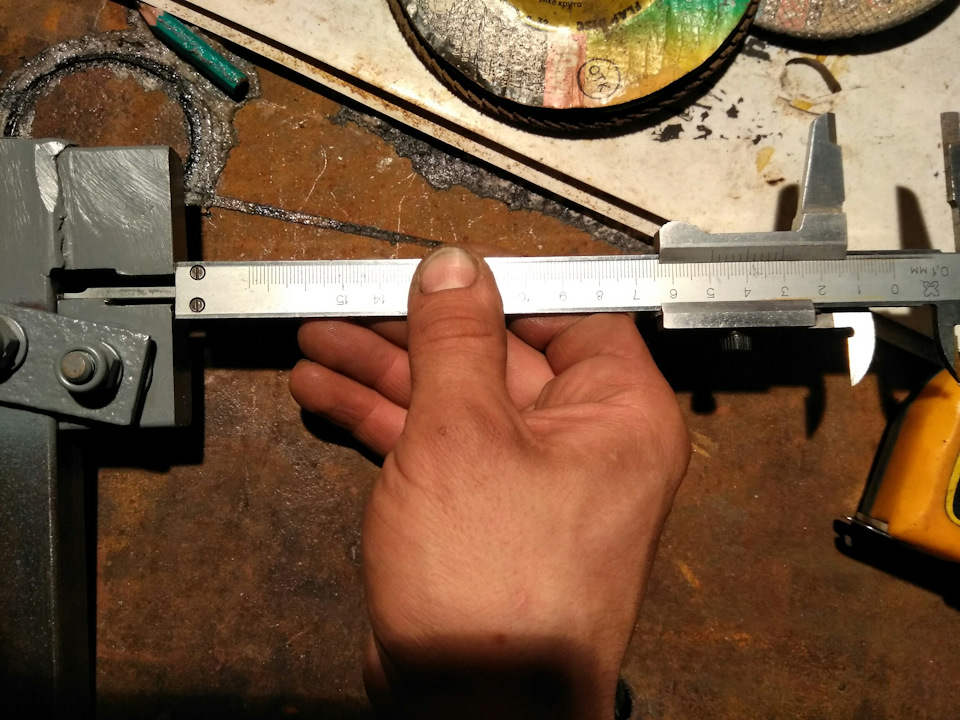


Ручки сделаны из профильной трубы 20*20 толщина стенки 2мм. Болты 8мм и гайкой с тефлоновой вставкой.







Всем спасибо за просмотр! Пишите в комментариях, если вдруг что непонятно.
Всем добра!

Запчасти
Chevrolet Lumina APV 1992, двигатель бензиновый 3.8 л., 162 л. с., передний привод, автоматическая коробка передач — своими руками
Машины в продаже

Chevrolet Niva, 2012

Chevrolet Captiva, 2007

Chevrolet Niva, 2017

Chevrolet Niva, 2005
Комментарии 9
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.


По идее бортик у крыла тоже можно сделать, только тут всё индивидуально ( высота, глубина, возможно и наклон-загиб) нужно изменять форму пуансонов, либо делать сменными и проходить по радиусу крыла
Читайте также: