Литье металла в силиконовые формы
Обновлено: 16.05.2024
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
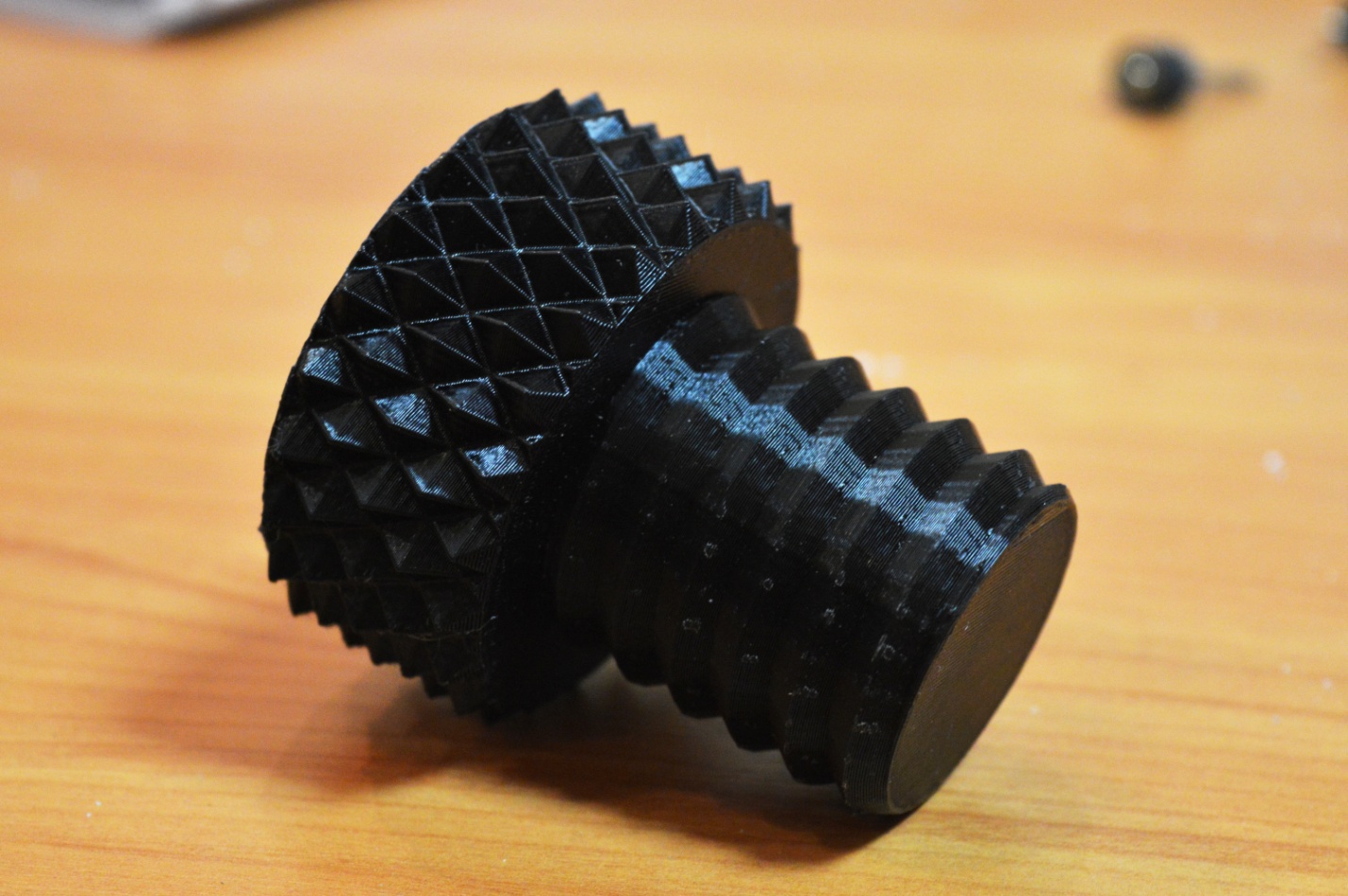
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




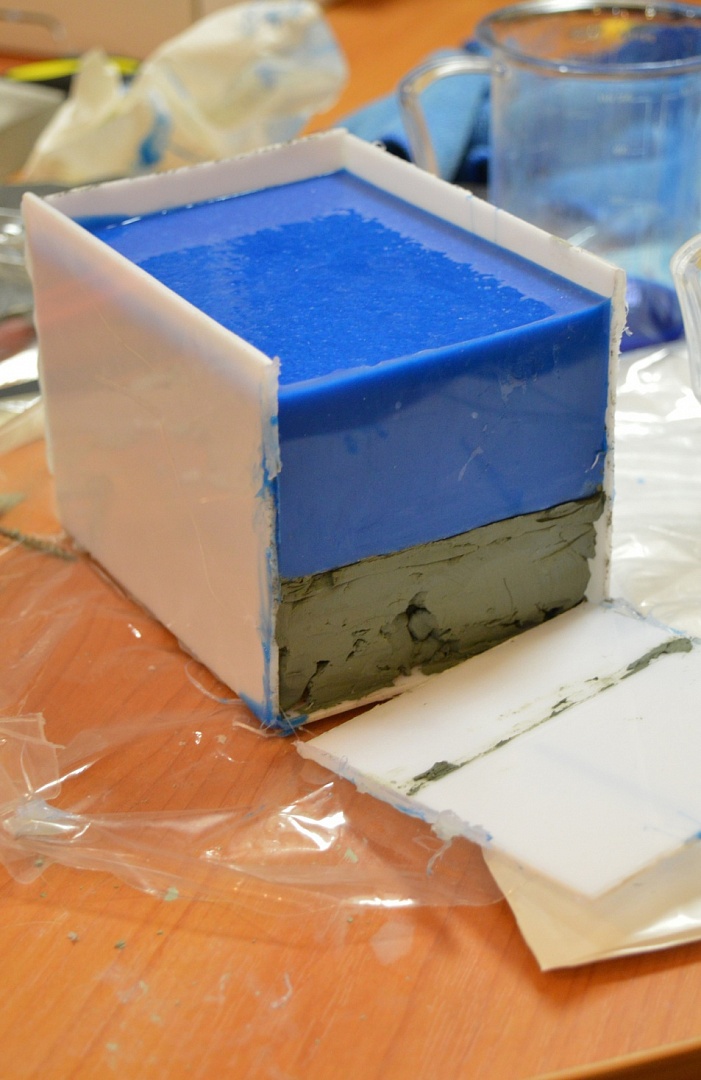
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

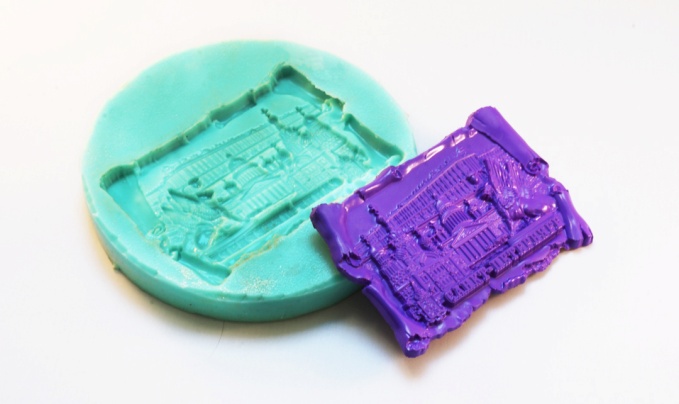
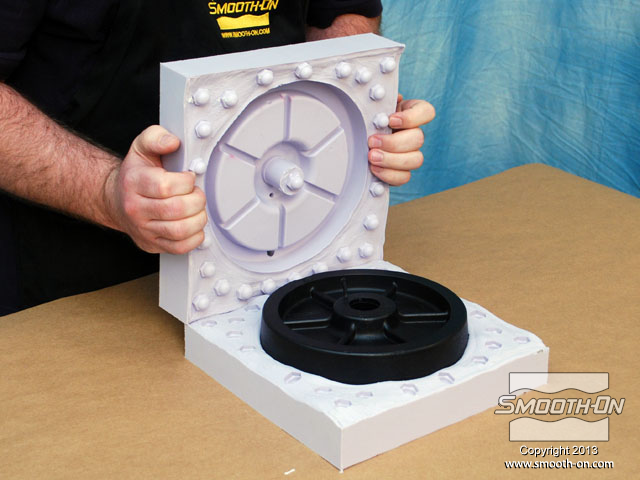
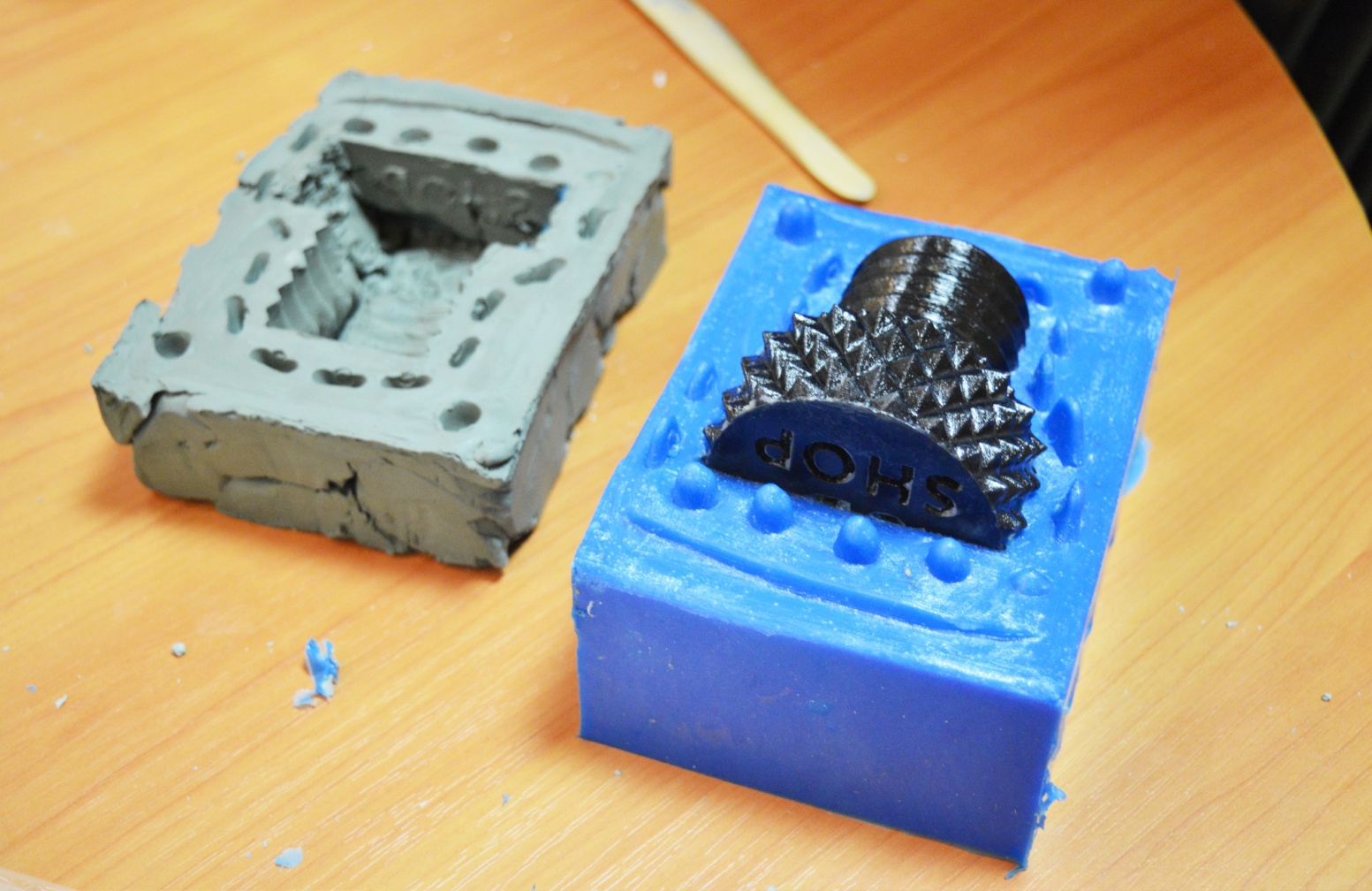
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
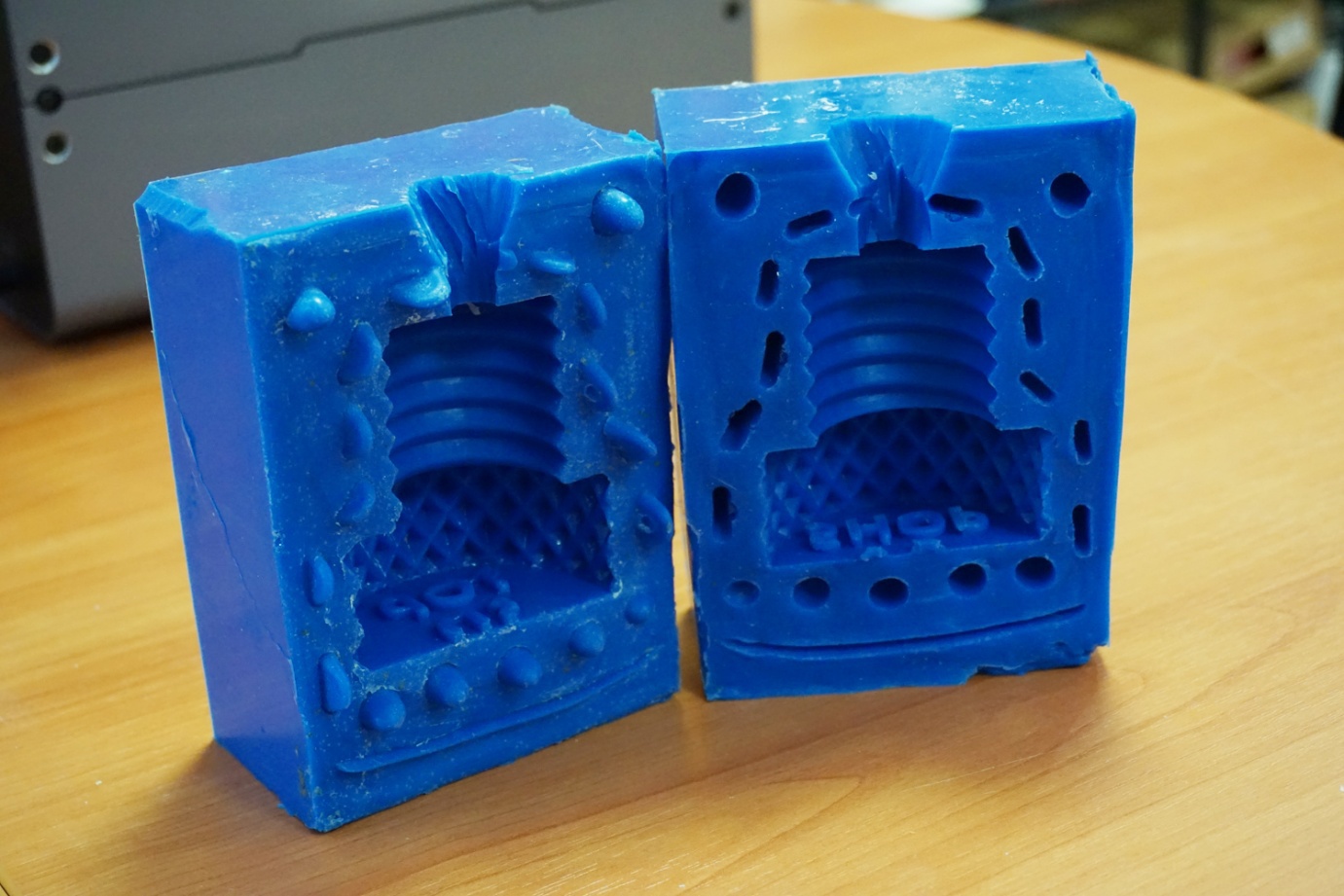
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
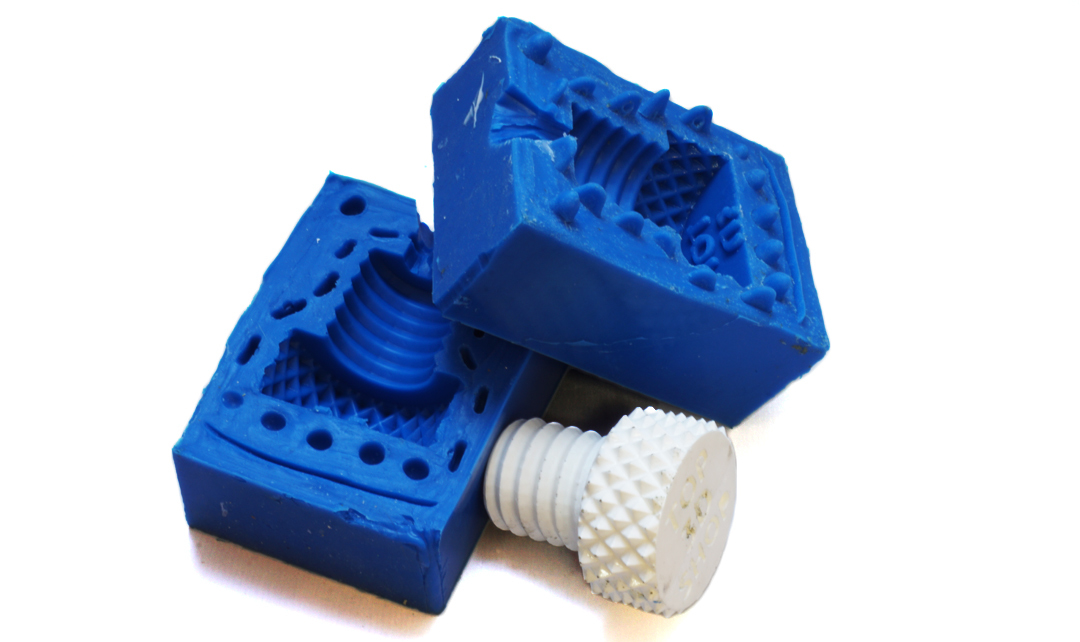
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
Изготовление формы для литья металла
Часть первая. Подготовка модели.

Фото 1. В качестве примера взята 28 мм мастер-модель эльфа для игры Блад Боул, изготовленная из эпоксидного патти Квик-Вуд.
Перед началом изготовления формы надо подготовить саму модель. Во-первых, поставить модель на литник и выпор. Модели, которые я леплю сам, имеют проволочный каркас ног, концы проволоки я и использую для изготовления литника (кусок такой проволоки хорошо виден на первом фото). Итак, литник, имеет коническую форму, выпор – всего один, не слишком толстый – к другой ноге. Если трудно поставить отдельно литник и выпор, то иногда можно обойтись и без выпора вовсе. Далее вся конструкция устанавливается и приклеивается на картонное основание. Во-вторых, чтобы впоследствии легко отделить модель от силикона, я прокрашиваю модель тонким слоем акрилового металлика либо каким-нибудь нитро аэрозолем. Если ваша мастер-модель металлическая, то рекомендую тонировать именно нитро, а если пластмассовая, эпоксидная или из «грин стафа» (зеленки), то вполне подойдет акриловый металлик.

Почему именно металлик? По опыту – он легче всего отделяется, и при этом его можно нанести достаточно тонким слоем. Необходимо обратить внимание на то, чтобы краской были покрыты и все поднутрения (в другой литературе встречаются названиия «андеркаты» или «отрицательные углы»). Третий этап – необязательный, но очень рекомендуемый – начертить фломастером воображаемую линию раздела половинок формы – это очень поможет впоследствии сделать точный разрез силиконовой оболочки.
На снимке – модель подготовлена к началу изготовления собственно формы. Виидны литник, выпор, видна и линия разреза, по крайней мере, на ногах. На голове ее не ищите – ее там нет. Разрез будет доходить только до кончиков пальцев левой руки и до верхнего полюса мяча. Вся модель установлена на основании.
Вторая часть. Силиконовый кокон и каменный гроб.

Начинаем накладывать силикон слой за слоем. Первый слой требует большого внимания и терпения. Задача – внести силикон во все щели, щелочки и углубления. Силикон – материал довольно капризный и по своей воле туда не полезет, поэтому я беру маленькую капельку силикона и углубление за углублением вношу его туда, снова и снова проверяя, не забыл ли я еще какую щелочку.
Уже наложенный силикон можно придавить влажным пальцем. Я предпочитаю работать с прозрачным силиконом еще и по той причине, что можно видеть, не образуются ли пузырьки воздуха под слоем силикона. В конце этого этапа работы наша модель должна быть целиком покрыта тонким, желательно менее миллиметра слоем силикона.
На снимке: вот так, капля за каплей вносится силикон во все «проблемные» места.
Далее мы должны дать силикону высохнуть. Время на высыхание может быть разным у разных видов силиконов, но в большинстве случаев следующий слой силикона можно накладывать часов через восемь. И никогда не накладывайте следующий слой, пока не высох предыдущий! После того, как первый слой силикона высох, еще раз внимательно осмотрите «кокон», если нет никаких проплешин в слое силикона, то едем дальше! Если есть, то заполните недостатки силиконом и все равно едем дальше! А дальше – второй, третий и дальше, сколько надо. Эти слои должны плотно укутать модель в единый кокон уже без всяких поднутрений. Насколько он должен быть толстым? Скажем так – лишний слой силикона ему не повредит, зато слишком тонкий слой может привести к деформациям при литье, особенно в месте разреза формы. На демонстрируемой здесь модели силикон наложен четырьмя слоями и в отдельных местах я положил еще один дополнительный пятый слой. Когда закончено наложение силикона, то лишний картон подставки обрезается.



Теперь мы имеем силиконовую мумию из которой еле просвечивает наша модель. Пришло время построить «каменный гроб». Я делаю опалубку из деталей конструктора «Лего», развожу гипс и заливаю первую половинку гробика, до половины утапливаю в гипсе кокон, жду.
Обратите внимание на резиновую чашку для разведения гипса. Исключительно удобная в работе вещь, ветеран производства. Изначально – это стоматологический инструмент, но также может быть изготовлена и из половинки резинового мяча. Работая с одной и той же емкостью для разведения гипса, со временем учишься дозировать воду и гипс «на глаз», чтобы не было слишком много отходов, а после работы очистить от застывшего гипса – просто вывернув ее наизнанку.



Kогда гипс застывает, что определяется по его нагреванию, передвигаю опалубку выше, но ни в коем случае не вынимайте кокон из гипса! Затем надо не забыть смазать поверхность гипса чам-нибудь, чтобы потом половинки гипса разделить. Никаких специальных смесей! Жидкость для мытья посуды или жидкое мыло подойдет. Разводим вторую порцию гипса и заливаем ее в опалубку. Снова ждем до нагревания гипса. Когда гипс затвердел, снимаем опалубку, разделяем половинки «гроба» и вынимаем мумию.

Часть третья. Хирургическая.
К этому моменту мы уже имеем полностью изготовленную литьевую форму. Теперь дело за малым – вынуть модель из формы и прографитить литьевую поверхность. На самом деле вскрытие силикона и вынимание модели – самая ответственная операция, поэтому подойти к ней надо очень серьезно. Махать ножом – это вам не силикон размазывать. Во-первых, я очень рекомендую взять совершенно новое лезвие скальпеля. Во-вторых, не торопясь, осмотрите мумию и вспомните или попробуйте аккуратно найти ту линию разреза, которую мы рисовали при подготовке модели. И только продумав, как должен пойти разрез – начинайте. Резать надо не торопясь, понемногу, но «твердой рукой». Начинайте проводить разрезы, ориентир ваш – линия, не зря же мы ее рисовали, между тем, постепенно и очень аккуратно отделяйте силикон от модели. Хотя силикон и очень эластичен, но оторвать от него кусочек или отрезать чего лиишнего скальпелем не так уж и сложно, поэтому никакого применения силы и торопливости. Конечной задачей этой операции является – вывернуть силиконовую оболочку так, чтобы можно было вытащить модель, но при этом оставить оболочку целой, так, чтобы отпустив ее она снова приняла свою изначальную форму.



Снимая форму с моделей сложной формы можно делать дополнительные разрезы, чтобы извлечь из силикона отдельные части, но ничего не отрезать насовсем. Как если бы мы хотели снять кожуру с апельсина целиком. В этом и смысл метода. Нам это удалось! Теперь хирург может снять маску и перчатки, заварить кофе и устало закурить.
Перед литьем внутренние поверхности формы надо как следует обработать графитным порошком (я в качестве источника графита использую внутренности батареек, хотя это может быть и графитный стержень карандаша), сдуть излишки графита и снова собрать всю форму. Форма полностью готова к литью. Зажим прост и удобен до ужаса – две палочки и две резинки.
Конечно, хорошо бы дать время гипсу высохнуть, хотя бы пару суток, но кто ж удержится, уже имею полностью готовую форму от удовольствия сделать пару-тройку пробных отливок? Не могу удержаться и я.


Времезатраты.
Подготовка модели: изготовление литников – полчаса, покраска и нанесение разделительной линии – пусть будет еще полчаса (разумеется, это максимальные затраты времени, все это можно делать еще быстрее). Наложение первого слоя силикона занимает минут двадцать. Последующие слои – операции не требующие суперточности, поэтому на них уходит 5-15 минут времени. Высыхание каждого из слоев силикона, как я уже говорил, требует часов восемь времени, но и здесь есть небольшой фокус. Если поставить модель в теплое место, наверное градусов 60-80, мне трудно сказать точно без термометра, то силикон вулканизируется за час. Я ставлю в электродуховку. Недостатки: неприятный запах в духовке и во всей кухне. Если запах сильно неприятный – попробуйте снизить температуру. Можно, конечно и вытяжку включить, если у кого есть. Итого пять слоев застынут часов за шесть. Я предпочитаю не торопитья и оставить самый наружный слой (все равно он самый толстый) еще на ночь в комнатной температуре. На следующий день: на изготовление гипсового гроба – минут 20 на каждую половинку. Хитрость: разводите гипс в подсоленной воде. Соль является катализатором кристаллизации гипса. Итого, на все-про все, включая уборку ушел час. Без уборки – 40 минут и жена очень бы ругалась. Операция вскрытия «кокона» у меня заняла 15 минут, засекал по часам. Еще минут пятнадцать ушло на то, чтобы отграфитить поверхности формы и собрать все в полную боевую готовность. Итак: вчера в 11 утра я начал изготовление формы, сегодня в 13 часов я уже держал в руках отлитые фигурки.
Возможности метода.
Я делаю формы таким способом уже года два, на опыте убедился в существенной экономии силикона и времени по сравнению с другими способами изготовления форм. Формы из двух силиконовых частей я теперь делаю только для совершенно плоских деталей, а все остальное – руки, тела, головы – только так. Качество улучшилось, особенно в отношении облоя и точности совмещения половинок формы Такой метод можно успешно использовать для изготовления форм для фигур любой формы и сложности. Одинаково успешно применял его для литья 28 мм 54 и даже 75 мм фигурок.

В завершение хочу сказать пару слов о силиконах. Найти подходящий для дела материал – непросто. Приходится перепробовать немало сортов. Чтобы сэкономить средства, не ищите для литья металлов стоматологических силиконов и ювелирных (те их гордо называют «жидкой резиной») – они нетермостойки. Есть наверное и исключения, но как правило они еще и дорогие.
Я использую самый обычный строительный силикон Silirub бельгийской фирмы Soudal. Шприц 330 г. Почти не чувствуется от него запаха уксуса. Он выпускается трех видов: черный, белый и прозрачный. Первый и последний температуру литья олова, т.е. 300-400 градусов держит хорошо. Белый после нескольких заливок покрывается трещинами и коркой «припека». После многократных заливок практически не деформируется. Остается только пожелать удачи всем любителям перемазаться в силиконе.
Литье форм из жидкого силикона в домашних условиях

В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
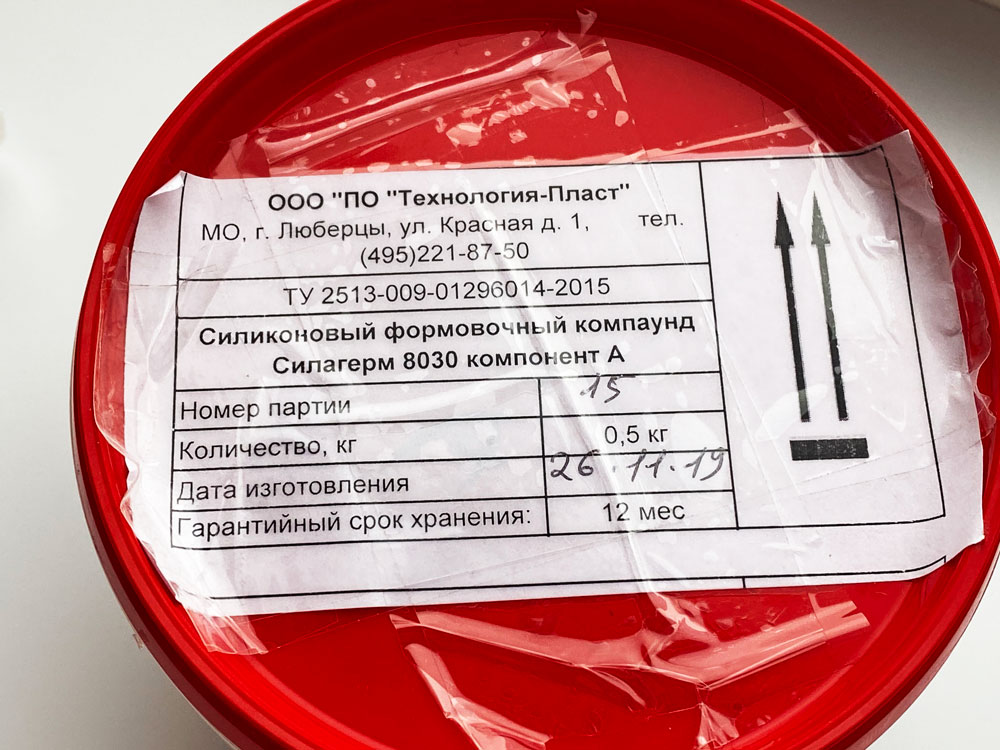
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.

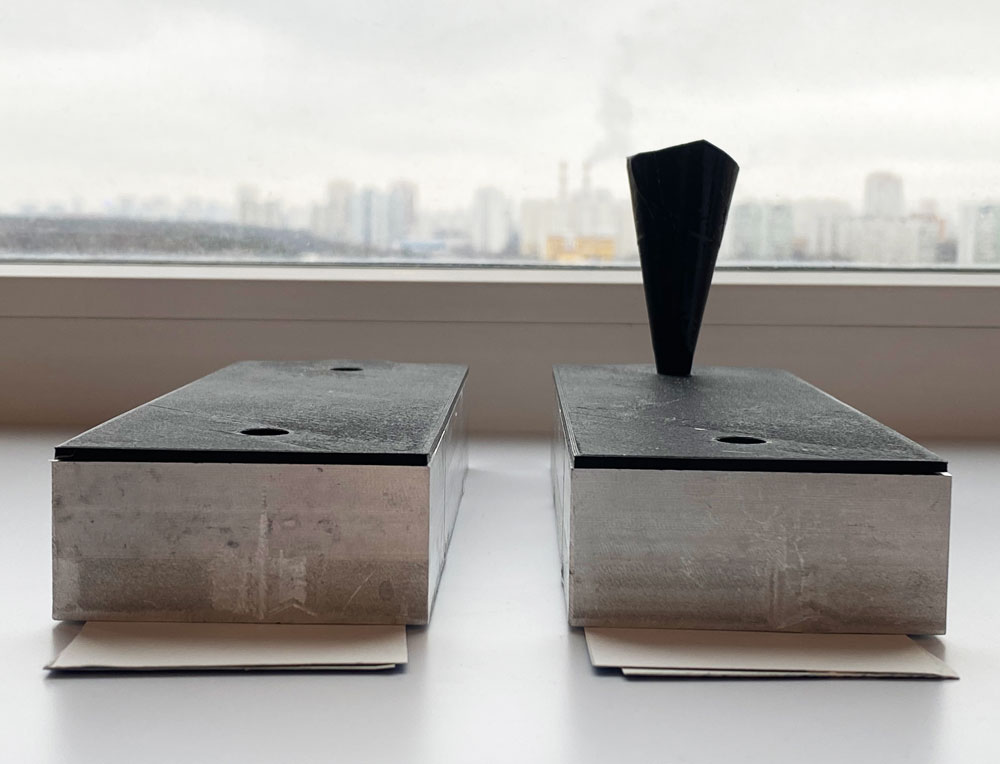
Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.

Вот пример гипсовой формы, которую делали сами в самом начале:
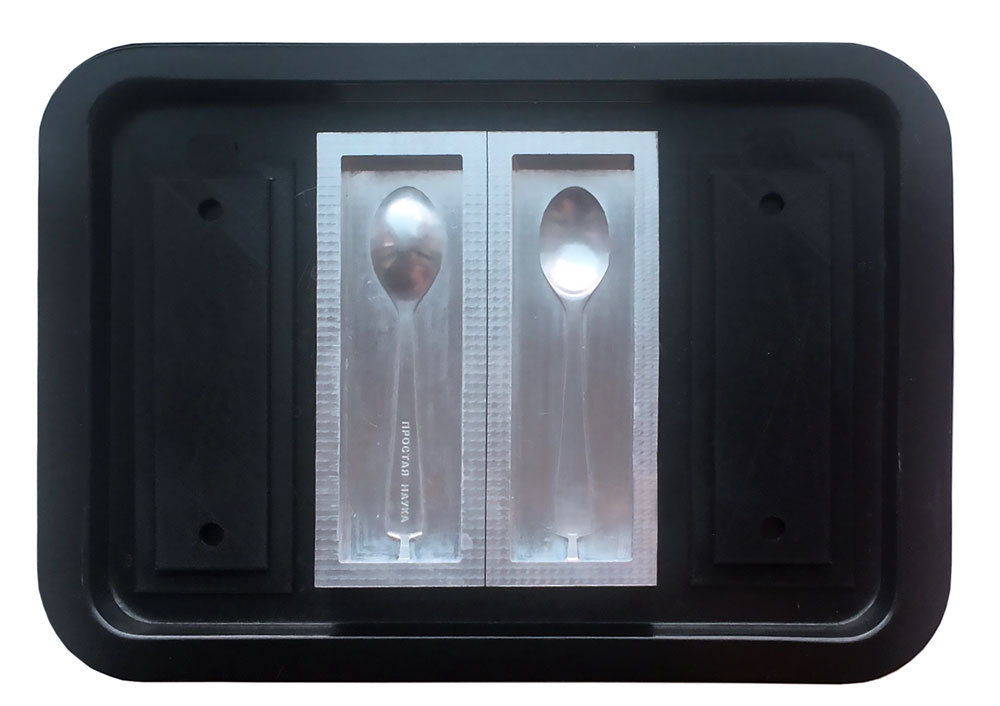
А это уже промышленная форма:
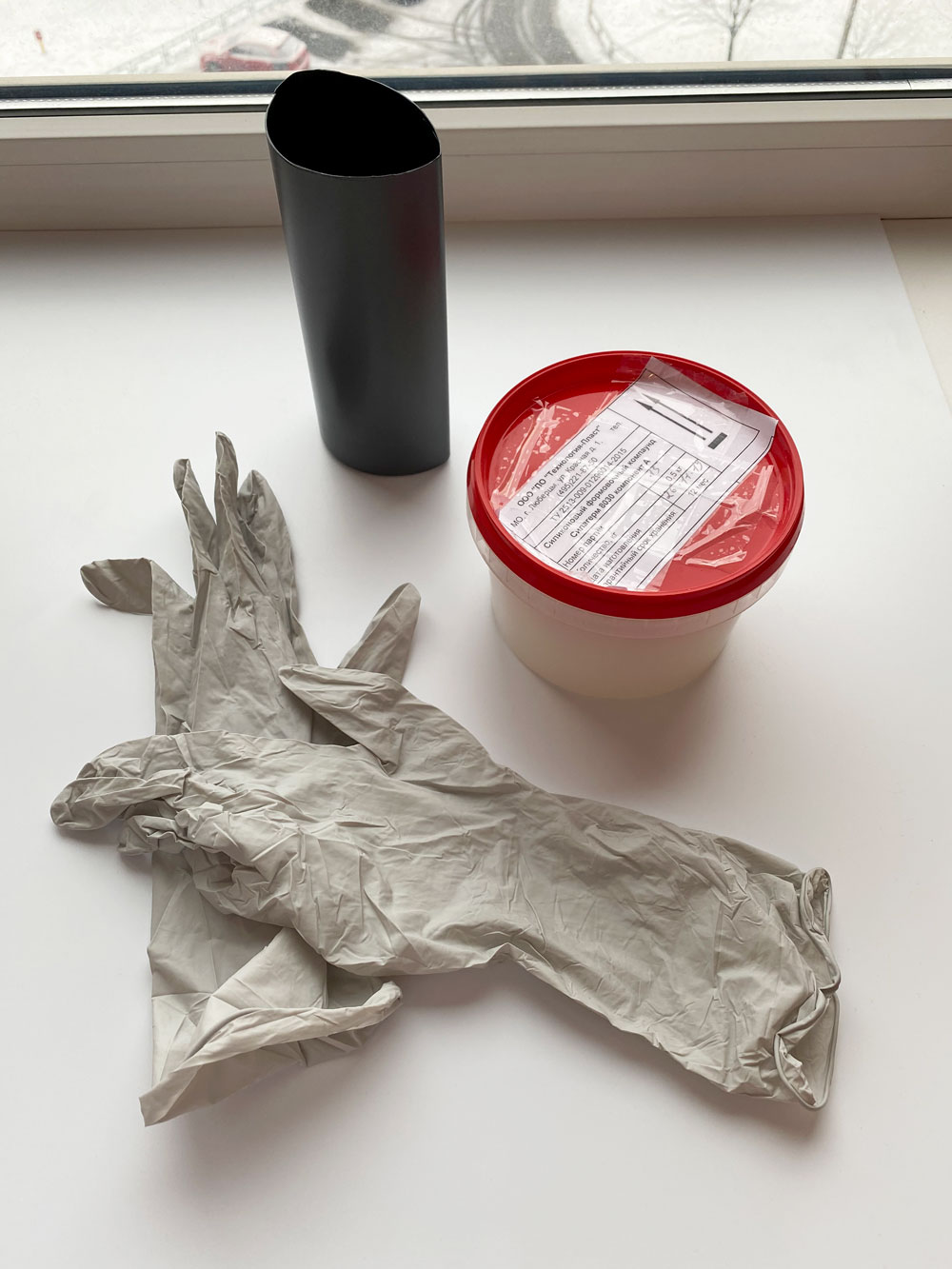
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.

Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.
Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
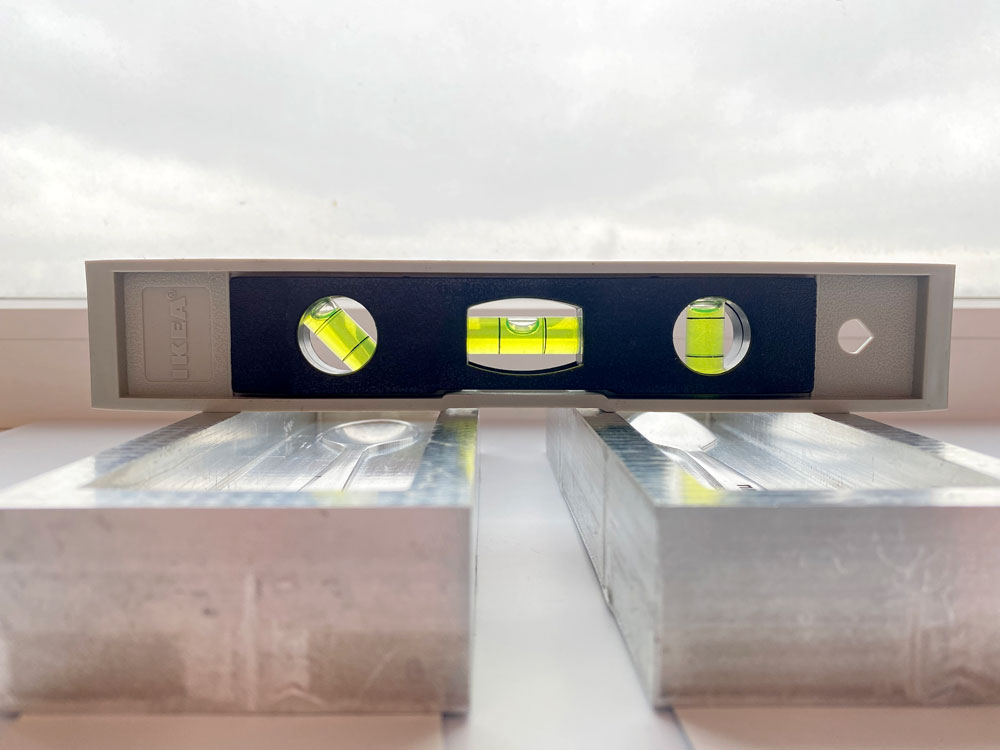
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.
Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.

Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.

Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.

Компонтент А


Компонент B:


Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
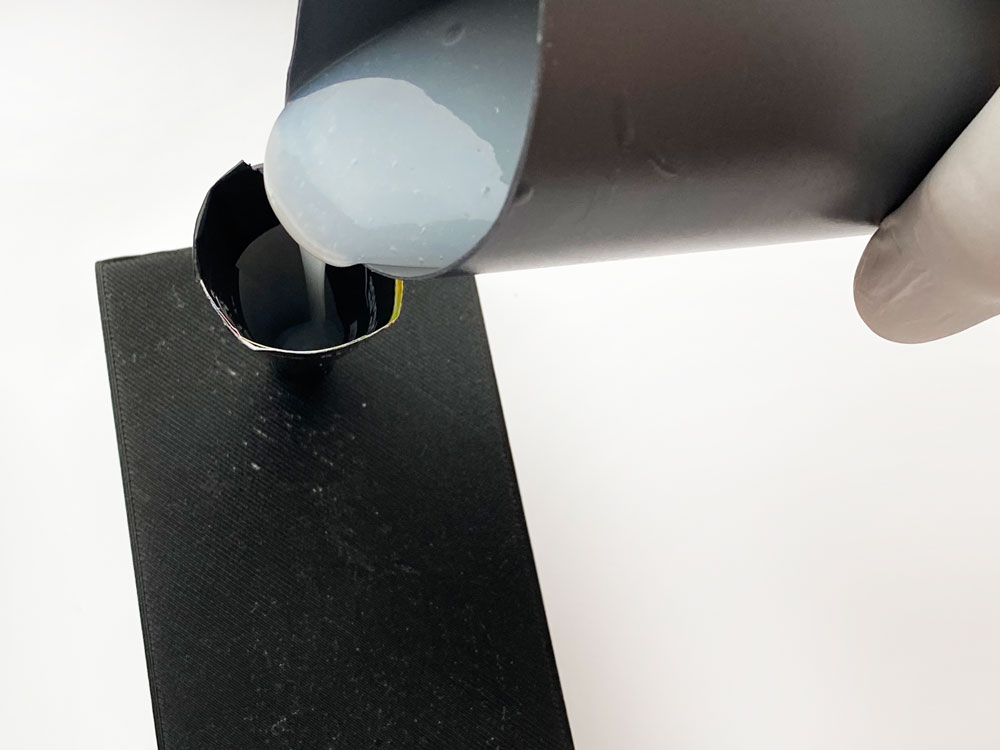
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.

Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.
Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
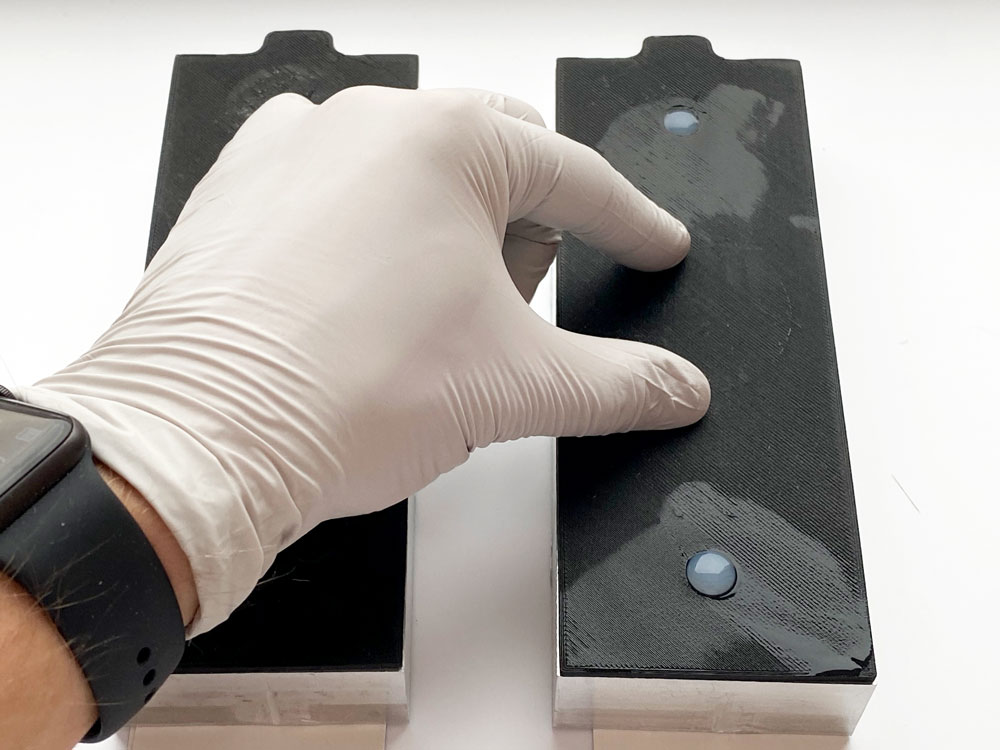
После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.

Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.



Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.

Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.



Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Читайте также: